
Approximation Model Development and Dynamic Characteristic Analysis Based on Spindle Position of Machining Center
 , , and
, , and
Abstract
:1. Introduction
2. Dynamic Characteristics of Machining Center
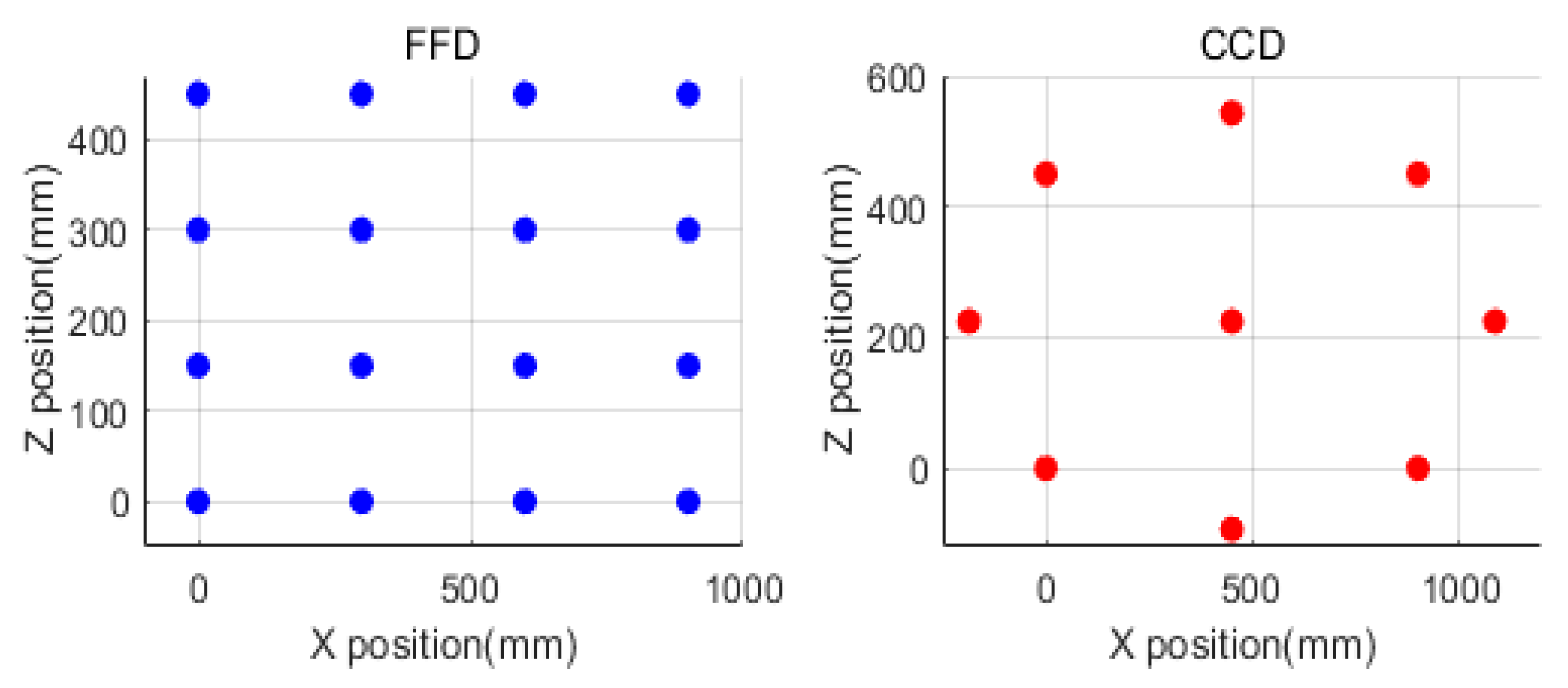
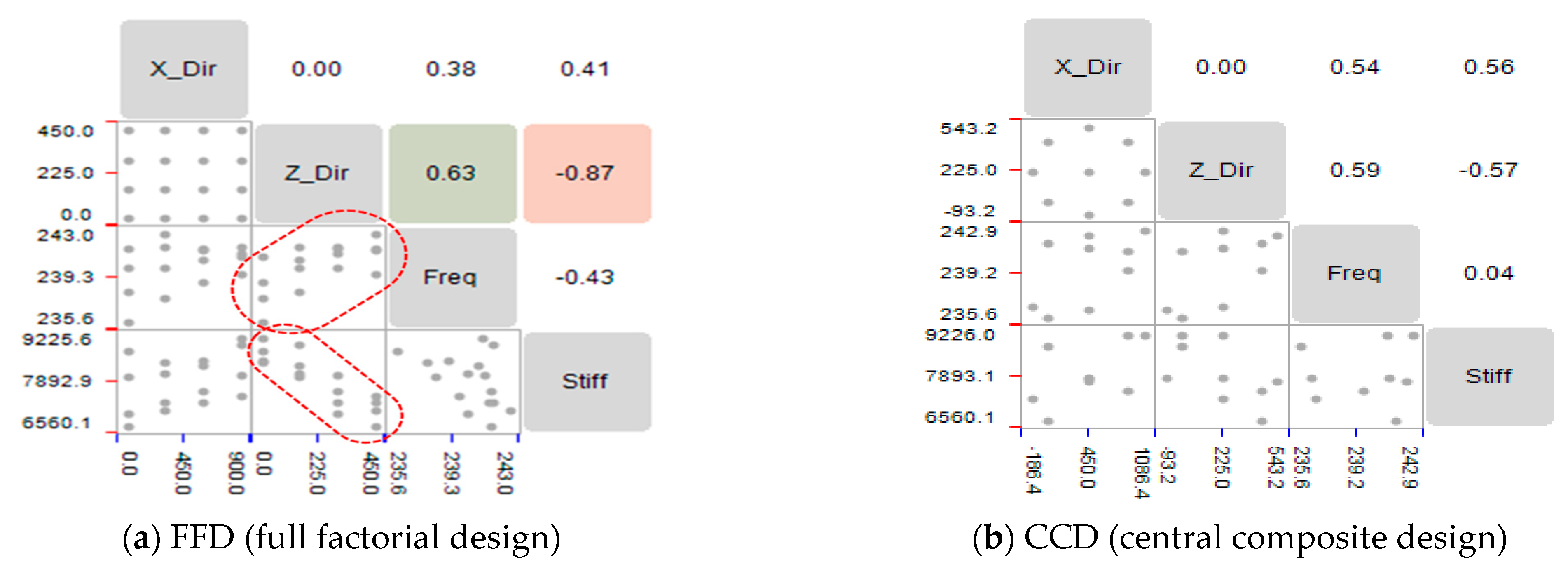
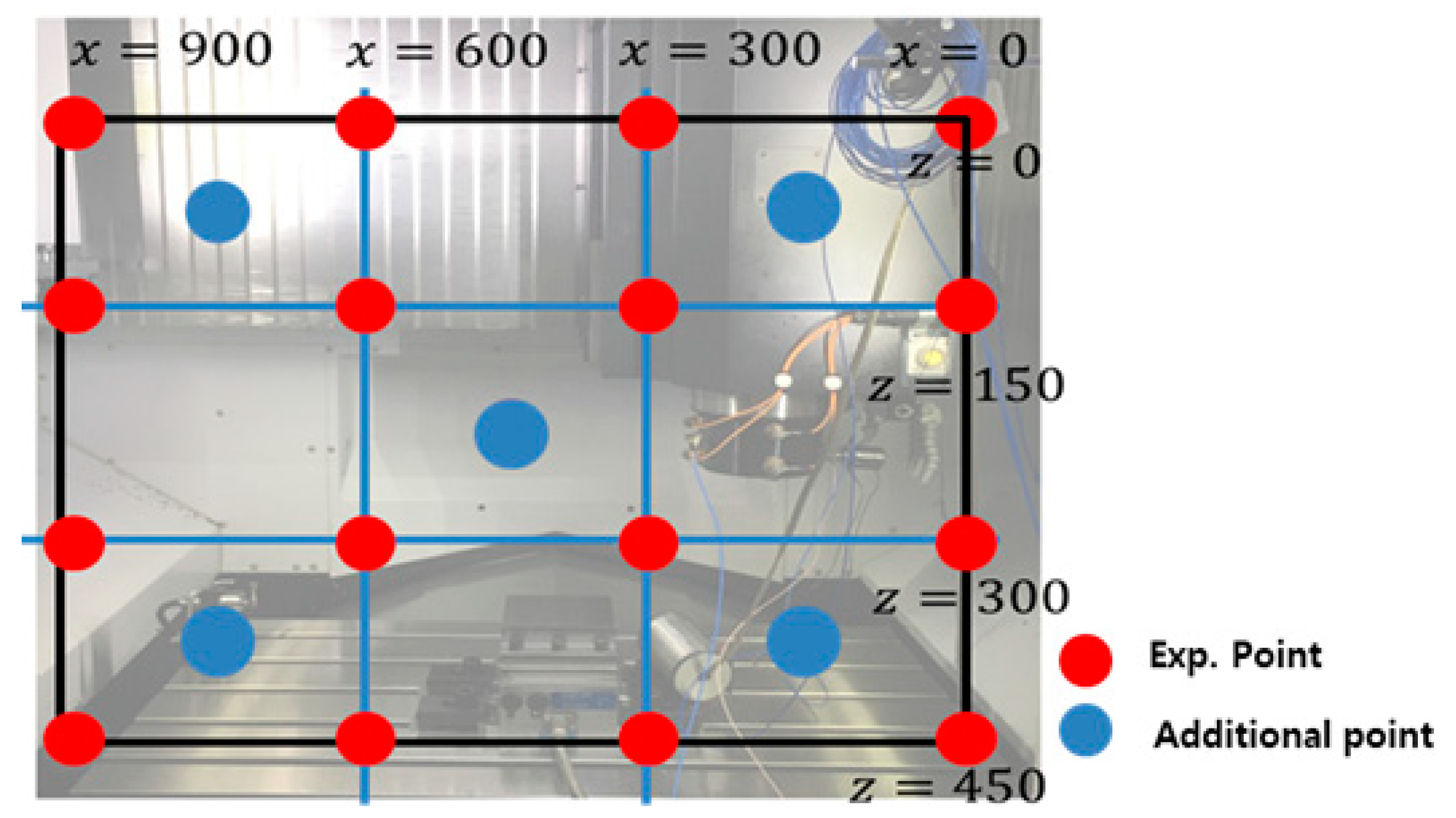
3. Design of Experiments
4. Approximation Model
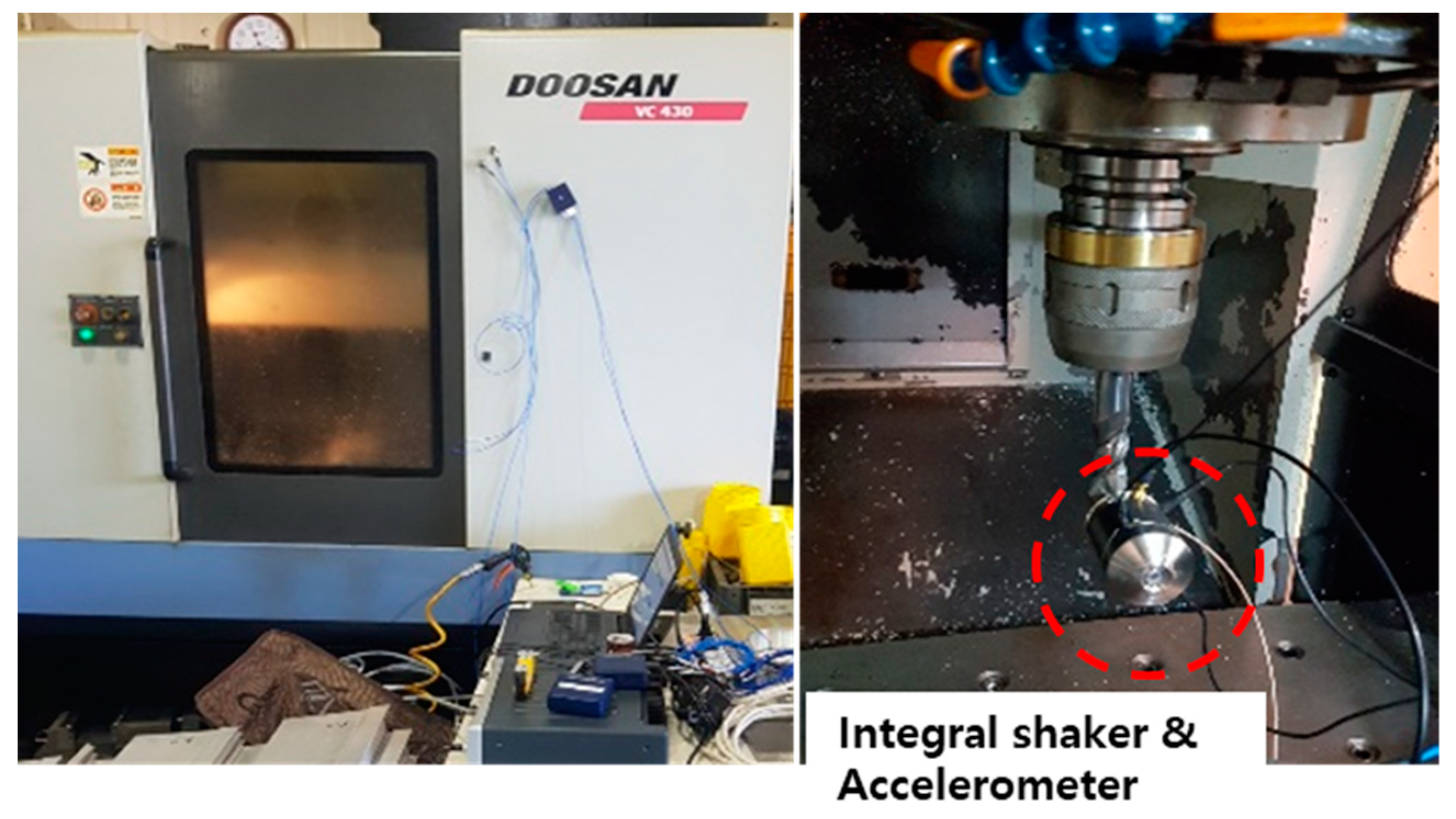
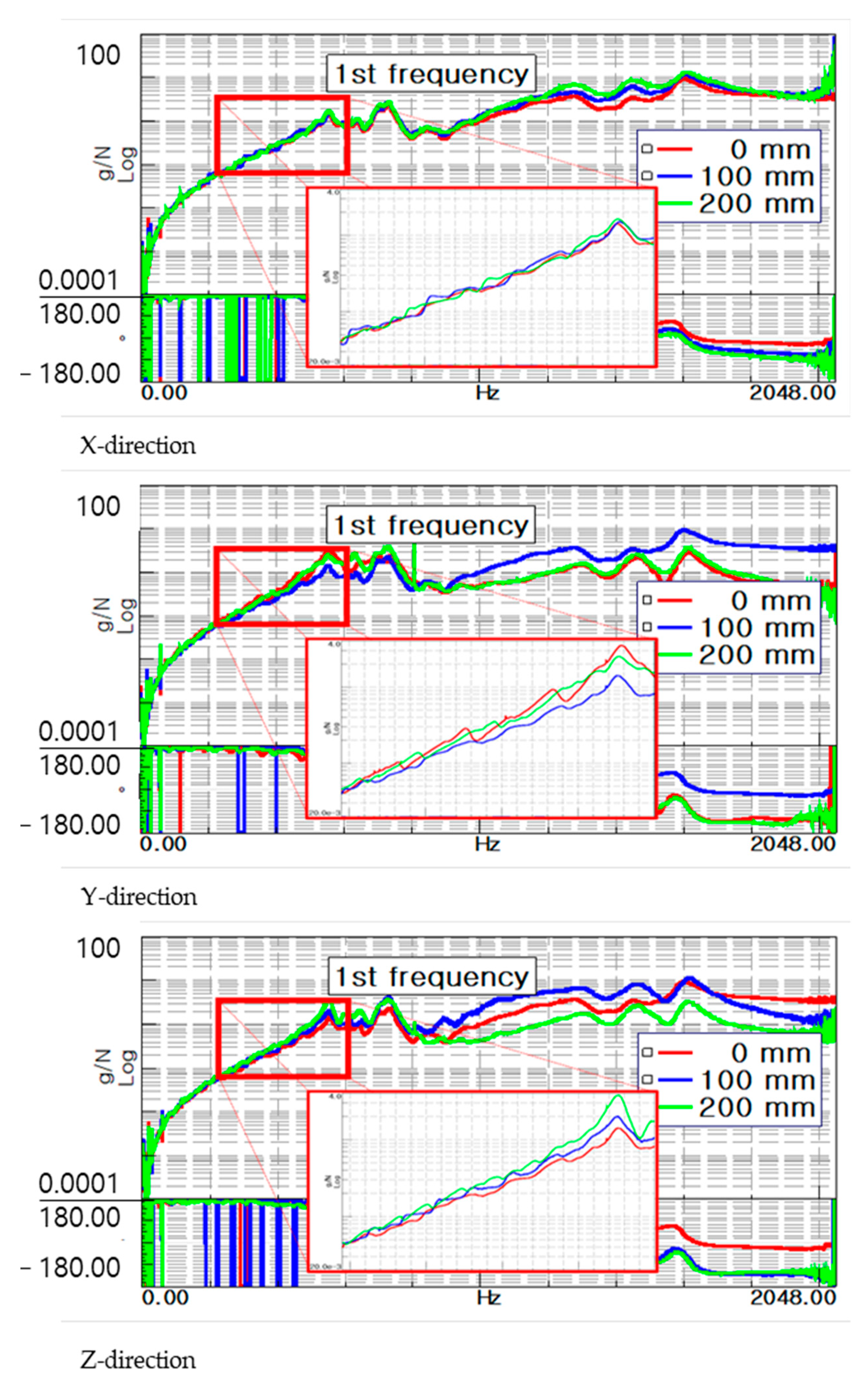
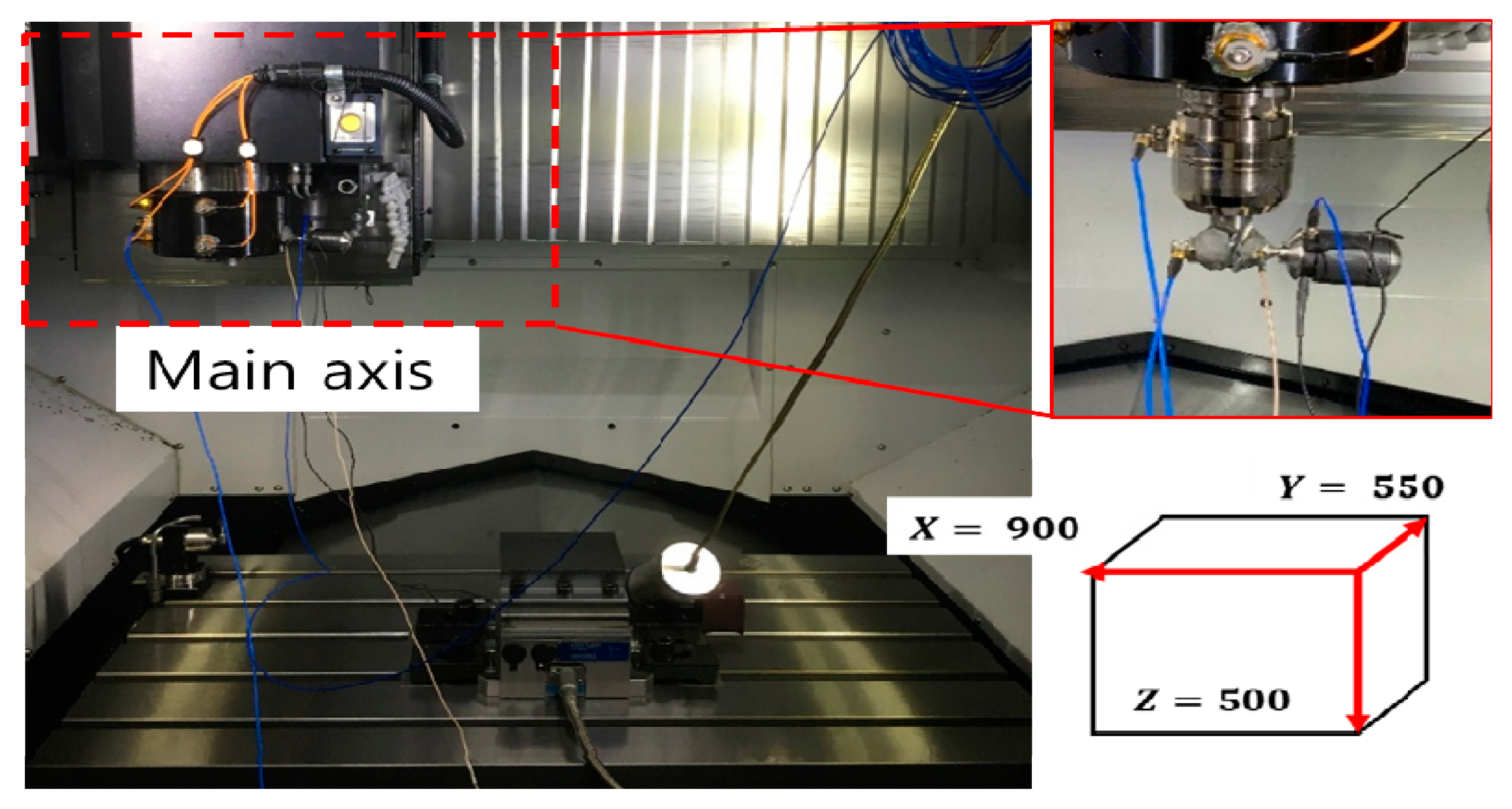
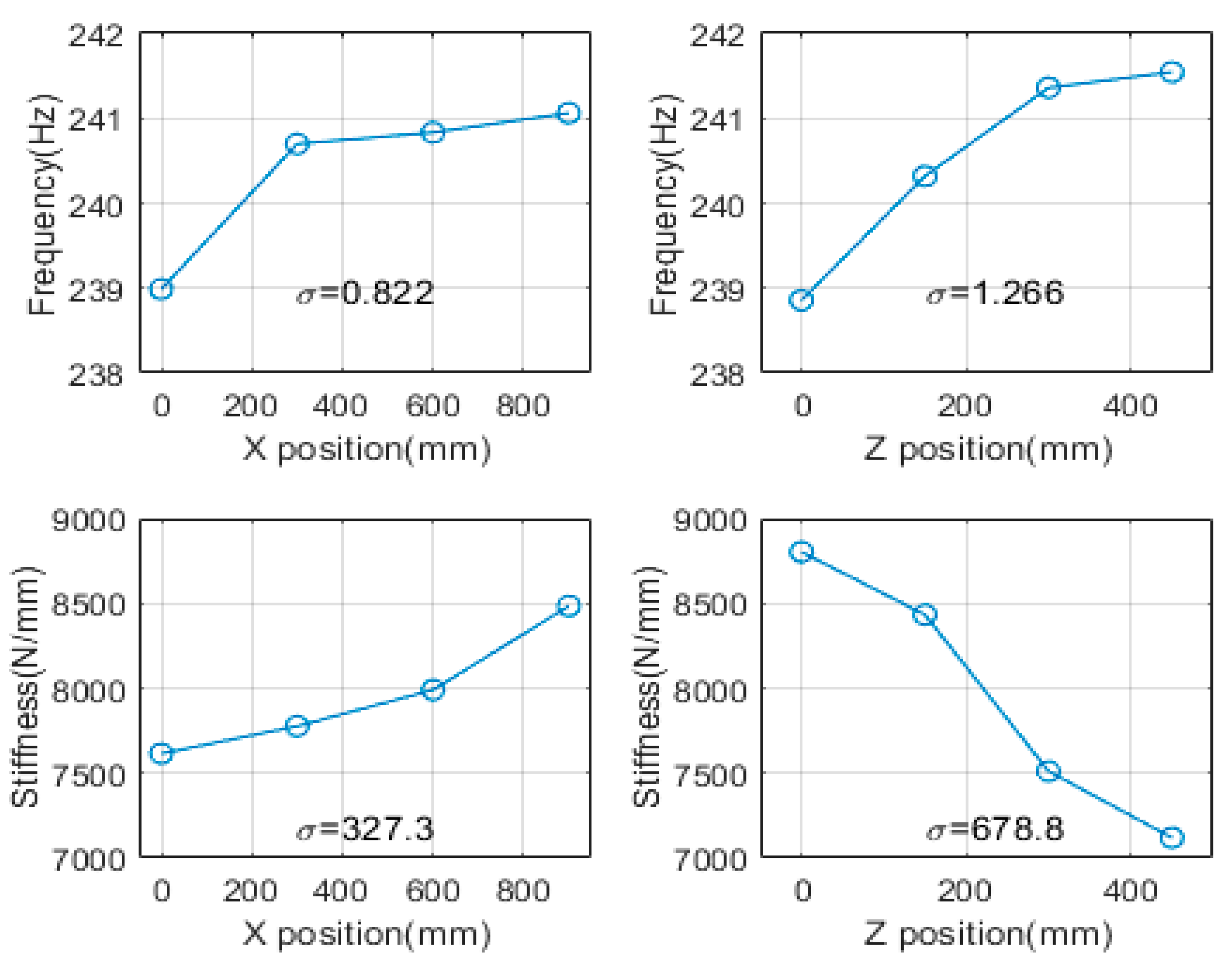
4.1. Modal Test on Experimental Point
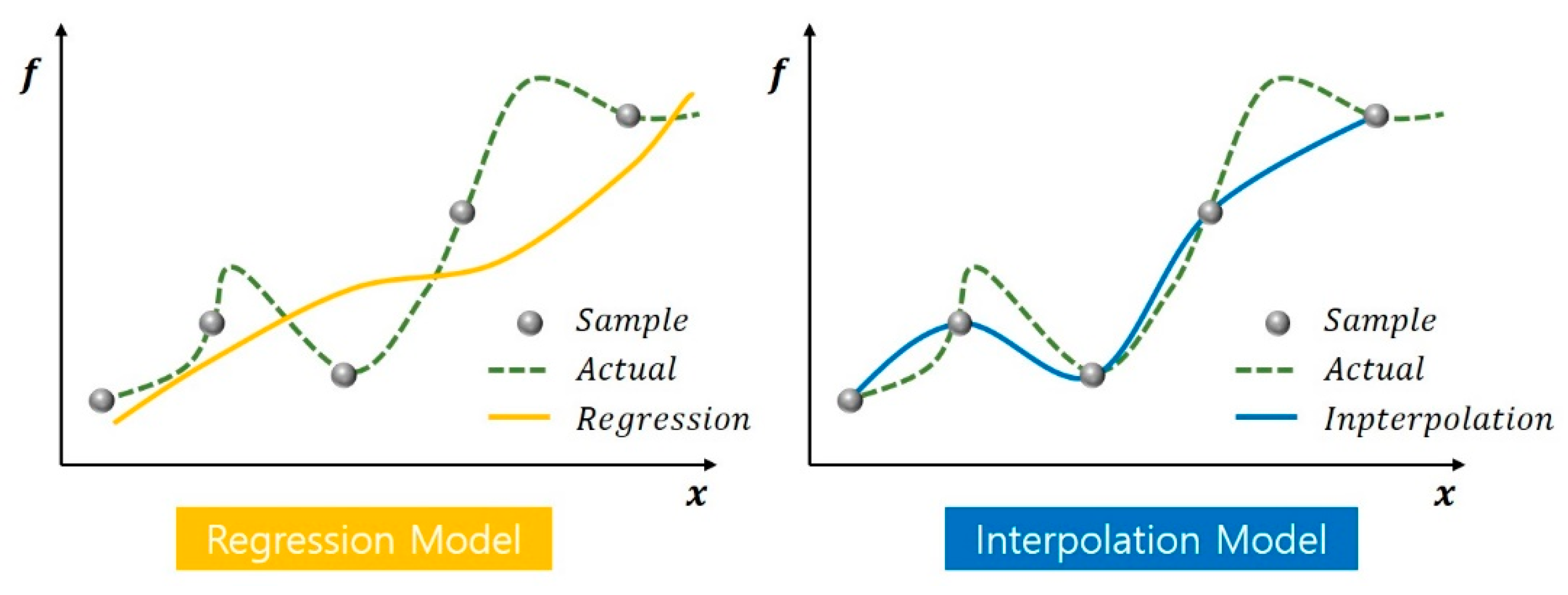
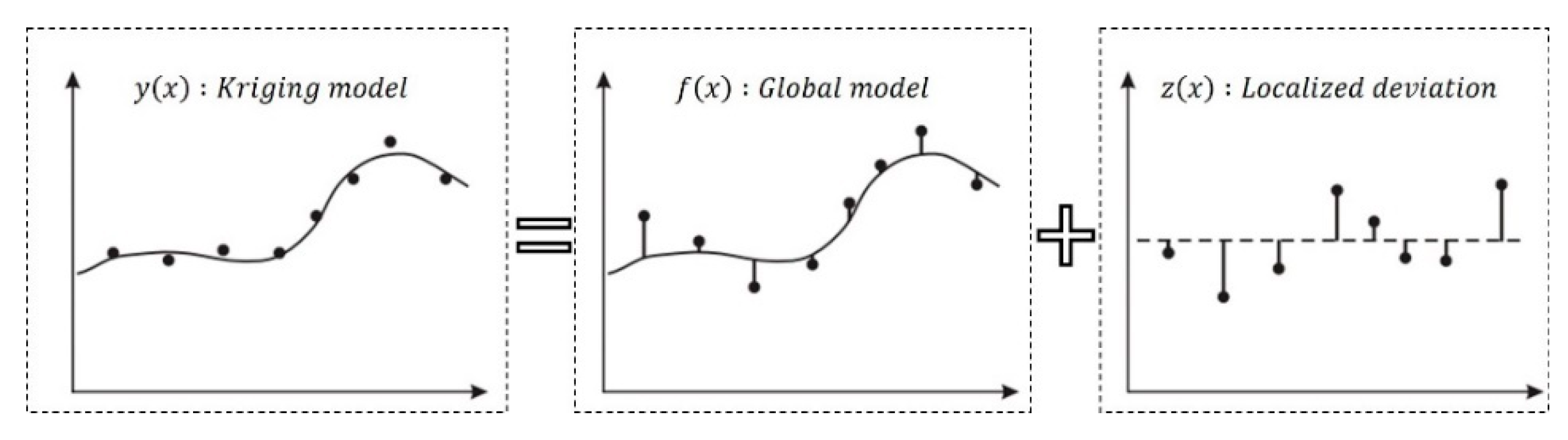
4.2. Apporximate Model
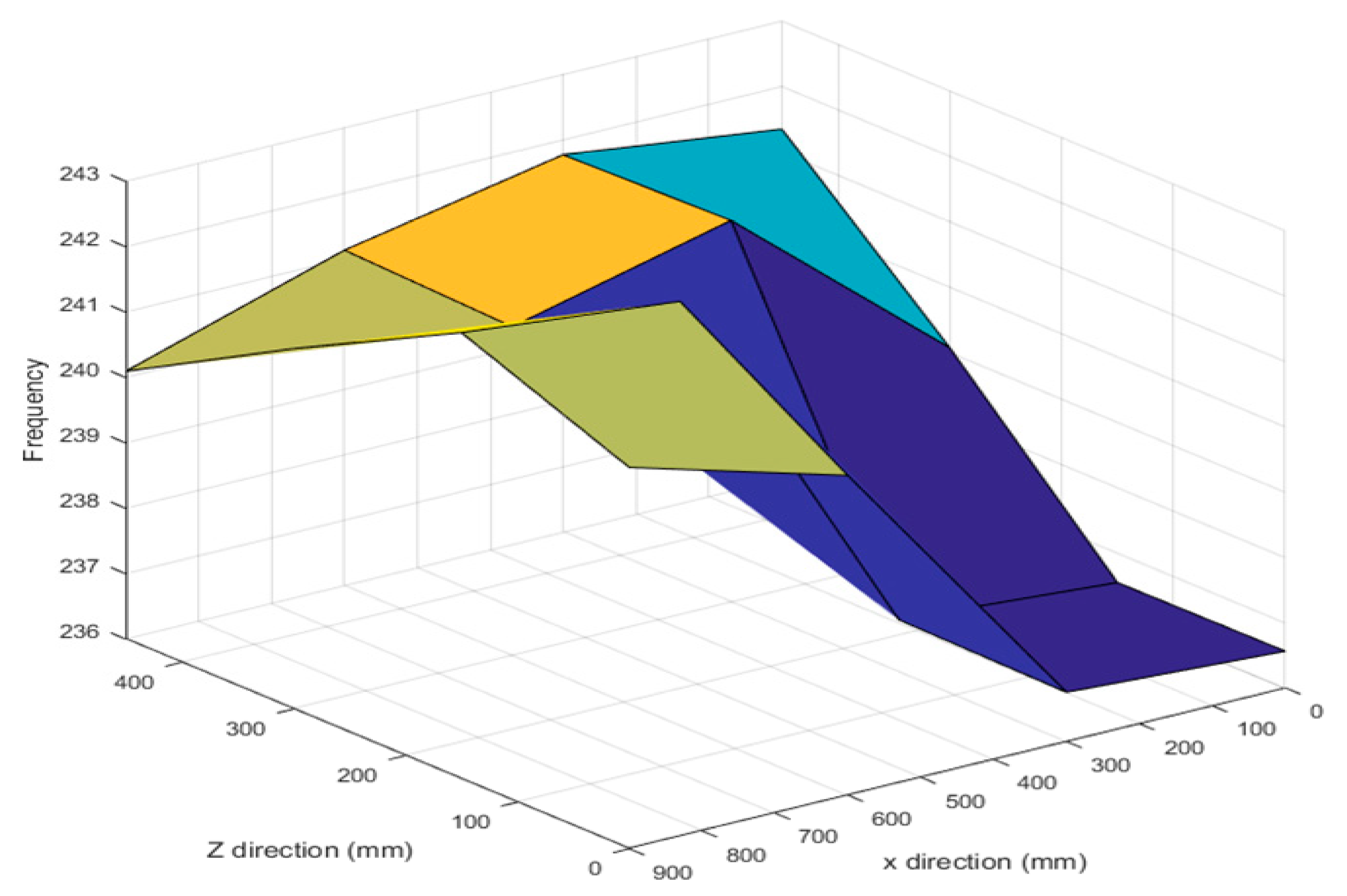
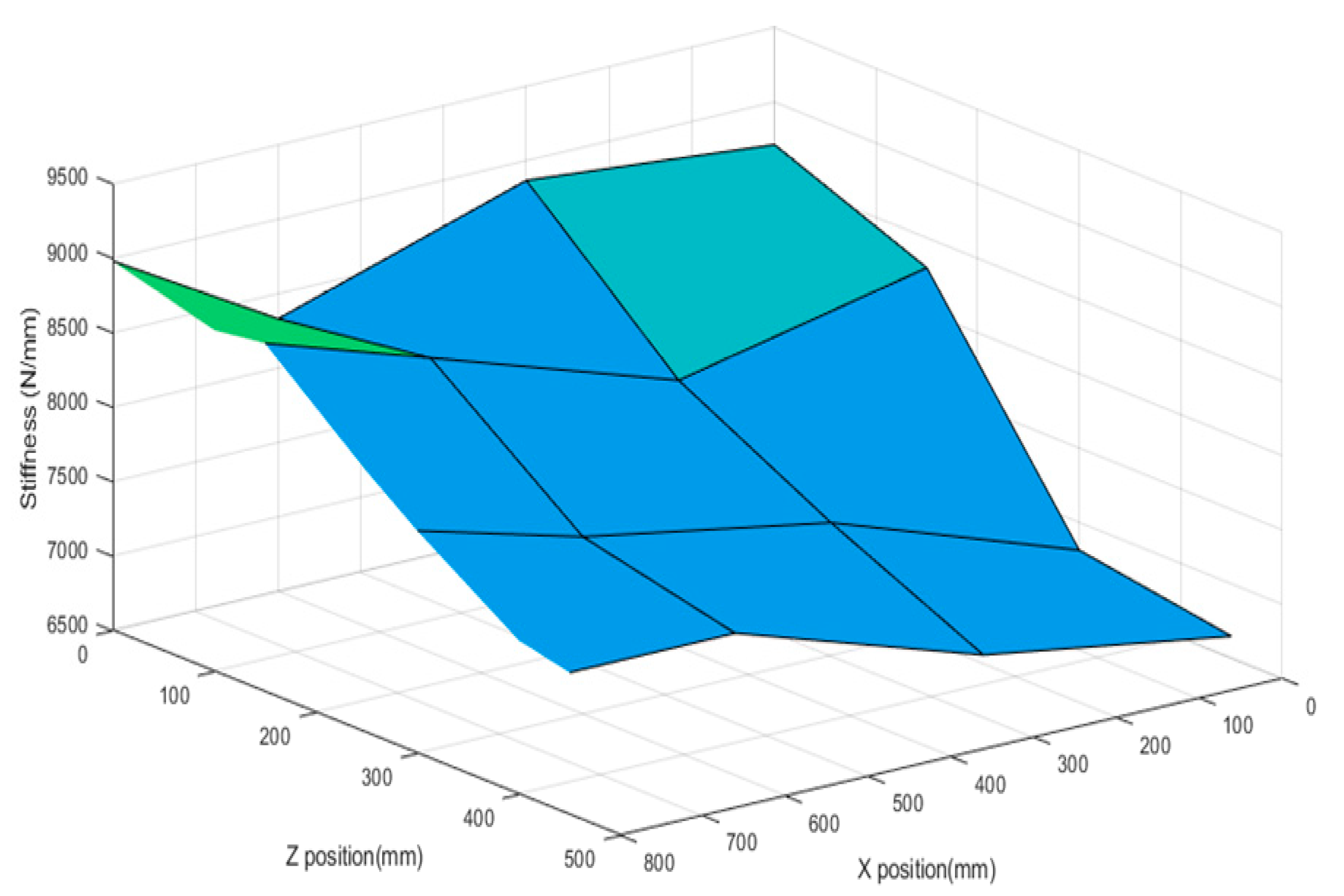
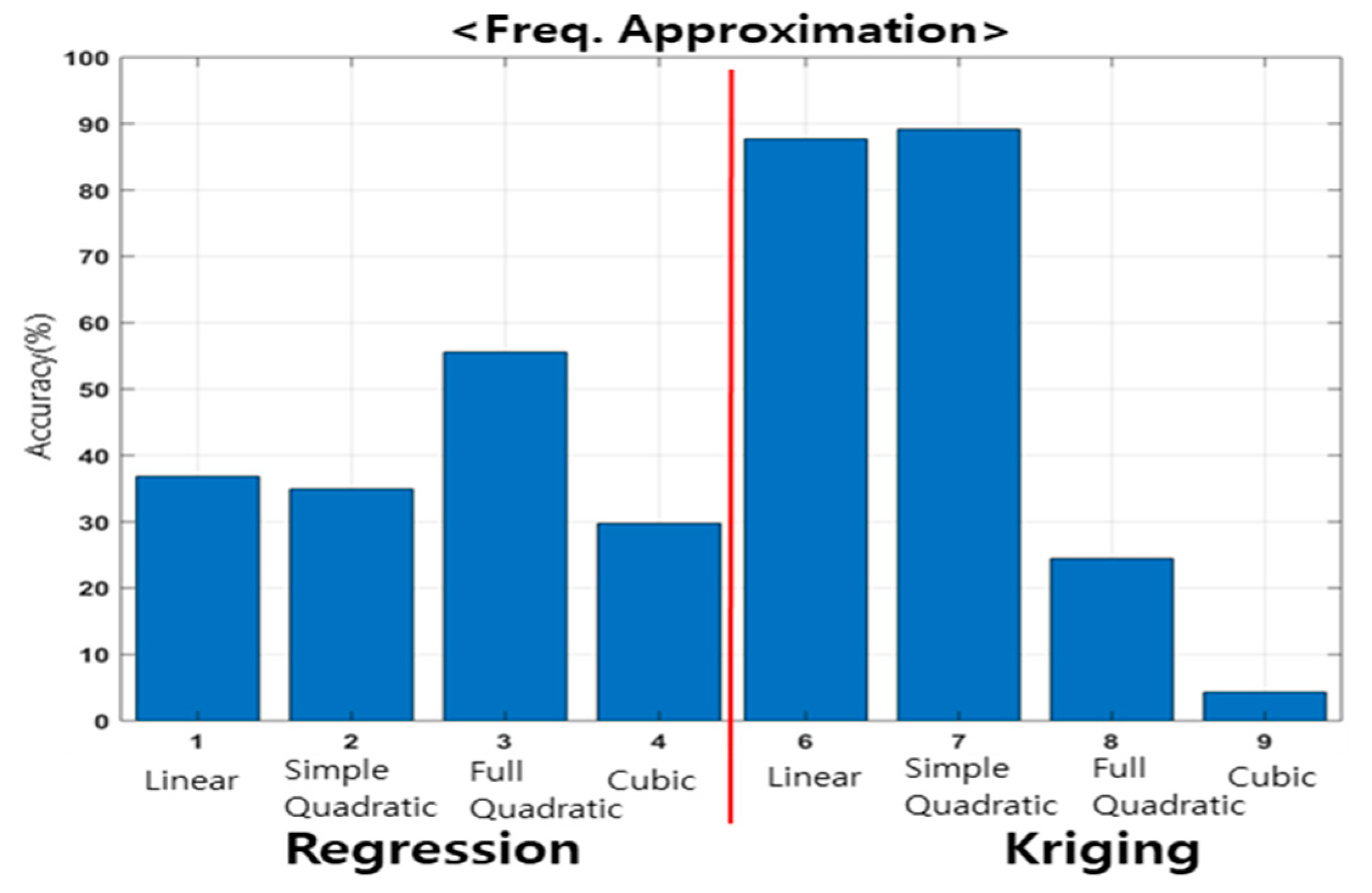
4.3. Approximate Model Analysis
4.4. Approximate Model Verification
5. Conclusions
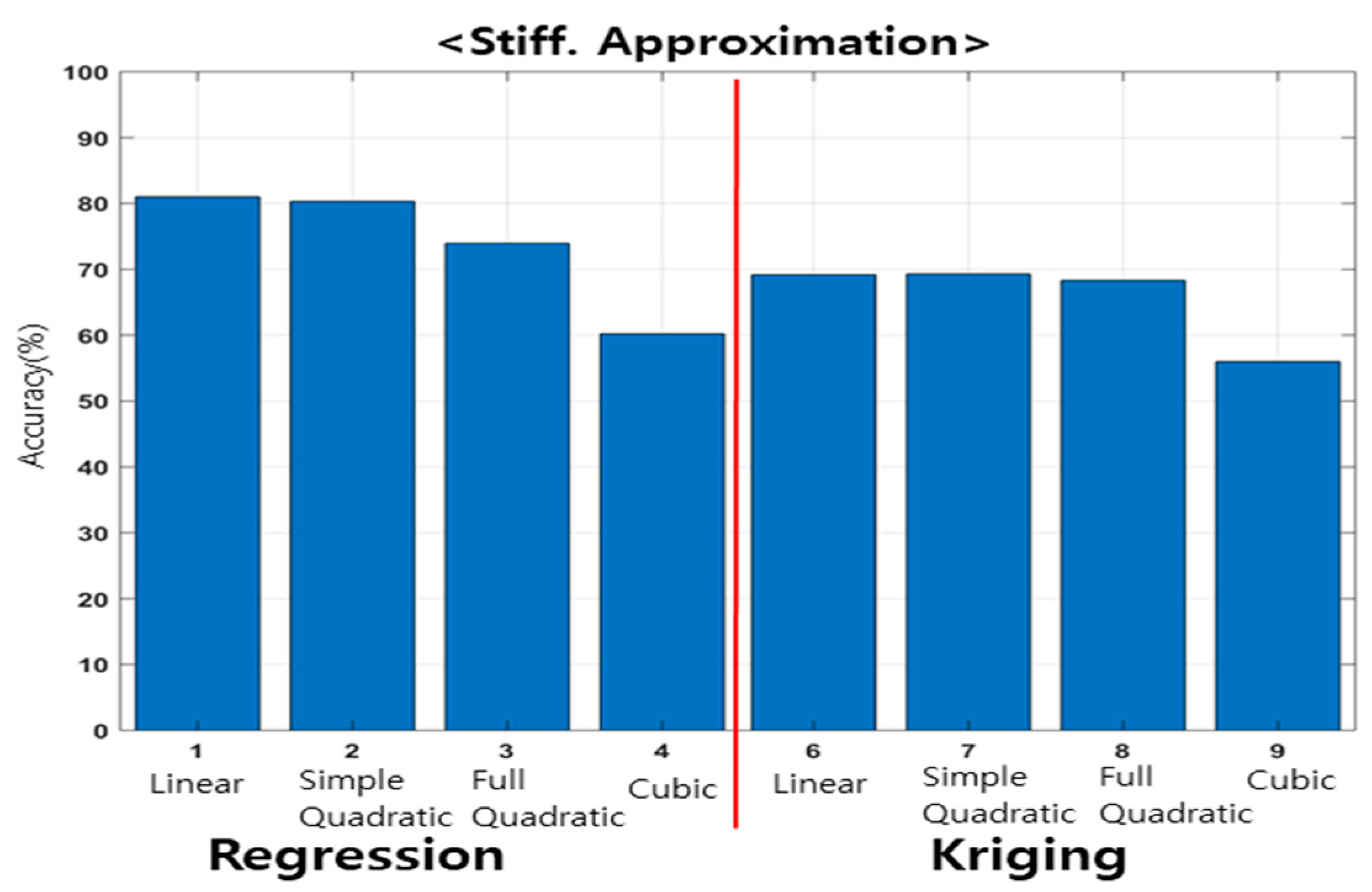
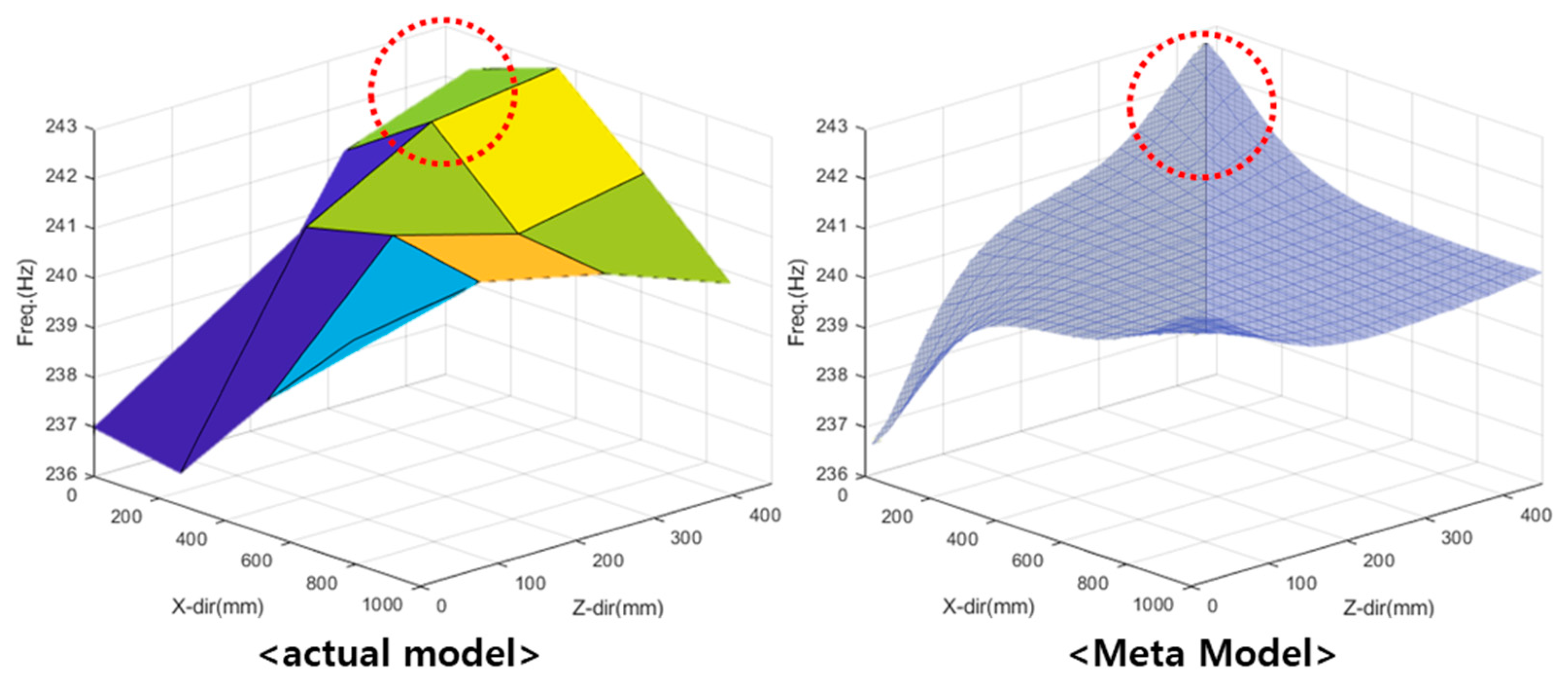
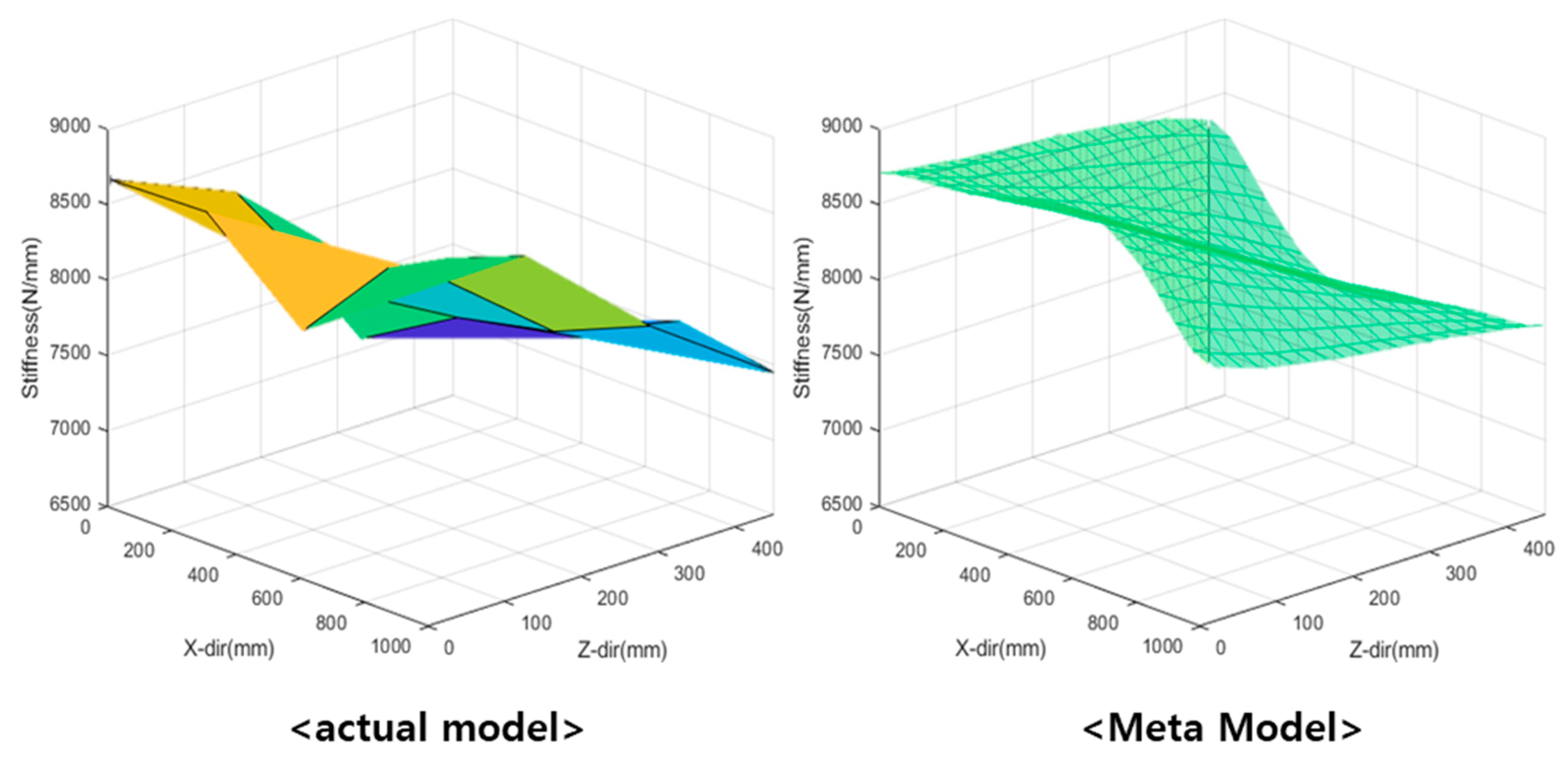
- The simple quadratic Kriging model is suitable for the approximation model of the resonant frequency, and the linear regression is suitable for the approximation model of the dynamic stiffness.
- The results of this study show that the dynamic characteristics changed according to the position of the main spindle for the two types of machining equipment, although the difference was insignificant.
- The dynamic characteristics differed significantly under extreme machining conditions, such as when the main spindle was located at the end.
- The change in the dynamic characteristics of the system is insignificant in the main work area.
- Fine dynamic characteristic changes should be considered for high-precision processing; however, the changes in the dynamic characteristics during processing, in most main work areas, are negligible.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heo, E.-Y.; Lee, H.; Lee, C.-S.; Kim, D.-W.; Lee, D.-Y. Process monitoring technology based on virtual machining. Procedia Manuf. 2017, 11, 982–988. [Google Scholar] [CrossRef]
- Choi, G.-H.; Choi, G.-S. A Study on Intelligent On-Line Tool Condition Monitoring System for Turning Operations. J. Korean Soc. Precis. Eng. 1992, 9, 22–35. [Google Scholar]
- Kim, J.-H.; Nam, S.-H.; Lee, D.-Y. Energy Consumption Monitoring System for Each Axis of Machining Center. J. Korean Soc. Precis. Eng. 2015, 32, 339–344. [Google Scholar] [CrossRef]
- Lee, S.-H.; Kim, B.-S.; Hong, M.-S.; Kim, J.-M.; Ni, J.; Park, S.-H.; Song, J.-Y.; Lee, C.-W.; Ha, T.-H. A Study on Realization of Machining Process and Condition in Virtual Space. Korean Soc. Mach. Tool Eng. 2005, 2005, 462–467. [Google Scholar]
- Lee, T.H. A Study on Diagnosis and Prognosis for Machining Center Main Spindle Unit. J. Korean Soc. Manuf. Process Eng. 2016, 15, 134–140. [Google Scholar]
- Kim, J.-W.; Jang, J.-S.; Yang, M.-S.; Kang, J.-H.; Kim, K.-W.; Cho, Y.-J.; Lee, J.-W. A Study on Fault Classification of Machining Center using Acceleration Data Based on 1D CNN Algorithm. J. Korean Soc. Manuf. Process Eng. 2019, 18, 29–35. [Google Scholar] [CrossRef]
- Altintas, Y.; Budak, E. Analytical prediction of stability lobes in milling. CIRP Ann. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Rehorn Adam, G.; Jiang, J.; Orban Peter, E. Modelling and experimental investigation of spindle and cutter dynamics for a high-precision machining center. Int. J. Adv. Manuf. Technol. 2004, 24, 806–815. [Google Scholar] [CrossRef]
- Ozsahin, O.; Budak, E.; Ozguven, H.N. Identification of bearing dynamics under operational conditions for chatter stability prediction in high speed machining operations. Precis. Eng. 2015, 42, 53–65. [Google Scholar] [CrossRef]
- Lee, C.M.; Park, D.G.; Lim, S.H. A study on the Evaluation for the Static and Dynamic stiffness of a Machining Center. Korean Soc. Mach. Tool Eng. 2005, 2005, 294–299. [Google Scholar]
- Choi, Y.H.; Ha, G.B.; Kim, D.H.; Seo, T.Y.; An, H.S. Stiffness Evaluation of a Heavy-Duty Multi-Tasking Turning Lathe for Machining Large Size Crankshaft Using Random Excitation Test. In Proceedings of the International Conference of Manufacturing Technology Engineers; 2014; Volume 2014, p. 8. [Google Scholar]
- Kang, Y.J. A Comparative Study on the Static and Dynamic Stiffness Evaluation Method of Machine Tools. Master’s Dissertation, Changwon University, Changwon, Korea, 2002; pp. 37–45. [Google Scholar]
- Park, D.G. A Study on the Experimental Evaluation for Static and Dynamic Stiffness of a Machining Center. Master’s Dissertation, Changwon University, Changwon, Korea, 2004; pp. 27–41. [Google Scholar]
- Kim, J.-W.; Lee, J.-W.; Kim, K.-W.; Kang, J.-H.; Yang, M.-S.; Kim, D.-Y.; Lee, S.-Y.; Jang, J.-S. Estimation of the Frequency Response Function of the Rotational Degree of Freedom. Appl. Sci. 2021, 11, 8527. [Google Scholar] [CrossRef]
- Simcenter Product Information, Simcenter Qsourses Integral Shaker: Siemens Digital Industries Software. Available online: siemens.com/plm (accessed on 9 October 2022).
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2012; pp. 233–290. [Google Scholar]
- Lee, J.H.; Ko, T.J.; Baek, D.G. A Study on Optimal Cutting Conditions of MQL Milling Using Response Surface Analysis. Korean Soc. Precis. Eng. 2009, 26, 43–50. [Google Scholar]
- Ryu, M.R.; Juen, H.Y.; Lee, S.J.; Kim, Y.H.; Park, H.S. A Study on Friction Coefficient and Temperature with Ventilated Disk Hole Number of Motorcycle Disk Brake. Trans. Korean Soc. Mech. Eng. A 2006, 2006, 57–62. [Google Scholar]
- Taylor, J.R. An Introduction to Error Analysis the Study of Uncertainties in Physical Measurements, 2nd ed.; University Science Books: Sausalito, CA, USA, 1997; pp. 209–220. [Google Scholar]
- Choi, S.W. Appplication of Analysis of Means (ANOM) for Design of Experiment. Korea Saf. Manag. Sci. 2008, 2008, 283–293. [Google Scholar]
- Hong, D.K.; Ahn, C.W.; Baek, H.S.; Choi, S.C.; Park, I.S. A Study on the Working Condition Effecting on the Maximum Working Temperature and Surface Roughness in Side Wall End Milling Using Design of Experiment. J. Korean Soc. Manuf. Process Eng. 2009, 8, 46–53. [Google Scholar]
- Lee, T.H.; Jung, J.J.; Hwang, I.K.; Lee, C.S. Sensitivity Approach of Sequential Sampling for Kriging Model. Trans. Korean Soc. Mech. Eng. A 2004, 28, 1760–1767. [Google Scholar]
- Cho, T.M.; Ju, B.H.; Jung, D.H.; Lee, B.C. Reliability Estimation Using Kriging Metamodel. Trans. Korean Soc. Mech. Eng. A 2006, 30, 941–948. [Google Scholar] [CrossRef]
- Kim, S.W.; Jung, J.J.; Lee, T.H. Candidate Points and Representative Cross-Validation Approach for Sequential Sampling. Trans. Korean Soc. Mech. Eng. A 2007, 31, 55–61. [Google Scholar] [CrossRef]
- Kim, S.W.; Kim, Y.J.; Jung, K.S. Shape Optimization of Engine Mounting Rubber Using Approximation Model. Korean Soc. Automot. Eng. 2010, 2010, 1126–1133. [Google Scholar]
- Song, C.Y.; Choi, H.Y.; Byon, S.K. Meta-model Effects on Approximate Multi-objective Design Optimization of Vehicle Suspension Components. J. Korean Soc. Manuf. Process Eng. 2019, 18, 74–81. [Google Scholar] [CrossRef]
- Shi, C.; Wang, M.; Yang, J.; Liu, W.; Liu, Z. Performance analysis and multi-objective optimization for tubes partially filled with gradient porous media. Appl. Therm. Eng. 2021, 188, 116530. [Google Scholar] [CrossRef]
- Liang, S.; Luo, P.; Hou, L.; Duan, Y.; Zhang, Q.; Zhang, H. Research on Processing Error of Special Machine Tool for VH-CATT Cylindrical Gear. Machines 2022, 10, 679. [Google Scholar] [CrossRef]
- Lian, W.; Jiang, Y.; Chen, H.; Li, Y.; Liu, X. Heat Transfer Characteristics of an Aeroengine Turbine Casing Based on CFD and the Surrogate Model. Energies 2022, 15, 6743. [Google Scholar] [CrossRef]
- Jiang, Z.; Rong, Q.; Hou, X.; Zhao, Z.; Yang, E. Methodology for Predicting the Structural Response of RPC-Filled Steel Tubular Columns under Blast Loading. Appl. Sci. 2022, 12, 9142. [Google Scholar] [CrossRef]
- Tomislav, H. A Practical Guide to Geostatistical Mapping, 2nd ed.; Wanly Pereira: Amsterdam, The Netherlands, 2009; pp. 27–29. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Qsource Integral Shaker |
|---|---|
| Frequency range (random test) | 20–2000 Hz |
| Force level | 7 Nrms |
| type | Integrated circuit piezoelectric |
| Parameters | Value |
|---|---|
| Sampling rate (Hz) | 4096 |
| Input signal | Burst random |
| Window | Hanning |
| FRF estimation | Hv |
| Parameter | Value |
|---|---|
| Sampling rate (Hz) | 4096 |
| Input signal | Burst random |
| Window | Hanning |
| FRF estimation | Hv |
| Resonant Frequency (Hz) | |||
|---|---|---|---|
| Position | Actual | Kriging | Error Rate |
| (150, 75) | 236.688 | 237.476 | 0.3% |
| (150, 375) | 242.730 | 241.694 | 0.4% |
| (450, 225) | 236.466 | 240.283 | 1.6% |
| (750, 75) | 238.373 | 240.262 | 0.7% |
| (751, 375) | 241.338 | 240.775 | 0.2% |
| Dynamic Stiffness (N/mm) | |||
|---|---|---|---|
| Position | Actual | Regression | Error Rate |
| (150, 75) | 7624.00 | 8168.52 | 7.1% |
| (150, 375) | 6794.05 | 7035.59 | 3.5% |
| (450, 225) | 8076.28 | 7905.72 | 2.1% |
| (750, 75) | 8442.35 | 8775.86 | 3.9% |
| (751, 375) | 7624.02 | 7642.93 | 0.2% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-W.; Kim, D.-Y.; Won, H.-I.; Noh, Y.-J.; Ko, D.-C.; Jang, J.-S. Approximation Model Development and Dynamic Characteristic Analysis Based on Spindle Position of Machining Center. Materials 2022, 15, 7158. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15207158
Kim J-W, Kim D-Y, Won H-I, Noh Y-J, Ko D-C, Jang J-S. Approximation Model Development and Dynamic Characteristic Analysis Based on Spindle Position of Machining Center. Materials. 2022; 15(20):7158. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15207158
Chicago/Turabian StyleKim, Ji-Wook, Dong-Yul Kim, Hong-In Won, Yoo-Jeong Noh, Dae-Cheol Ko, and Jin-Seok Jang. 2022. "Approximation Model Development and Dynamic Characteristic Analysis Based on Spindle Position of Machining Center" Materials 15, no. 20: 7158. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15207158