3.1. Choosing a Scanning Strategy for Large-Sized C11000 Blocks
The general view of the large-sized copper blocks grown through electron beam wire-feed additive technology is shown in
Figure 4,
Figure 5,
Figure 6,
Figure 7 and
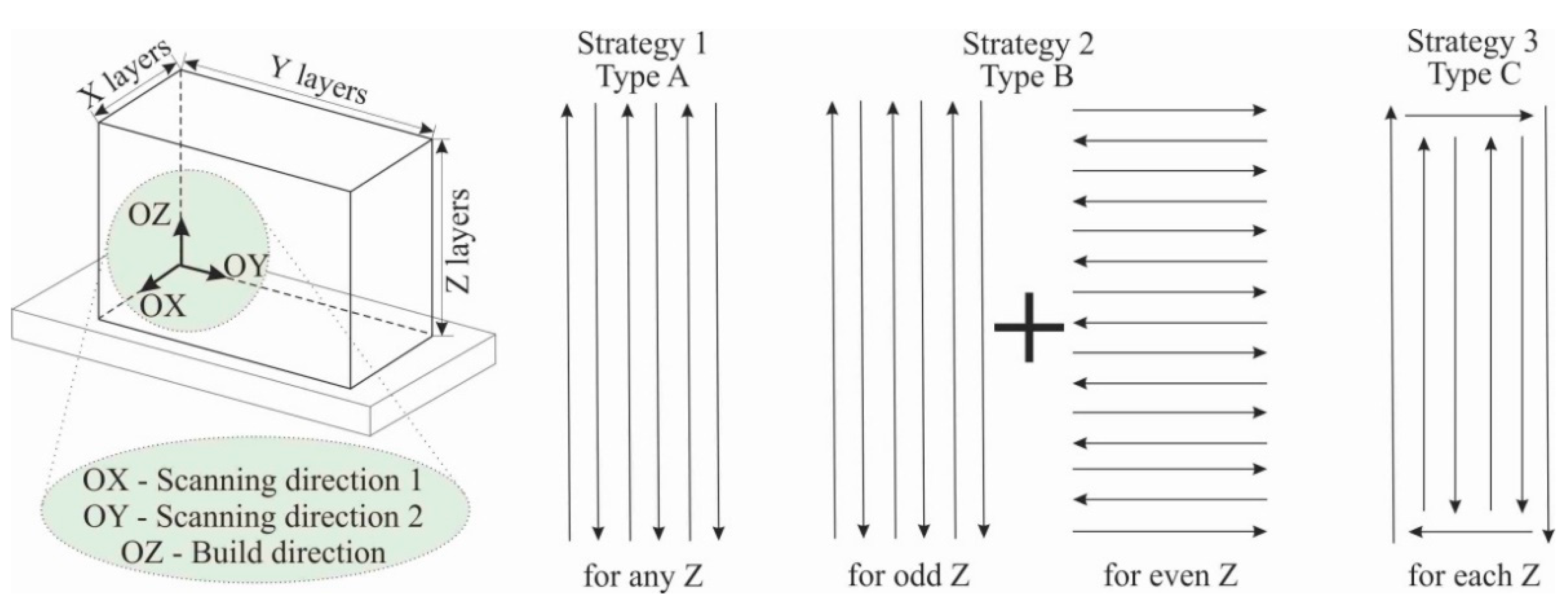
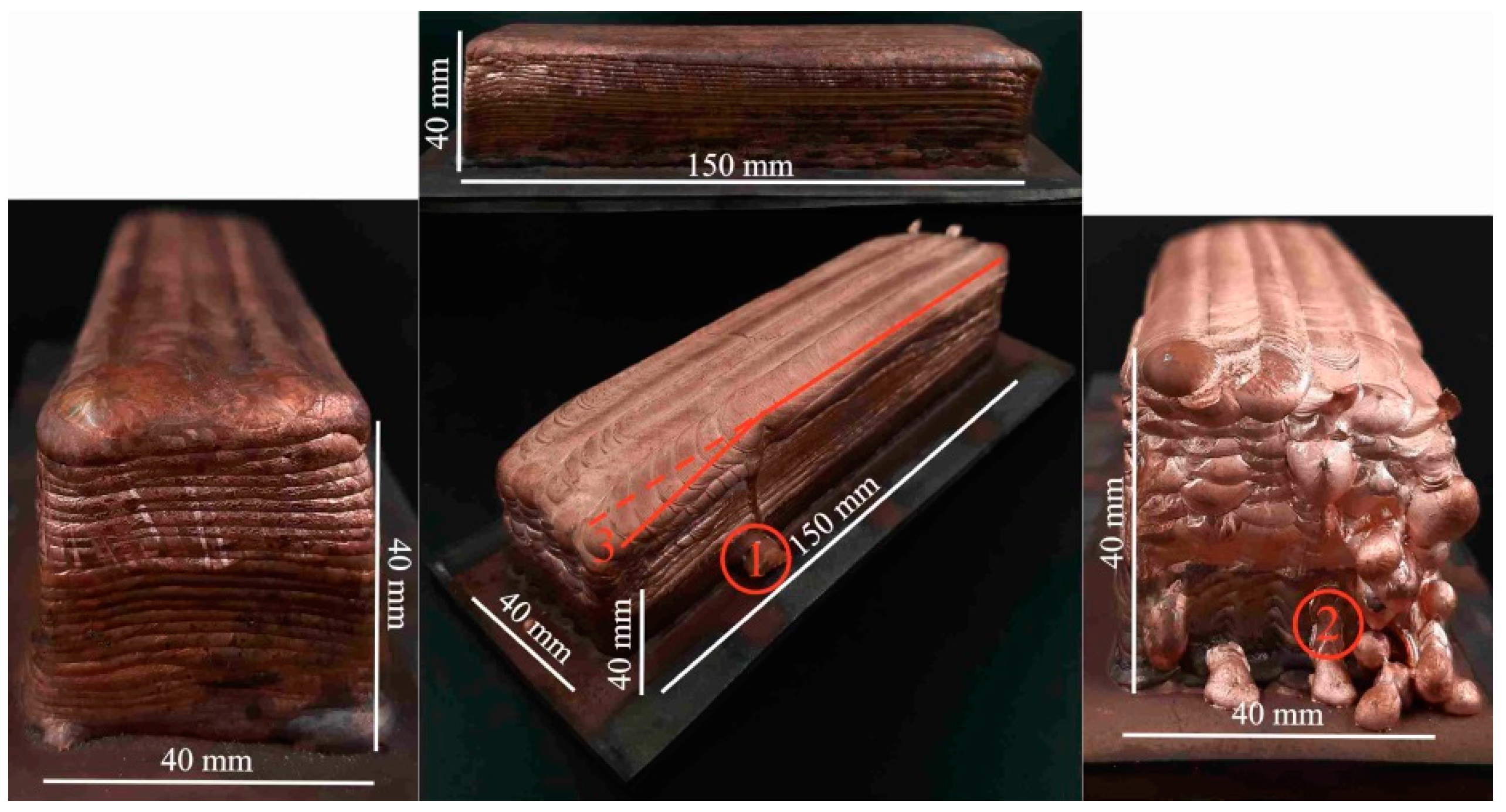
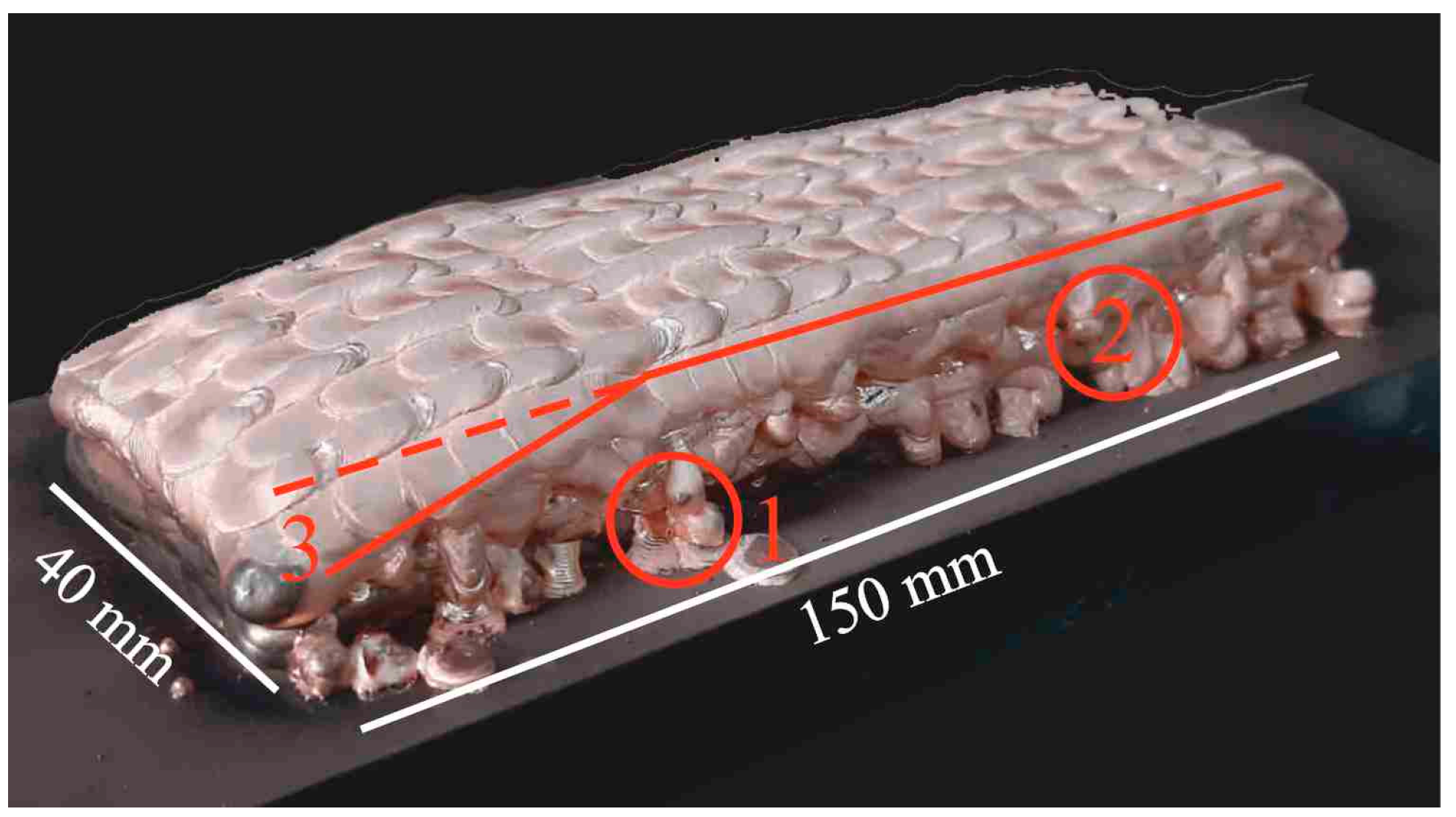
Figure 8. For type A blocks grown using scanning strategy 1 (
Figure 2), macrogeometric disruption is observed in the last layers. At the same time, a number of defects in the form of droplets, leaks and a decrease in the height of the blocks in the upper part (
Figure 4) occurred. As the large-sized sample was grown, the substrate temperature increased locally near the melt pool. As a result, a temperature gradient occurred, which led to heat accumulation. After a number of thermal cycles, the deposited solidified layers were deformed under the influence of temperature stresses, which led to the formation of defects on the end part of the sample.
Printing type B blocks using strategy 2 (
Figure 2) involved alternating the direction of layer deposition according to the scheme. However, there was a violation of the continuity of material flow on the surface of the workpiece, which led to the formation of drops and leaks of material. Strategy 2 implied minimizing the temperature gradient in all directions, primarily opposite to the orientation of the assembly. However, as a result, a large number of defects were formed, and the geometry of the samples was disrupted (
Figure 5).
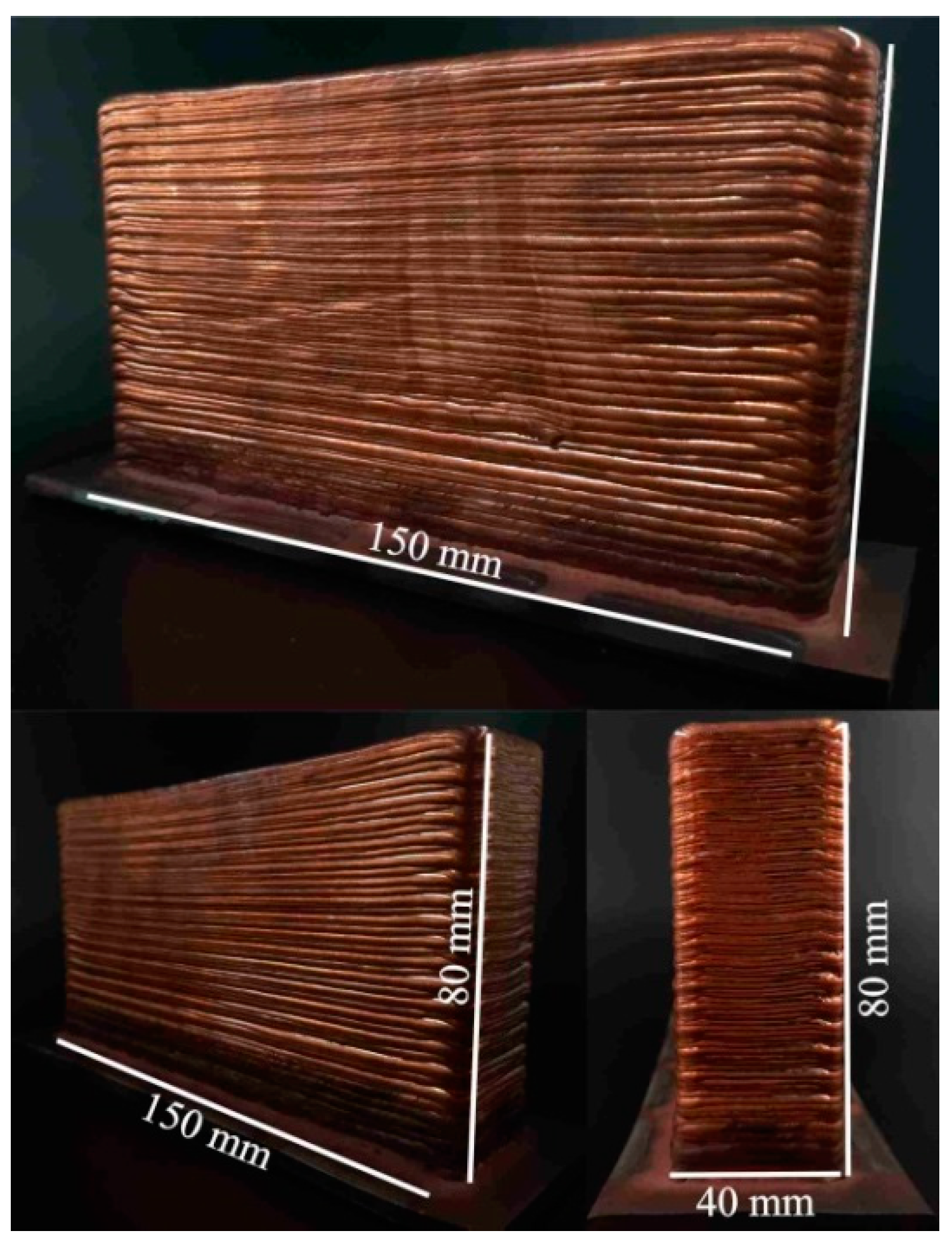
The correction of such defects was achieved by changing the printing scheme. In type C blocks, the perimeter was formed first, followed by the filling of the inner layer volume. The blocks obtained using this printing scheme did not show the presence of geometric distortions, even when reaching a height of 80 mm (
Figure 6). The surface of such samples is quite evenly distributed, with parallel layers without bends in the layers or stacking irregularities, and the proportions of the shape are maintained. The formation of the perimeter creates conditions for high heat dissipation, affecting the water-cooled table when carrying the first layers and creating a radiation effect when depositing the last layers. This leads to the differences in the structure and properties of the sample described below.
Thus, for the production of blocks with correct geometry and compliance with the proportion of the shape of large-sized copper blocks using electron beam wire-feed additive technology, suitable scanning involves the initial formation of the perimeter and the subsequent filling of the inner layer volume (strategy 3, type C). Since the type C printing strategy proved to be preferable, in the following section, we will consider the structure and mechanical properties of the blocks obtained through strategy 3 only.
3.2. Macrostructure and Microhardness of Large-Sized C11000 Blocks
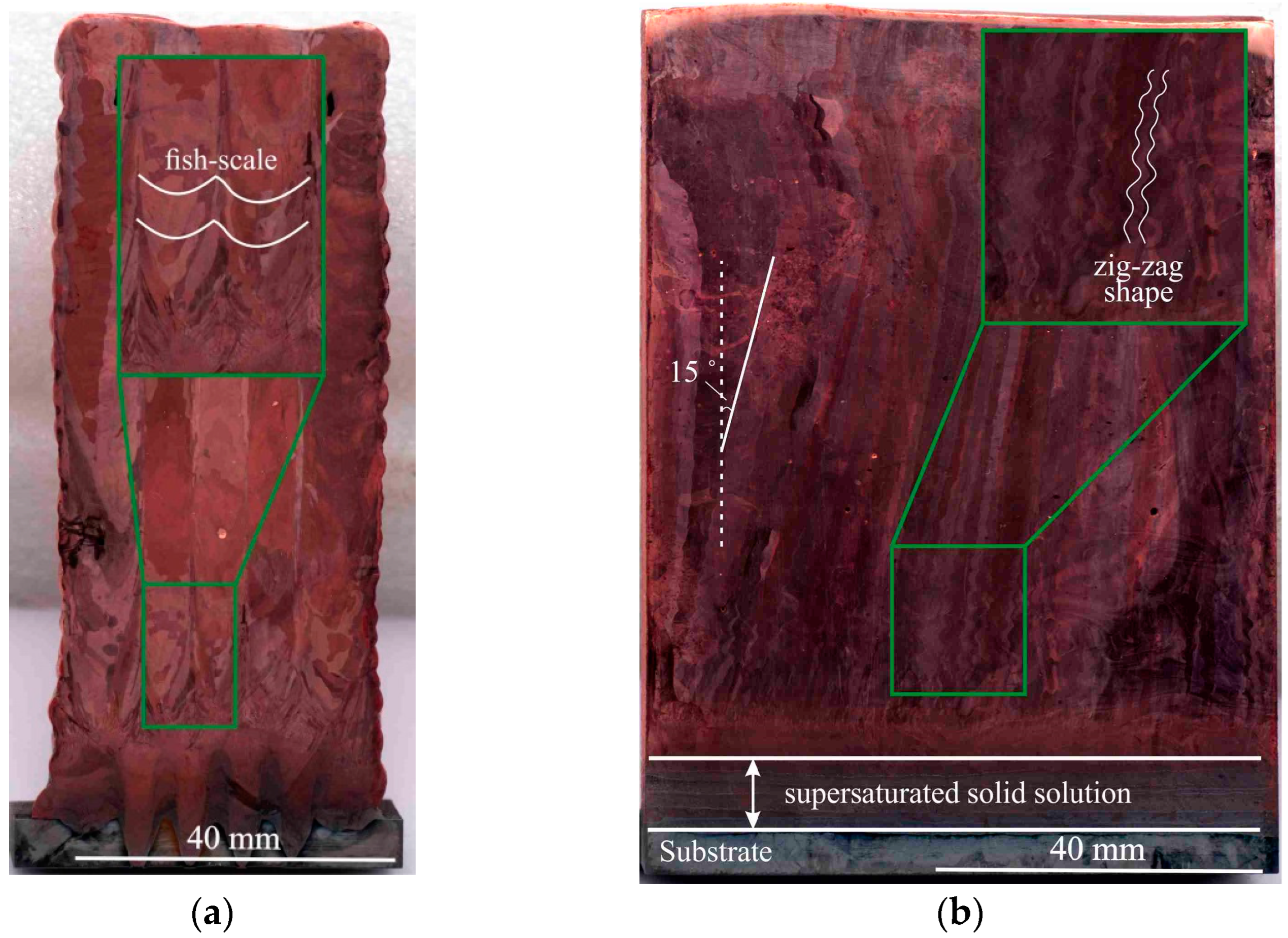
In the structure of C-type copper blocks, a coarse grain structure is formed with preferential growth in the direction of heat removal (
Figure 7). Typical structures can be observed for additively manufactured workpieces, in which overlapping semi-elliptical melt pools are formed (
Figure 7a). The formation of semi-elliptical melt pools is characteristic of various additive manufacturing methods, both for ferrous [
31], as well as for non-ferrous metals [
32], which is associated with the features of the process. The boundaries of the melt pool in the sample are visible as “fish-scales” [
33,
34]. The geometry of the melt pool is determined by the process parameters, material properties and cooling conditions. The cross-sectional structure of a large-sized copper sample is characterized by the evolution of the structure during sample fabrication. According to the macrostructure shown in
Figure 7a, directional solidification occurs on the first layers near the substrate with fine grain sizes. Moreover, the grain on the first layers near the substrate is equiaxial. Directional solidification is accompanied by the growth of columnar grains that extend in the growing direction of the workpiece. Directional grain growth is facilitated by the slow heat dissipation and temperature gradient formed during additive growth of the workpiece. In the longitudinal section (
Figure 7b), the macrostructural analysis reveals areas with banded copper grains. The gradual development of columnar grains may not always follow the normal path to the curvilinear surface, as defined by the liquidus isotherm. For the actual solidification, the surface deviates significantly from the liquidus isotherm due to the effects of supercooling. For example, one paper shows the effects of supercooling on grain growth directions [
35], where there are noticeable discrepancies between the actual solidification surface and the liquidus isotherm in systems in which there is significant supercooling. It is possible to observe a noticeable deviation of the actual curing surface from the liquidus isotherm, which further increases with the printing speed. However, the degree of deviation, determined by the degree of supercooling, must be considered for specific solidification conditions. “Zigzag” grains can form at high cooling rates when the heat trace moves behind the melt pool. When the heat gradient aligns across the specimen, flatter grains form. The direction of melt pool formation in one layer is opposite to the direction in the other layer, causing the grain to grow obliquely along one of the directions perpendicular to the surface. Growth will spread to the next layer if the scanning direction remains unchanged for the next layer, but if the scanning direction is reversed, growth will be aligned further away from the direction of maximum heating. The scanning strategy is crucial for changing the temperature gradient and, consequently, the texture of the material [
30]. In this work, large-sized samples were made of copper, which, having high thermal conductivity, effectively removes heat from the melt pool. These areas are located in the lower and upper parts of the workpiece (
Figure 8). In the cross-section, the direction of grain growth is vertical, and in the longitudinal section, there is a 15˚ angle bend in the grains (
Figure 7b). The tilt of the dendritic structure is related to the deviation of the direction of the temperature gradient during crystallization. The orientation of the grain structure depends on the shape and size of the melt pool. Grains growing at high printing speeds in this process are fairly straight. As a rule, during solidification, elongated grains grow from the edge to the center of the melt pool, depending on its location. The direction of heat flow in this case depends largely on the local positions at the melt pool boundary [
16,
30,
36,
37,
38].
The analysis of the macrostructure in the longitudinal section (
Figure 7b) shows that the sample has a clear interface. No crack-like defects are detected along the interface, indicating the complete deposition of the layers. There are no shrinkage pores, which are usually formed during the deposition of the first layers of the material, and during direct contact with the substrate. At the moment of wire-feed melting by the electron beam and the formation of the melt pool, there is a local increase in the substrate temperature near the melt pool. As a result, there is a temperature gradient, which leads to the presence of internal stresses. After a number of thermal cycles, the substrate deforms under the influence of the thermal stresses, and its significant intrusion occurs, but does not affect the quality of the large-sized copper blocks (
Figure 7a). This is due to the peculiarity of sample fabrication, since AM implies a partial remelting of the previous layers. As a result of the mutual mixing of the Cu deposited in the first layers and the steel elements remelted from the substrate, the formation of the combined phases of the Cu-Fe system does not occur. A diffusion layer of supersaturated solid solution is formed at the concentration limit of these components, and elements such as solid solutions of copper in iron, and iron in copper with the additional mutual dissolution of the alloying elements, as well as mechanical mixtures of the system components, are formed in this region (
Figure 7b). In the fusion region of the copper sample with the steel substrate, the content of steel particles in the copper gradually decreases, which can be clearly seen in the longitudinal section in
Figure 8, area 1.
The actual grain growth direction can differ significantly from the local maximum temperature gradient, depending on the scanning strategy. “Zigzag” patterns have major grain directions that are perpendicular to each other in successive layers, resulting in a 45° angle to the scanning direction. This results in epitaxial grain growth in the first layer shifting to grain formation in a different direction in the second layer, or vice versa, with a 15° deviation between the maximum heat flux temperatures. Thus, texture evolution is strongly influenced by the scanning strategies that correlate with the directions of easy growth and maximum heat flux. Full alignment results in a texture similar to the norm. The final solidification texture is determined by local heat flux directions and competitive grain growth.
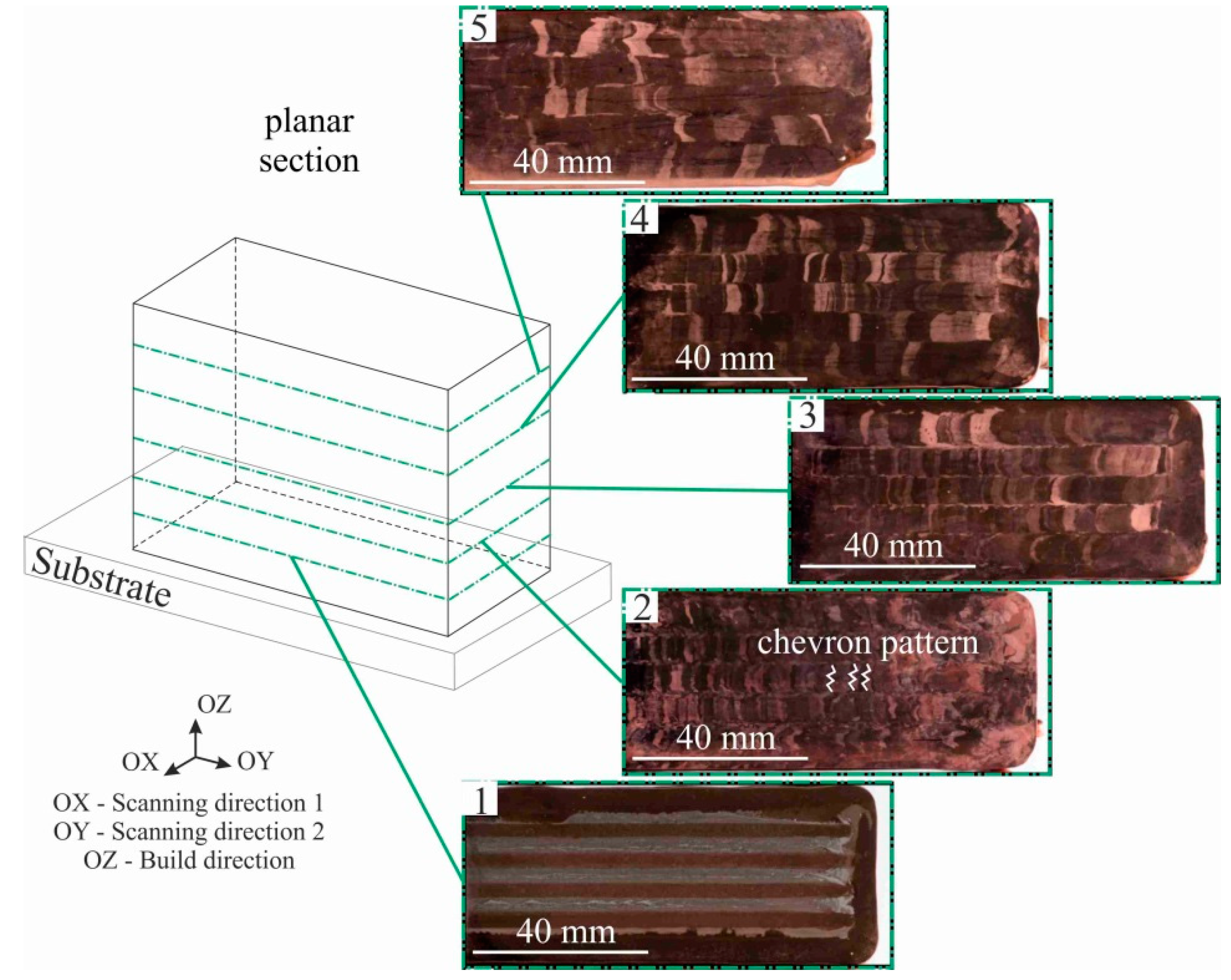
The horizontal section is distinguished by the main structural components of the blocks (
Figure 8). In the upper part of the large-sized sample, there are large, elongated grains, and in the lower part of the sample, there is an equiaxed fine-grained structure.
In general, the structure of the sample is a columnar grain crossing most of the layers. In the lower part of the blocks, i.e., part 1 (
Figure 8, area 1), there is an area that is affected by the substrate due to the intense intrusion of steel into the first layers of printed copper. The greatest substrate intrusion was characteristic of the central part of the blocks. At the same time, the structure of the blocks at the macrolevel is represented by a constant alternation of the columns printed according to the scheme shown in
Figure 2. The surface of the large-sized sample in the longitudinal section demonstrates the presence of a chevron-like pattern [
39] due to grain growth towards the moving heat source from the partially melted wire filament. Since the local thermal conductivity is affected by the scanning strategy, it was found that the orientation of the dendrites also depends on the scanning strategy. A chevron-like pattern perpendicular to the growth direction of the sample and the longitudinal direction of the layer deposition was found for the zigzag scanning pattern (
Figure 8, part 2). The grains grow towards the melt pool when the scanning orientation is unidirectional. The structure at a higher height from the substrate (30 mm—area 3, 45 mm—area 4, 60 mm—area 5) presents a similar structure, but with a constant increase in the grain size (
Figure 8, parts 3–5): at 30 mm from the substrate, the grain size is 2.7 mm, at 45 mm the grain size is 4.7 mm and at 60 mm the grain size is 7 mm. Besides, a gradual decrease in material etchability is observed, so that with the same etching conditions, the boundaries between the deposited layers on the background of the grain structure become clearly visible in the last layers. This is due to the transfer of material under the influence of the temperature gradient. Since the melt pool has an elliptical shape, the electron beam was concentrated in the central part of the beam sweep; therefore, the temperature in the central part of the melt pool was higher than at its edges. In the next part of the blocks, area 2, 15 mm above the substrate, the mixed steel was practically absent, but the structure was rather finely dispersed (
Figure 8, part 2). The presence of impurity atoms (near the substrate) can be explained by the fact that the electron beam melts not only the previous layer, but also part of the underlying material, in this case, the substrate. Spherical copper inclusions are observed in this area (
Figure 9), and it has increased etchability compared to the austenitic steel substrate. The analysis of the data in
Figure 9 suggests that the austenitic steel is being alloyed with copper atoms near the substrate to form a two-phase region of copper and copper-alloyed austenitic stainless steel. This does not contradict the known data on the Fe-Cu phase diagram [
40], according to which intermetallic compounds on the basis of iron and copper are not formed. However, the dissolution of a limited amount of copper (≈5.8% at 1083 °C) in γ-Fe is possible. As the number of spherical copper inclusions decreases with distance from the interface, the concentration of copper also becomes lower.
Near the interface in the copper part of the bimetal, we also observed inclusions with weak etching, and a morphology close to the structure of austenitic steel below the interface “substrate-additive layers” (
Figure 9). The presence of a small concentration of iron in the copper part of the bimetal sample near the interface can be caused by the formation of a solid solution of iron in copper, although the solubility of iron in copper is quite low (≈2.8% at 1083 °C) [
40]. Thus, the phase composition changes according to the following sequence:
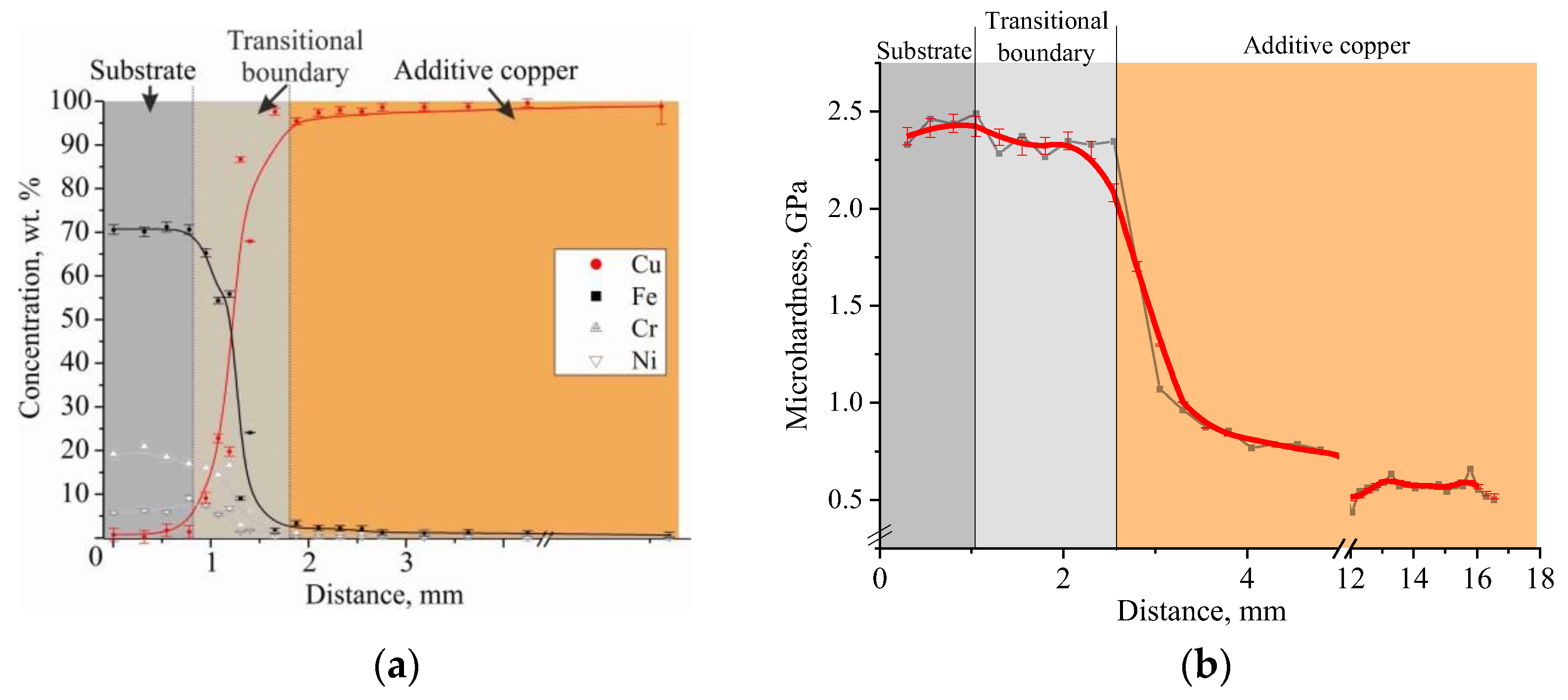
At a distance of approximately 1.5 mm from the interface, the Cu content is 98.9 (wt. %), which is close to the grade composition of C11000 copper. A clear transition zone, indicating the formation of a solid solution of iron in copper, on the metallographic thin sections is not revealed.
Thus, the first layers have a high concentration of substrate chemical elements, such as Fe, Ni and Cr, whose concentration decreases as the C11000 blocks is printed (
Figure 10a).
The analysis of the distribution of microhardness at transition through an interface of a bimetallic sample testifies to the sharp change in the strength properties in a material, which goes from 2.29 GPa, corresponding to austenitic steel, to 0.54 GPa in the copper part of a sample. The transition zones near the interface described above are characterized by scattered microhardness values (in the steel part of the bimetal) and elevated microhardness values (in the copper part of the bimetal) (
Figure 10b). The variation in the steel part of the sample near the interface is due to the fact that, during the microhardness measurement, the indentor is partially caught by the “soft” copper inclusions in the transition zone. In the copper part of the workpiece near the interface, higher microhardness values in the transition zone compared to the main C11000 copper mass can be caused by several factors: steel inclusions were located in the measurement (indentation) area; solid solution hardening of copper with iron occurred; and there were finer grain sizes in the transition zone compared to the main copper part of the workpiece.
The increased concentration of Fe with Cu dilution in this region explains the presence of small globular inclusions due to its increased tendency to partition. This phenomenon, with the intrusion of the underlying layers, including the substrate, has also been observed in the previous works of various additive products consisting of austenitic stainless steels, nickel-based heat resistant alloys and copper and bronze alloys [
38,
41,
42].
3.3. Microstructure and Texture Features of Large-Sized C11000 Blocks
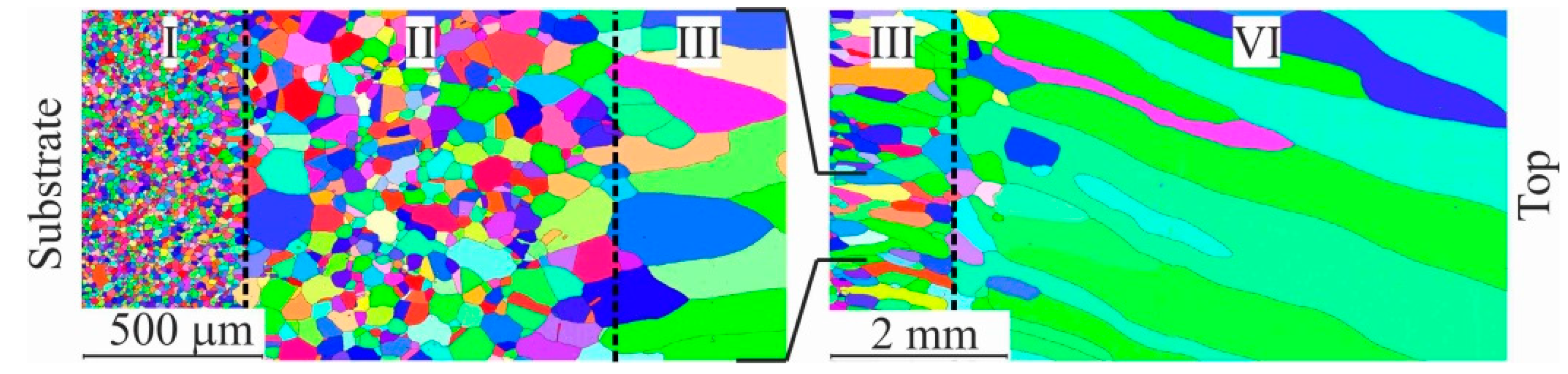
The barrier effect (the effect of the grain size, which is described by the Hall–Petch relation) affects the copper part of the sample. According to the microstructure shown in
Figure 11, after the transition zone with fine grain size is formed, directional solidification occurs in the copper part of the sample. It is accompanied by the growth of columnar grains that extend in the sample’s direction of growth. This is in accordance with the crystallization patterns of many materials that use AM, and can cause the anisotropy of mechanical properties in the samples made by the method of wire-feed 3D printing [
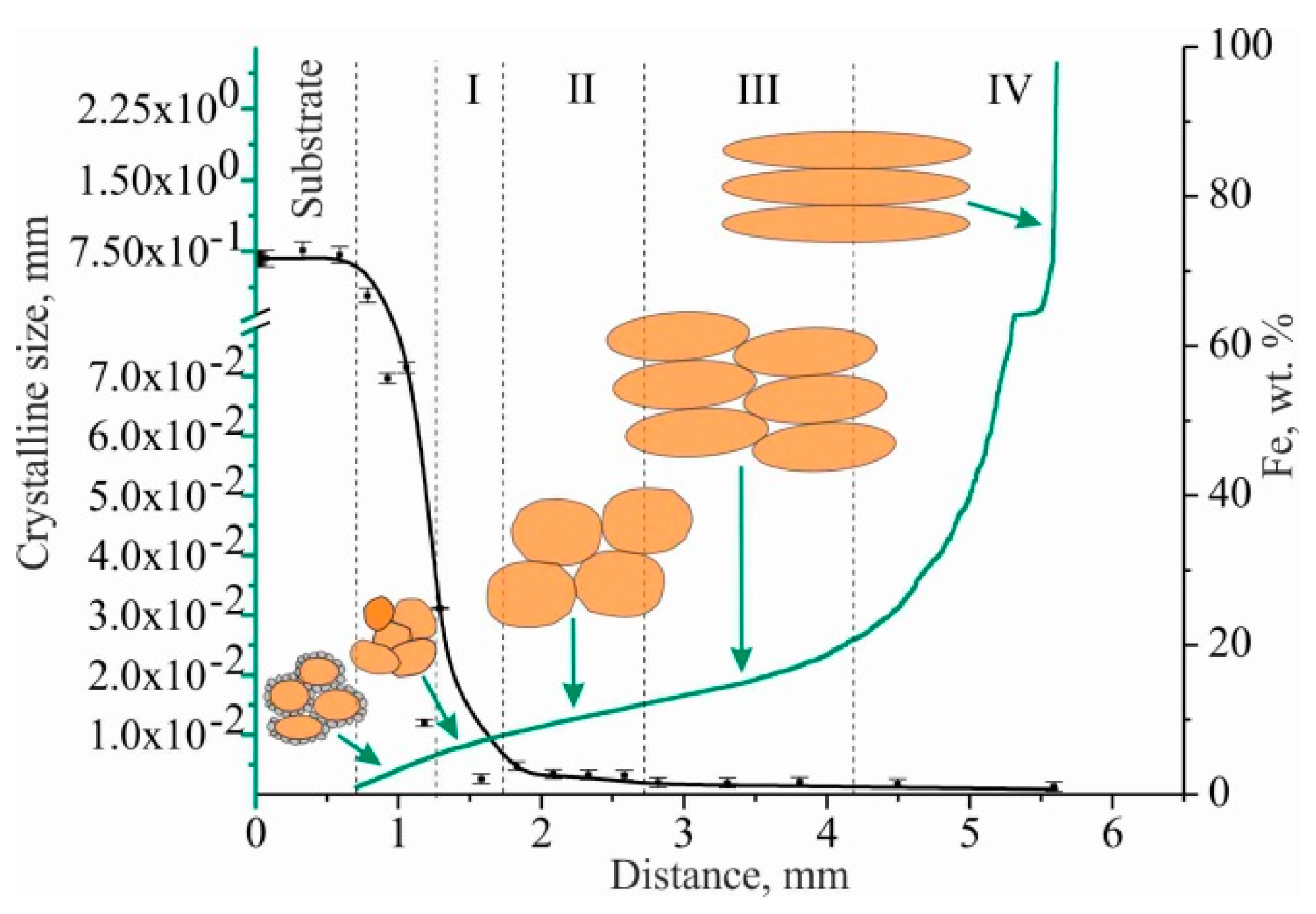
25]. Since the growth process was continuous, one would expect the homogeneous growth of large grains throughout the entire height of the wall. Nevertheless, microstructural analysis reveals quite extended areas with equiaxed copper grains. Such features of crystallization may be caused by non-uniform heat removal from the workpiece during additive growth, changes in chemical composition and the violation of the scanning strategy. Electron backscatter diffraction (EBSD) analysis was performed to determine the direction of texturing. In the inverse pole figure (IPF) maps, several regions can be clearly distinguished: small equiaxed grains (I), large equiaxed grains (II), medium elongated grains (III), and large elongated grains (IV).
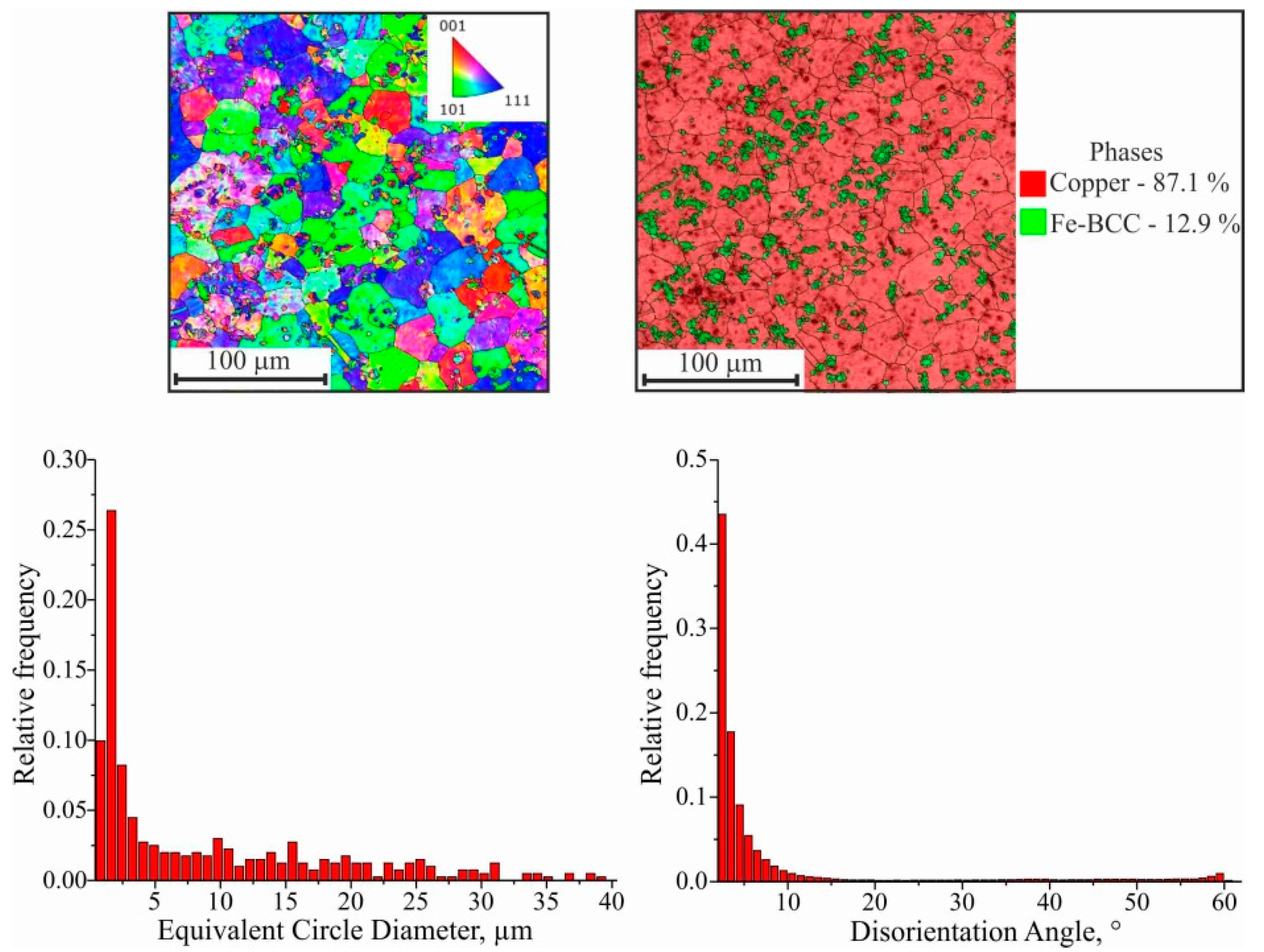
In addition, the transition boundary from the substrate to the first layers, in which a supersaturated solid solution is formed, is considered separately (
Figure 12). The deposition of the first layers of C11000 copper on AISI 304 stainless steel substrate results in the growth of some grains at the expense of neighboring ones through the migration of high-angle boundaries; i.e., primary recrystallization takes place. The formation of crystallization centers and the growth of new equilibrium grains with undistorted crystal lattice takes place. New grains arise at the boundaries of old grains where the lattice was most distorted. The number of new grains gradually increases, and no old, deformed grains remain in the structure. The driving force of primary recrystallization is the energy stored in the metal. The system tends to move to a steady state with an undistorted crystal lattice. In this case, grain boundaries migrate, and an equilibrium structure with minimal surface energy and grains of equal size and shape is formed. The impurity atoms and second-phase inclusions (in the transition zone) are factors that promote the formation of a large number of recrystallization nuclei, but which prevent the migration of grain boundaries. Another factor is the rapid heat dissipation. Since the fine-grain structure is formed close to the substrate, there is rapid heat dissipation during 3D printing when the distance from the water-cooled table is insignificant. In this case, there is a high fraction of low-angle boundaries due to crystallization processes, and a small fraction of twin boundaries are observed (
Figure 12). The average size of the equiaxed grains in this range is 8.94 ± 0.04 μm.
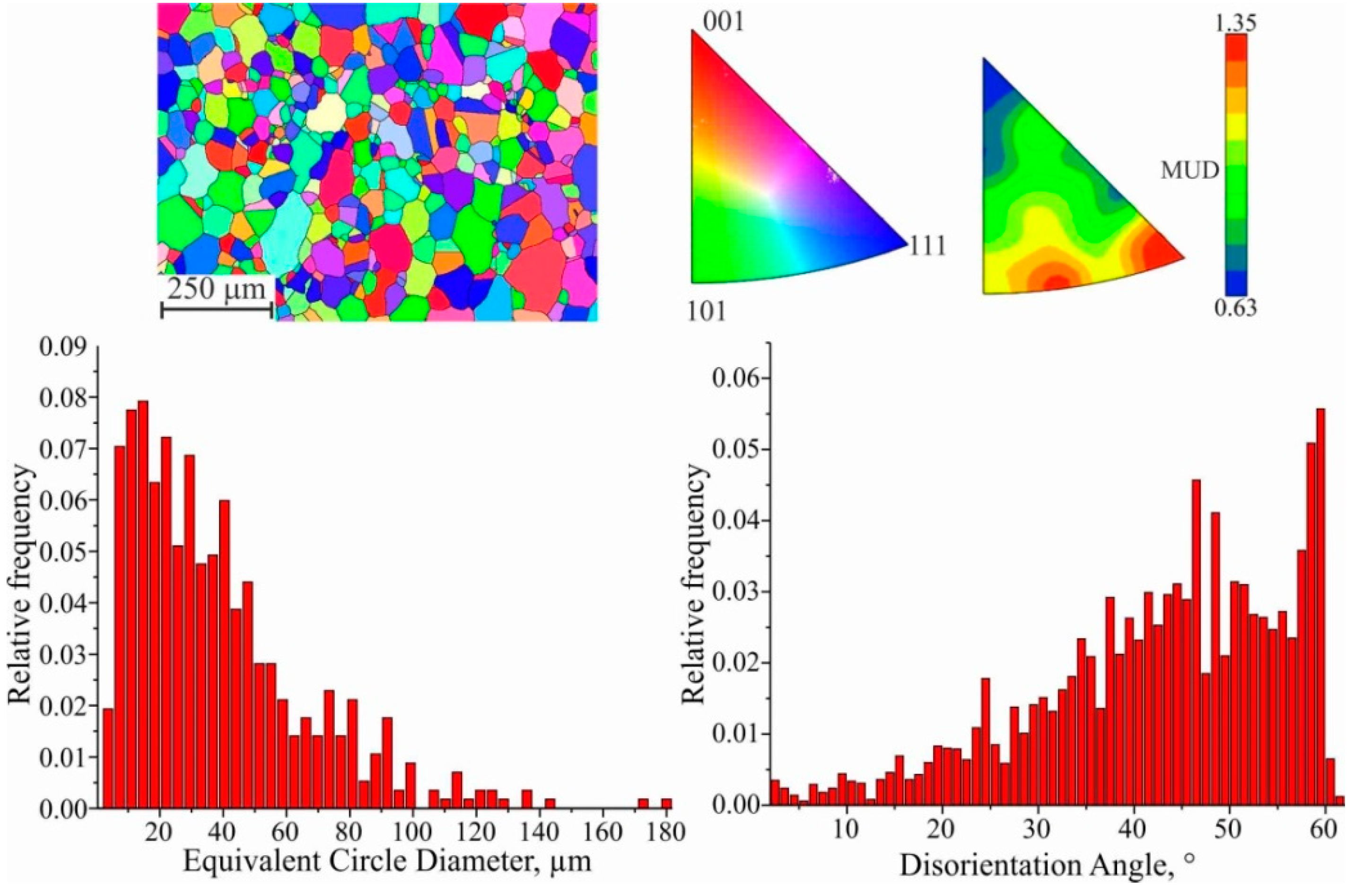
Since the driving force of primary recrystallization decreases as it progresses, grain growth stops when a certain value is reached. In this case, as shown by scanning electron microscopy analysis, the presence of impurity atoms with an average size of 2.5 μm in the composition of stainless steel decreases. Consequently, this factor no longer interferes with grain migration. Thus, the deposition of the first layers of C11000 copper on AISI 304 stainless steel substrate forms rounded grains with a high proportion of twin boundaries, and the proportion of small-angle boundaries decreases to a low value: a change in the angle from 10 to 40–50° increases the mobility by an order of three to five times. Since ATs are characterized by a fast printing process and the mobility of small-angle boundaries is low, the change in the volume fraction of boundaries is associated with a high temperature. Due to the large difference in the interval of angles and misorientation axes between the recrystallized grains, the mobility of the boundaries increases. This leads to an increase in the average grain size, which is d
I = (11.91 ± 0.03) μm (
Figure 13). At the same time, the observed grains are chaotically disoriented along all three axes, and the multiple of uniform density (MUD) function at local maxima differs from the minimum only slightly.
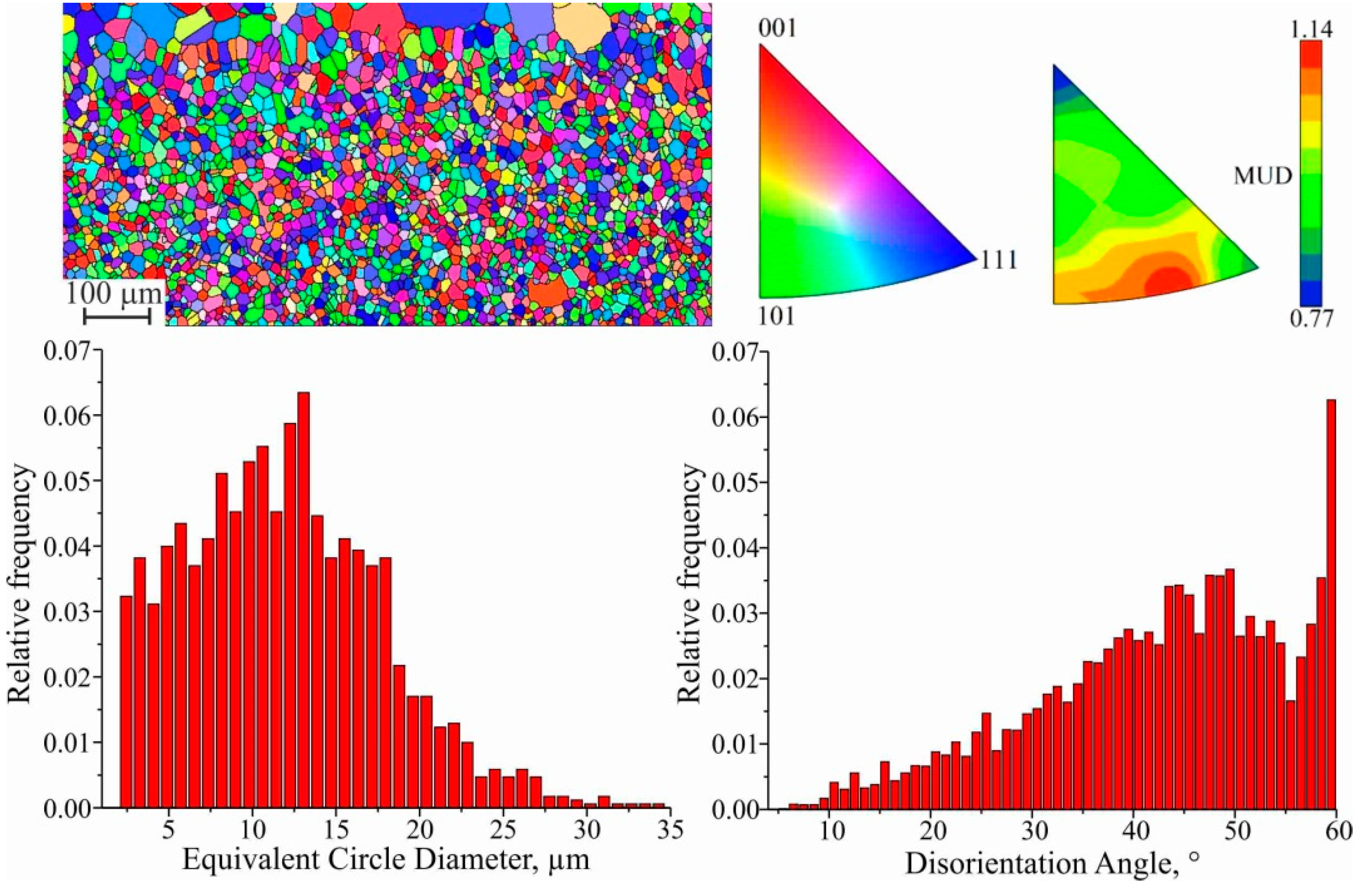
A remarkable feature of the microstructure of many recrystallized metals and alloys with HCC is the presence of a large number of annealing (recrystallization) twins. The twin structure is equivalent to a packing defect. The coherent surfaces of the twins turn out to be little mobile when heated, but the incoherent surfaces often migrate, which can lead to the disappearance of small twins as a result of the development of this process. Since the latter always exist in the deformed matrix, a favorable situation for twin formation is created when the growing grain meets a packing defect. However, there are a number of other features of the grain growth process that can determine the formation of twins. Further, larger equiaxed grains, with an average size of d
II = (27.76 ± 0.04) μm, are observed in the process of collective recrystallization (
Figure 14). With small grains, the interface is large, so there is a large surface energy margin. As the grains enlarge, the total extent of the boundaries decreases and the system moves to a more equilibrium state. The ratio of large-angle, small-angle and twin grain boundaries remains the same.
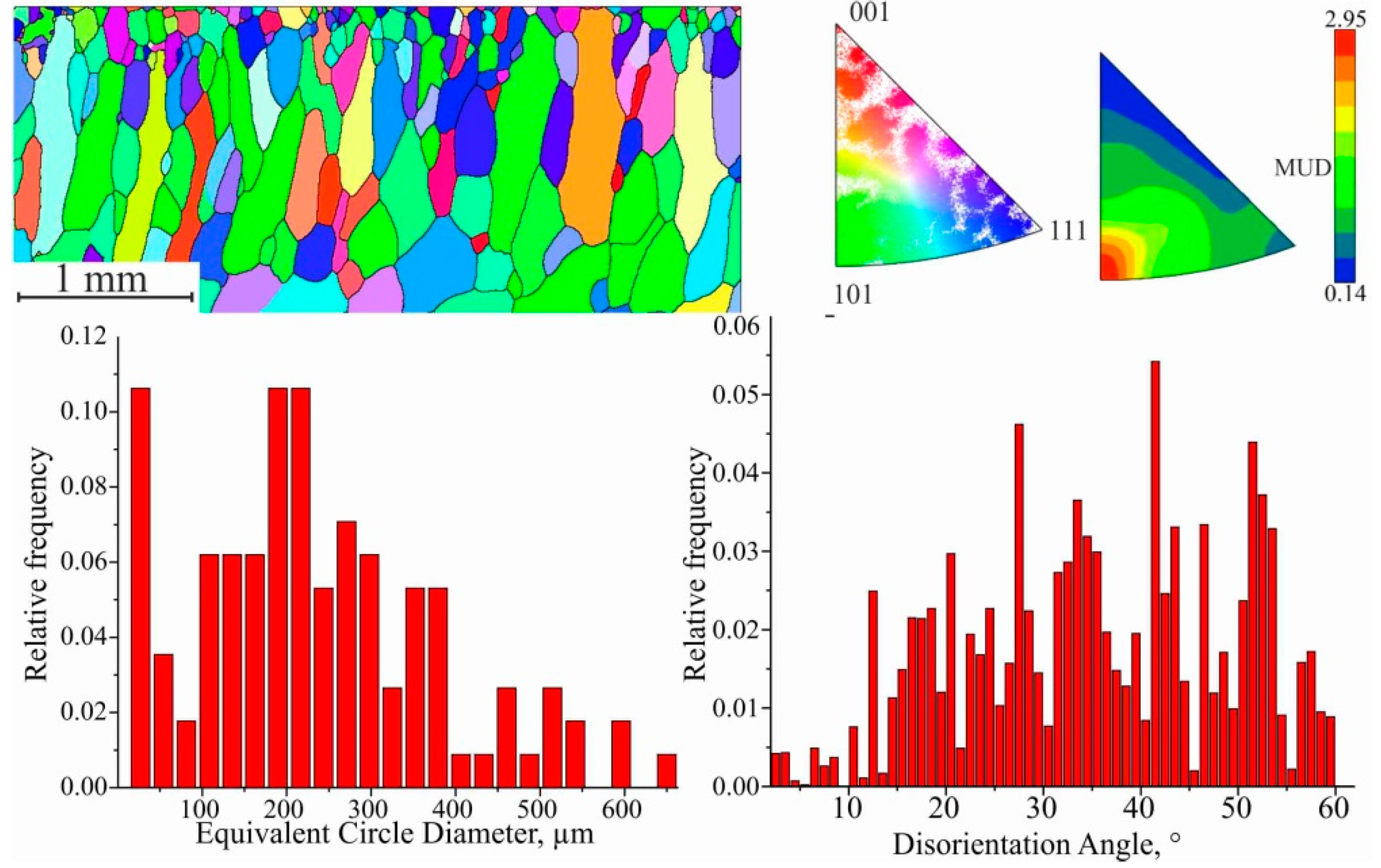
The formation of large grains is possible both at the expense of neighboring nuclei, where coalescence is observed, and of gradual growth. Additionally, it should be noted that the content of iron and alloying elements in the steel substrate decreases, which reduces the obstacle to the migration of grain boundaries. The predominance of chaotic grain orientation remains, but it is worth noting the formation of a predominant orientation along <101> and <111>, as evidenced by the distribution of the MUD function (
Figure 15).
The size of the grains in this region is very close to each other, but the spatial distribution of the places where the new grains emerge is different. Consequently, for orientation <101>, the distance traveled by the boundary to their collision is greater. After collective recrystallization, secondary recrystallization takes place. In this case favorably oriented grains grow, thus forming a crystallographic texture in the material. Grains of this range are characterized by an elongated shape, with an average size d
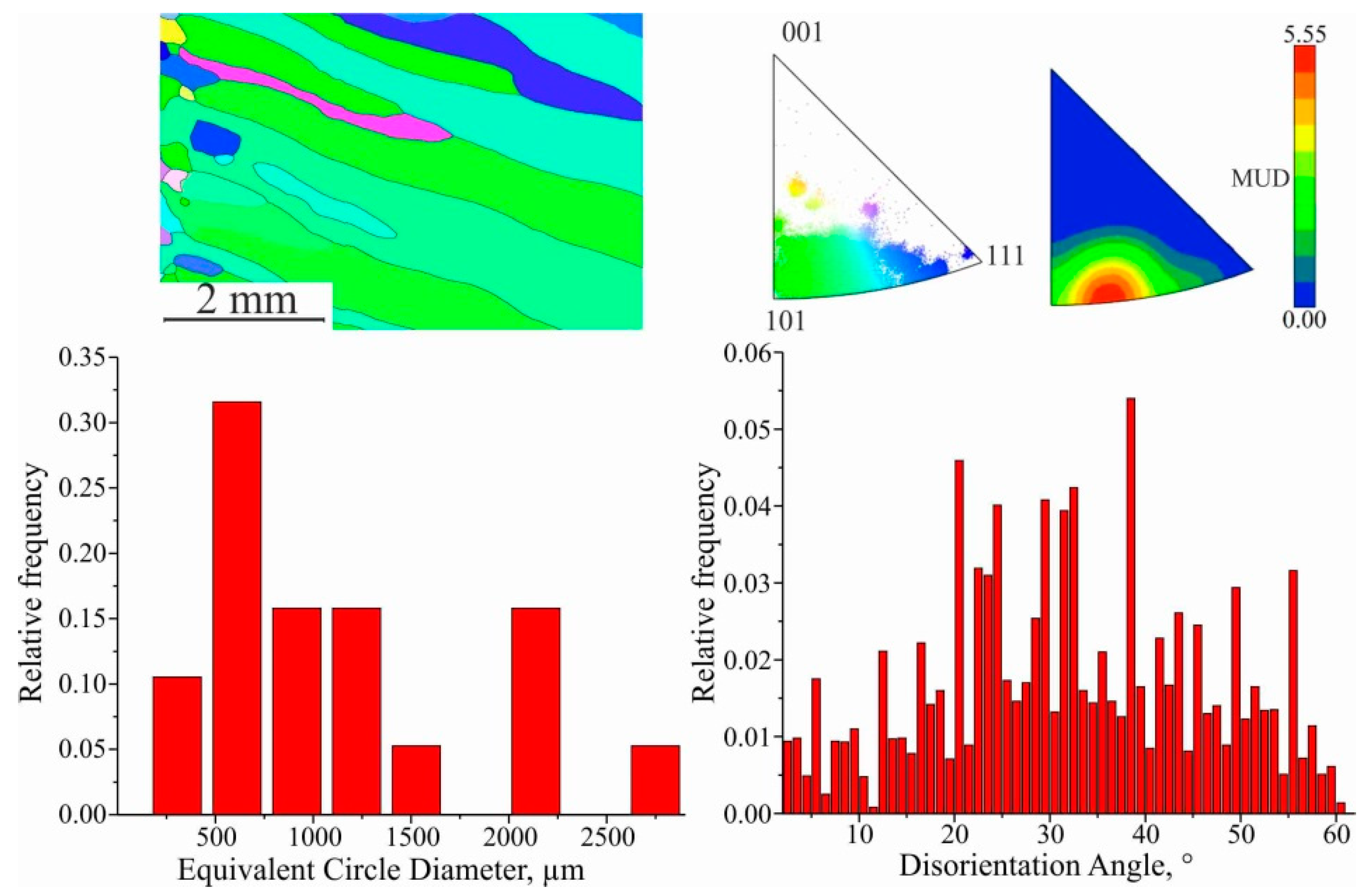
III = (338.54 ± 13.83) μm. The fraction of low-angle boundaries is insignificant, and twin boundaries are practically absent. Based on the IPF analysis, it is clear that the fraction of preferential orientation increases significantly, and the MUD function value differs by a factor of 25. The direction of recrystallization does not coincide with the vertical direction of the cladding due to the temperature gradient during printing. After the completion of secondary recrystallization, abnormally large, elongated grains are formed, with average length and width values of d
IV = (1086.45 ± 57.13) μm at the beginning of formation; in the finished workpiece, they are up to 3.5 mm and 0.3 mm in length and thickness, respectively (
Figure 16). The absence of twin boundaries is characteristic.
Grains in this range are characterized by a preferential orientation close to <101> (range between 414 and 134). The temperature gradient plays a key role in the morphology and size of the structure and determines the crystallization mode. During the deposition of the first layers of C11000 copper on stainless steel substrate AISI 304, rapid heat dissipation occurs, which, together with the alloying of copper with austenitic steel components (primarily Fe) and the formation of inclusions of the second phase, leads to the formation of a fine-grained structure. As the blocks grows, the influence of these factors decreases and directional grain growth occurs. Directed grain growth is facilitated by the slow heat dissipation and temperature gradient formed during additive blocks growth (
Figure 17).
Region II represents the orientations of those grains that can have moving boundaries, with all or most of the texture components of <101> and <111>. In region III, grains with texture orientation <101> prevent the formation of grains with texture orientation <111>. The choice of structure orientation is related to several factors. The relative volume of the texture component is related to the number of these grains, that is, the rate of their formation. In area IV, the predominant texture orientation is <101>. In this case, the growth of grains of this orientation has a minimum energy of growth.
3.4. Mechanical Characteristics of Large-Sized C11000 Blocks
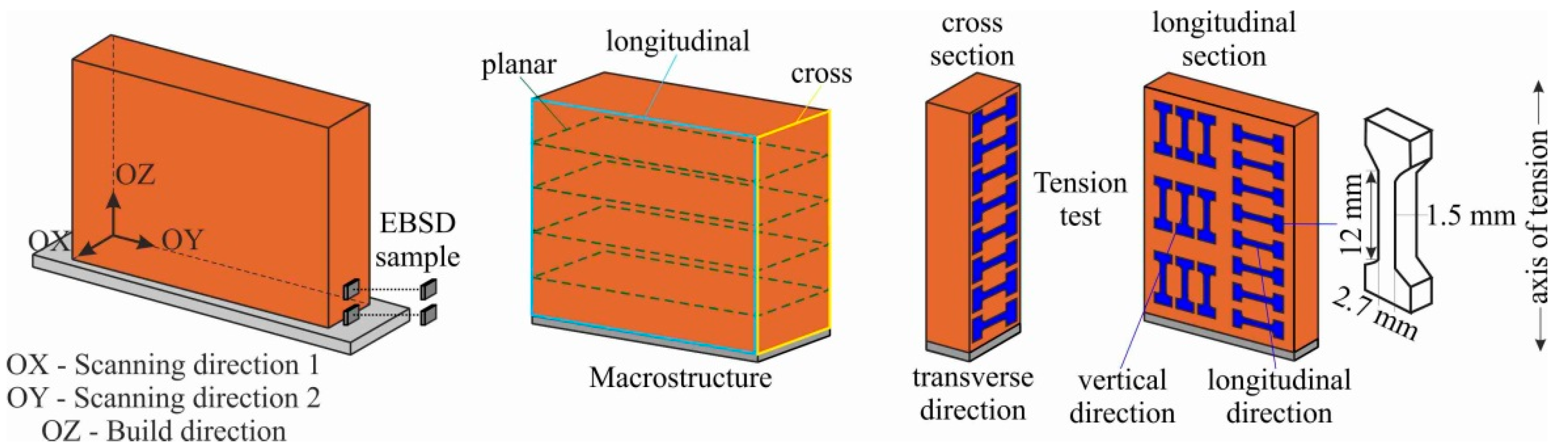
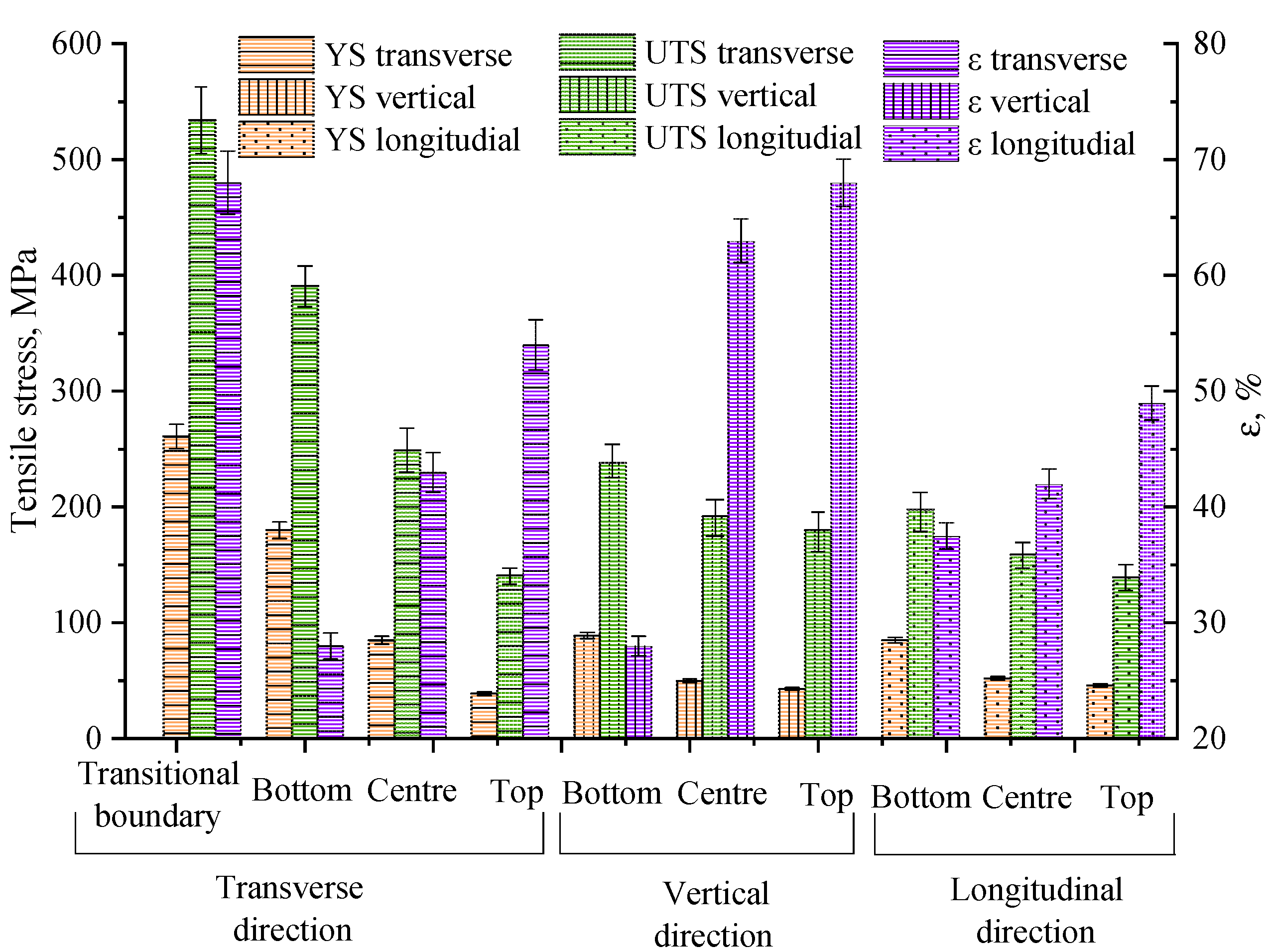
In region IV, the predominant texture orientation is 101. In this case, the growth of grains of this orientation has minimal growth energy. Since the additive growth in the copper part of the blocks forms a significantly heterogeneous grain structure, its mechanical properties may differ markedly from the properties of cast copper, and it may have anisotropy. The conducted studies of mechanical properties of samples (
Figure 18), cut according to the scheme in
Figure 2 from C-type blocks, show that there is a significant dependence on the material properties of copper blocks for the height of the samples from the steel substrate. In the specimens closest (transitional boundary and bottom) to the substrate, as shown earlier, there is a mixing of the steel into the additively clad copper. As a result, the copper structure is hardened by steel particles and the tensile strength σ
UTStrans reaches 534 ± 10 MPa at 2–4 mm (transitional boundary) from the substrate and 394 ± 10 MPa at 10–12 mm (bottom) for the transverse samples cut in the scanning direction 2 along the OY axis.
Further, at a distance of 18–20 mm from the substrate, there is an increase in ductility and a decrease in the tensile strength σ
UTStrans to 249 ± 10 MPa. Since the introduction of steel particles no longer leads to an increase in strength, there is a hardening due to the refinement of the grain structure of the copper near the substrate. The strength of σ
UTStrans in further samples decreases gradually (to 145 ± 10 MPa) in the upper part of the blocks, with quite similar plasticity values. This situation is due to the fact that the block structure above 20–25 mm stabilizes, and becomes a set of large grains oriented almost parallel to the direction of heat removal. A large crystal structure, defect-free, with directional growth, has high parameters of plasticity, thermal and electrical conductivity, but has lower values of ultimate strength compared to the fine-grained structure formed near the substrate. At the same time, the tensile strength of 120 MPa or more is characteristic of cast copper [
18]. The mechanical test characteristics for vertical specimens cut in the build direct direction along the OZ axis differ by up to a factor of two. The mechanical test characteristics for longitudinal specimens cut in the scanning direction 1 along the OX axis are close to the values for the vertical specimens. Hence, when tensile stresses are applied in a perpendicular direction to the direction of the elongated grains in specimens with a non-uniform structure, the plastic deformation of the specimens is determined by the beginning of a slip dislocation motion in both non-uniform and uniform grains almost simultaneously. The plastic deformation of specimens whose tensile axis is parallel to the elongated grains also develops in both types of grains, because the stresses of the beginning of plastic deformation for them are close, despite the apparent difference in grain size. The effective dislocation path length in elongated grains is not significantly longer than that in equiaxial grains that are close to the substrate. The observed difference in the deformation of the experimentally obtained data presented in the
Figure 18 is probably due to the influence of interfaces (grain boundaries) on the patterns of macroscopic flow of the additively grown copper crystals and requires an independent study. Thus, in the material of the studied C-type blocks, there is a heterogeneity to the mechanical properties associated with the formed structure, leading to a smooth increase in plasticity and a decrease in the strength of the material when moving away from the substrate.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}