
Processing and Characterization of Spark Plasma Sintered SiC-TiB2-TiC Powders

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Processing
2.2. Spark Plasma Sintering
2.3. Microstructural Characterization
2.4. Density and Mechanical Properties
3. Results and Discussion
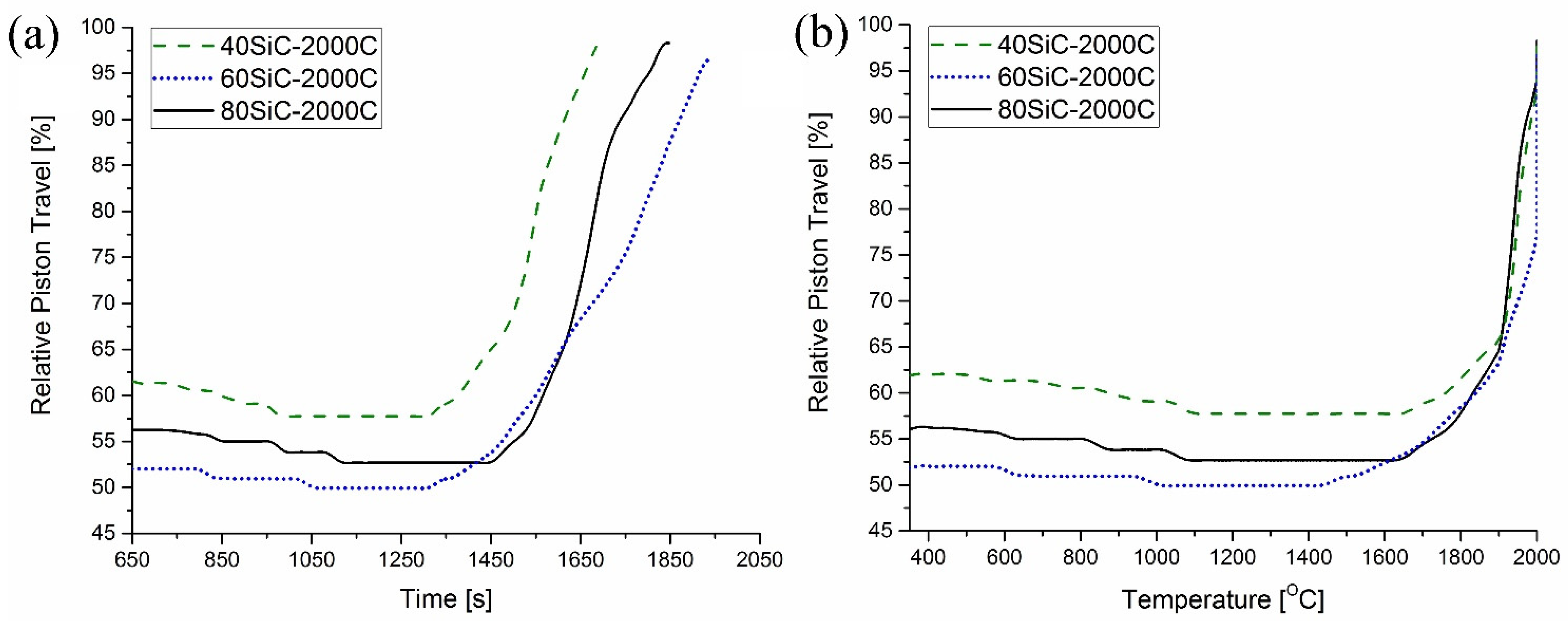
3.1. Relative Densities of Sintered Samples
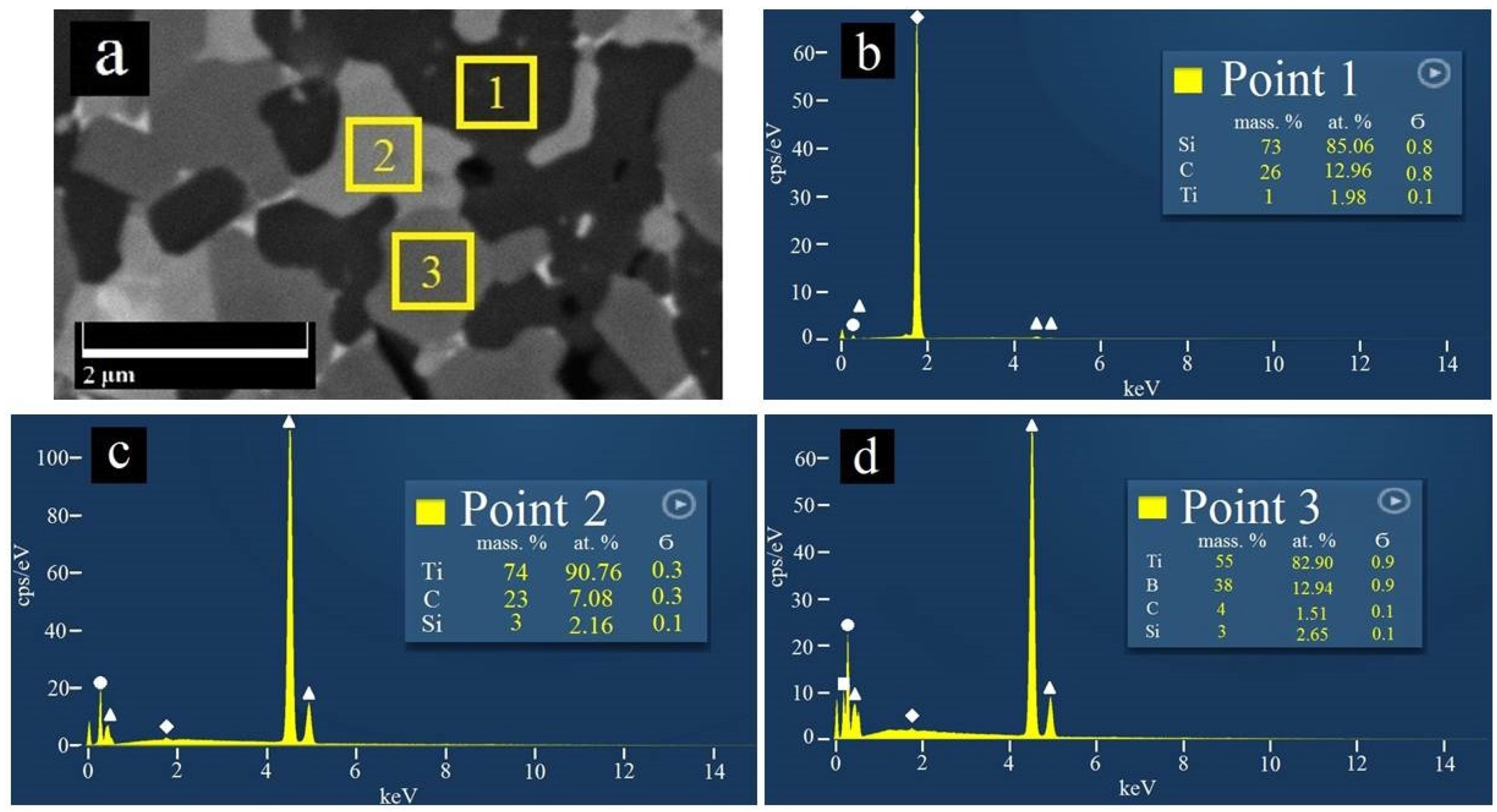
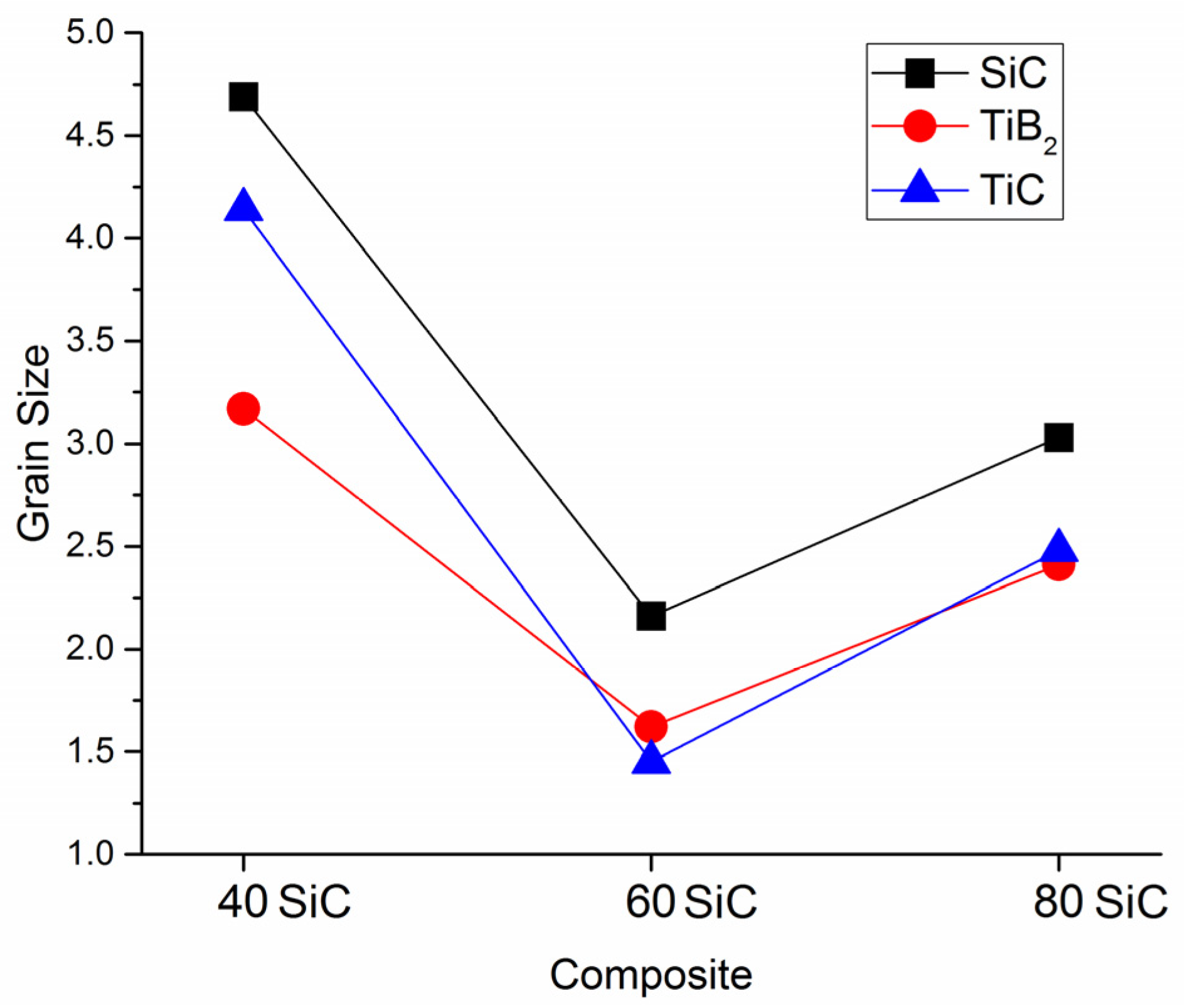
3.2. Microstructural Characterization
3.3. Mechanical Property Characterization
4. Conclusions
- It was demonstrated, for the first time, that consolidation of the SiC-TiB2-TiC system by SPS strongly affects the properties of the composite, depending on the electrical conductivity of the raw powder mixture.
- When the matrix consists of 80 vol.% SiC (semiconductor material), sintering proceeds as conventional hot pressing, where heat is generated in the graphite matrix and then transferred to the powder. The mechanical properties of this composite were the lowest obtained in this study, and its relative density was 98.2% after sintering.
- When the matrix consists of conductive materials (37.5TiB2-22.5TiC, vol.%), DC pulses flow through the graphite punches and powder, bypassing the graphite matrix, and heat is generated in the powder by plasma and Joule heating. This reduces the process time compared to the other studied composites. These composites showed large grain sizes, but the density (98.9%) and mechanical properties were higher than those of the composite with a semiconductor matrix.
- The sintering of the 60SiC-25TiB2-15TiC composite showed that heat is generated in the graphite die and the powder in parallel. Therefore, this material underwent faster heating up to 1470 °C, and then its consolidation began. The behavior of the consolidation differed from that of the other composites. This phenomenon requires further research to clarify the reason that it occurs.
- The 60SiC composite reached the highest relative density (99.8%) and showed a fracture toughness of 6.2 MPa·m1/2 as well as the highest values of flexural strength (588 MPa) and hardness (23 GPa) due to more a homogeneous structure and smaller grain size.
- In the 60SiC composite, crack deflection at TiB2 and TiC grains, crack branching, and interface debonding were noted as the main toughening mechanisms. Additionally, all composites showed a mixed transgranular and intergranular fracture mode in SiC grains.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Somiya, S. Handbook of Advanced Ceramics. Materials, Applications, Processing, and Properties, 2nd ed.; Somiya, S., Ed.; Academic Press: Cambridge, MA, USA, 2013. [Google Scholar] [CrossRef]
- Gadow, R.; Mitic, V. Advanced Ceramics and Applications; Gadow, R., Mitic, V., Eds.; De Gruyter: Berlin, Germany, 2021. [Google Scholar] [CrossRef]
- Vereschaka, A.S.; Grigoriev, S.N.; Tabakov, V.P.; Sotova, E.S.; Vereschaka, A.A.; Kulikov, M.Y. Improving the efficiency of the cutting tool made of ceramic when machining hardened steel by applying nano-dispersed multilayered coatings. Key Eng. Mater. 2014, 581, 68–73. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Oganyan, G.; Andreev, N.; Milovich, F. Investigation of wear dynamics for cutting tools with multilayer composite nanostructured coatings in turning constructional steel. Wear 2019, 420–421, 17–37. [Google Scholar] [CrossRef]
- Mestral, F.; Thevenot, F. Ceramic composites: TiB2-TiC-SiC. J. Mater. Sci. 1991, 26, 5547–5560. [Google Scholar] [CrossRef]
- Chen, J.; Li, W.; Jiang, W. Characterization of sintered TiC-SiC composites. Ceram. Int. 2009, 35, 3125–3129. [Google Scholar] [CrossRef]
- Shaffer, P.T.B. The SiC phase in the system SiC-B4C-C. Mater. Res. Bull. 1969, 4, 213–219. [Google Scholar] [CrossRef]
- Lee, S.-K.; Ishida, W.; Lee, S.-Y.; Nam, K.-W.; Ando, K. Crack-healing behavior and resultant strength properties of silicon carbide ceramic. J. Eur. Ceram. Soc. 2005, 25, 569–576. [Google Scholar] [CrossRef]
- Li, W.-J.; Tu, R.; Goto, T. Preparation of TiC-TiB2-SiC Ternary Eutectic Composites by Arc-Melting and Their Characterizations. Mater. Trans. 2006, 47, 1193–1197. [Google Scholar] [CrossRef] [Green Version]
- Borrero-López, O.; Ortiz, A.L.; Guiberteau, F.; Padture, N.P. Microstructural design of sliding-wear-resistant liquid-phase-sintered SiC: An overview. J. Eur. Ceram. Soc. 2007, 27, 3351–3357. [Google Scholar] [CrossRef]
- Janney, M. Mechanical properties and oxidation behavior of a hot pressed SiC-15 vol% TiB2 composite. Am. Ceram. Soc. Bull. 1987, 66, 322–324. [Google Scholar]
- Chin, H.S.; Cheong, K.Y.; Ismail, A.B. A Review on Die Attach Materials for SiC-Based High-Temperature Power Devices. Metall. Mater. Trans. B 2010, 41, 824–832. [Google Scholar] [CrossRef]
- Cho, K.-S.; Kim, Y.-W.; Choi, H.-J.; Lee, J.-G. SiC-TiC and SiC-TiB2 composites densified by liquid-phase sintering. J. Mater. Sci. 1996, 31, 6223–6228. [Google Scholar] [CrossRef]
- Zhu, S. Monotonic tension, fatigue and creep behavior of SiC-fiber-reinforced SiC-matrix composites: A review. Compos. Sci. Technol. 1999, 59, 833–851. [Google Scholar] [CrossRef]
- Vallauri, D.; Adrián, I.C.A.; Chrysanthou, A. TiC-TiB2 composites: A review of phase relationships, processing and properties. J. Eur. Ceram. Soc. 2008, 28, 1697–1713. [Google Scholar] [CrossRef]
- Mediukh, N.R.; Ivashchenko, V.I.; Pogrebnjak, D.A.; Shevchenko, V.I. First-principles study of thermodynamic and stability properties of TiC-SiC alloys. In Proceedings of the 2016 International Conference on Nanomaterials: Application & Properties (NAP), Lviv, Ukraine, 14–19 September 2016. [Google Scholar] [CrossRef]
- Fernández-Torres, L.C.; Perry, S.S.; Didziulis, S.V.; Frantz, P.P. The interaction of ammonia with transition metal carbide surfaces. Surf. Sci. 2002, 511, 121–132. [Google Scholar] [CrossRef]
- Fattahi, M.; Delbari, S.A.; Babapoor, A.; Namini, A.S.; Mohammadi, M.; Asl, M.S. Triplet carbide composites of TiC, WC, and SiC. Ceram. Int. 2020, 46, 9070–9078. [Google Scholar] [CrossRef]
- Antsiferov, V.N.; Kachenyuk, M.N.; Smetkin, A.A. Features of Compaction and Phase Formation in the Ti-Si-C System During Plasma-Arc Sintering. Refract. Ind. Ceram. 2015, 56, 168–171. [Google Scholar] [CrossRef]
- Pošarac-Marković, M.; Veljović, D.; Devečerski, A.; Matović, B.; Volkov-Husović, T. Erosive wear resistance of silicon carbide-cordierite ceramics: Influence of the cordierite content. Mater. Technol. 2015, 49, 365–370. [Google Scholar] [CrossRef]
- Li, W.; Tu, R.; Goto, T. Preparation of Directionally Solidified B4C-TiB2-SiC Ternary Eutectic Composites by a Floating Zone Method and Their Properties. Mater. Trans. 2005, 46, 2067–2072. [Google Scholar] [CrossRef] [Green Version]
- Wei, G.C.; Becher, P.F. Improvements in Mechanical Properties in SiC by the Addition of TiC Particles. J. Am. Ceram. Soc. 1984, 67, 571–574. [Google Scholar] [CrossRef]
- Cho, K.S. Microstructure and Fracture Toughness of In-situ Toughened SiC-TiC Composites. J. Mater. Sci. Lett. 1998, 17, 1081–1084. [Google Scholar] [CrossRef]
- Ohya, Y.; Hoffmann, M.J.; Petzow, G. Sintering of in-Situ Synthesized SiC-TiB2 Composites with Improved Fracture Toughness. J. Am. Ceram. Soc. 1992, 75, 2479–2483. [Google Scholar] [CrossRef]
- Zou, B.; Huang, C.; Song, J.; Liu, Z.; Liu, L.; Zhao, Y. Mechanical properties and microstructure of TiB2-TiC composite ceramic cutting tool material. Int. J. Refract. Met. Hard Mater. 2012, 35, 1–9. [Google Scholar] [CrossRef]
- Kwon, Y.S.; Kim, J.S.; Park, J.J.; Kim, H.T.; Dudina, D.V. Microstructure of Cu-TiB2 Nanocomposite during Spark Plasma Sintering. Mater. Sci. Forum 2004, 449–452, 1113–1116. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; Liu, H.; Zou, B.; Zhu, H.; Wang, J. Microstructure and mechanical properties of hot pressed TiB2-SiC composite ceramic tool materials at room and elevated temperatures. Mater. Sci. Eng. A 2014, 606, 108–116. [Google Scholar] [CrossRef]
- Cui, H.; Chen, Z.; Xiao, G.; Ji, L.; Yi, M.; Zhang, J.; Zhou, T.; Xu, C. Mechanical Properties and Microstructures of Al2O3/TiC/TiB2 Ceramic Tool Material. Crystals 2021, 11, 637. [Google Scholar] [CrossRef]
- Silicon Carbide, SiC Ceramic Properties. Available online: http://accuratus.com/silicar.html (accessed on 9 November 2021).
- Ceramic Materials Properties Charts. Available online: https://www.ceramicindustry.com/ceramic-materials-properties-charts/ (accessed on 9 November 2021).
- Mhadhbi, M.; Driss, M. Titanium Carbide: Synthesis, Properties and Applications. Brill. Eng. 2020, 2, 1–11. [Google Scholar] [CrossRef]
- Titanium Diboride (TiB2)-Properties and Applications. Available online: https://www.azom.com/article.aspx?ArticleID=492 (accessed on 9 November 2021).
- Munro, R.G. Material Properties of a Sintered α-SiC. J. Phys. Chem. Ref. Data 1997, 26, 1195–1203. [Google Scholar] [CrossRef]
- Titanium Diboride (TiB2). Available online: https://www.makeitfrom.com/material-properties/Titanium-Diboride-TiB2 (accessed on 9 November 2021).
- Barantseva, I.G.; Karpinos, D.M.; Yu, L.P.; Senchenkov, I.K.; Shamatov, Y.M. Thermal shock resistance of titanium carbide. Strength Mater. 1970, 2, 1197–1200. [Google Scholar] [CrossRef]
- Shackelford, J.F.; Han, Y.-H.; Kim, S.; Kwon, S.-H. CRC Materials Science and Engineering Handbook, 4th ed.; CRC Press: Boca Raton, FL, USA, 2015; p. 644. [Google Scholar] [CrossRef]
- Branscomb, T.M.; Hunter, O. Improved Thermal Diffusivity Method Applied to TiB2, ZrB2, and HfB2 from 200–1300 °C. J. Appl. Phys. 1971, 42, 2309–2315. [Google Scholar] [CrossRef]
- Peng, C.; Gao, X.; Wang, M.; Wu, L.; Tang, H.; Li, X.; Zhang, Q.; Ren, Y.; Zhang, F.; Wang, Y.; et al. Diffusion-controlled alloying of single-phase multi-principal transition metal carbides with high toughness and low thermal diffusivity. Appl. Phys. Lett. 2019, 114, 011905. [Google Scholar] [CrossRef]
- Taki, Y.; Kitiwan, M.; Katsui, H.; Goto, T. Electrical and thermal properties of off-stoichiometric SiC prepared by spark plasma sintering. J. Asian Ceram. Soc. 2018, 6, 95–101. [Google Scholar] [CrossRef] [Green Version]
- Basu, B.; Raju, G.B.; Suri, A.K. Processing and properties of monolithic TiB2 based materials. Int. Mater. Rev. 2006, 51, 352–374. [Google Scholar] [CrossRef]
- Akhtar, S.S. A critical review on self-lubricating ceramic-composite cutting tools. Ceram. Int. 2021, 47, 20745–20767. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Gurin, V.D.; Volosova, M.A.; Cherkasova, N.Y. Development of residual cutting tool life prediction algorithm by processing on CNC machine tool. Materwiss. Werksttech 2013, 44, 790–796. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S.N.; Volosova, M.A. The role of the thermal factor in the wear mechanism of ceramic tools: Part 1. Macrolevel. J. Frict. Wear 2014, 35, 505–510. [Google Scholar] [CrossRef]
- Luzhkova, A.P.; Boikov, S.Y.; Ordanyan, S.S.; Rumyantsev, V.I. Carbothermal synthesis of the SiC-TiC-TiB2 eutectic system, mechanical properties of the SiC-TiC-TiB2 material based on submicron powders with a nanoscale component. In Proceedings of the Rusnanotech 2011. IV Nanotechnology International Forum, Moscow, Russia, 26–28 October 2011. [Google Scholar]
- Sun, P.Q.; Zhu, D.G.; Jiang, X.S.; Sun, H.L.; Xia, Z.H. Research on Microstructures and Properties of in-situ Synthesis of TiB2-TiC0.8-SiC Multiphase Ceramics. J. Inorg. Mater. 2013, 28, 363–368. [Google Scholar] [CrossRef]
- Cai, X.Q.; Wang, D.P.; Wang, Y.; Yang, Z.W. Microstructural evolution and mechanical properties of TiB2-TiC-SiC ceramics joint brazed using Ti-Ni composite foils. J. Eur. Ceram. Soc. 2020, 40, 3380–3390. [Google Scholar] [CrossRef]
- Danilovich, D.P. Ceramic Matrix Materials in the SiC-TiB2-(TiC, B4C, AlN) System. Ph.D. Thesis, St. Petersburg State Institute of Technology, St. Petersburg, Russia, 4 June 2019. Available online: http://old.technolog.edu.ru/university/dissovet/autoreferats/file/6581-..html (accessed on 9 November 2021).
- Zhang, G.J.; Yue, X.M.; Jin, Z.Z. Preparation and microstructure of TiB2-TiC-SiC platelet-reinforced Ceramics by reactive hot-pressing. J. Eur. Ceram. Soc. 1996, 16, 1145–1148. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; He, N.; Liu, H.; Zou, B. Microstructure and mechanical properties at room and elevated temperatures of reactively hot pressed TiB2-TiC-SiC composite ceramic tool materials. Ceram. Int. 2016, 42, 5353–5361. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; He, N.; Liu, H.; Zou, B. Fabrication and cutting performance of reactively hot-pressed TiB2-TiC-SiC ternary cutting tool in hard turning of AISI H13 steel. Int. J. Adv. Manuf. Technol. 2016, 91, 943–954. [Google Scholar] [CrossRef]
- Wäsche, R.; Klaffke, D. In situ formation of tribologically effective oxide interfaces in SiC-based ceramics during dry oscillating sliding. Tribol. Lett. 1998, 5, 173–190. [Google Scholar] [CrossRef]
- Tu, R.; Li, W.; Goto, T. Phase Orientation of a TiC-TiB2-SiC Ternary Eutectic Composite Prepared by An FZ Method. Mater. Sci. Forum 2007, 534–536, 1057–1060. [Google Scholar] [CrossRef]
- Song, Y.L.; Pan, C.Z.; Zhang, J.; Zhu, B. TiB2-TiC-SiC composites prepared through high-gravity field activated SHS. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 022048. [Google Scholar] [CrossRef]
- Wäsche, R.; Yarim, R.; Klaffke, D.; Hartelt, M. Oscillating sliding wear behaviour of SiC, TiC, TiB2, 59SiC-41TiB2 and 52SiC-24TiC-24TiB2 materials up to 750 °C in air. Tribotest 2006, 12, 99–111. [Google Scholar] [CrossRef]
- Fattahi, M.; Pazhouhanfar, Y.; Delbari, S.A.; Shaddel, S.; Sabahi Namini, A.; Shahedi Asl, M. Influence of TiB2 content on the properties of TiC-SiCw composites. Ceram. Int. 2019, 46, 7403–7412. [Google Scholar] [CrossRef]
- Fernandez-Garcia, E.; Gutierrez-Gonzalez, C.F.; Peretyagin, P.; Solis, W.; Lopez-Esteban, S.; Torrecillas, R.; Fernandez, A. Effect of yttria–titanium shell–core structured powder on strength and ageing of zirconia/titanium composites. Mater. Sci. Eng. A 2015, 646, 96–100. [Google Scholar] [CrossRef]
- Díaz, L.A.; Solís, W.; Peretyagin, P.; Fernández, A.; Morales, M.; Pecharromán, C.; Moya, J.S.; Torrecillas, R. Spark Plasma Sintered Si3N4/TiN Nanocomposites Obtained by a Colloidal Processing Route. J. Nanomater. 2016, 2016, 3170142. [Google Scholar] [CrossRef]
- Yushin, D.I.; Smirnov, A.V.; Solis Pinargote, N.; Peretyagin, P.Y.; Kuznetsov, V.A.; Torrecillas, R. Spark plasma sintering of cutting plates. Russ. Eng. Res. 2016, 36, 410–413. [Google Scholar] [CrossRef]
- Gutiérrez-González, C.F.; Pozhidaev, S.; Rivera, S.; Peretyagin, P.; Solís, W.; Díaz, L.A.; Fernández, A.; Torrecillas, R. Longer-lasting Al2O3-SiCw-TiC cutting tools obtained by spark plasma sintering. Int. J. Appl. Ceram. Technol. 2017, 14, 367–373. [Google Scholar] [CrossRef]
- Yushin, D.I.; Smirnov, A.V.; Pinargote, N.W.S.; Peretyagin, P.Y.; Millan, R.T.S. Modeling Process of Spark Plasma Sintering of Powder Materials by Finite Element Method. Mater. Sci. Forum 2015, 834, 41–50. [Google Scholar] [CrossRef] [Green Version]
- Pristinskiy, Y.; Pinargote, N.W.S.; Smirnov, A. The effect of MgO addition on the microstructure and mechanical properties of alumina ceramic obtained by spark plasma sintering. Mater. Today Proc. 2019, 19, 1990–1993. [Google Scholar] [CrossRef]
- Pristinskiy, Y.; Pinargote, N.W.S.; Smirnov, A. Spark plasma and conventional sintering of ZrO2-TiN composites: A comparative study on the microstructure and mechanical properties. MATEC Web Conf. 2018, 224, 01055. [Google Scholar] [CrossRef] [Green Version]
- ASTM C1161-13; Standard Test Method for Flexural Strength of Advanced Ceramics at Ambient Temperature. ASTM International: West Conshohocken, PA, USA, 2013.
- Miranzo, P.; Moya, J.S. Elastic/plastic indentation in ceramics: A fracture toughness determination method. Ceram. Int. 1984, 10, 147–152. [Google Scholar] [CrossRef]
- Yan, S.-R.; Foong, L.K.; Lyu, Z. Technical performance of co-addition of SiC particulates and SiC whiskers in hot-pressed TiB2-based ultrahigh temperature ceramics. Ceram. Int. 2020, 46, 19443–19451. [Google Scholar] [CrossRef]
- Ahmoye, D.; Bucevac, D.; Krstic, V.D. Mechanical properties of reaction sintered SiC-TiC composite. Ceram. Int. 2018, 44, 14401–14407. [Google Scholar] [CrossRef]
- Rodriguez-Suarez, T.; Bartolomé, J.F.; Smirnov, A.; Lopez-Esteban, S.; Díaz, L.A.; Torrecillas, R.; Moya, J.S. Electroconductive Alumina–TiC-Ni nanocomposites obtained by Spark Plasma Sintering. Ceram. Int. 2011, 37, 1631–1636. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.; Peretyagin, P.; Smirnov, A.; Solis, W.; Diaz, L.A.; Fernandez, A.; Torrecillas, R. Effect of graphene addition on the mechanical and electrical properties of Al2O3-SiCw ceramics. J. Eur. Ceram. Soc. 2017, 37, 2473–2479. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Peretyagin, P.Y.; Seleznev, A.E.; Okunkova, A.A.; Smirnov, A. The Effect of TiC Additive on Mechanical and Electrical Properties of Al2O3 Ceramic. Appl. Sci. 2018, 8, 2385. [Google Scholar] [CrossRef] [Green Version]
- Bhaumik, S.K.; Divakar, C.; Singh, A.K.; Upadhyaya, G.S. Synthesis and sintering of TiB2 and TiB2-TiC composite under high pressure. Mater. Sci. Eng. A. 2000, 279, 275–281. [Google Scholar] [CrossRef]
- Jenczyk, P.; Grzywacz, H.; Milczarek, M.; Jarząbek, D.M. Mechanical and Tribological Properties of Co-Electrodeposited Particulate-Reinforced Metal Matrix Composites: A Critical Review with Interfacial Aspects. Materials 2021, 14, 3181. [Google Scholar] [CrossRef]
- Du, Z.; Ni, X.; Liu, X.; Cheng, Z.; Fu, Y.; Yu, J. Strength model for composite ceramics with nano-interface and micro-interface. Compos. Interfaces 2018, 26, 357–377. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiC [29] * | TiB2 [30] * | TiC [31] * | |
|---|---|---|---|
| Physical properties | |||
| Density (g/cm3) | 3.1 | 4.5 | 4.91 |
| Mechanical properties | |||
| Fracture toughness, KIC (MPa·m1/2) | 4.0 [30] | 6.2 | 4.4 [5] |
| Vickers hardness (GPa) | 27.4 | 25 | 28–35 |
| Young’s modulus (GPa) | 476 [30] | 565 [32] | 410–510 |
| Shear modulus (GPa) | 165 [33] | 255 | 186 |
| Flexural strength (MPa) | 500 [5] | 890 [5] | 550 [5] |
| Poisson’s ratio | 0.140 | 0.108 | 0.191 |
| Thermal properties | |||
| Melting temperature (°C) | 2830 | 3189 [32] | 3067 |
| Thermal shock resistance ΔT (°C) | 500 [30] | 110 [34] | 460 [35] |
| Thermal conductivity (W/m·K) | 120 | 96 | 26 [36] |
| Thermal diffusivity (mm2/s) | ~50 [33] | ~29 [37] | 7.5 [38] |
| Specific heat (J/Kg·K) | 750 | 870 [33] | 840 [36] |
| Thermal expansion (×10−6/°C) | 5.12 [33] | 7.4 | 7.6 |
| Electrical properties | |||
| Electrical conductivity (S/cm) | 0.7 × 10−4 [39] | ~105 [40] | 30 × 106 |
| Electrical resistivity (μΩ·cm) | 108–1012 | 15 [32] | 68 |
| Material | Particle Size, d50 (μm) | Purity, % | Manufacturer |
|---|---|---|---|
| SiC | 0.6 | 96–99.9 | “Plasmotherm” Ltd., Moscow, Russia |
| TiC | 0.5 | >99.5 | “Plasmotherm” Ltd., Moscow, Russia |
| TiB2 | 0.9 | 99.9 | “Plasmotherm” Ltd., Moscow, Russia |
| Material | Content of Each Component (vol.%) | Theoretical Density (g/cm3) | ||
|---|---|---|---|---|
| SiC | TiB2 | TiC | ||
| 80SiC | 80 | 12.5 | 7.5 | 3.51 |
| 60SiC | 60 | 25.0 | 15.0 | 3.77 |
| 40SiC | 40 | 37.5 | 22.5 | 4.03 |
| Number | Chemical Reaction | Temperature | |
|---|---|---|---|
| 1 | SiC + TiO2 = TiC + SiO2 | from 20 °C to 2000 °C | [65] |
| 2 | B2O3 (s) = B2O3 (l) | at 450 °C | [65] |
| 3 | 3SiC + 2TiO2 = 2TiC + CO(g) + 3SiO (g) | from 1400 to 1600 °C | [65] |
| 4 | 2B2O3 (l) + 2TiO2 + 5SiC = 2TiB2 + 5CO (g) + 5SiO (g) | at 1620 °C | [65] |
| 5 | 7SiC + 4B2O3 (l) = 2B4C + 7SiO (g) + 5CO (g) | at 1635 °C | [65] |
| 6 | B2O3 (l) = B2O3 (g) | below 1600 °C (*) | [55] |
| 7 | B4C + 2TiC = 2TiB2 + 3C (s) | from 20 °C to 2000 °C | [55] |
| 8 | TiO2 (s) +2C (s) = TiC (s) + 2CO (g) | from 20 °C to 1900 °C | [66] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Pristinskiy, Y.; Soe, T.N.; Malakhinsky, A.; Mosyanov, M.; Podrabinnik, P.; Smirnov, A.; Solís Pinargote, N.W. Processing and Characterization of Spark Plasma Sintered SiC-TiB2-TiC Powders. Materials 2022, 15, 1946. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15051946
Grigoriev SN, Pristinskiy Y, Soe TN, Malakhinsky A, Mosyanov M, Podrabinnik P, Smirnov A, Solís Pinargote NW. Processing and Characterization of Spark Plasma Sintered SiC-TiB2-TiC Powders. Materials. 2022; 15(5):1946. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15051946
Chicago/Turabian StyleGrigoriev, Sergey N., Yuri Pristinskiy, Thet Naing Soe, Alexander Malakhinsky, Mikhail Mosyanov, Pavel Podrabinnik, Anton Smirnov, and Nestor Washington Solís Pinargote. 2022. "Processing and Characterization of Spark Plasma Sintered SiC-TiB2-TiC Powders" Materials 15, no. 5: 1946. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15051946