
The Effect of Surface Processing on the Shear Strength of Cobalt-Chromium Dental Alloy and Ceramics

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Study Protocol
2.2. Manufacturing of Samples and Surface Machining
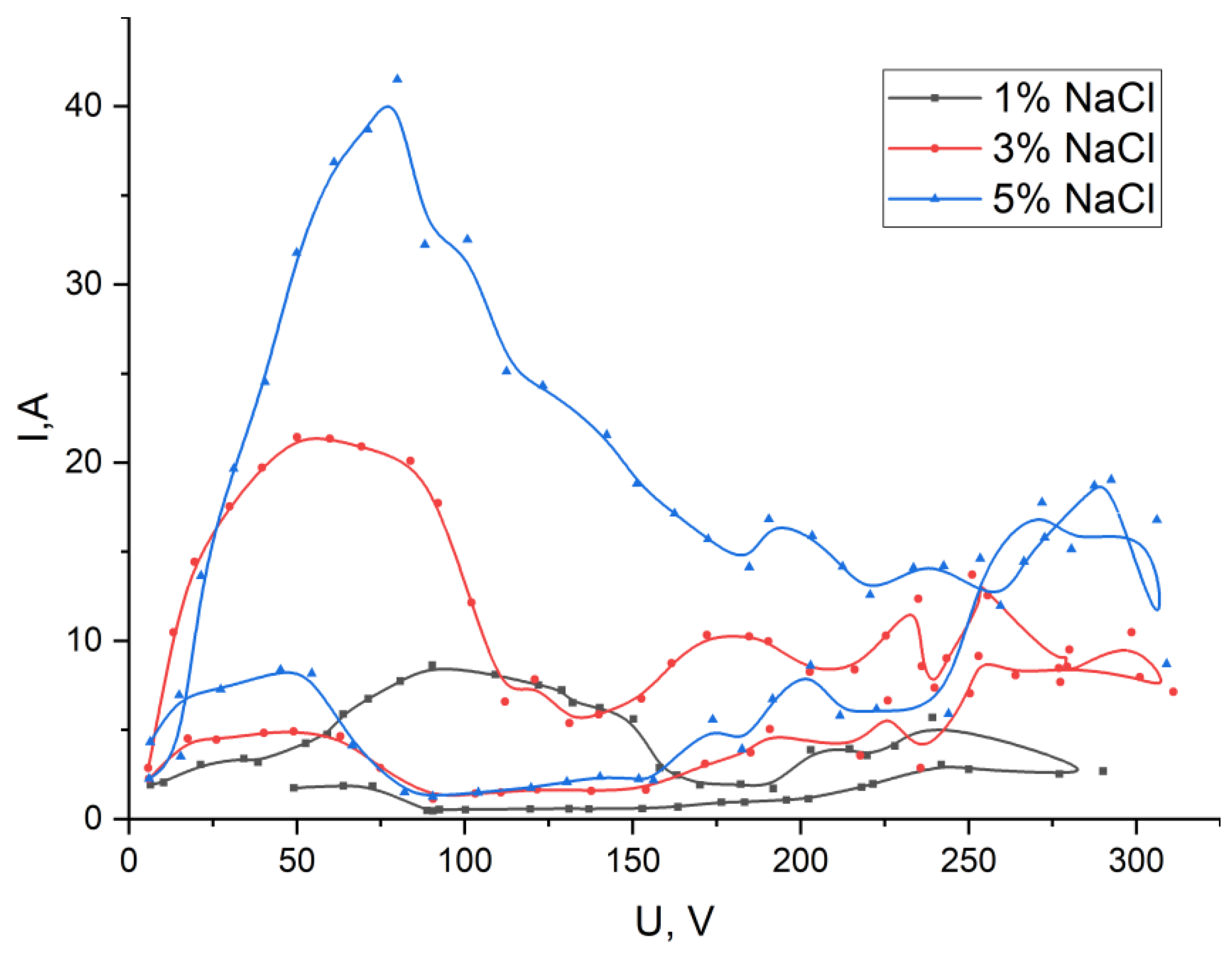
2.3. The Technique of Plasma-Electrolyte Formation of the Microrelief of the Surface of Cobalt-Chromium Alloys
2.4. Morphological and Elemental Analysis
2.5. Apparent Shear Strength Determining
2.6. Statistical Processing of Experimental Data
3. Results
3.1. The Surface Microrelief Formation by Plasma-Electrolyte Treatment
3.2. Analysis of the Microrelief of the Surface after Treatment
3.3. Apparent Shear Strength
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kassebaum, N.J.; Smith, A.G.C.; Bernabé, E.; Fleming, T.D.; Reynolds, A.E.; Vos, T.; Murray, C.J.L.; Marcenes, W.; GBD 2015 Oral Health Collaborators; Abyu, G.Y.; et al. Global, Regional, and National Prevalence, Incidence, and Disability-Adjusted Life Years for Oral Conditions for 195 Countries, 1990–2015: A Systematic Analysis for the Global Burden of Diseases, Injuries, and Risk Factors. J. Dent. Res. 2017, 96, 380–387. [Google Scholar] [CrossRef] [PubMed]
- Peres, M.A.; Macpherson, L.M.D.; Weyant, R.J.; Daly, B.; Venturelli, R.; Mathur, M.R.; Listl, S.; Celeste, R.K.; Guarnizo-Herreño, C.C.; Kearns, C.; et al. Oral Diseases: A Global Public Health Challenge. Lancet 2019, 394, 249–260. [Google Scholar] [CrossRef]
- Eroshenko, R.E.; Stafeev, A.A. Analysis of the Prevalence of Dental Diseases Requiring Prosthodontic Treatment among the Rural Population of the Omsk Region. Stomatologiya 2018, 97, 9. [Google Scholar] [CrossRef] [PubMed]
- Chisini, L.A.; Sarmento, H.R.; Collares, K.; Horta, B.L.; Demarco, F.F.; Correa, M.B. Determinants of Dental Prosthetic Treatment Need: A Birth Cohort Study. Community Dent. Oral Epidemiol. 2021, 49, 394–400. [Google Scholar] [CrossRef]
- Nitschke, I.; Hahnel, S. Zahnmedizinische Versorgung älterer Menschen: Chancen und Herausforderungen. Bundesgesundheitsblatt-Gesundh.-Gesundh. 2021, 64, 802–811. [Google Scholar] [CrossRef]
- Moeller, J.F.; Chen, H.; Manski, R.J. Diversity in the Use of Specialized Dental Services by Older Adults in the United States. J. Public Health Dent. 2019, 79, 160–174. [Google Scholar] [CrossRef]
- Olley, R.C.; Andiappan, M.; Frost, P.M. An up to 50-Year Follow-up of Crown and Veneer Survival in a Dental Practice. J. Prosthet. Dent. 2018, 119, 935–941. [Google Scholar] [CrossRef] [Green Version]
- Nejatidanesh, F.; Abbasi, M.; Savabi, G.; Bonakdarchian, M.; Atash, R.; Savabi, O. Five Year Clinical Outcomes of Metal Ceramic and Zirconia-Based Implant-Supported Dental Prostheses: A Retrospective Study. J. Dent. 2020, 100, 103420. [Google Scholar] [CrossRef]
- Rammelsberg, P.; Lorenzo Bermejo, J.; Kappel, S.; Meyer, A.; Zenthöfer, A. Long-Term Performance of Implant-Supported Metal-Ceramic and All-Ceramic Single Crowns. J. Prosthodont. Res. 2020, 64, 332–339. [Google Scholar] [CrossRef]
- Saker, S.; Ghazy, M.; Abo-Madina, M.; El-Falal, A.; Al-Zordk, W. Ten-Year Clinical Survival of Anterior Cantilever Resin-Bonded Fixed Dental Prostheses: A Retrospective Study. Int. J. Prosthodont. 2020, 33, 292–296. [Google Scholar] [CrossRef]
- Galiatsatos, A.A.; Galiatsatos, P.A. Clinical Evaluation of Fractured Metal-Ceramic Fixed Dental Prostheses Repaired with Indirect Technique. Quintessence. Int. Berl. Ger. 2015, 46, 229–236. [Google Scholar] [CrossRef]
- Pjetursson, B.E.; Valente, N.A.; Strasding, M.; Zwahlen, M.; Liu, S.; Sailer, I. A Systematic Review of the Survival and Complication Rates of Zirconia-Ceramic and Metal-Ceramic Single Crowns. Clin. Oral Implant. Res. 2018, 29 (Suppl. 16), 199–214. [Google Scholar] [CrossRef] [Green Version]
- Abakarov, S.I. Justification for Maintaining Vitality of Supporting Teeth When Using Ceramic and Metal-Ceramic Fixed Dentures. Stomatologiya 2021, 100, 52. [Google Scholar] [CrossRef]
- Roberts, H.W.; Berzins, D.W.; Moore, B.K.; Charlton, D.G. Metal-ceramic alloys in dentistry: A review. J. Prosthet. Dent. 2009, 18, 188–194. [Google Scholar] [CrossRef]
- Lopes, S.C.; Pagnano, V.O.; De Almeria Rollo, J.M.D.; Leal, M.B.; Bezzon, O.L. Correlation between metal-ceramic bond strength and coefficient of linear thermal expansion difference. J. Appl. Oral Sci. 2009, 17, 122–128. [Google Scholar] [CrossRef]
- Moulin, P.; Degrange, M.; Picard, B. Influence of surface treatment on adherence energy of alloys used in bonded prosthetics. J. Oral Rehabil. 1999, 26, 413–421. [Google Scholar] [CrossRef]
- Daftary, F.; Donovan, T. Effect of four pretreatment techniques on porcelain-to-metal bond strength. J. Prosthet. Dent. 1986, 56, 535–539. [Google Scholar] [CrossRef]
- Park, W.U.; Park, H.G.; Hwang, K.H.; Zhao, J.; Lee, J.K. Interfacial Property of Dental Cobalt–Chromium Alloys and Their Bonding Strength with Porcelains. J. Nanosci. Nanotechnol. 2017, 17, 2585–2588. [Google Scholar] [CrossRef]
- Czepułkowska, W.; Wołowiec-Korecka, E.; Klimek, L. The role of mechanical, chemical and physical bonds in metal-ceramic bond strength. Arch. Mater. Sci. Eng. 2018, 1, 5–14. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Chen, C.; Liao, J.; Liu, L.; Ye, X.; Lin, S.; Ye, J. Bond Strengths of Porcelain to Cobalt-Chromium Alloys Made by Casting, Milling, and Selective Laser Melting. J. Prosthet. Dent. 2017, 118, 69–75. [Google Scholar] [CrossRef]
- Saleeva, L.R.; Kashapov, R.N.; Kashapov, L.N.; Kashapov, N.F. Changes in the CoCr Alloys Surface Relief during Plasma Electrolytic Treatment. IOP Conf. Ser. Mater. Sci. Eng. 2019, 570, 012087. [Google Scholar] [CrossRef]
- Vaska, K.R.; Nakka, C.; Reddy, K.M.; Chintalapudi, S.K. Comparative Evaluation of Shear Bond Strength between Titanium-Ceramic and Cobalt-Chromium-Ceramic: An in Vitro Study. J. Indian Prosthodont. Soc. 2021, 21, 276–280. [Google Scholar] [CrossRef]
- Han, X.; Sawada, T.; Schille, C.; Schweizer, E.; Scheideler, L.; Geis-Gerstorfer, J.; Rupp, F.; Spintzyk, S. Comparative Analysis of Mechanical Properties and Metal-Ceramic Bond Strength of Co-Cr Dental Alloy Fabricated by Different Manufacturing Processes. Materials 2018, 11, 1801. [Google Scholar] [CrossRef] [Green Version]
- Booth, J.A.; Hensel, R. Perspective on Statistical Effects in the Adhesion of Micropatterned Surfaces. Appl. Phys. Lett. 2021, 119, 230502. [Google Scholar] [CrossRef]
- Menčík, J. Strength and Fracture of Glass and Ceramics; Elsevier: Amsterdam, The Netherlands; New York, NY, USA, 1992; ISBN 978-0-444-98685-6. [Google Scholar]
- Fischer, H.; Schäfer, M.; Marx, R. Effect of Surface Roughness on Flexural Strength of Veneer Ceramics. J. Dent. Res. 2003, 82, 972–975. [Google Scholar] [CrossRef]
- Molin, M.K.; Karlsson, S.L. A Randomized 5-Year Clinical Evaluation of 3 Ceramic Inlay Systems. Int. J. Prosthodont. 2000, 13, 194–200. [Google Scholar]
- Krämer, N.; Frankenberger, R. Clinical Performance of Bonded Leucite-Reinforced Glass Ceramic Inlays and Onlays after Eight Years. Dent. Mater. 2005, 21, 262–271. [Google Scholar] [CrossRef]
- Pallesen, U.; Van Dijken, J.W.V. An 8-Year Evaluation of Sintered Ceramic and Glass Ceramic Inlays Processed by the Cerec CAD/CAM System: Computer Processed Inlays. Eur. J. Oral Sci. 2000, 108, 239–246. [Google Scholar] [CrossRef]
- Hayashi, M.; Wilson, N.H.F.; Yeung, C.A.; Worthington, H.V. Systematic Review of Ceramic Inlays. Clin. Oral Investig. 2003, 7, 8–19. [Google Scholar] [CrossRef]
- Reiss, B.; Walther, W. Clinical Long-Term Results and 10-Year Kaplan-Meier Analysis of Cerec Restorations. Int. J. Comput. Dent. 2000, 3, 9–23. [Google Scholar]
- Mecholsky, J.J. Strength and Fracture of Glass and Ceramics, Glass Science and Technology; Mencik, J., Ed.; Elsevier: Amsterdam, The Netherlands, 1992; Volume 12, 356p, ISBN 0-444-98685-5. Adv. Mater. 1993, 5, 224–225. [Google Scholar] [CrossRef]
- Imbriglio, S.I.; Brodusch, N.; Aghasibeig, M.; Gauvin, R.; Chromik, R.R. Influence of Substrate Characteristics on Single Ti Splat Bonding to Ceramic Substrates by Cold Spray. J. Therm. Spray Technol. 2018, 27, 1011–1024. [Google Scholar] [CrossRef]
- Budhe, S.; Ghumatkar, A.; Birajdar, N.; Banea, M.D. Effect of Surface Roughness Using Different Adherend Materials on the Adhesive Bond Strength. Appl. Adhes. Sci. 2015, 3, 20. [Google Scholar] [CrossRef] [Green Version]
- Ghumatkar, A.; Budhe, S.; Sekhar, R.; Banea, M.D.; de Barros, S. Influence of Adherend Surface Roughness on the Adhesive Bond Strength. Lat. Am. J. Solids Struct. 2016, 13, 2356–2370. [Google Scholar] [CrossRef] [Green Version]
- Kılıç, M.; Burdurlu, E.; Aslan, S.; Altun, S.; Tümerdem, Ö. The Effect of Surface Roughness on Tensile Strength of the Medium Density Fiberboard (MDF) Overlaid with Polyvinyl Chloride (PVC). Mater. Des. 2009, 30, 4580–4583. [Google Scholar] [CrossRef]
- IPS InLine Instructions for Use; Ivoclar Vivadent AG: Schaan/Liechtenstein, Liechtenstein, 2014.
- ASTM D1002-10; Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens. Tension Loading, Document Center Inc.: Silicon Valley, CA, USA, 2019.
- Flanagan, J.; Schütze, P.; Dunne, C.; Twomey, B.; Stanton, K. Use of a blast coating process to promote adhesion between aluminium surfaces for the automotive industry. J. Adhes. 2018, 96, 580–601. [Google Scholar] [CrossRef]
- Goryacheva, I.; Makhovskaya, Y. Combined Effect of Surface Microgeometry and Adhesion in Normal and Sliding Contacts of Elastic Bodies. Friction 2017, 5, 339–350. [Google Scholar] [CrossRef] [Green Version]
- Losi, P.; Lombardi, S.; Briganti, E.; Soldani, G. Luminal Surface Microgeometry Affects Platelet Adhesion in Small-Diameter Synthetic Grafts. Biomaterials 2004, 25, 4447–4455. [Google Scholar] [CrossRef]
- Makhovskaya, Y.Y. Adhesive Interaction of Elastic Bodies with Regular Surface Relief. Mech. Solids 2020, 55, 1105–1114. [Google Scholar] [CrossRef]
- Zeidler, H.; Boettger-Hiller, F.; Edelmann, J.; Schubert, A. Surface Finish Machining of Medical Parts Using Plasma Electrolytic Polishing. Procedia CIRP Open Access 2016, 49, 83–87. [Google Scholar] [CrossRef]
- Belkin, P.N.; Kusmanov, S.A.; Parfenov, E.V. Mechanism and technological opportunity of plasma electrolytic polishing of metals and alloys surfaces. Appl. Surf. Sci. Adv. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Qian, K.B.; Li, W.; Lu, X.; Han, X.; Jin, Y.; Zhang, T.; Wang, F. Effect of phosphate-based sealing treatment on the corrosion performance of a PEO coated AZ91D mg alloy. J. Magnes. Alloy. 2020, 8, 1328–1340. [Google Scholar] [CrossRef]
- Sekercioglu, T.; Rende, H.; Gulsoz, A.; Meran, C. The effect of surface roughness on strength of adhesively bonded cylindrical components. J. Mater. Process. Technol. 2003, 142, 82–86. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | T, °C | B, °C | S, min | t, °C/min | H, min | V1, °C | V2, °C |
|---|---|---|---|---|---|---|---|
| I | 930 | 403 | 6 | 100 | 2 | 450 | 929 |
| II | 910 | 403 | 4 | 60 | 1 | 450 | 909 |
| III | 900 | 403 | 4 | 60 | 1 | 450 | 899 |
| Group | Ra, μm | τ, MPa |
|---|---|---|
| PL | 0.422 ± 0.04 | 0.26 ± 0.05 |
| MC | 0.944 ± 0.11 | 1.69 ± 0.68 |
| AB50 | 1.069 ± 0.12 | 1.05 ± 0.27 |
| AB90 | 1.243 ± 0.13 | 3.75 ± 1.24 |
| AB125 | 2.425 ± 0.26 | 1.52 ± 0.51 |
| PZ1 | 1.136 ± 0.15 | 1.93 ± 0.10 |
| PZ2 | 1.45 ± 0.16 | 8.35 ± 0.21 |
| PZ3 | 1.91 ± 0.21 | 1.38 ± 0.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saleeva, L.; Kashapov, R.; Shakirzyanov, F.; Kuznetsov, E.; Kashapov, L.; Smirnova, V.; Kashapov, N.; Saleeva, G.; Sachenkov, O.; Saleev, R. The Effect of Surface Processing on the Shear Strength of Cobalt-Chromium Dental Alloy and Ceramics. Materials 2022, 15, 2987. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15092987
Saleeva L, Kashapov R, Shakirzyanov F, Kuznetsov E, Kashapov L, Smirnova V, Kashapov N, Saleeva G, Sachenkov O, Saleev R. The Effect of Surface Processing on the Shear Strength of Cobalt-Chromium Dental Alloy and Ceramics. Materials. 2022; 15(9):2987. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15092987
Chicago/Turabian StyleSaleeva, Liaisan, Ramil Kashapov, Farid Shakirzyanov, Eduard Kuznetsov, Lenar Kashapov, Viktoriya Smirnova, Nail Kashapov, Gulshat Saleeva, Oskar Sachenkov, and Rinat Saleev. 2022. "The Effect of Surface Processing on the Shear Strength of Cobalt-Chromium Dental Alloy and Ceramics" Materials 15, no. 9: 2987. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15092987