
Growth Kinetics, Microstructure Evolution, and Some Mechanical Properties of Boride Layers Produced on X165CrV12 Tool Steel

Abstract
:1. Introduction
2. Material and Methods
2.1. Material
2.2. Powder-Pack Boriding
2.3. Microstructure and Property Characterization
3. Results and Discussion
3.1. Microstructure of Borided Layers
3.2. Diffusion Model
3.2.1. The Integral Diffusion Model
3.2.2. Deduced Results from the İntegral Method
3.3. Microhardness Profiles
3.4. Nanomechanical Properties
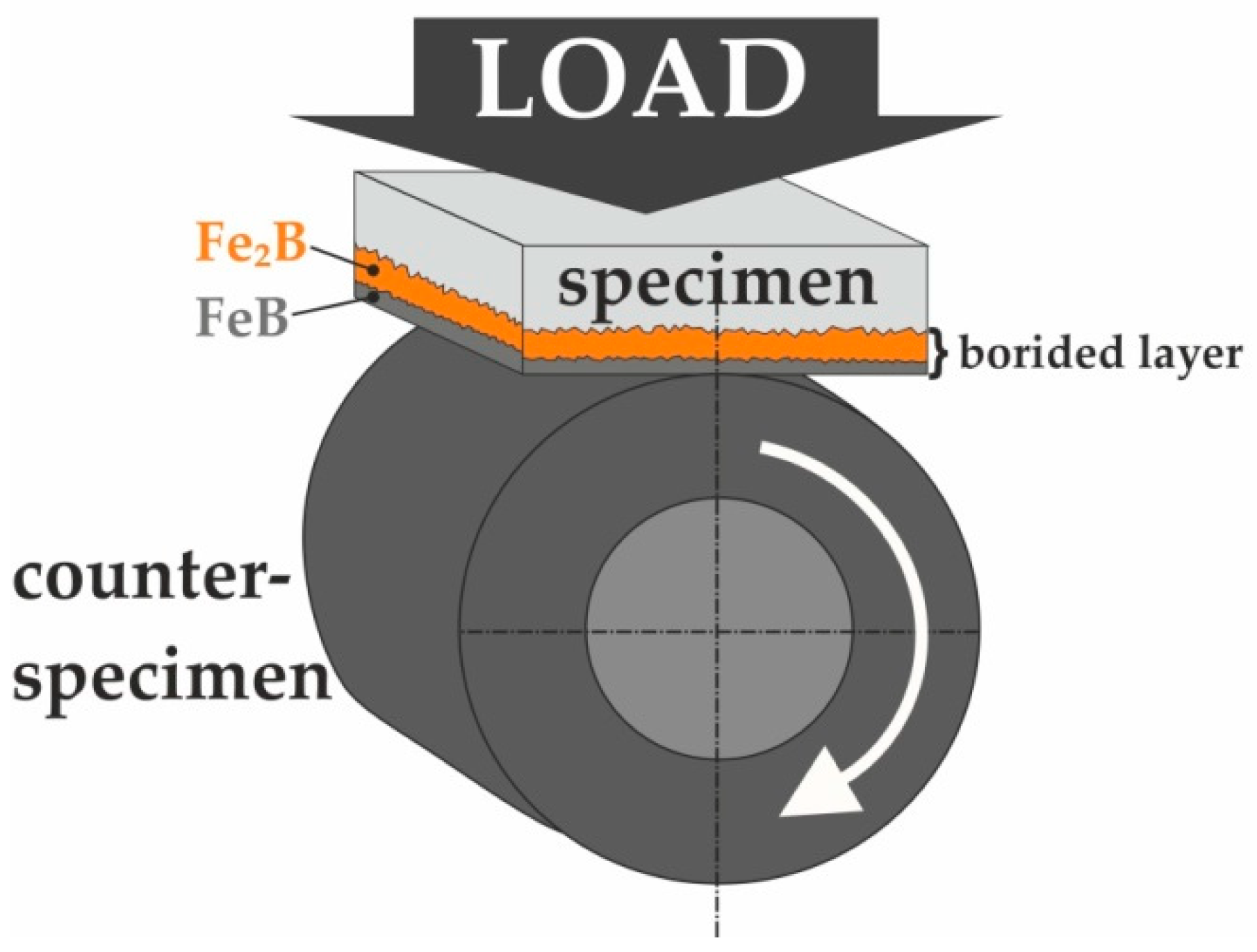
3.5. Wear Resistance
4. Summary and Conclusions
- The total thickness of the produced layers strongly depended on the boriding parameters. The increased temperature and longer duration were accompanied by an increase in the thickness of the borided layer.
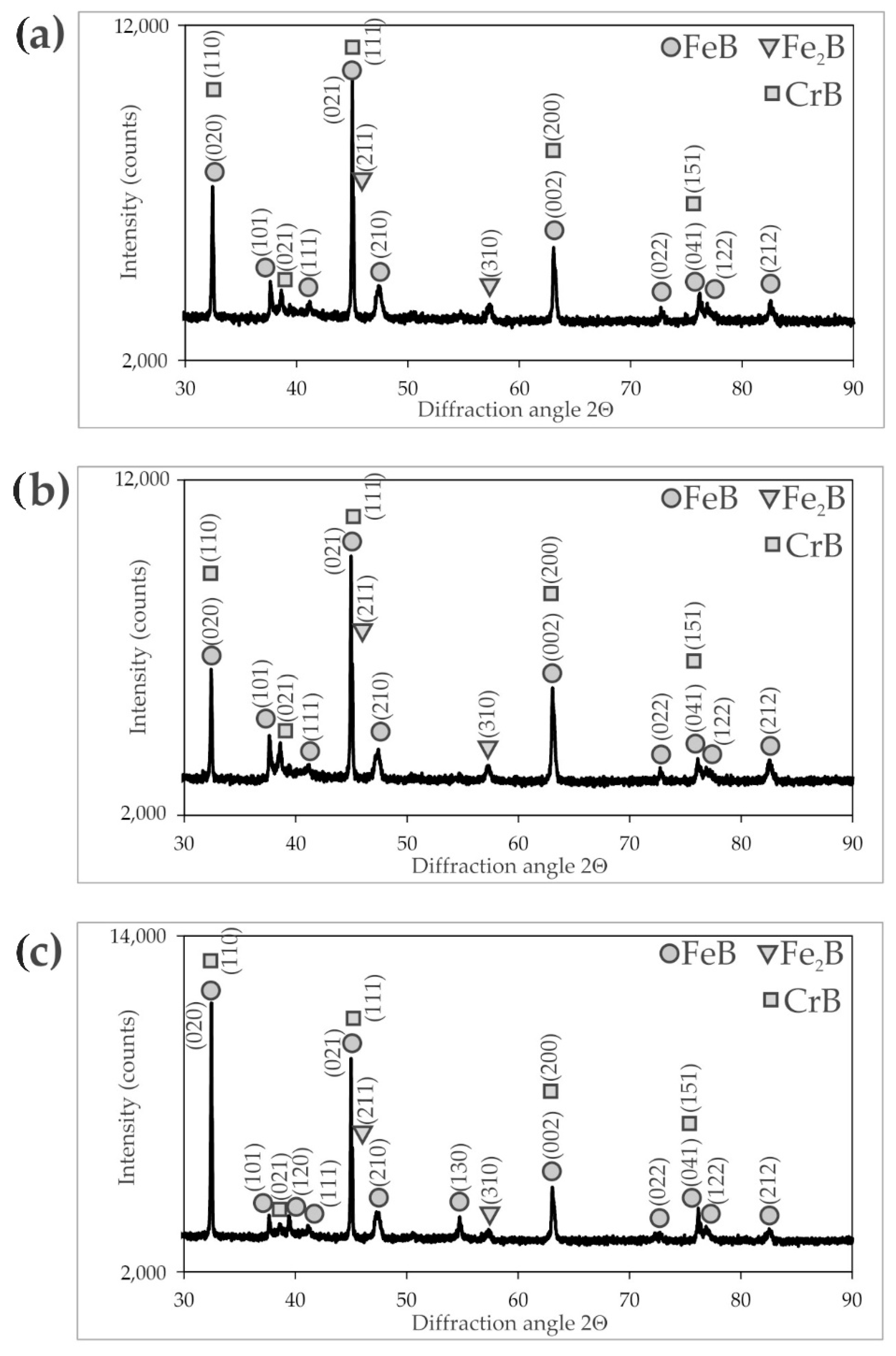
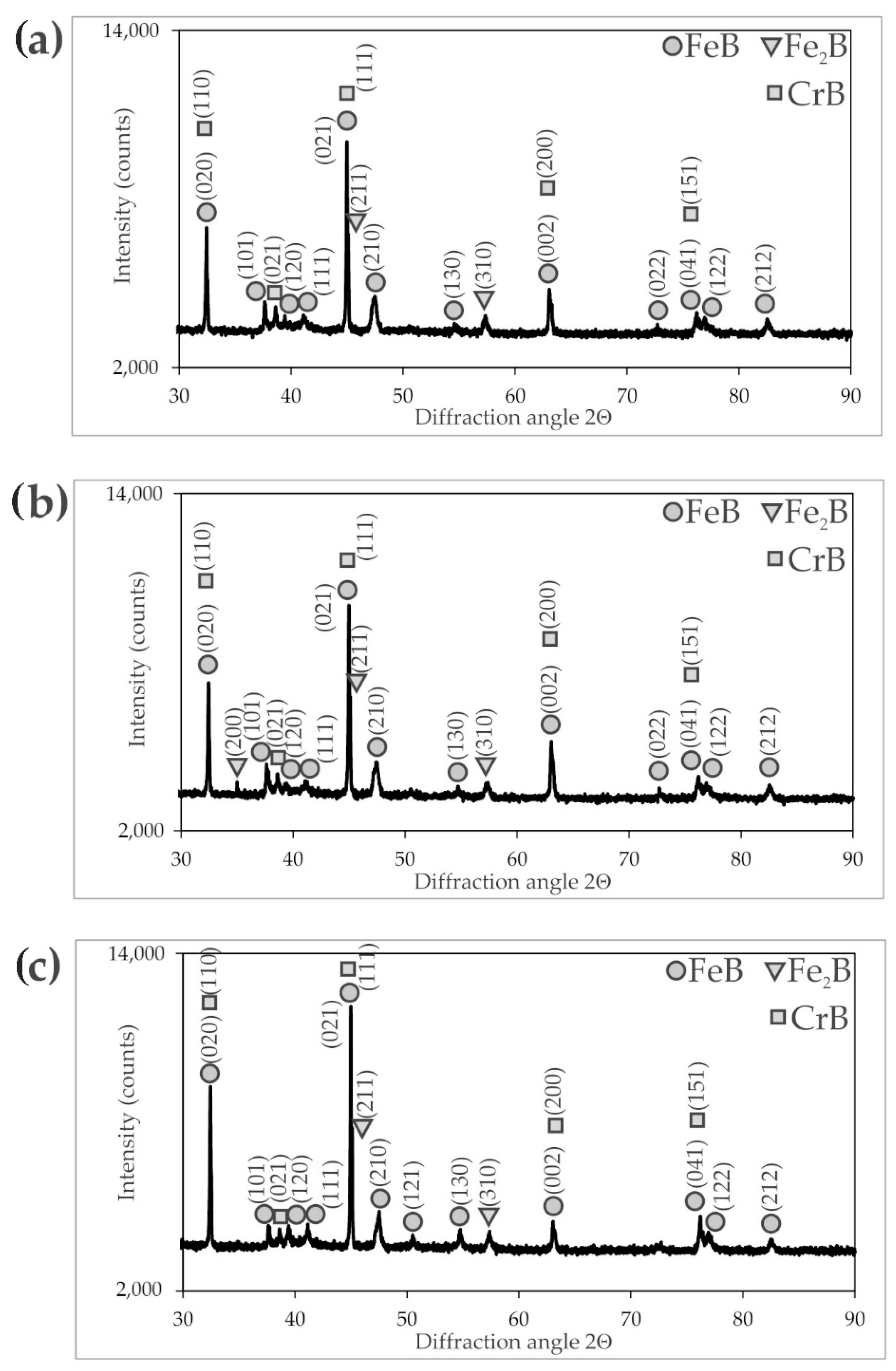
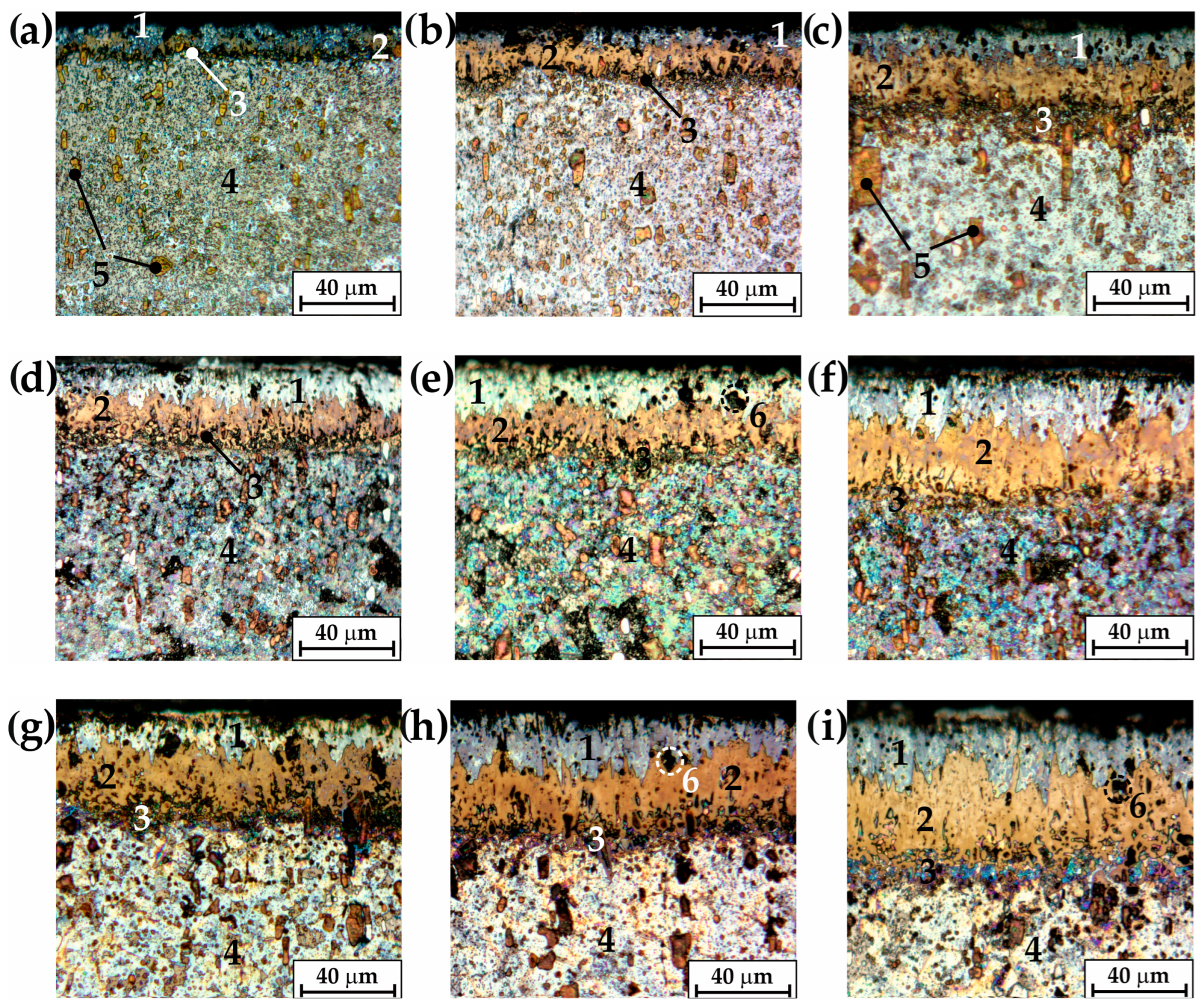
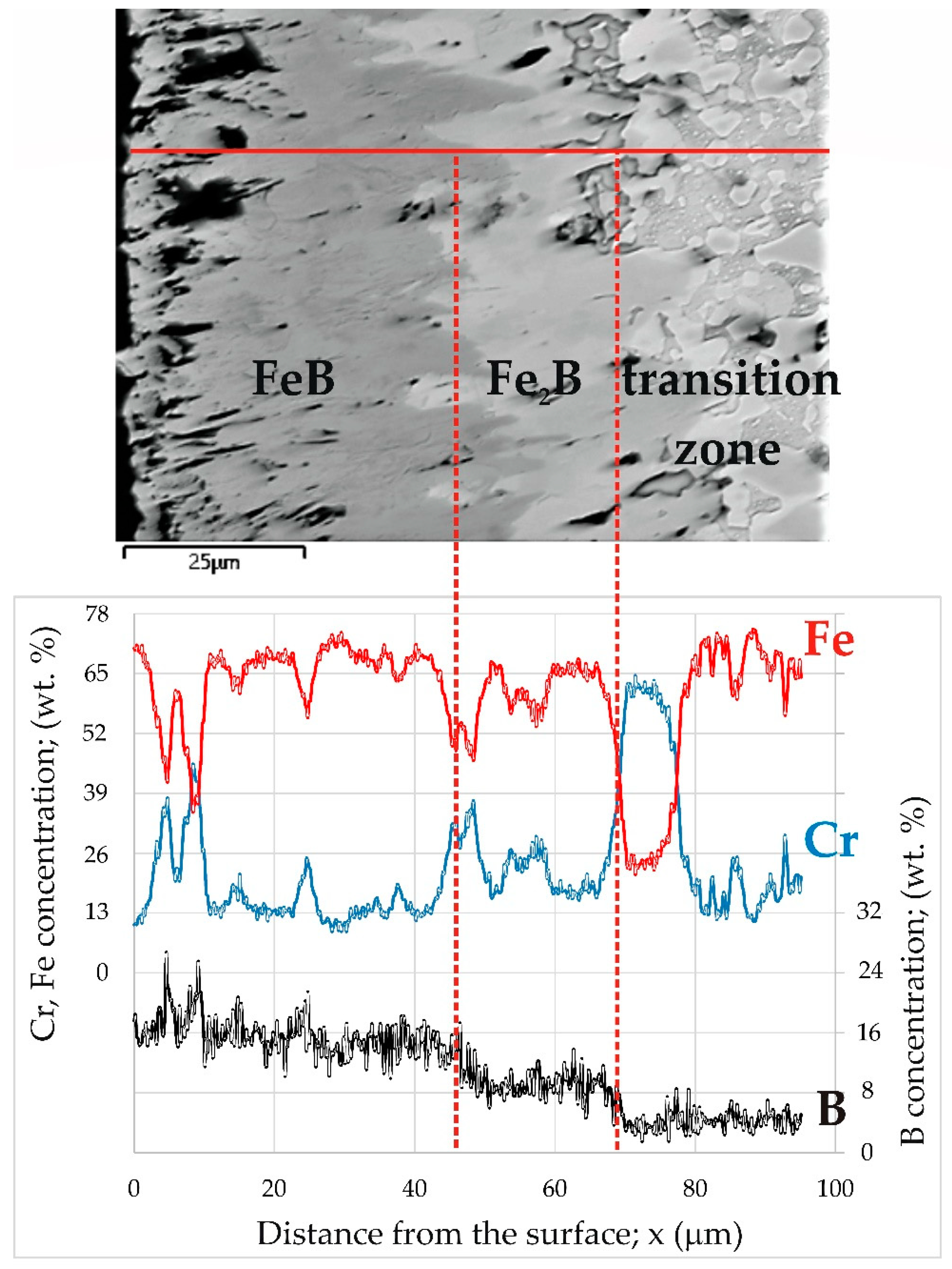
- The produced layers were composed of three zones: the outer FeB layer (1), the inner Fe2B boride zone (2) and the transition zone (3), below which the substrate material (4) was observed.
- As a consequence of the high concentration of chromium in X165CrV12 steel, the borided layers also contained CrB borides.
- The transition zone was characterized by increased chromium content, and its microstructure was composed of fine pearlite, secondary carbides, and ledeburite—a transformed eutectic mixture—which included fine pearlite and primary and secondary alloyed carbides. This was related to the accumulation of chromium and carbon atoms at the interface between tips of Fe2B needles and the substrate material.
- The integral method was utilized to describe the growth kinetics of the FeB and (FeB + Fe2B) layers on the surface of powder-pack borided X165CrV12 tool steel. In general, the boron activation energies derived from the present work were in line with reported results for powder-pack boriding. It was important that the boron activation energy, determined in the present work for the FeB phase, was lower than that for the Fe2B phase. This confirmed the previous observations after gas boriding and suggested that the FeB phase could be formed before the Fe2B phase appeared in the microstructure.
- In the case of high-carbon tool steel, the hardness of the borided layers depended mainly on the temperature and time of boriding, as well as on the alloying elements present in the substrate material. Despite the high content of carbon in X165CrV12 steel, this element had a negligible influence on the hardness of the borided layer due to the insolubility of carbon in the iron borides. In general, the increase in boriding temperature and time resulted in increased hardness of the borided layer. This was a consequence of the higher amount of hard chromium borides in the microstructure.
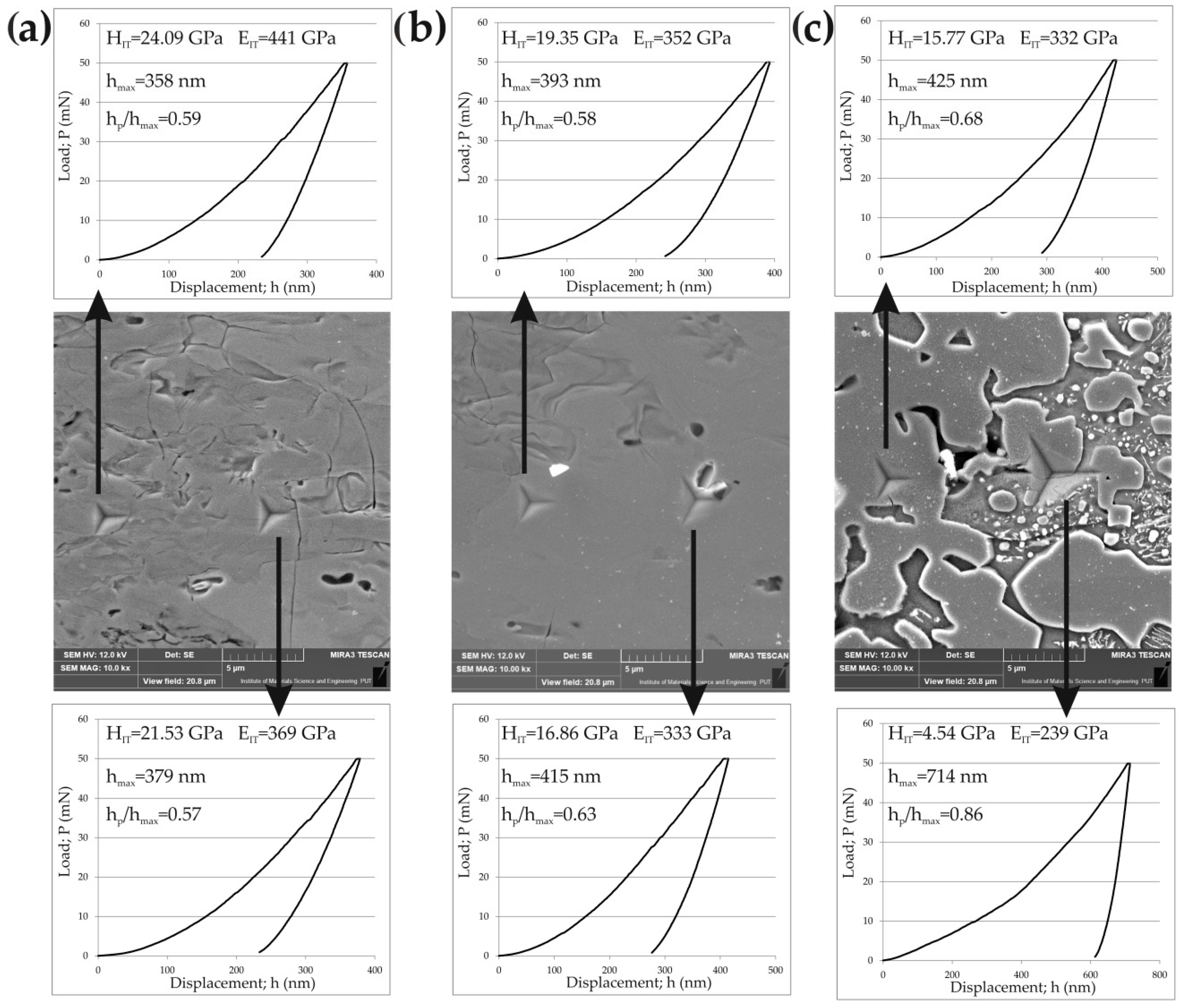
- The nanomechanical properties of the borided layer produced on X165CrV12 steel strongly depended on the selected testing area. The highest indentation hardness (HIT = 21.88 ± 1.35 GPa) and indentation Young’s modulus (EIT = 386.27 ± 27.04 GPa) were measured in the FeB zone. This situation was caused by the presence of CrB borides in the outer FeB zone.
- In the transition zone, as a result of the accumulation of chromium atoms below the iron borides zone, high hardness (15.77 GPa) and Young’s modulus (332 GPa) were obtained in some areas. This was related to the presence of alloyed carbides in this region.
- The wear tests showed improved wear resistance of the borided X165CrV12 tool steel in comparison to the non-borided specimen. The mass wear intensity factor (Imw) was four times lower for the borided material. Simultaneously, the borided X165CrV12 steel had a nine times lower ratio of mass loss to the length of wear path (Δm/l) in comparison to the non-borided X165CrV12 steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Keddam, M.; Kulka, M.; Makuch, N.; Pertek, A.; Małdziński, L. A kinetic model for estimating the boron activation energies in the FeB and Fe2B layers during the gas-boriding of Armco iron: Effect of boride incubation times. Appl. Surf. Sci. 2014, 298, 155–163. [Google Scholar] [CrossRef]
- Keddam, M.; Chentouf, S.M. A diffusion model for describing the player growth (FeB/ Fe2B) during the iron powder-pack boriding. Appl. Surf. Sci. 2005, 252, 393–399. [Google Scholar] [CrossRef]
- Ozdemir, O.; Usta, M.; Bindal, C.; Ucisik, A.H. Hard iron boride (Fe2B) on 99.97 wt% pure iron. Vacuum 2006, 80, 1391–1395. [Google Scholar] [CrossRef]
- Kulka, M.; Makuch, N.; Piasecki, A. Nanomechanical characterization and fracture toughness of FeB and Fe2B iron borides produced by gas boriding of Armco iron. Surf. Coat. Technol. 2017, 325, 515–532. [Google Scholar] [CrossRef]
- Ucisik, A.H.; Bindal, C. Fracture toughness of boride formed on low-alloy steels. Surf. Coat. Technol. 1997, 94–95, 561–565. [Google Scholar] [CrossRef]
- Hernández-Sanchez, E.; Rodriguez-Castro, G.; Meneses-Amador, A.; Bravo-Bárcenas, D.; Arzate-Vazquez, I.; Martínez-Gutiérrez, H.; Romero-Romo, M.; Campos-Silva, I. Effect of the anisotropic growth on the fracture toughness measurements obtained in the Fe2B layer. Surf. Coat. Technol. 2013, 237, 292–298. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Hernández-Sánchez, E.; Rodríguez-Castro, G.; Cimenoglu, H.; Nava-Sánchez, J.L.; Meneses-Amador, A.; Carrera-Espinoza, R. A study of indentation for mechanical characterization of the Fe2B layer. Surf. Coat. Technol. 2013, 232, 173–181. [Google Scholar] [CrossRef]
- Tsipas, D.N.; Rus, J. Boronizing of alloy steels. J. Mater. Sci. Lett. 1987, 6, 118–120. [Google Scholar] [CrossRef]
- Kulka, M.; Pertek, A.; Makuch, N. The importance of carbon concentration–depth profile beneath iron borides for low-cycle fatigue strength. Mater. Sci. Eng. A 2011, 528, 8641–8650. [Google Scholar] [CrossRef]
- Kulka, M.; Makuch, N.; Pertek, A.; Piasecki, A. An alternative method of gas boriding applied to the formation of borocarburized layer. Mater. Charact. 2012, 72, 59–67. [Google Scholar] [CrossRef]
- Taktak, S.; Tasgetiren, S. Identification of delamination failure of boride layer on common Cr-based steels. J. Mater. Eng. Perform. 2006, 15, 570–574. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Martínez-Trinidad, J.; Doñu-Ruíz, M.A.; Rodríguez-Castro, G.; Hernández-Sánchez, E.; Bravo-Bárcenas, O. Interfacial indentation test of FeB/Fe2B coatings. Surf. Coat. Technol. 2011, 206, 1809–1815. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Ortiz-Domínguez, M.; Tapia-Quintero, C.; Rodríguez-Castro, G.; Jiménez-Reyes, M.Y.; Chávez-Gutiérrez, E. Kinetics and boron diffusion in the FeB/Fe2B layers formed at the surface of borided high-alloy steel. J. Mater. Eng. Perform. 2012, 21, 1714–1723. [Google Scholar] [CrossRef]
- Dybkov, V.I. Growth of boride layers on the 13% Cr steel surface in a mixture of amorphous boron and KBF4. J. Mater. Sci. 2007, 42, 6614–6627. [Google Scholar] [CrossRef]
- Badini, C.; Gianoglio, C.; Pradelli, G. Preferential distribution of chromium and nickel in the borided layer obtained on synthetic Fe-Cr-N i alloys. J. Mater. Sci. 1986, 21, 1721–1729. [Google Scholar] [CrossRef]
- Carbucicchio, M.; Palombarini, G. Effects of alloying elements on the growth of iron boride coatings. J. Mater. Sci. Lett. 1987, 6, 1147–1149. [Google Scholar] [CrossRef]
- Dybkov, V.I.; Goncharuk, L.V.; Khoruzha, V.G.; Samelyuk, A.V.; Sidorko, V.R. Growth kinetics and abrasive wear resistance of boride layers on Fe–15Cr alloy. Mater. Sci. Technol. 2011, 27, 1502–1512. [Google Scholar] [CrossRef]
- Taktak, S. Some mechanical properties of borided AISI H13 and 304 steels. Mater. Des. 2007, 28, 1836–1843. [Google Scholar] [CrossRef]
- Campos, I.; Farah, M.; Lopez, N.; Bermudez, G.; Rodriguez, G.; Villa Velazquez, C. Evaluation of the tool life and fracture toughness of cutting tools boronized by the paste boriding process. Appl. Surf. Sci. 2008, 254, 2967–2974. [Google Scholar] [CrossRef]
- Kulka, M. Current Trends in Boriding: Techniques; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. Soc. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Byakova, A.V.; Milman, Y.V.; Vlasov, A.A. Application of the plasticity characteristic determined by the indentation technique for evaluation of mechanical properties of coatings: I. Specific features of the test method procedure. Sci. Sinter. 2004, 36, 27–41. [Google Scholar] [CrossRef]
- Liang, Y.; Zhong, Z.; Zhang, W. A thermodynamic criterion for designing superhard transition-metal borides with ultimate boron content. Comput. Mater. Sci. 2013, 68, 222–228. [Google Scholar] [CrossRef]
- Carbucicchio, M.; Grazzi, C.; Palombarini, G.; Rateo, M.; Sambogna, G. On the phase transformations in Cr–FeB and Fe–CrB systems at high temperature. Hyperfine Interact. 2002, 139–140, 393–398. [Google Scholar] [CrossRef]
- Keddam, M.; Makuch, N.; Kulka, M.; Miklaszewski, A. Mechanical properties and kinetics of boride layers on AISI D2 steel produced by plasma paste boriding. Indian J. Eng. Mater. Sci. 2020, 27, 221–233. [Google Scholar]
- Keddam, M.; Topuz, P. A kinetic approach for assessing boron diffusivities in iron boride layers formed on 34CrAlNi7 steel. J. Chem. Technol. Metall. 2022, 57, 824–833. [Google Scholar]
- Keddam, M.; Kulka, M. Simulation of the growth kinetics of FeB and Fe2B layers on AISI D2 steel by the integral method. Phys. Met. Metallogr. 2018, 119, 842–851. [Google Scholar] [CrossRef]
- Yu, L.G.; Chen, X.J.; Khor, A.K.; Sundararajan, G. FeB/Fe2B phase transformation during SPS pack-boriding: Boride layer growth kinetics. Acta Mater. 2005, 53, 2361–2368. [Google Scholar] [CrossRef]
- Nait Abdellah, Z.; Chegroune, R.; Keddam, M.; Bouarour, B.; Haddour, L.; Elias, A. The Phase Stability in the Fe-B Binary System: Comparison between the interstitial and substitutional models. Defect Diffus. Forum 2012, 322, 1–9. [Google Scholar] [CrossRef]
- Goodman, T.R. Application of integral methods to transient nonlinear heat transfer. Adv. Heat Transf. 1964, 1, 51–122. [Google Scholar]
- Press, W.H.; Flannery, B.P.; Teukolsky, S.A. Numerical Recipes in Pascal: The Art of Scientific Computing; Cambridge University Press: Cambridge, UK, 1989. [Google Scholar]
- Keddam, M.; Jurči, P. Simulating the growth of dual-phase boride layer on AISI M2 steel by two kinetic approaches. Coatings 2021, 11, 433. [Google Scholar] [CrossRef]
- Keddam, M.; Kulka, M. Simulation of boriding kinetics of AISI D2 steel by using two different approaches. Met. Sci. Heat Treat. 2020, 61, 756–763. [Google Scholar] [CrossRef]
- Kayali, Y.; Talaş, Ş.; Yalçin, M.C.; Kul, M.; Yazar, M.; Kir, H. Diffusion Kinetics of Boronized ASP®2012 Tool Steel Produced by Powder Metallurgy. Prot. Metals Phys. Chem. Surf. 2022, 58, 1036–1043. [Google Scholar] [CrossRef]
- Turkoglu, T.; Ay, I. Investigation of mechanical, kinetic and corrosion properties of borided AISI 304, AISI 420 and AISI 430. Surf. Eng. 2021, 37, 1020–1031. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Hernandez-Ramirez, E.J.; Contreras-Hernandez, A.; Rosales-Lopez, J.L.; Valdez-Zayas, E.; Mejía-Caballero, I.; Martínez-Trinidad, J. Pulsed-DC powder-pack boriding: Growth kinetics of boride layers on an AISI 316 L stainless steel and Inconel 718 superalloy. Surf. Coat. Technol. 2021, 421, 127404. [Google Scholar] [CrossRef]
- Keddam, M.; Chegroune, R.; Kulka, M.; Makuch, N.; Panfil, D.; Siwak, P.; Taktak, S. Characterization, tribological and mechanical properties of plasma paste borided AISI 316 steel. Trans. Indian Inst. Met. 2018, 71, 79–90. [Google Scholar] [CrossRef]
- Arslan, M.; Karimzadehkhoei, M.; Kartal Sireli, G.; Coskun, O.K.; Sert, M.; Timur, S. Investigating growth of iron borides with the formation of monolithic Fe2B layer on AISI 304 stainless steel via cathodic reduction and thermal diffusion-based boriding. J. Mater. Eng. Perform. 2022, 31, 3274–3286. [Google Scholar] [CrossRef]
- Sen, S.; Sen, U.; Bindal, C. An approach to kinetic study of borided steels. Surf. Coat. Technol. 2005, 191, 274–285. [Google Scholar] [CrossRef]
- Rodríguez-Castro, G.; Campos-Silva, I.; Chávez-Gutiérrez, E.; Martínez-Trinidad, J.; Hernández-Sánchez, E.; Torres-Hernández, A. Mechanical properties of FeB and Fe2B layers estimated by Berkovich nanoindentation on tool borided steel. Surf. Coat. Technol. 2013, 215, 291–299. [Google Scholar] [CrossRef]
- Uslu, I.; Comert, H.; Ipek, M.; Celebi, F.G.; Ozdemir, O.; Bindal, C. A comparison of borides formed on AISI 1040 and AISI P20 steels. Mater. Des. 2007, 28, 1819–1826. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Mn | Si | V | P | S |
|---|---|---|---|---|---|---|---|
| wt.% | 1.55–1.75 | 11.00–12.00 | 0.20–0.40 | 0.25–0.40 | 0.07–0.12 | ≤0.035 | ≤0.035 |
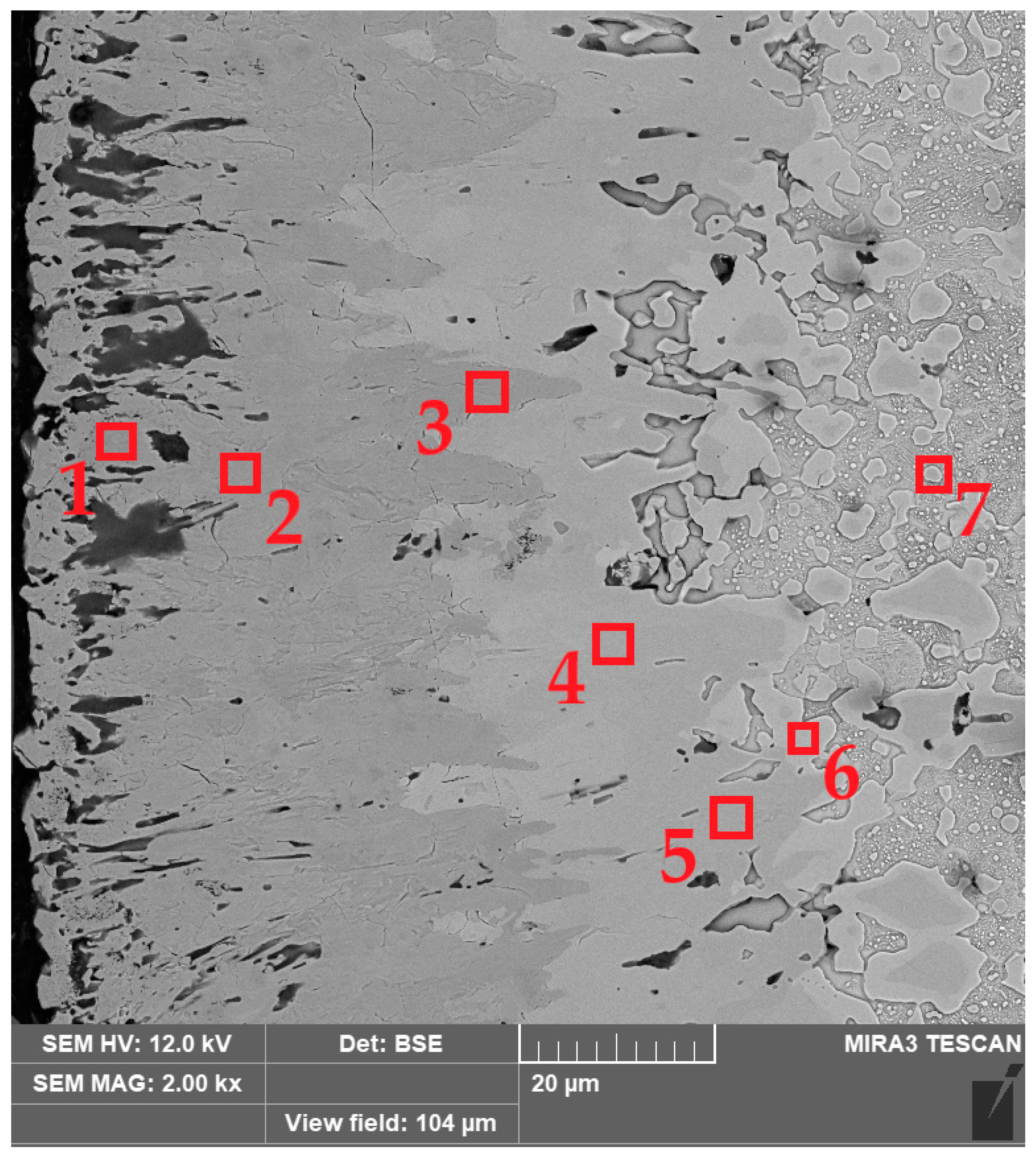
| Element Concentration (wt.%) | Area 1 | Area 2 | Area 3 | Area 4 | Area 5 | Area 6 | Area 7 |
|---|---|---|---|---|---|---|---|
| Fe | 47.5 | 74.2 | 73.0 | 77.2 | 82.7 | 83.6 | 88.4 |
| Cr | 33.7 | 7.7 | 10.7 | 13.6 | 9.0 | 15.3 | 11.6 |
| B | 18.8 | 18.1 | 16.3 | 9.2 | 8.3 | 1.1 | 0.0 |
| Temperature (K) | k’ (µm s−0.5) at the First Interface | k (µm s−0.5) at the Second Interface |
|---|---|---|
| 1123 | 0.088 | 0.1839 |
| 1173 | 0.1486 | 0.3142 |
| 1223 | 0.1934 | 0.4262 |
| Temperature (K) | (×10−12 m2 s−1) Equation (24) | (×10−12 m2 s−1) Equation (25) | ε Parameter | η Parameter |
|---|---|---|---|---|
| 1123 | 0.41 | 0.35 | 0.0689 | 0.1556 |
| 1173 | 1.17 | 1.03 | 0.0687 | 0.1551 |
| 1223 | 2.02 | 1.89 | 0.0681 | 0.1537 |
| Steel | Boronizing Treatment | Interval of Temperature (K) | Activation Energy (kJ mol−1) | Approach Utilized | Refs. |
|---|---|---|---|---|---|
| 34CrAlNi7 | Powder-pack | 1123–1323 for 1–4 h | 169.4 (FeB) 165.27 (Fe2B) | Integral method | [27] |
| AISI M2 | Powder-pack | 1173–1323 For 4–10 h | 206.41(FeB) 216.18 (Fe2B) | Integral method | [33] |
| AISI M2 | Powder-pack | 1173–1323 For 4–10 h | 226.02 (FeB) 209.04 (Fe2B) | Dybkov model | [33] |
| AISI D2 | Powder-pack | 1223–1273 For 3–10 h | 208.04 (FeB) 197.46 (Fe2B) | MDC method | [34] |
| ASP®2012 | Powder-pack | 1123–1223 For 2–6 h | 314.716 | Parabolic relationship | [35] |
| AISI 304 | Powder-pack | 1123–1273 For 2–6 h | 182.359 | Parabolic relationship | [36] |
| AISI 420 | Powder-pack | 1123–1273 For 2–6 h | 242.153 | Parabolic relationship | [36] |
| AISI 430 | Powder-pack | 1123–1273 For 2–6 h | 151.373 | Parabolic relationship | [36] |
| AISI 316 L | Pulsed DC powder | 1123–1273 For 0.5–2 h | 162 (FeB) 171 (Fe2B) | Diffusion model | [37] |
| AISI 316 | Plasma-paste boriding (PPB) | 973–1073 For 3–7 h | 118.12 | Classical parabolic growth law | [38] |
| AISI 304 | CRTD-Bor | 1223–1323 For 0.25–1 h | 181.46 | Classical parabolic growth law | [39] |
| AISI D2 | Salt bath | 1073–1273 For 2–8 h | 170 | Classical parabolic growth law | [40] |
| X165CrV12 | Powder-pack with an open retort | 1123–1223 For 3–9 h | 173.73 (FeB) 193.47 (Fe2B) | Integral diffusion model | Present work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Makuch, N.; Kulka, M.; Keddam, M.; Piasecki, A. Growth Kinetics, Microstructure Evolution, and Some Mechanical Properties of Boride Layers Produced on X165CrV12 Tool Steel. Materials 2023, 16, 26. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16010026
Makuch N, Kulka M, Keddam M, Piasecki A. Growth Kinetics, Microstructure Evolution, and Some Mechanical Properties of Boride Layers Produced on X165CrV12 Tool Steel. Materials. 2023; 16(1):26. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16010026
Chicago/Turabian StyleMakuch, Natalia, Michał Kulka, Mourad Keddam, and Adam Piasecki. 2023. "Growth Kinetics, Microstructure Evolution, and Some Mechanical Properties of Boride Layers Produced on X165CrV12 Tool Steel" Materials 16, no. 1: 26. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16010026