
Manufacturing of Pure Copper with Electron Beam Melting and the Effect of Thermal and Abrasive Post-Processing on Microstructure and Electric Conductivity
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Copper
2.2. Electron Beam Melting
2.3. Surface Roughness, Relative Density, Microstructure and Vickers Hardness
2.4. Thermal and Abrasive Post-Processing
2.5. Electric Conductivity
3. Results and Discussion
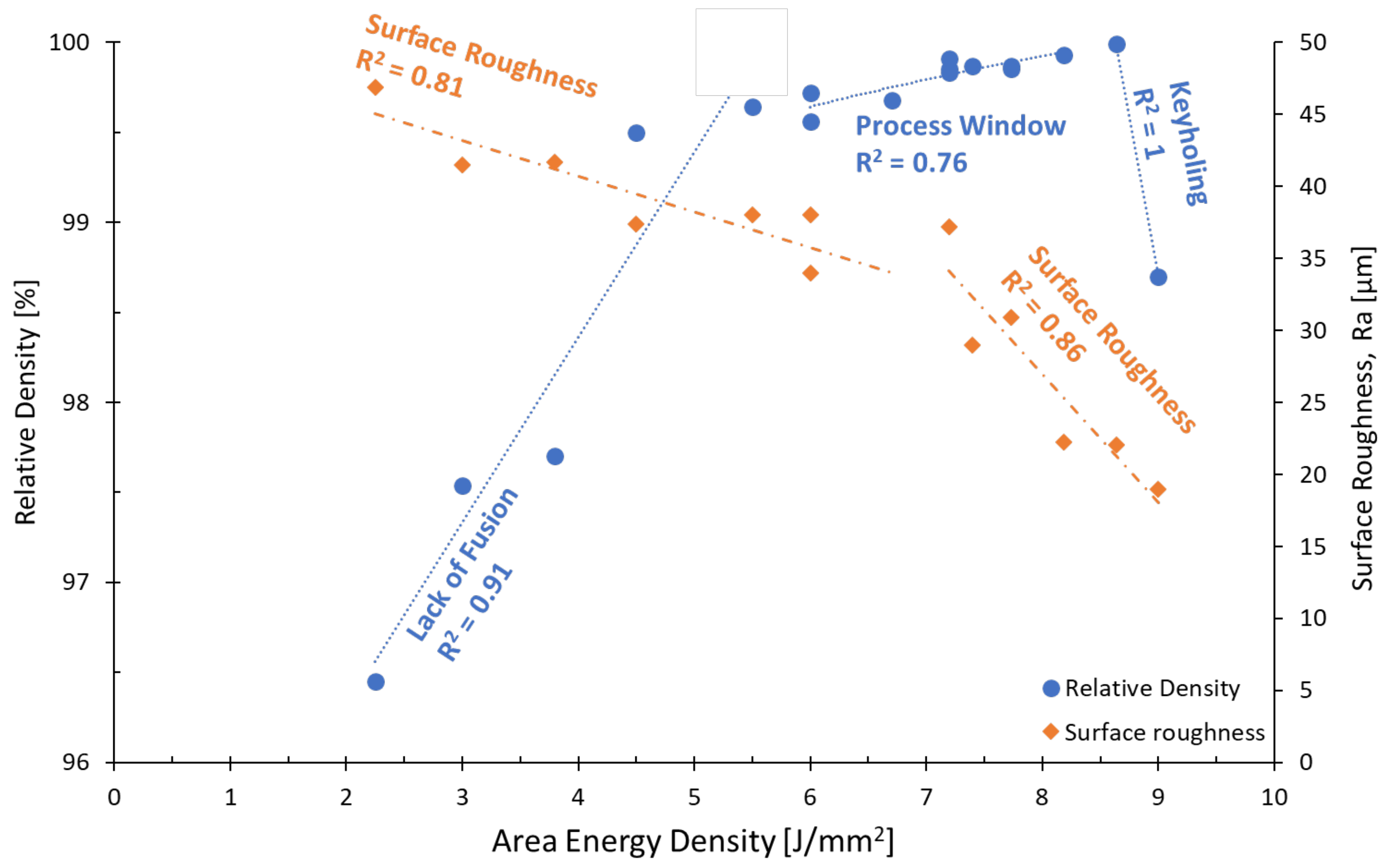
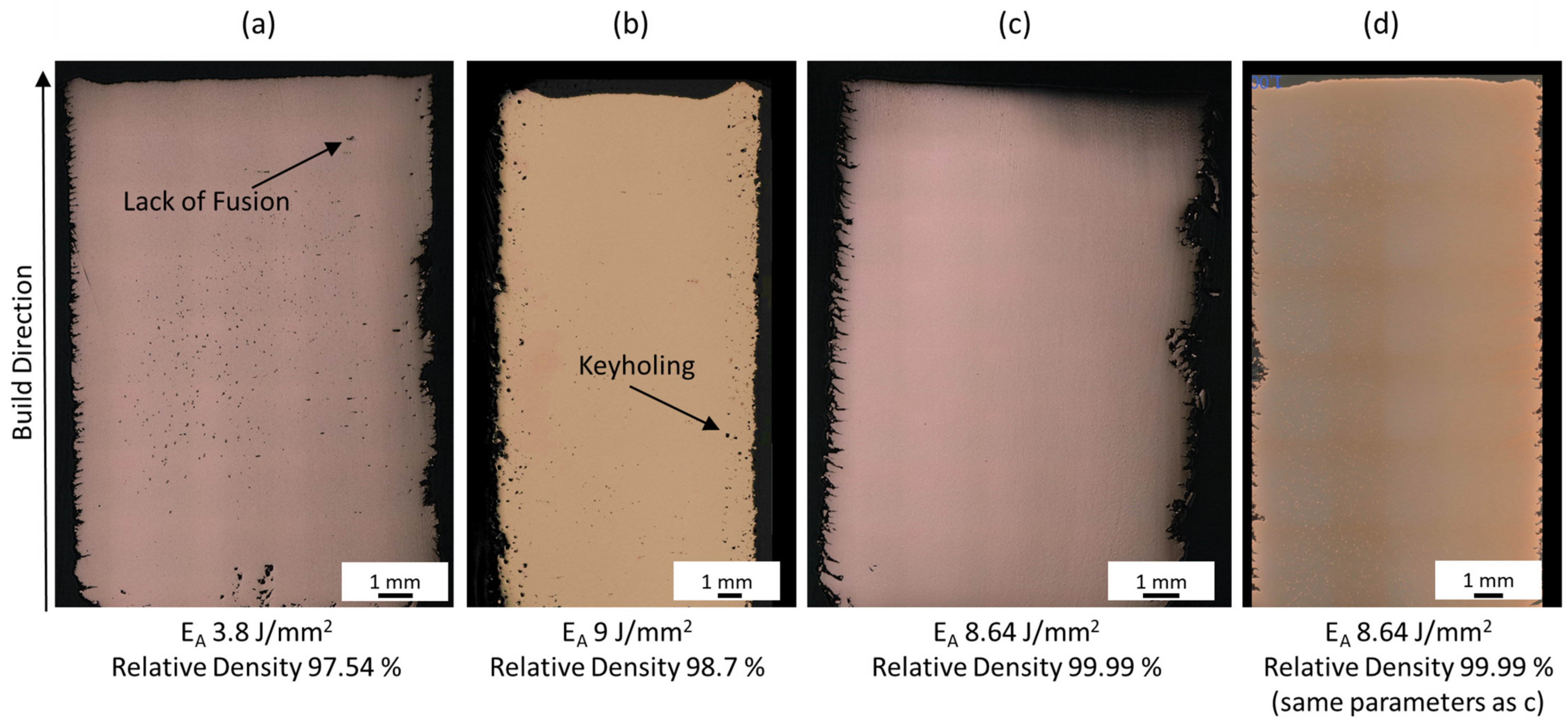
3.1. EBM Process Window Development
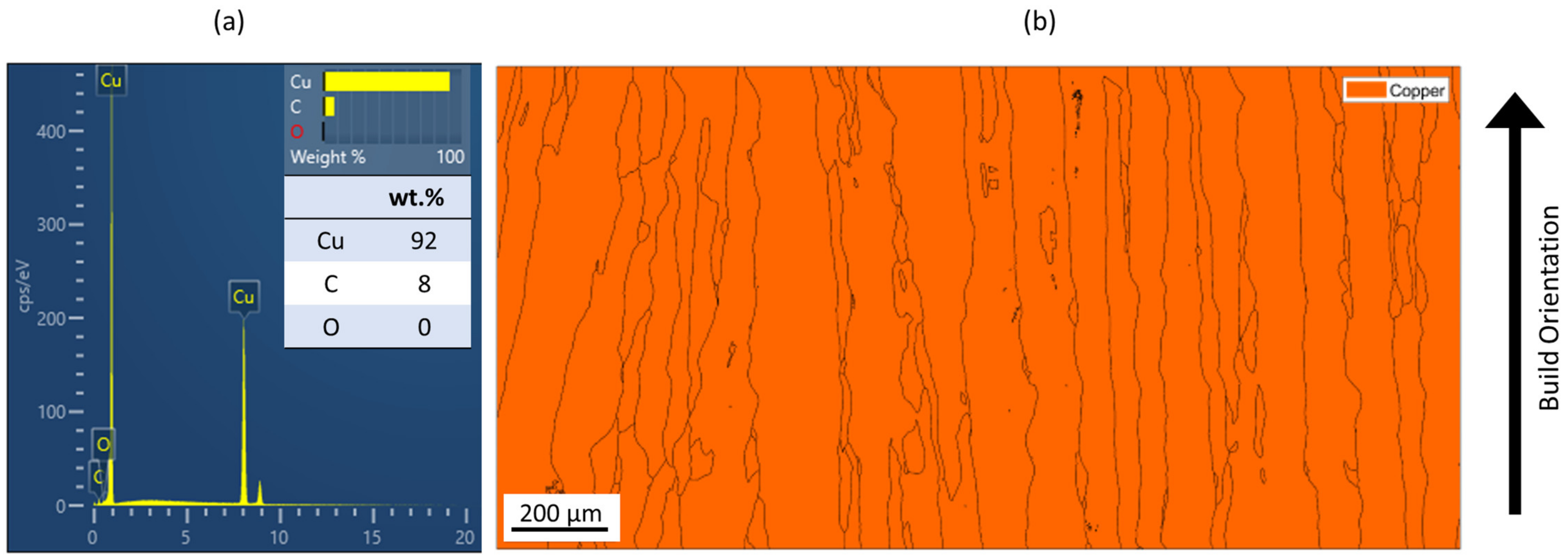
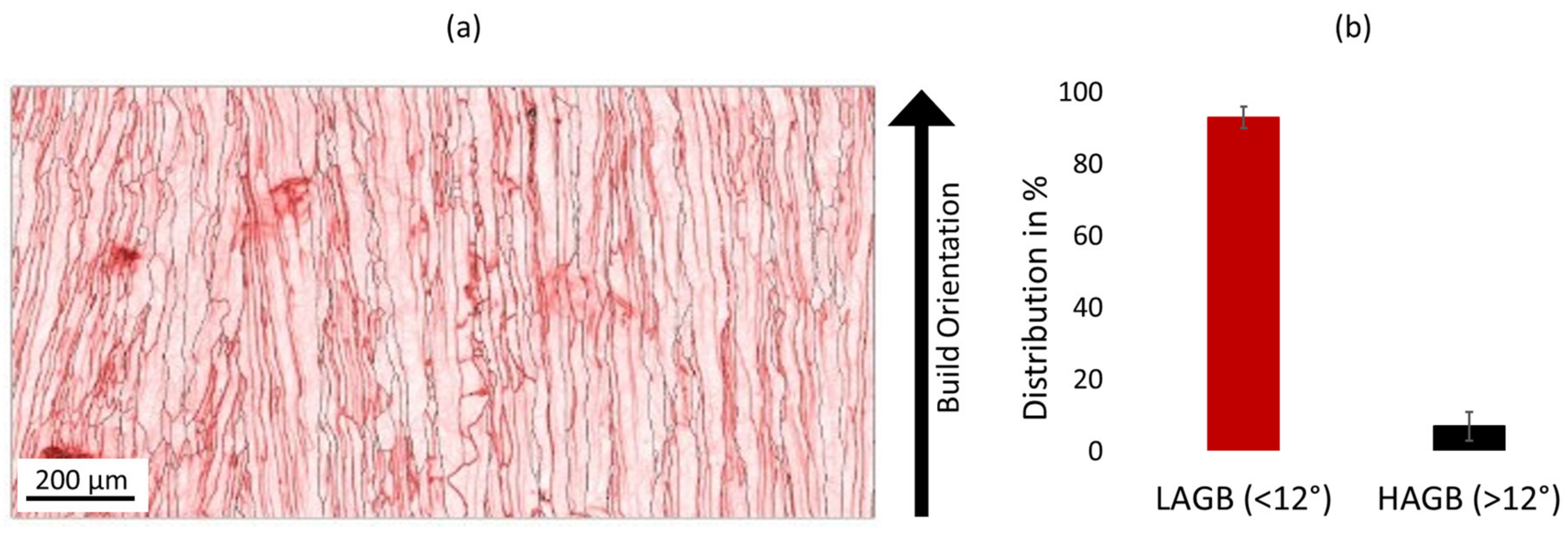
3.2. As Built Microstructure and Electric Conductivity
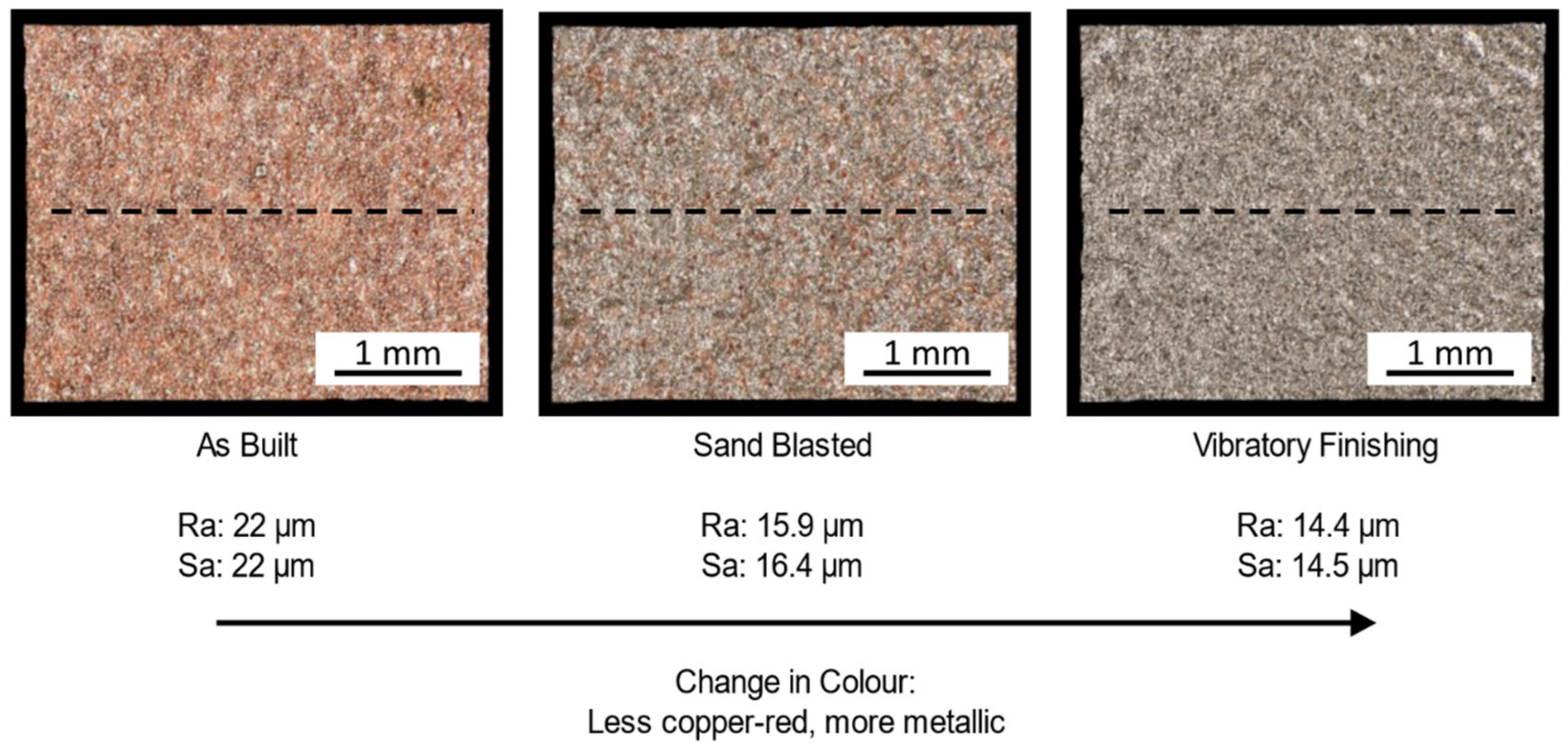
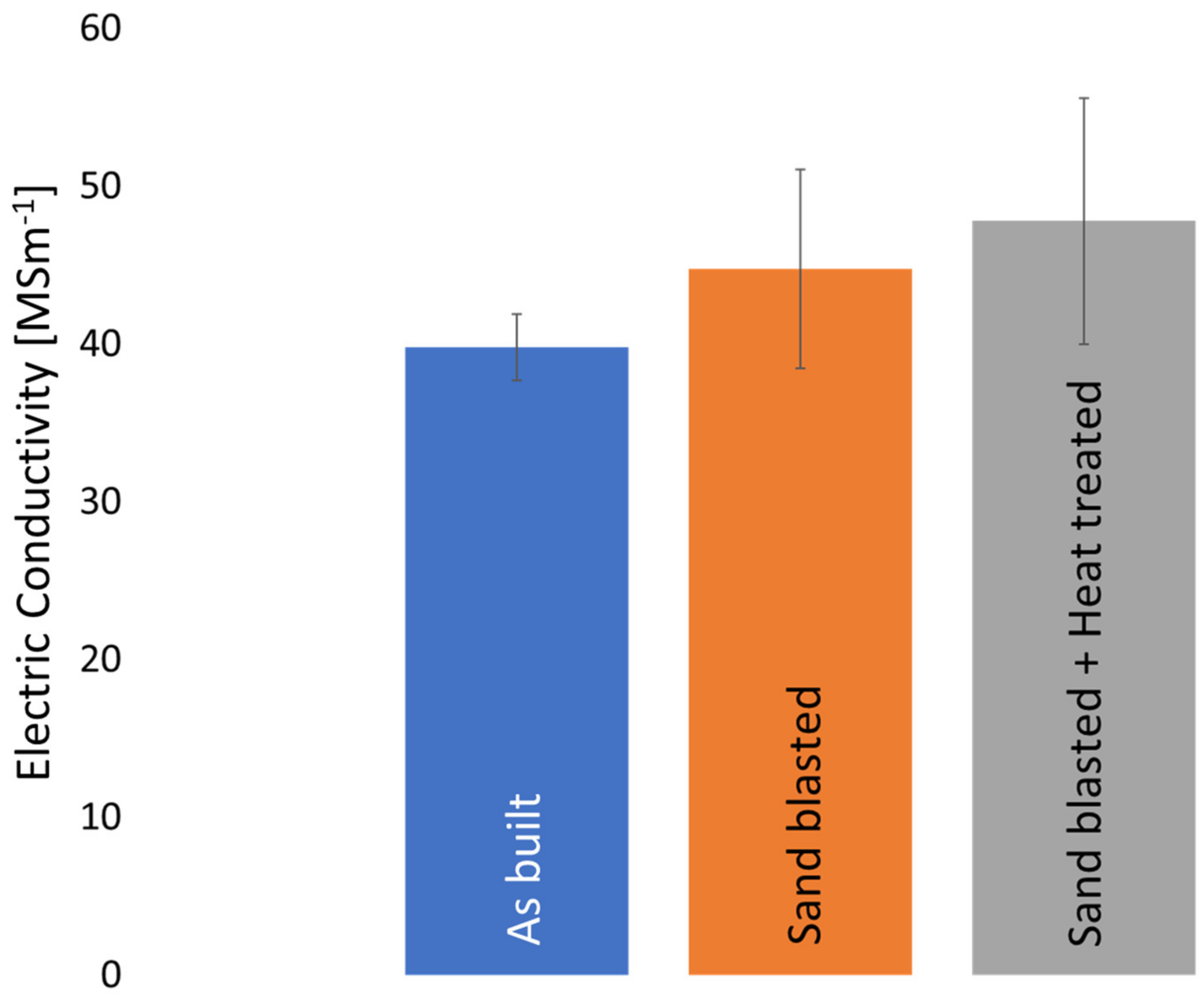
3.3. Abrasive Post-Processing and Electric Conductivity
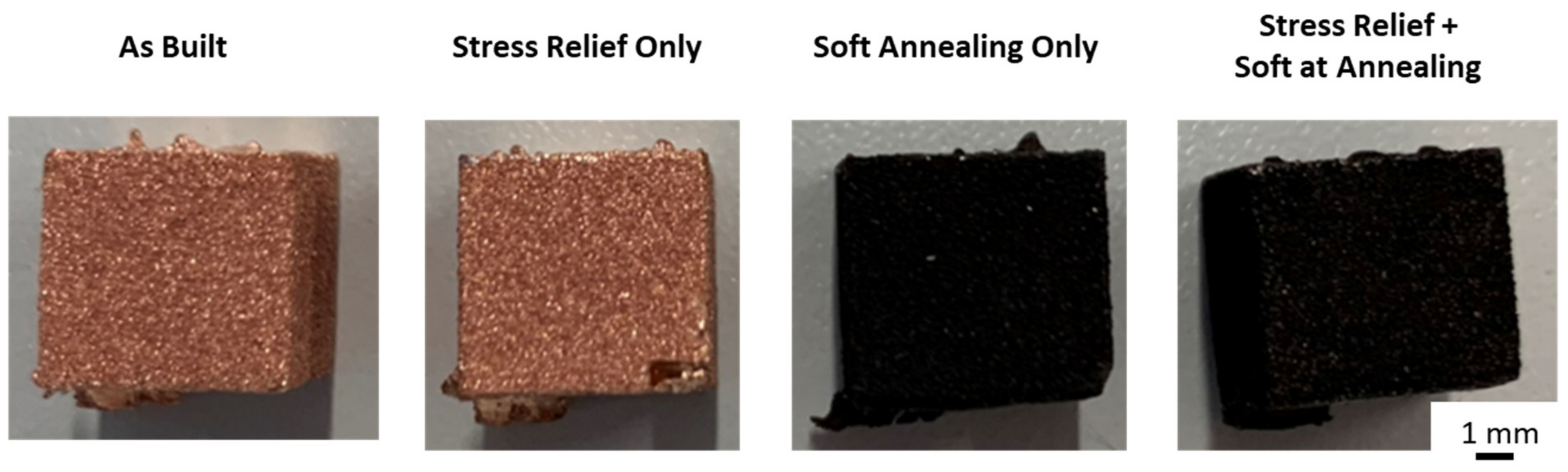
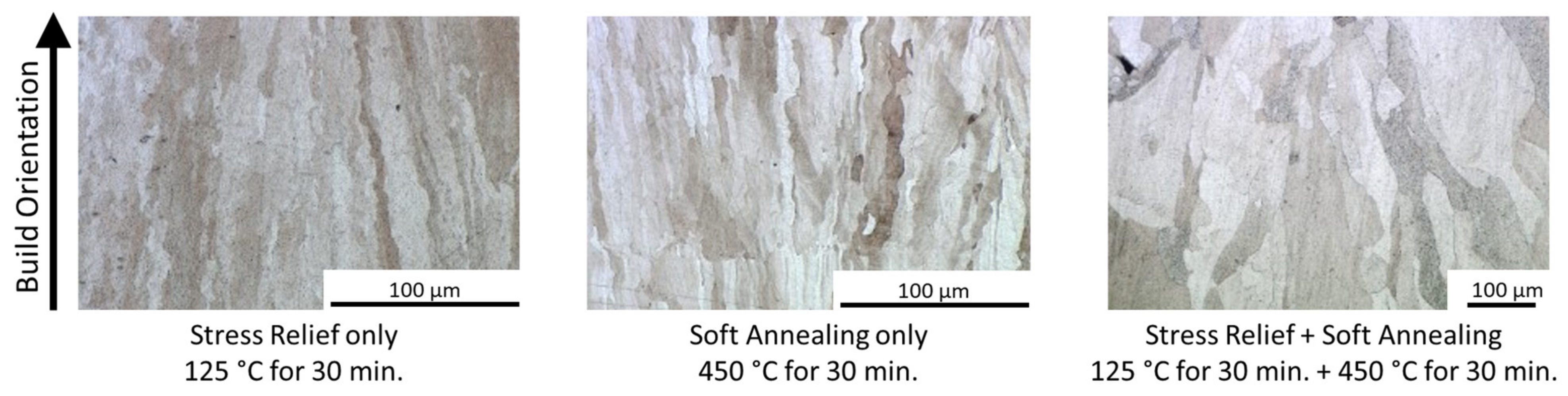
3.4. Heat Treated Microstructure and Electric Conductivity
4. Conclusions and Outlook
- Electric conductivity is heavily dependent on grain boundary angles, chemical composition and surface finish.
- An increase in electric conductivity is achieved by increasing grain size. Further research into achieving a single crystal with EBM should be considered to study the effect on electric conductivity.
- Straight grain boundaries improve electric conductivity. This can be achieved by increasing the overall build temperature.
- There is trade-off between hardness and electric conductivity: For high electric conductivity, large grains are required. For high hardness, a small grain size is needed.
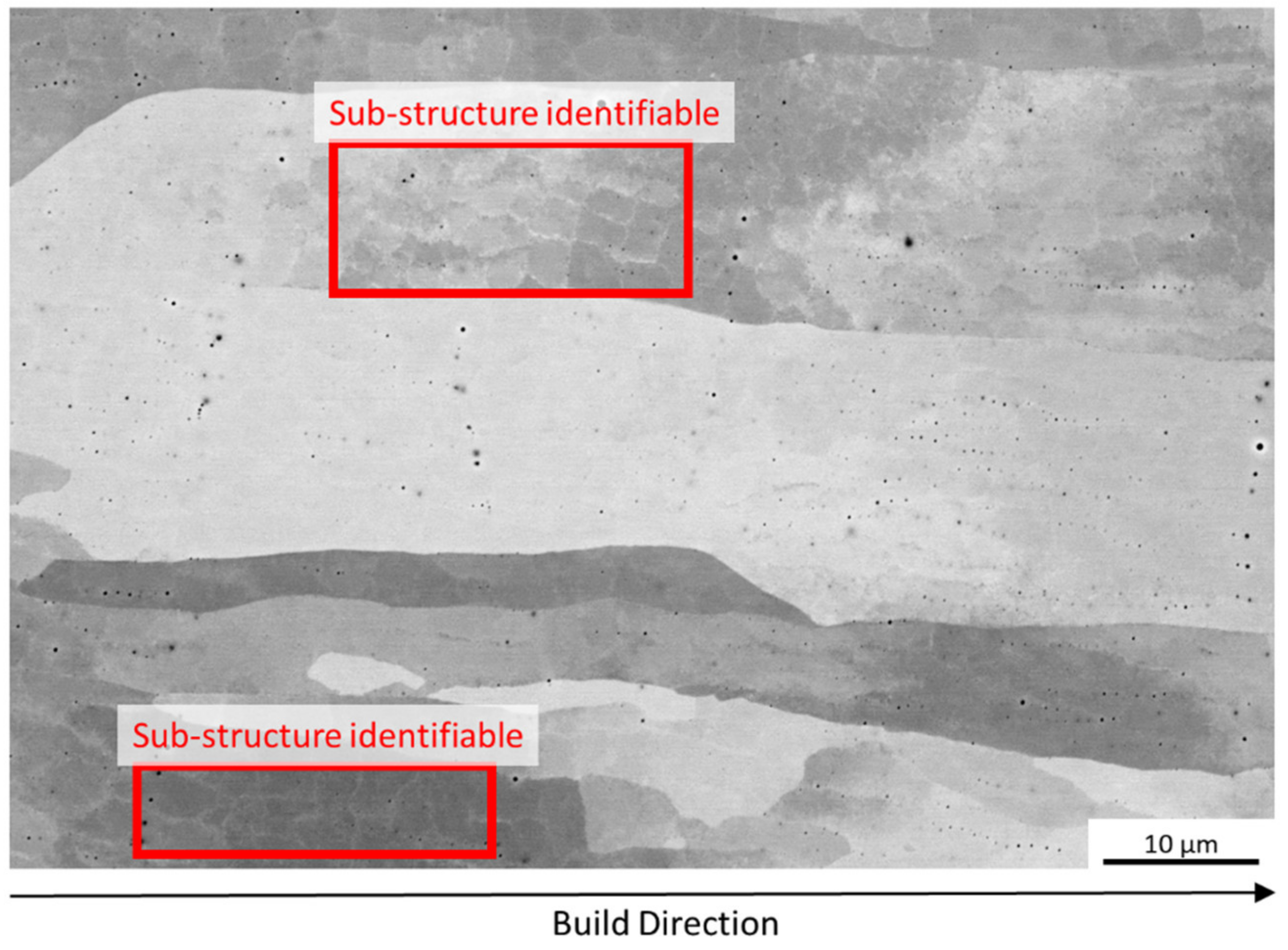
- Chemical impurities, at smaller scales than EDX or EBSD, lead to a sub-structure within grains and significantly reduce electric conductivity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Campbell, J.W. The Development of Water Pipes: A Brief Introduction from Ancient Times until the Industrial Revolution; University of Cambridge: Cambridge, UK, 2021. [Google Scholar]
- Elguindi, J.; Hao, X.; Lin, Y.; Alwathnani, H.A.; Wei, G.; Rensing, C. Advantages and challenges of increased antimicrobial copper use and copper mining. Appl. Microbiol. Biotechnol. 2011, 91, 237–249. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Arumskog, P.; Eichler, S. Electron Beam Melting of Pure Copper—From Research to Industrialization. In Proceedings of the 2020 IEEE 21st International Conference on Vacuum Electronics (IVEC), Monterey, CA, USA, 19–22 October 2020; pp. 89–90. [Google Scholar]
- Davis, J.R. (Ed.) Copper and Copper Alloys; ASM International: Materials Park, OH, USA, 2001; ISBN 9780871707260. [Google Scholar]
- Singer, F.; Deisenroth, D.C.; Hymas, D.M.; Ohadi, M.M. Additively manufactured copper components and composite structures for thermal management applications. In Proceedings of the 2017 16th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 30 May–2 June 2017; pp. 174–183. [Google Scholar]
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.-G.; Lee, J.-H.; Zhang, J. Additive Manufacturing of Metallic Materials: A Review. J. Mater. Eng Perform 2018, 27, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. Int. Sch. Res. Not. 2012, 2012, 208760. [Google Scholar] [CrossRef] [Green Version]
- Lu, B. Additive Manufacturing of Copper-based Alloy by Laser Powder Bed Fusion. Master’s Thesis, University of Central Florida, Orlando, FL, USA, 2020. [Google Scholar]
- Ren, Z.; Zhang, D.Z.; Fu, G.; Jiang, J.; Zhao, M. High-fidelity modelling of selective laser melting copper alloy: Laser reflection behavior and thermal-fluid dynamics. Mater. Des. 2021, 207, 109857. [Google Scholar] [CrossRef]
- Markl, M.; Lodes, M.; Franke, M.; Körner, C. Additive manufacturing using selective electron beam melting. Weld. Cut. 2017, 16, 177–184. [Google Scholar]
- Guschlbauer, R.; Burkhardt, A.K.; Fu, Z.; Körner, C. Effect of the oxygen content of pure copper powder on selective electron beam melting. Mater. Sci. Eng. A 2020, 779, 139106. [Google Scholar] [CrossRef]
- Lodes, M.A.; Guschlbauer, R.; Körner, C. Process development for the manufacturing of 99.94% pure copper via selective electron beam melting. Mater. Lett. 2015, 143, 298–301. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process development of 99.95% pure copper processed via selective electron beam melting and its mechanical and physical properties. Mater. Charact. 2018, 143, 163–170. [Google Scholar] [CrossRef]
- Raab, S.J.; Guschlbauer, R.; Lodes, M.A.; Körner, C. Thermal and Electrical Conductivity of 99.9% Pure Copper Processed via Selective Electron Beam Melting. Adv. Eng. Mater. 2016, 18, 1661–1666. [Google Scholar] [CrossRef]
- Frigola, P.; Harrysson, O.A.; Horn, T.J.; West, H.A.; Rodriguez, E. Fabricating Copper Components with Electron Beam Melting. Adv. Mater. Process. 2014, 172, 20–24. [Google Scholar]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Q.; Zhang, P.; Yu, Z.; Shi, H.; Di, W.; Yan, H.; Ye, X.; Lu, Q.; Tian, Y. A Review on Additive Manufacturing of Pure Copper. Coatings 2021, 11, 740. [Google Scholar] [CrossRef]
- Kittel, C. Introduction to Solid State Physics, 8th ed.; Wiley: Hoboken, NJ, USA, 2005; ISBN 9780471680574. [Google Scholar]
- Ledford, C.; Rock, C.; Tung, M.; Wang, H.; Schroth, J.; Horn, T. Evaluation of Electron Beam Powder Bed Fusion Additive Manufacturing of High Purity Copper for Overhang Structures Using In-Situ Real Time Backscatter Electron Monitoring. Procedia Manuf. 2020, 48, 828–838. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Zhao, X.; Chinnappan, P.K.; Shanmugam, V.; Lin, Z.; Hulme, C. Process and geometrical integrity optimization of electron beam melting for copper. CIRP Ann. 2022, 71, 201–204. [Google Scholar] [CrossRef]
- Cao, S.; Zou, Y.; Lim, C.V.S.; Wu, X. Review of laser powder bed fusion (LPBF) fabricated Ti-6Al-4V: Process, post-process treatment, microstructure, and property. Light: Adv. Manuf. 2021, 2, 20. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef] [Green Version]
- Roos, S.; Rännar, L.-E. Process Window for Electron Beam Melting of 316LN Stainless Steel. Metals 2021, 11, 137. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Madeja, M.; Dziedzic, R.; Kobiela, K. The Effect of EBM Process Parameters on Porosity and Microstructure of Ti-5Al-5Mo-5V-1Cr-1Fe Alloy. Scanning 2019, 2019, 2903920. [Google Scholar] [CrossRef] [Green Version]
- Greco, S.; Gutzeit, K.; Hotz, H.; Kirsch, B.; Aurich, J.C. Selective laser melting (SLM) of AISI 316L—Impact of laser power, layer thickness, and hatch spacing on roughness, density, and microhardness at constant input energy density. Int. J. Adv. Manuf. Technol. 2020, 108, 1551–1562. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Megahed, S.; Aniko, V.; Schleifenbaum, J.H. Electron Beam-Melting and Laser Powder Bed Fusion of Ti6Al4V: Transferability of Process Parameters. Metals 2022, 12, 1332. [Google Scholar] [CrossRef]
- Ramirez, D.A.; Murr, L.E.; Li, S.J.; Tian, Y.X.; Martinez, E.; Martinez, J.L.; Machado, B.I.; Gaytan, S.M.; Medina, F.; Wicker, R.B. Open-cellular copper structures fabricated by additive manufacturing using electron beam melting. Mater. Sci. Eng. A 2011, 528, 5379–5386. [Google Scholar] [CrossRef]
- Bishara, H.; Lee, S.; Brink, T.; Ghidelli, M.; Dehm, G. Understanding Grain Boundary Electrical Resistivity in Cu: The Effect of Boundary Structure. ACS Nano 2021, 15, 16607–16615. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| As Built | Stress Relief | Soft Annealing | Stress Relief + Soft Annealing |
|---|---|---|---|
| Samples investigated after the EBM process (no further heat treatment) | 125 °C for 30 min. | 450 °C for 30 min. | 125 °C for 30 min. + 450 °C for 30 min. |
| As Built | Sand Blasting | Vibratory Finishing |
|---|---|---|
| Samples investigated after the EBM process (no further surface treatment) |
|
|
| 4.5 J/mm2 | 7.57 J/mm2 | 7.7 J/mm2 | 8.64 J/mm2 |
|---|---|---|---|
 |  |  |  |
| >99.5%Relative Density | >99.5%Relative Density | >99. 5%Relative Density | 99.99%Relative Density |
| 30.41 µm Average Grain Size | 38.92 µm Average Grain Size | 37.73 µm Average Grain Size | 55.3 µm Average Grain Size |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Megahed, S.; Fischer, F.; Nell, M.; Forsmark, J.; Leonardi, F.; Zhu, L.; Hameyer, K.; Schleifenbaum, J.H. Manufacturing of Pure Copper with Electron Beam Melting and the Effect of Thermal and Abrasive Post-Processing on Microstructure and Electric Conductivity. Materials 2023, 16, 73. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16010073
Megahed S, Fischer F, Nell M, Forsmark J, Leonardi F, Zhu L, Hameyer K, Schleifenbaum JH. Manufacturing of Pure Copper with Electron Beam Melting and the Effect of Thermal and Abrasive Post-Processing on Microstructure and Electric Conductivity. Materials. 2023; 16(1):73. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16010073
Chicago/Turabian StyleMegahed, Sandra, Florian Fischer, Martin Nell, Joy Forsmark, Franco Leonardi, Leyi Zhu, Kay Hameyer, and Johannes Henrich Schleifenbaum. 2023. "Manufacturing of Pure Copper with Electron Beam Melting and the Effect of Thermal and Abrasive Post-Processing on Microstructure and Electric Conductivity" Materials 16, no. 1: 73. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16010073