
Ageing Evaluation of Foamed Polymer Modified Bitumen with Bio-Flux Additive
 , , , ,
, , , ,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Bitumens and Bio-Flux Additive
2.2. Experimental Plan and Testing Methods
- Asphalt binders not subjected to foaming (ORG),
- Asphalt binders not subjected to foaming after RTFOT ageing (RTFOT),
- Asphalt binders subjected to foaming, tested with a 14-day delay (F14d),
- Asphalt binders subjected to foaming and RTFOT ageing; tested with a 14-day delay (F14d_RTFOT).
3. Results
3.1. Rheological Characteristics of the Complex Modulus G* of the Asphalt Binders
3.2. Evaluation of the Master Curves of Tested Bitumen
- αT—temperature shift coefficient
- fred—reduced frequency
- f—actual test frequency
- CI; CII—constant matching coefficients
- T—test temperature
- Tref—reference temperature
- G*—complex modulus
- δ—minimum value of G*
- α + δ—maximum value of G*
- β; γ—coefficients describing the shape of the sigmoidal function
- fref—reduced frequency
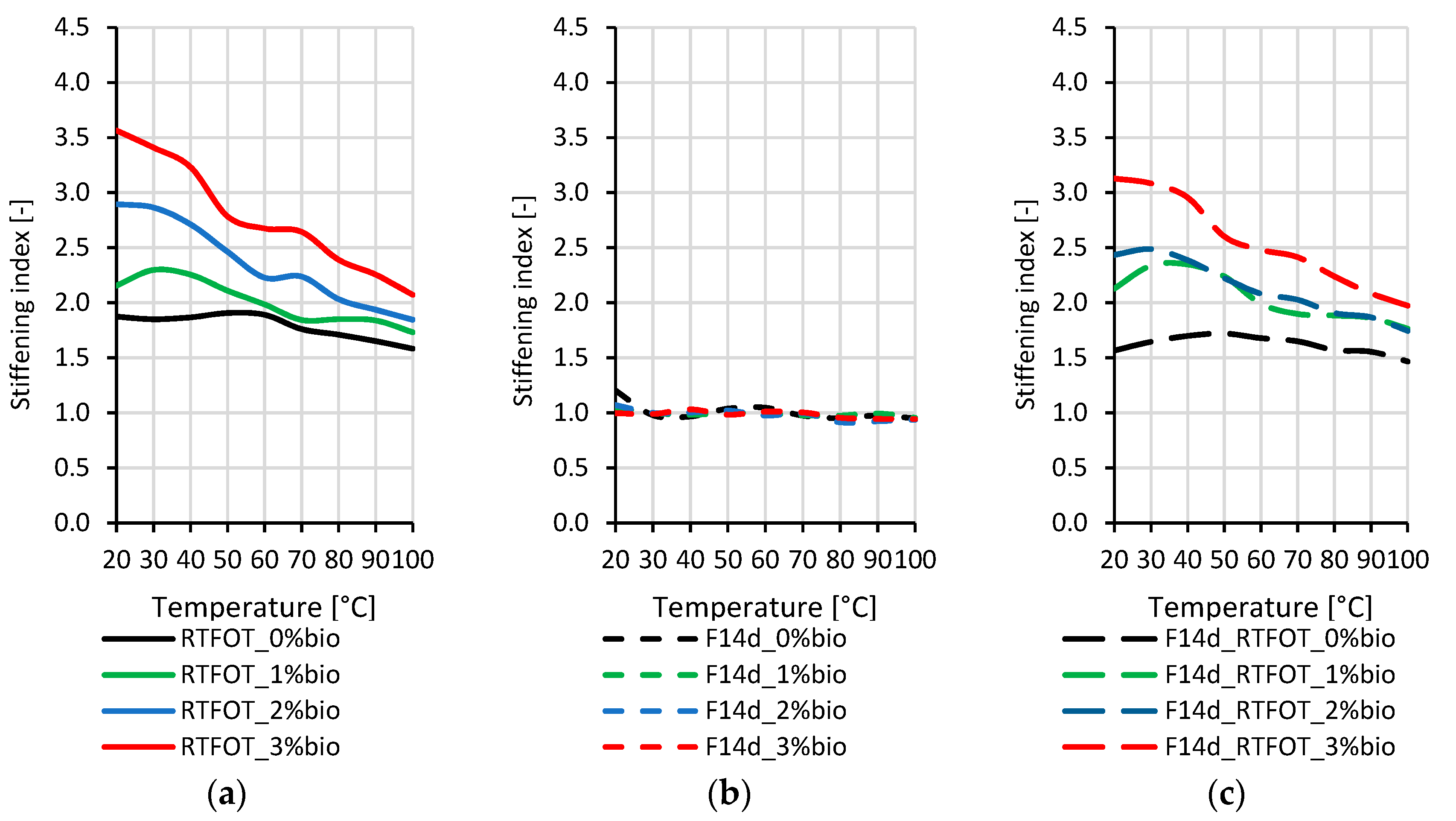
3.3. Quantitative Assessment of the Stiffening of Aged Bitumen
4. Conclusions
- The bio-flux addition causes beneficial softening of the asphalt binders. The effectiveness of its action depends on the degree of polymer modification used in the mixture and the content of the bio-flux additive.
- The process of asphalt binder foaming does not cause significant changes in the complex module G* of paving bitumen and polymer-modified bitumen. Only for foamed, highly modified bitumen was an increase in the binder’s stiffness observed at high temperatures.
- The largest changes due to short-term ageing of RTFOT occur in 50/70 road bitumen, smaller in 45/80–55 polymer bitumen, and the smallest in 45/80–80 highly modified bitumen. As the polymer content in the asphalt binder increases, the binder’s resistance to short-term ageing increases.
- The significance of the influence of the type of binder, i.e., unmodified, modified, and highly polymer-modified bitumen, as well as the content of the bio-flux additive on the values of the determined ageing indicators, was determined.
- The degree of binder stiffening due to short-term ageing increases with increasing the bio-additive content. That is the efficiency result of the oxypolymerisation reaction with the increase in the content of the bio-flux additive.
- Depending on the temperature, the degree of binder stiffening varies. They are higher in the temperature range of 20–60 °C than in the temperature range of 60–100 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- West, R.; Rodezno, C.; Julian, G.; Prowell, B.; Frank, B.; Osborn, L.V.; Kriech, T. Field Performance of Warm Mix Asphalt Technologies; The National Academies Press: Washington DC, USA, 2014. [Google Scholar]
- Piłat, J.; Gaweł, I.; Radziszewski, P.; Król, J.; Sarnowski, M. Bituminous binders fluxed with vegetable oil methyl esters and asphalt mixtures with these binders. In Proceedings of the 4th Eurasphalt and Eurobitume Congress, Copenhagen, Denmark, 21–23 May 2008; pp. 1854–1861. [Google Scholar]
- Niczke, L.; Czechowski, F.; Gawel, I. Oxidized rapeseed oil methyl ester as a bitumen flux: Structural changes in the ester during catalytic oxidation. Prog. Org. Coat. 2007, 59, 304–311. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. Use of Rejuvenators for Production of Sustainable High Content Rap Hot Mix Asphalt. In Proceedings of the XXVIII International Baltic Road Conference, Vilnius, Lithuania, 26–28 August 2013; pp. 1–10. [Google Scholar]
- Reinke, G.; Baumgardner, G.; Hanz, A.; King, S. Investigation of Sterol Chemistry to Retard the Aging of Asphalt Binders. Transp. Res. Rec. J. Transp. Res. Board 2017, 2633, 127–135. [Google Scholar] [CrossRef]
- Nizamuddin, S.; Baloch, H.A.; Jamal, M.; Madapusi, S.; Giustozzi, F. Performance of waste plastic bio-oil as a rejuvenator for asphalt binder. Sci. Total Environ. 2022, 828, 154489. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Fang, Y.; Yang, J.; Li, X. A comprehensive review of bio-oil, bio-binder and bio-asphalt materials: Their source, composition, preparation and performance. J. Traffic Transp. Eng. 2022, 9, 151–166. [Google Scholar] [CrossRef]
- Malinowski, S.; Wróbel, M.; Bandura, L.; Woszuk, A.; Franus, W. Use of New Green Bitumen Modifier for Asphalt Mixtures Recycling. Materials 2022, 15, 6070. [Google Scholar] [CrossRef]
- Al-Omari, A.A.; Khedaywi, T.S.; Khasawneh, M.A. Laboratory characterization of asphalt binders modified with waste vegetable oil using SuperPave specifications. Int. J. Pavement Res. Technol. 2018, 11, 68–76. [Google Scholar] [CrossRef]
- Lei, Z.; Bahia, H.; Yi-Qiu, T. Effect of bio-based and refined waste oil modifiers on low temperature performance of asphalt binders. Constr. Build. Mater. 2015, 86, 95–100. [Google Scholar] [CrossRef]
- Mainieri, J.J.G.; Singhvi, P.; Ozer, H.; Sharma, B.K.; Al-Qadi, I.L. Linear and nonlinear viscoelastic parameters of asphalt binders modified with softening agents. Road Mater. Pavement Des. 2022, 1–20. [Google Scholar] [CrossRef]
- Rasman, M.; Hassan, N.A.; Hainin, M.R.; Jaya, R.P.; Haryati, Y.; Shukry, N.A.M.; Abdullah, M.E.; Kamaruddin, N.H.M. Engineering properties of bitumen modified with bio-oil. MATEC Web Conf. 2018, 250, 02003. [Google Scholar] [CrossRef]
- Tian, R.; Luo, H.; Huang, X.; Zheng, Y.; Zhu, L.; Liu, F. Correlation Analysis between Mechanical Properties and Fractions Composition of Oil-Rejuvenated Asphalt. Materials 2022, 15, 1889. [Google Scholar] [CrossRef]
- Ochoa-Ambriz, L.; Pérez-Rea, M.D.L.L.; Hernández-Padrón, G.; Limón-Covarrubias, P.; Galaviz-González, J.R.; Avalos-Cueva, D. Rheological Evaluation of Softened Binders Blended with Aged Asphalt Selected with a High-Temperature Mixing Chart. Materials 2022, 15, 1775. [Google Scholar] [CrossRef]
- Mainieri, J.J.G.; Singhvi, P.; Ozer, H.; Sharma, B.K.; Al-Qadi, I.L. Fatigue Tolerance of Aged Asphalt Binders Modified with Softeners. Transp. Res. Rec. J. Transp. Res. Board 2021, 2675, 1229–1244. [Google Scholar] [CrossRef]
- Xiao, R.; Huang, B. Moisture Damage Mechanism and Thermodynamic Properties of Hot-Mix Asphalt under Aging Conditions. ACS Sustain. Chem. Eng. 2022, 10, 14865–14887. [Google Scholar] [CrossRef]
- Radziszewski, P. Changes in the Viscoelastic Properties of Polymer Modified Asphalt Binders and Asphalt Mixtures Due to Ageing (In Polish): Zmiany Właściwości Lepkosprężystych Lepiszczy Modyfikowanych i Mieszanek Mineralno-Asfaltowych w Wyniku Procesu Starzenia; Wydawnictwa Politechniki Białostockiej: Białystok, Poland, 2007; pp. 10–21. [Google Scholar]
- Hveem, F.; Zube, E.; Skog, J. Proposed new tests and specifications for paving grade asphalts. In Proceedings of the Association of Asphalt Paving Technologists Proceedings, San Francisco, CA, USA, 18–20 February 1963; Volume 32, pp. 247–327. [Google Scholar]
- Hunter, R.N.; Self, A.; Read, J. The Shell Bitumen Handbook, 6th ed.; ICE Publishing: London, UK, 2015. [Google Scholar]
- Yin, F.; Arámbula-Mercado, E.; Newcomb, D. Effect of laboratory foamer on asphalt foaming characteristics and foamed mixture properties. Int. J. Pavement Eng. 2015, 18, 358–366. [Google Scholar] [CrossRef]
- Saleh, M. Characterization of Foam Bitumen Quality and the Mechanical Properties of Foam Stabilized Mixes. In Proceedings of the 10th International Conference on Asphalt Pavements (ICAP 2006), Quebec City, QC, Canada, 12–17 August 2006. [Google Scholar]
- Williams, S.G.; Braham, A.F. Foamed Warm Mix Asphalt Design Issues; Arkansas State Highway and Transportation Department: Little Rock, AR, USA, 2015. [Google Scholar]
- Wu, S.; Zhang, W.; Shen, S.; Muhunthan, B. Field Performance of Foaming Warm Mix Asphalt Pavement. Transp. Res. Rec. J. Transp. Res. Board 2019, 2673, 281–294. [Google Scholar] [CrossRef]
- Namutebi, M.; Birgisson, B.; Bagampadde, U. Foaming Effects on Binder Chemistry and Aggregate Coatability using Foamed Bitumen. Road Mater. Pavement Des. 2011, 12, 821–847. [Google Scholar] [CrossRef]
- Maciejewski, K.; Chomicz-Kowalska, A. Foaming Performance and FTIR Spectrometric Analysis of Foamed Bituminous Binders Intended for Surface Courses. Materials 2021, 14, 2055. [Google Scholar] [CrossRef]
- Bairgi, B.K.; Mannan, U.A.; Tarefder, R.A. Tribological Evaluation for an In-Depth Understanding of Improved Workability of Foamed Asphalt. Transp. Res. Rec. J. Transp. Res. Board 2019, 2673, 533–545. [Google Scholar] [CrossRef]
- Bairgi, B.K.; Tarefder, R.A. Effect of Foaming Water Contents on High-Temperature Rheological Characteristics of Foamed Asphalt Binder. In Proceedings of the International Conference on Transportation and Development 2018: Airfield and Highway Pavements, Pittsburgh, PA, USA, 15–18 July 2018. [Google Scholar] [CrossRef]
- Bairgi, B.K.; Mannan, U.A.; Tarefder, R.A. Influence of foaming on tribological and rheological characteristics of foamed asphalt. Constr. Build. Mater. 2019, 205, 186–195. [Google Scholar] [CrossRef]
- Iwanski, M.M.; Chomicz-Kowalska, A.; Maciejewski, K. Impact of Additives on the Foamability of a Road Paving Bitumen. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 042040. [Google Scholar] [CrossRef]
- Iwański, M.; Chomicz-Kowalska, A.; Maciejewski, K.; Iwański, M.M.; Radziszewski, P.; Liphardt, A.; Król, J.B.; Sarnowski, M.; Kowalski, K.J.; Pokorski, P. Warm Mix Asphalt Binder Utilizing Water Foaming and Fluxing Using Bio-Derived Agent. Materials 2022, 15, 8873. [Google Scholar] [CrossRef] [PubMed]
- Król, J.B.; Niczke, Ł.; Kowalski, K.J. Towards understanding polymerisation process in bitumen bio-fluxes. Materials 2017, 10, 1058. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nur, N.I.; Chailleux, E.; Airey, G.D. A comparative study of the influence of shift factor equations on master curve construction. Int. J. Pavement Res. Technol. 2011, 4, 324–336. [Google Scholar]
- Aidara, M.L.C.; Ba, M.; Carter, A. Measurement of Dynamic Modulus and Master Curve Modeling of Hot Mix Asphalt from Senegal (West Africa). Stud. Eng. Technol. 2015, 2, 124–135. [Google Scholar] [CrossRef] [Green Version]
- Radovskiy, B.; Teltayev, B. Viscoelastic Properties of Asphalts Based on Penetration and Softening Point; Springer: New York, NY, USA, 2018. [Google Scholar] [CrossRef]
- Jobson, J.D. Multiple Linear Regression. In Applied Multivariate Data Analysis: Regression and Experimental Design; Jobson, J.D., Ed.; Springer: New York, NY, USA, 1991; pp. 219–398. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit of Measurement | Base Bitumen | Testing Method | ||
|---|---|---|---|---|---|
| 50/70 | 45/80–55 | 45/80–80 | |||
| Penetration at 25 °C | 0.1 mm | 65 | 71 | 75 | EN 1426 |
| Softening point by R and B | °C | 48.2 | 57.8 | 95.5 | EN 1427 |
| Elastic recovery after RTFOT | % | - | 83 | 92 | EN 13398 |
| High critical temperature: | EN 14770, EN 12607-1 | ||||
| Before RTFOT (G*/sin(δ) = 1.0 kPa) | °C | 68.0 | 75.8 | 91.8 | |
| After RTFOT (G*/sin(δ) = 2.2 kPa) | °C | 68.1 | 73.5 | 81.3 | |
| Low critical temperature: | EN 14771, | ||||
| S = 300 MPa | °C | −16.8 | −18.6 | −22.2 | EN 12607-1 |
| M = 0.3 | °C | −12.3 | −15.3 | −18.3 | EN 14769 |
| Ingredient | Percentage Content (% m/m) |
|---|---|
| RME | 98.9 |
| Cobalt acetate tetrahydrate C4H6CoO4·4H2O | 0.1 |
| Cumene hydrogen peroxide C6H5CMe2OOH | 1.0 |
| Bio-Flux Content (%) | Test Temperature | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
| Complex modulus of original binder (ORG) (kPa) | 0 | 2760 | 401 | 63.5 | 12.2 | 2.8 | 0.77 | 0.25 | 0.096 | 0.043 |
| 1 | 1540 | 228 | 37.4 | 7.55 | 1.8 | 0.51 | 0.17 | 0.070 | 0.032 | |
| 2 | 886 | 136.0 | 22.8 | 4.65 | 1.20 | 0.367 | 0.127 | 0.052 | 0.027 | |
| 3 | 577 | 93.8 | 16.4 | 3.49 | 0.918 | 0.280 | 0.104 | 0.045 | 0.023 | |
| Percentage stiffness decrease by bio-flux (%) | 0 | - | - | - | - | - | - | - | - | - |
| 1 | 44 | 43 | 41 | 38 | 35 | 34 | 30 | 27 | 25 | |
| 2 | 68 | 66 | 64 | 62 | 58 | 52 | 49 | 46 | 37 | |
| 3 | 79 | 77 | 74 | 71 | 68 | 63 | 58 | 53 | 47 | |
| Complex modulus of binder after RTFOT ageing (RTFOT) (kPa) | 0 | 4950 | 882 | 150 | 29 | 6.5 | 1.7 | 0.50 | 0.18 | 0.071 |
| 1 | 3740 | 634 | 109 | 22 | 5.4 | 1.5 | 0.42 | 0.15 | 0.062 | |
| 2 | 2870 | 493 | 87.3 | 17.9 | 4.1 | 1.1 | 0.34 | 0.13 | 0.053 | |
| 3 | 2210 | 384 | 67.2 | 14.3 | 3.5 | 0.9 | 0.31 | 0.11 | 0.050 | |
| Percentage Stiffness increase by RTFOT (%) | 0 | 79 | 120 | 136 | 139 | 129 | 120 | 104 | 85 | 65 |
| 1 | 143 | 178 | 191 | 191 | 196 | 187 | 139 | 108 | 93 | |
| 2 | 224 | 263 | 283 | 285 | 238 | 200 | 171 | 145 | 95 | |
| 3 | 283 | 309 | 310 | 310 | 279 | 236 | 201 | 147 | 118 | |
| Bio-Flux Content (%) | Test Temperature | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
| Complex modulus of original binder (ORG) (kPa) | 0 | 1910 | 294 | 52.9 | 12.9 | 4.23 | 1.63 | 0.64 | 0.261 | 0.120 |
| 1 | 1160 | 178 | 34.5 | 9.29 | 3.29 | 1.28 | 0.50 | 0.211 | 0.096 | |
| 2 | 653 | 111 | 23.3 | 6.70 | 2.46 | 0.947 | 0.400 | 0.174 | 0.079 | |
| 3 | 390 | 70.7 | 15.5 | 4.92 | 1.75 | 0.696 | 0.297 | 0.129 | 0.061 | |
| Percentage stiffness decrease by bio-flux (%) | 0 | - | - | - | - | - | - | - | - | - |
| 1 | 39 | 39 | 35 | 28 | 22 | 21 | 22 | 19 | 20 | |
| 2 | 66 | 62 | 56 | 48 | 42 | 42 | 38 | 33 | 34 | |
| 3 | 80 | 76 | 71 | 62 | 59 | 57 | 54 | 51 | 49 | |
| Complex modulus of binder after RTFOT ageing (RTFOT) (kPa) | 0 | 3580 | 544 | 98.8 | 24.6 | 8.00 | 2.87 | 1.10 | 0.431 | 0.190 |
| 1 | 2500 | 409 | 77.8 | 19.6 | 6.53 | 2.36 | 0.929 | 0.388 | 0.167 | |
| 2 | 1890 | 318 | 63.2 | 16.5 | 5.48 | 2.12 | 0.813 | 0.337 | 0.146 | |
| 3 | 1390 | 241 | 50.1 | 13.7 | 4.68 | 1.84 | 0.710 | 0.291 | 0.126 | |
| Percentage stiffness increase by RTFOT (%) | 0 | 87 | 85 | 87 | 91 | 89 | 76 | 71 | 65 | 58 |
| 1 | 116 | 130 | 126 | 111 | 98 | 84 | 85 | 84 | 73 | |
| 2 | 189 | 186 | 171 | 146 | 123 | 124 | 103 | 94 | 85 | |
| 3 | 256 | 241 | 223 | 178 | 167 | 164 | 139 | 126 | 107 | |
| Bio-Flux Content (%) | Test Temperature | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
| Complex modulus of original binder (ORG) (kPa) | 0 | 1090 | 192 | 43.5 | 13.4 | 4.94 | 2.31 | 1.22 | 0.733 | 0.510 |
| 1 | 691 | 130 | 29.1 | 9.20 | 3.67 | 1.78 | 1.00 | 0.640 | 0.457 | |
| 2 | 415.0 | 83.5 | 20.6 | 7.17 | 2.92 | 1.51 | 0.896 | 0.595 | 0.412 | |
| 3 | 271.0 | 55.8 | 15.7 | 5.70 | 2.50 | 1.26 | 0.757 | 0.529 | 0.343 | |
| Percentage stiffness decrease by bio-flux (%) | 0 | - | - | - | - | - | - | - | - | - |
| 1 | 37 | 32 | 33 | 31 | 26 | 23 | 18 | 13 | 10 | |
| 2 | 62 | 57 | 53 | 46 | 41 | 35 | 27 | 19 | 19 | |
| 3 | 75 | 71 | 64 | 57 | 49 | 45 | 38 | 28 | 33 | |
| Complex modulus of binder after RTFOT ageing (RTFOT) (kPa) | 0 | 1770 | 312 | 69.5 | 21.5 | 7.98 | 3.60 | 1.82 | 1.03 | 0.620 |
| 1 | 1470 | 279 | 62.3 | 18.9 | 7.37 | 3.32 | 1.67 | 0.944 | 0.542 | |
| 2 | 994 | 199 | 48.2 | 16.0 | 6.24 | 2.95 | 1.54 | 0.872 | 0.507 | |
| 3 | 805 | 168 | 41.1 | 12.9 | 5.45 | 2.55 | 1.38 | 0.803 | 0.466 | |
| Percentage stiffness increase by RTFOT (%) | 0 | 62 | 63 | 60 | 60 | 62 | 56 | 49 | 41 | 22 |
| 1 | 113 | 115 | 114 | 105 | 101 | 87 | 68 | 48 | 19 | |
| 2 | 140 | 138 | 134 | 123 | 114 | 95 | 72 | 47 | 23 | |
| 3 | 197 | 201 | 162 | 126 | 118 | 102 | 82 | 52 | 36 | |
| Variable | p-Value | ||
|---|---|---|---|
| SIRTFOT | SIF14d | SIF14d-RTFOT | |
| Bitumen type | 0.000 | 0.870 | 0.000 |
| Bio-flux content | 0.000 | 0.981 | 0.000 |
| Test temperature | 0.073 | 0.098 | 0.841 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radziszewski, P.; Liphardt, A.; Sarnowski, M.; Kowalski, K.J.; Pokorski, P.; Konieczna, K.; Król, J.B.; Iwański, M.; Chomicz-Kowalska, A.; Maciejewski, K.; et al. Ageing Evaluation of Foamed Polymer Modified Bitumen with Bio-Flux Additive. Materials 2023, 16, 2167. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16062167
Radziszewski P, Liphardt A, Sarnowski M, Kowalski KJ, Pokorski P, Konieczna K, Król JB, Iwański M, Chomicz-Kowalska A, Maciejewski K, et al. Ageing Evaluation of Foamed Polymer Modified Bitumen with Bio-Flux Additive. Materials. 2023; 16(6):2167. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16062167
Chicago/Turabian StyleRadziszewski, Piotr, Adam Liphardt, Michał Sarnowski, Karol J. Kowalski, Piotr Pokorski, Katarzyna Konieczna, Jan B. Król, Marek Iwański, Anna Chomicz-Kowalska, Krzysztof Maciejewski, and et al. 2023. "Ageing Evaluation of Foamed Polymer Modified Bitumen with Bio-Flux Additive" Materials 16, no. 6: 2167. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16062167