
Dismantling of Printed Circuit Boards Enabling Electronic Components Sorting and Their Subsequent Treatment Open Improved Elemental Sustainability Opportunities

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Mechanical Dismantling
2.1.1. Manual Dismantling
2.1.2. Surface Cutting Knife Dismantling
2.2. Dismantling via a Heat Treatment
2.2.1. Crude Heating
2.2.2. Infrared Radiators (IR)
2.2.3. Hot Air Heating
2.2.4. Solder Bath Heating
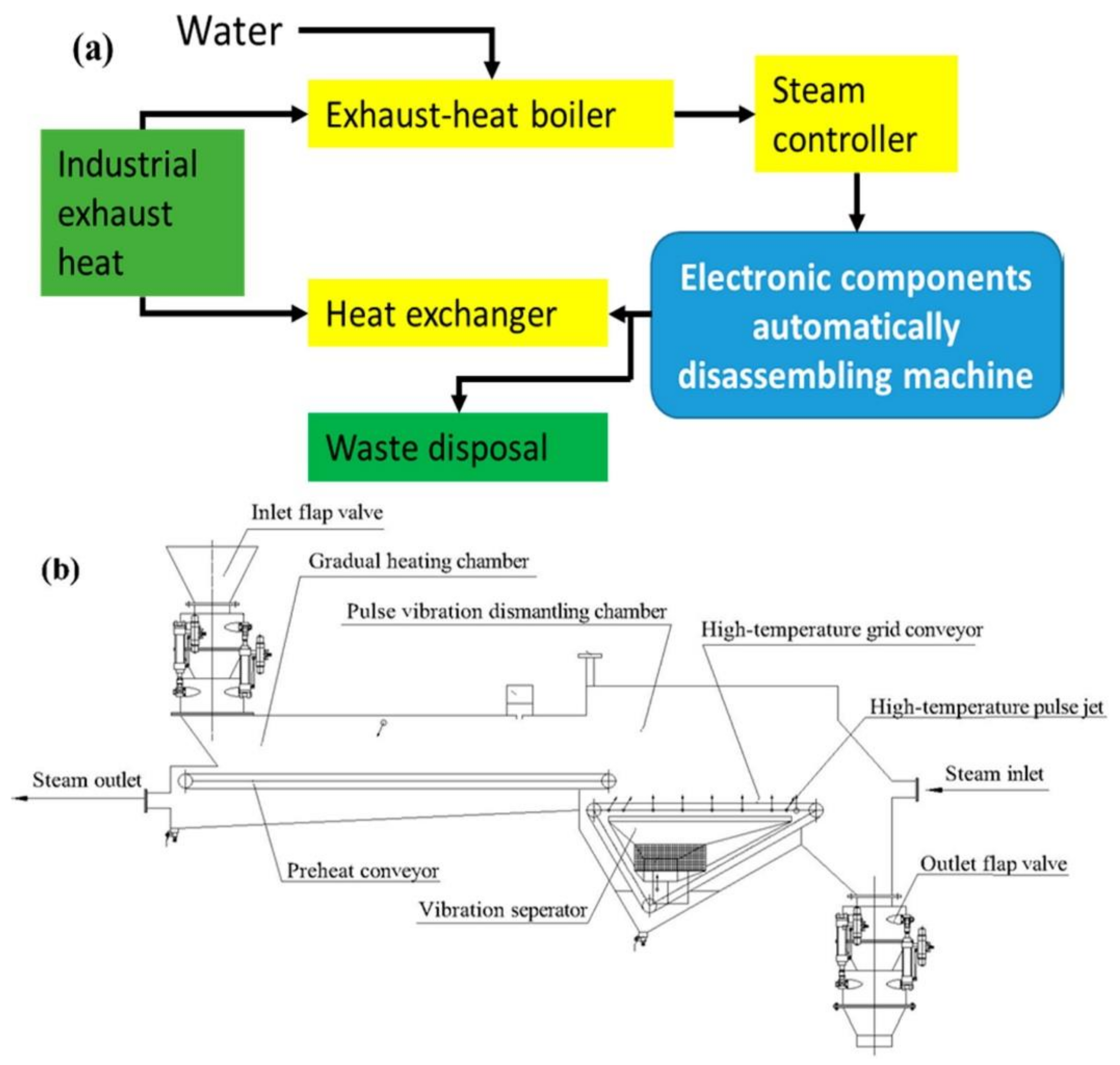
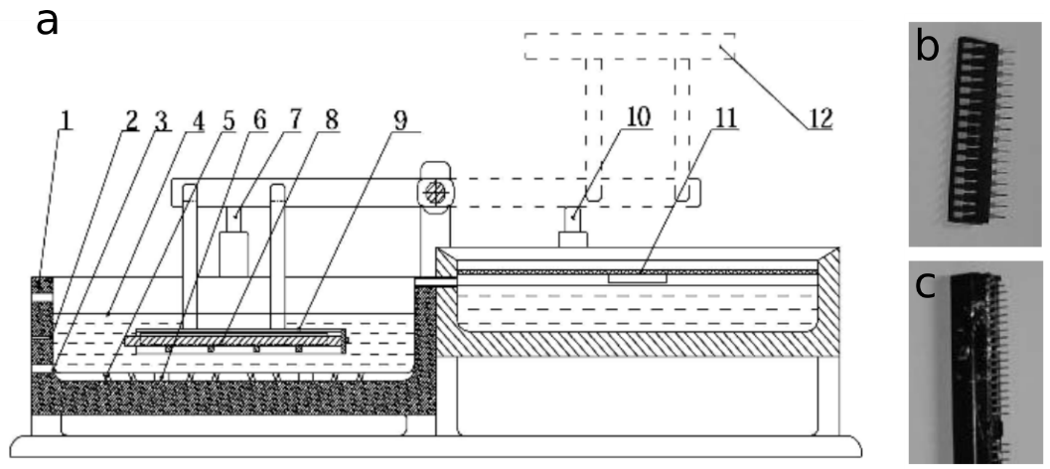
2.2.5. Hot Fluid Heating
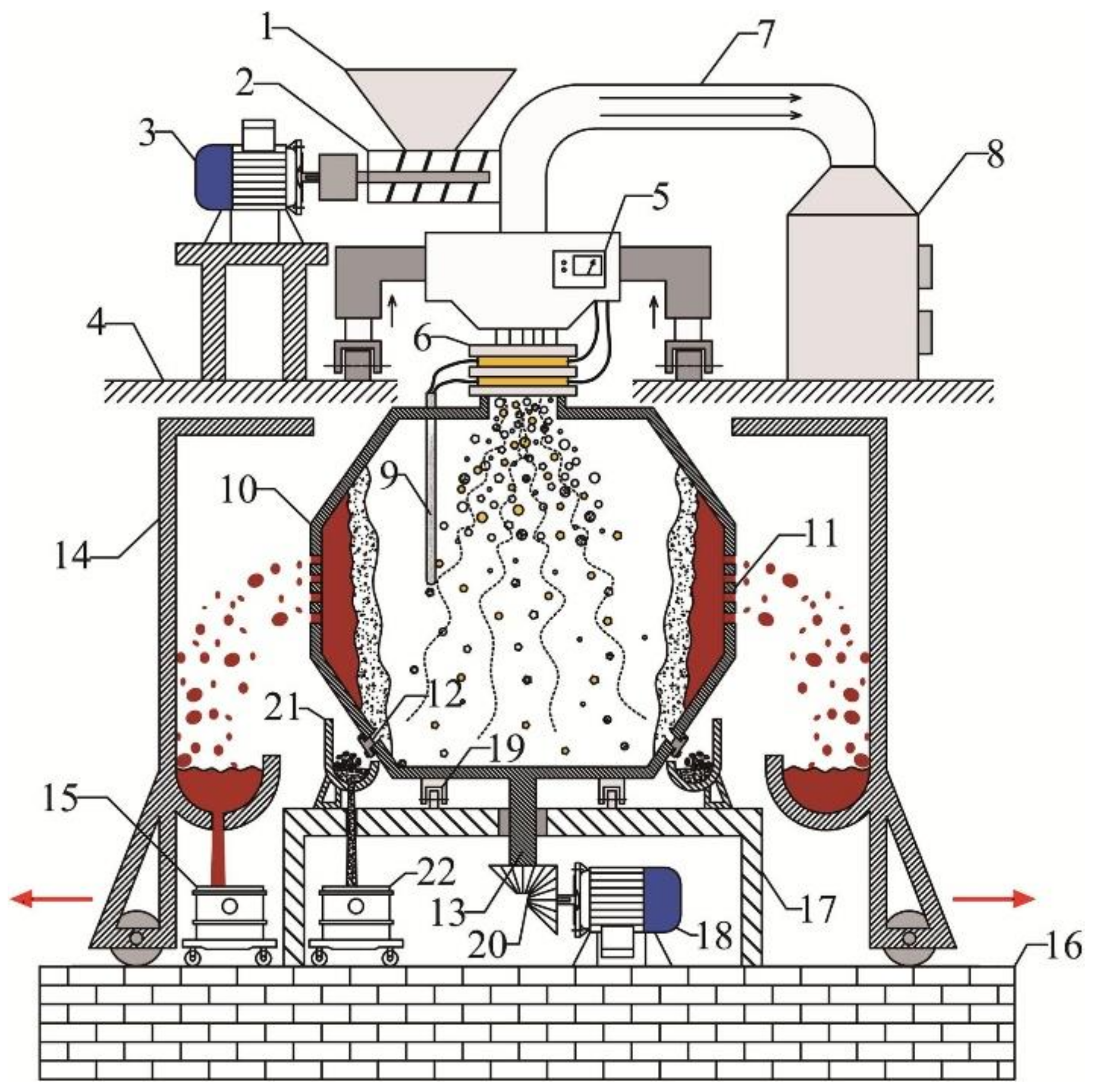
2.2.6. Heated Centrifugation
2.3. Chemical Methods
2.3.1. Solder Dissolution
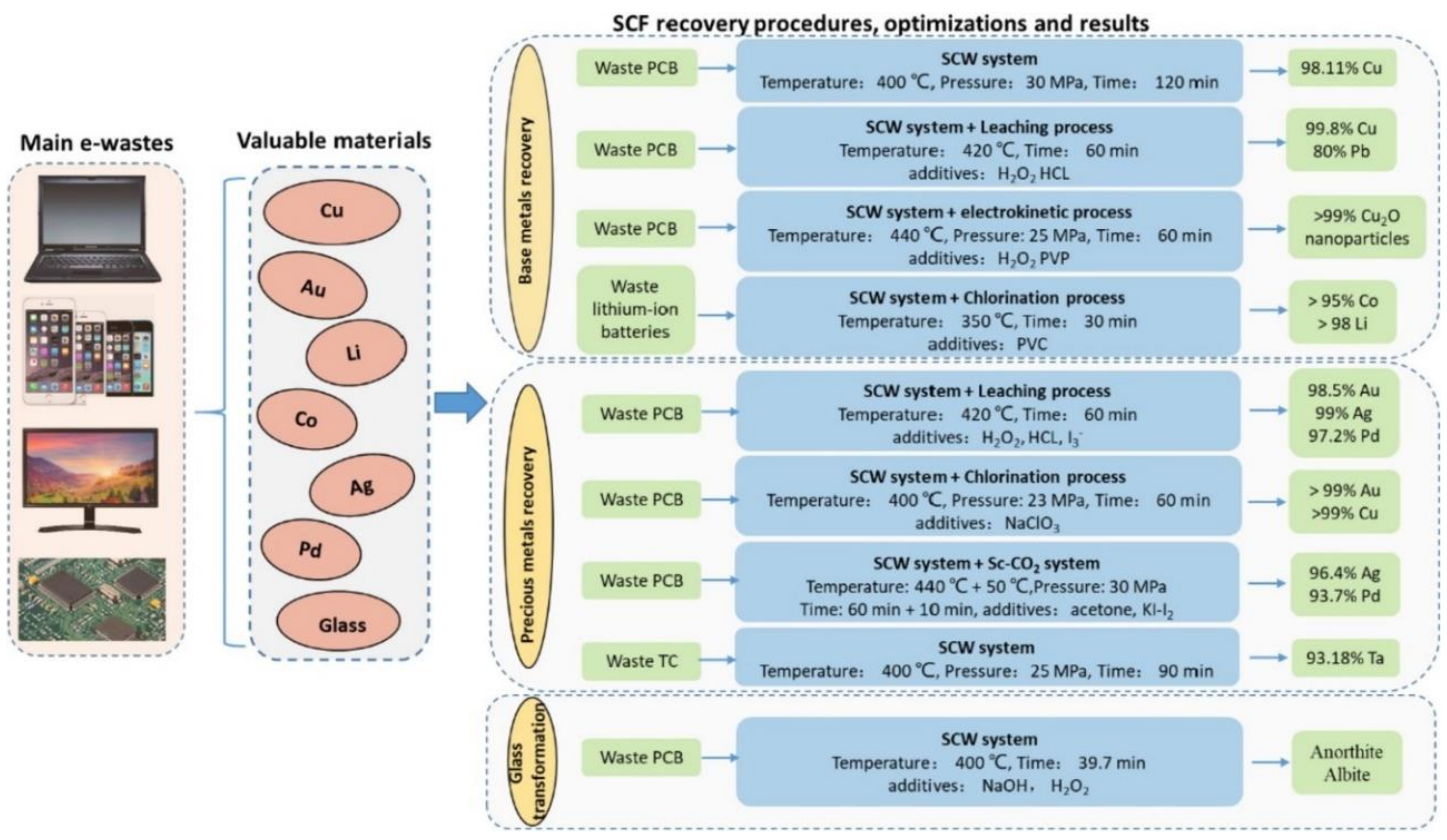
2.3.2. Hydrothermal and Supercritical Fluids (SCF) Treatment
2.3.3. Dismantling via Epoxy Resin Treatment
2.4. WPCBs Fragmentation by High Voltage Electric Pulse Crusher
3. Electronic Component Sorting
3.1. Sorting by Physical Separation
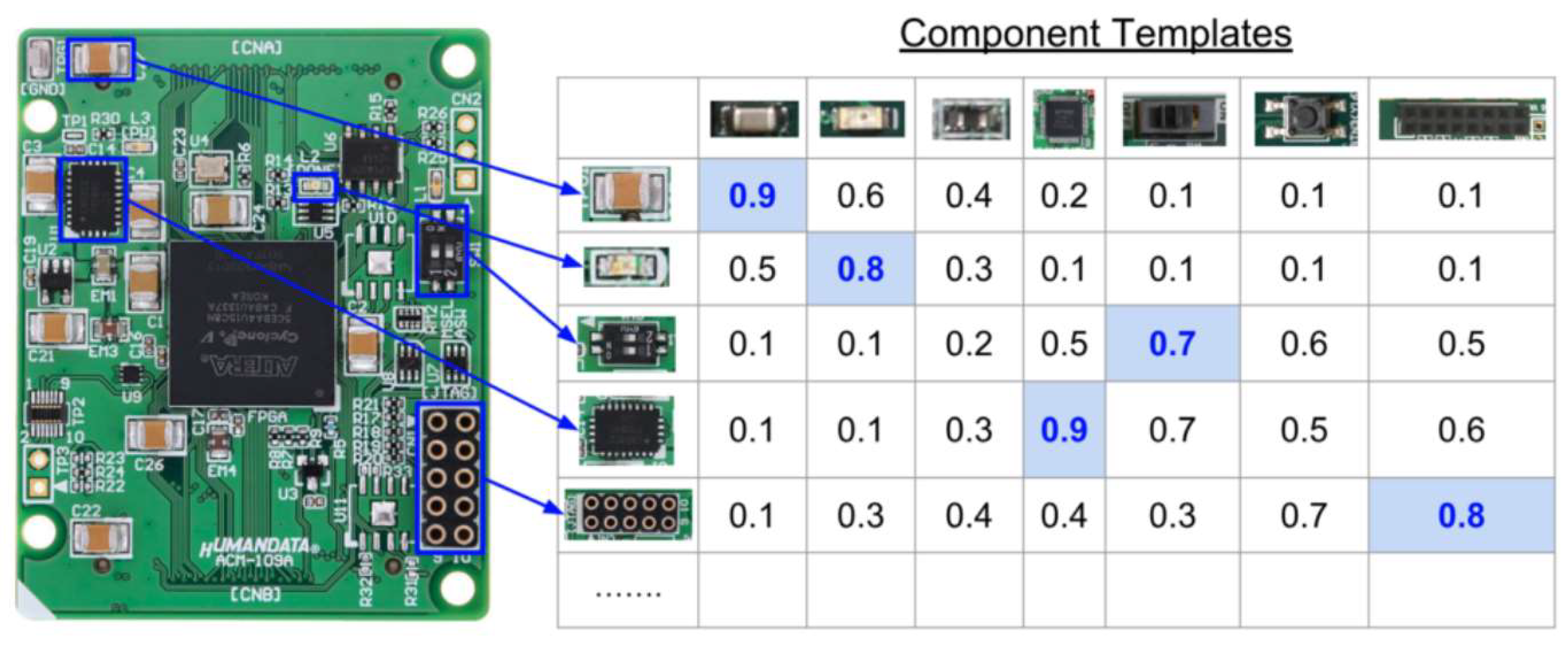
3.2. Machine Vision
3.3. Sorting Using Spectroscopy
3.4. Combinatory Approaches
4. Recycling at the Electronic Components Level: Processes and Opportunities
4.1. Refractory Metals
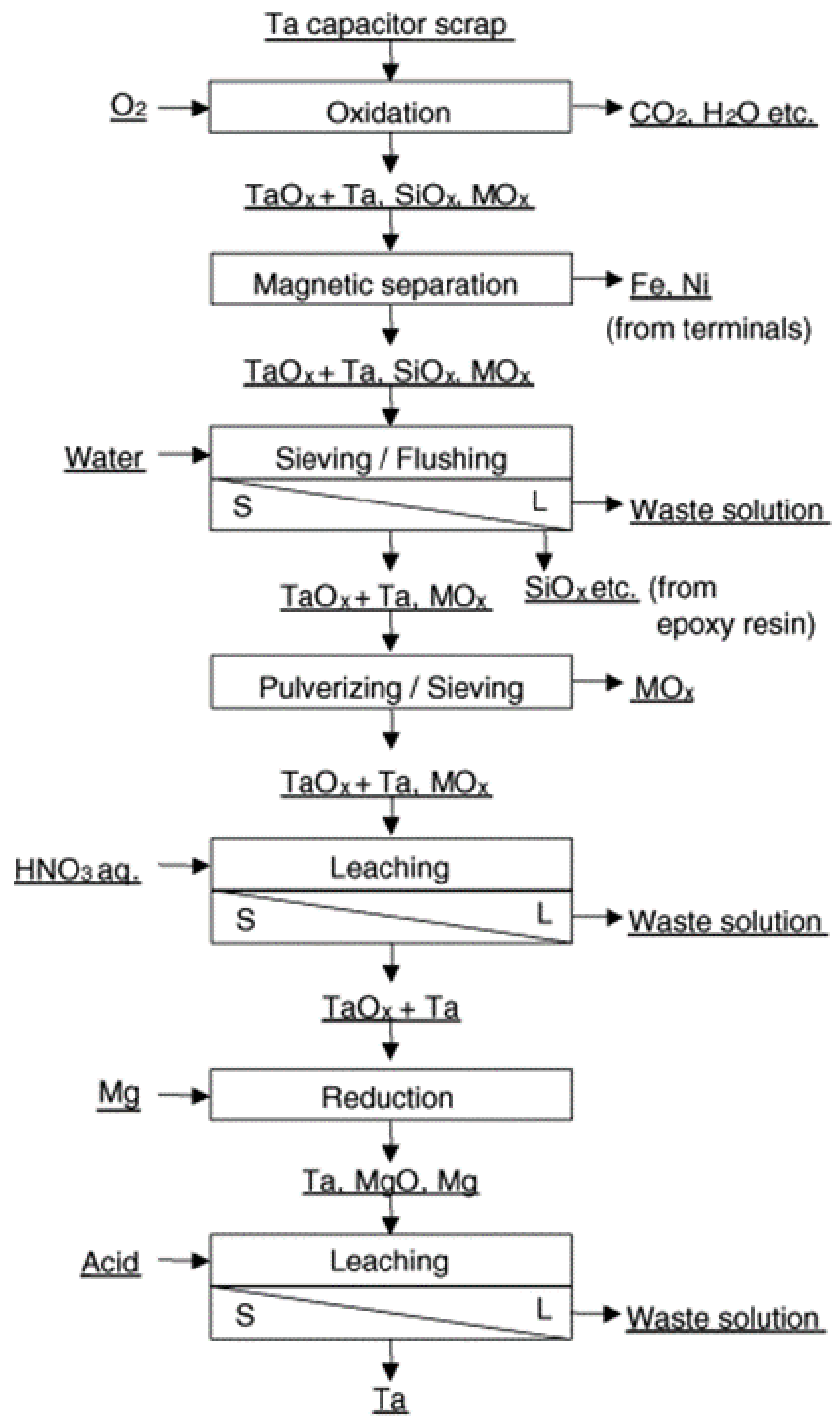
4.1.1. Tantalum and Niobium-Based Capacitors
4.1.2. Tungsten and Molybdenum
4.2. Platinum Group Metals (PGM)
4.3. Gallium
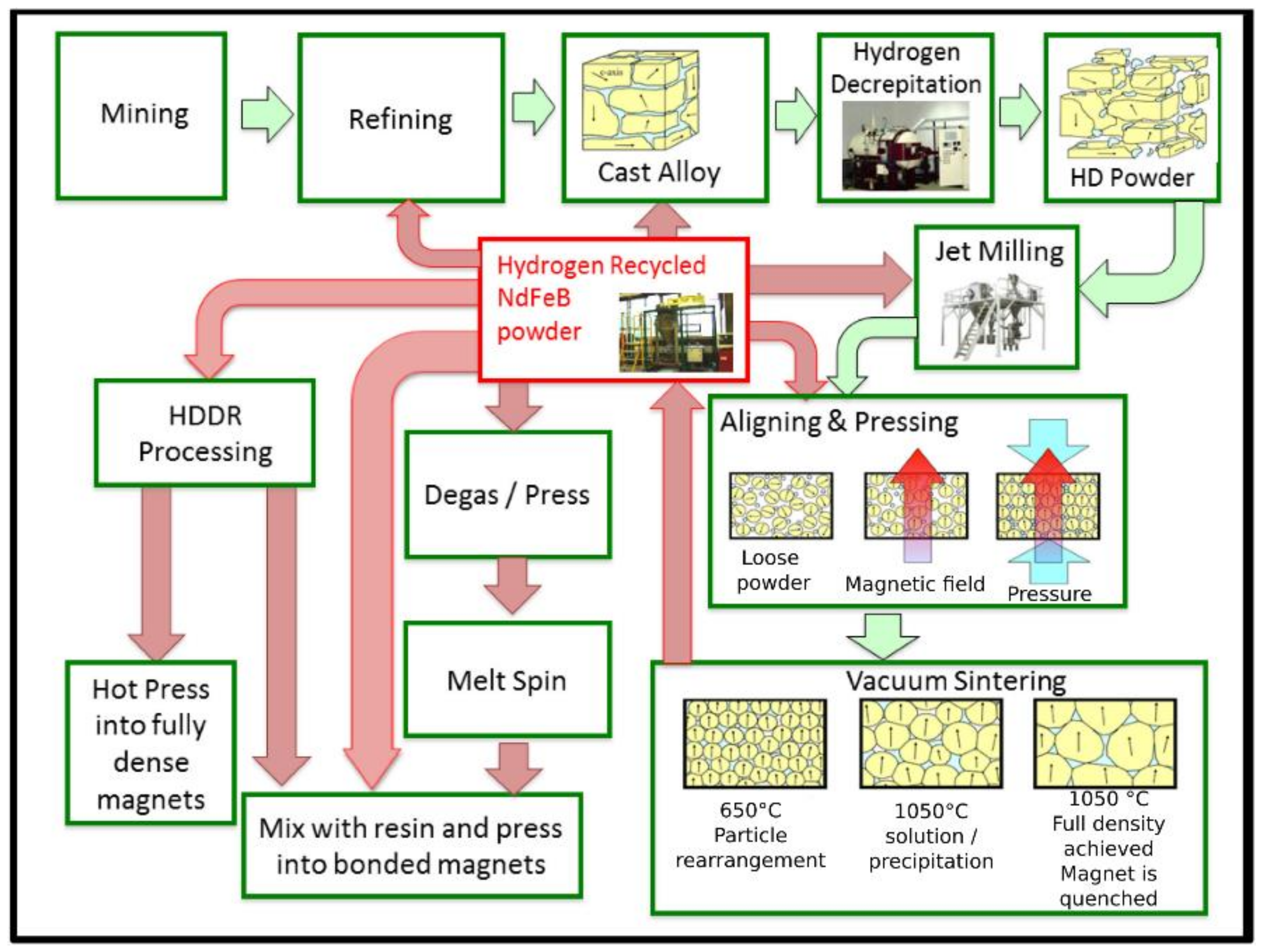
4.4. Rare-Earth Elements
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
References
- Ogunseitan, O.A.; Schoenung, J.M.; Saphores, J.D.; Shapiro, A.A. Science and regulation. The electronics revolution: From e-wonderland to e-wasteland. Science 2009, 326, 670–671. [Google Scholar] [CrossRef]
- Baldé, C.P.; Wang, F.; Kuehr, R.; Huisman, J. The Global E-Waste Monitor—2014; United Nations University, IAS—SCYCLE: Bonn, Germany, 2015. [Google Scholar]
- Chen, Z.; Yang, M.; Shi, Q.; Kuang, X.; Qi, H.J.; Wang, T. Recycling Waste Circuit Board Efficiently and Environmentally Friendly through Small-Molecule Assisted Dissolution. Sci. Rep. 2019, 9, 17902. [Google Scholar] [CrossRef]
- Debnath, B.; Chowdhury, R.; Ghosh, S.K. Sustainability of metal recovery from E-waste. Front. Environ. Sci. Eng. 2018, 12, 2. [Google Scholar] [CrossRef]
- Gorewoda, T.; Eschen, M.; Charasińska, J.; Knapik, M.; Kozłowicz, S.; Anyszkiewicz, J.; Jadwiński, M.; Potempa, M.; Gawliczek, M.; Chmielarz, A.; et al. Determination of Metals’ Content in Components Mounted on Printed Circuit Boards from End-of-Life Mobile Phones. Recycling 2020, 5, 20. [Google Scholar] [CrossRef]
- Hadi, P.; Xu, M.; Lin, C.S.K.; Hui, C.-W.; McKay, G. Waste printed circuit board recycling techniques and product utilization. J. Hazard. Mater. 2015, 283, 234–243. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Yuan, W.; Li, J.; Wang, X.; Liu, L.; Wang, J. A critical review on the recycling of copper and precious metals from waste printed circuit boards using hydrometallurgy. Front. Environ. Sci. Eng. 2017, 11, 8. [Google Scholar] [CrossRef]
- Guo, J.; Luo, X.; Tan, S.; Ogunseitan, O.A.; Xu, Z. Thermal degradation and pollutant emission from waste printed circuit boards mounted with electronic components. J. Hazard. Mater. 2020, 382, 121038. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.J.; Guan, J.; Guo, Y.G.; Cao, Y.H.; Guo, J.; Yuan, H.; Su, R.J.; Liang, B.; Gao, G.L.; Zhou, Y.; et al. Effective dismantling of waste printed circuit board assembly with methanesulfonic acid containing hydrogen peroxide. Environ. Prog. Sustain. Energy 2017, 36, 873–878. [Google Scholar] [CrossRef]
- Yang, C.R.; Li, J.H.; Tan, Q.Y.; Liu, L.L.; Dong, Q.Y. Green Process of Metal Recycling: Coprocessing Waste Printed Circuit Boards and Spent Tin Stripping Solution. ACS Sustain. Chem. Eng. 2017, 5, 3524–3534. [Google Scholar] [CrossRef]
- Kaya, M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manag. 2016, 57, 64–90. [Google Scholar] [CrossRef]
- Wieczorek, D.; Kwasniewska, D. Economic Aspects of Metals Recover; Walter De Gruyter Gmbh: Berlin, Germany, 2018; pp. 259–284. [Google Scholar] [CrossRef]
- Ueberschaar, M.; Otto, S.J.; Rotter, V.S. Challenges for critical raw material recovery from WEEE—The case study of gallium. Waste Manag. 2017, 60, 534–545. [Google Scholar] [CrossRef] [PubMed]
- Maurice, A.; Theisen, J.; Gabriel, J.-C.P. Microfluidic lab-on-chip advances for liquid–liquid extraction process studies. Curr. Opin. Colloid Interface Sci. 2020, 46, 20–35. [Google Scholar] [CrossRef]
- El Maangar, A.; Theisen, J.; Penisson, C.; Zemb, T.; Gabriel, J.-C.P. A microfluidic study of synergic liquid–liquid extraction of rare earth elements. Phys. Chem. Chem. Phys. 2020, 22, 5449–5462. [Google Scholar] [CrossRef]
- Umeda, T. Japan’s Recent Policy and Implementation of the Basel Convention; Industrial and Hazardous Waste Management Division, Environment Regeneration and Resource Circulation Bureau, Ministry of the Environment Japan: Tokyo, Japan, 2018. [Google Scholar]
- Yang, C.; Tan, Q.; Liu, L.; Dong, Q.; Li, J. Recycling Tin from Electronic Waste: A Problem That Needs More Attention. ACS Sustain. Chem. Eng. 2017, 5, 9586–9598. [Google Scholar] [CrossRef]
- Fang, D.; Li, G.; Liu, J.; Tan, Y. Printed Circuit Board Disassembling Machine. Chinese Patent CN105,818,189B, 31 May 2017. [Google Scholar]
- Rocchetti, L.; Amato, A.; Beolchini, F. Printed circuit board recycling: A patent review. J. Clean. Prod. 2018, 178, 814–832. [Google Scholar] [CrossRef]
- Hao, J. Dismantling, How to Remove Electronic Chips and Other Elements on Waste Circuit Boards? Available online: https://www.youtube.com/watch?v=17vNj4pwl6A (accessed on 15 September 2021).
- Li, J.; Tian, B.; Liu, T.; Liu, H.; Wen, X.; Honda, S.i. Status quo of e-waste management in mainland China. J. Mater. Cycles Waste 2006, 8, 13–20. [Google Scholar] [CrossRef]
- Yokoyama, S.; Iji, M. Recycling of printed wiring boards with mounted electronic parts. In Proceedings of the 1997 IEEE International Symposium on Electronics and the Environment. ISEE-1997, San Francisco, CA, USA, 5–7 May 1997; pp. 109–114. [Google Scholar]
- Duan, H.; Hou, K.; Li, J.; Zhu, X. Examining the technology acceptance for dismantling of waste printed circuit boards in light of recycling and environmental concerns. J. Environ. Manag. 2011, 92, 392–399. [Google Scholar] [CrossRef]
- Park, S.; Kim, S.; Han, Y.; Park, J. Apparatus for electronic component disassembly from printed circuit board assembly in e-wastes. Int. J. Miner. Process. 2015, 144, 11–15. [Google Scholar] [CrossRef]
- Layiding, W.; Dong, X.; Peng, M.; Guanghong, D. Disassembling approaches and quality assurance of electronic components mounted on PCBs. In Proceedings of the 2005 IEEE International Symposium on Electronics and the Environment, New Orleans, LA, USA, 16–19 May 2005; pp. 116–120. [Google Scholar]
- Wang, J. Research on the Key Technology of Automatically Disassembling Electronic Components from Wpcbs by Industrial Waste Heat. Master’s Thesis, Southwest University of Science and Technology, Mianyang, China, 2013. [Google Scholar]
- Wang, J.; Xu, Z. Disposing and Recycling Waste Printed Circuit Boards: Disconnecting, Resource Recovery, and Pollution Control. Environ. Sci. Technol. 2015, 49, 721–733. [Google Scholar] [CrossRef]
- Chen, M.; Wang, J.; Chen, H.; Ogunseitan, O.A.; Zhang, M.; Zang, H.; Hu, J. Electronic waste disassembly with industrial waste heat. Environ. Sci. Technol. 2013, 47, 12409–12416. [Google Scholar] [CrossRef] [Green Version]
- Pan, X.; Li, Z.; Zhi, H.; Wang, L. Method and Apparatus of Separation for Electronic Components and Solders from Printed Circuit Boards. Chinese Patent No. 2,007,102,015,321, 2007. [Google Scholar]
- Li, Z.; Zhi, H.; Pan, X.; Liu, H.; Wang, L. The Equipment of Dismantling for Electronic Components from Printed Circuit Boards. Chinese Patent No. 2,008,103,057,561, 2008. [Google Scholar]
- Duan, H.; Li, J.; Liu, Y.; Yamazaki, N.; Jiang, W. Characterization and Inventory of PCDD/Fs and PBDD/Fs Emissions from the Incineration of Waste Printed Circuit Board. Environ. Sci. Technol. 2011, 45, 6322–6328. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Guo, J.; Xu, Z. An environmentally friendly technology of disassembling electronic components from waste printed circuit boards. Waste Manag. 2016, 53, 218–224. [Google Scholar] [CrossRef] [PubMed]
- Zeng, X.; Li, J.; Xie, H.; Liu, L. A novel dismantling process of waste printed circuit boards using water-soluble ionic liquid. Chemosphere 2013, 93, 1288–1294. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, B.; Ghosh, M.; Parhi, P.; Mukherjee, P.; Mishra, B. Waste printed circuit boards recycling: An extensive assessment of current status. J. Clean. Prod. 2015, 94, 5–19. [Google Scholar] [CrossRef]
- Huang, H.; Pan, J.; Liu, Z.; Song, S.; Liu, G. Study on Disassembling Approaches of Electronic Components Mounted on PCBs. In Advances in Life Cycle Engineering for Sustainable Manufacturing Businesses; Springer: London, UK, 2007; pp. 263–266. [Google Scholar]
- Cao, Y.; Mu, T. Comprehensive Investigation on the Thermal Stability of 66 Ionic Liquids by Thermogravimetric Analysis. Ind. Eng. Chem. Res. 2014, 53, 8651–8664. [Google Scholar] [CrossRef]
- Clarke, C.J.; Tu, W.C.; Levers, O.; Brohl, A.; Hallett, J.P. Green and Sustainable Solvents in Chemical Processes. Chem. Rev. 2018, 118, 747–800. [Google Scholar] [CrossRef]
- Zhu, P.; Chen, Y.; Wang, L.Y.; Zhou, M. A new technology for recycling solder from waste printed circuit boards using ionic liquid. Waste Manag. Res. 2012, 30, 1222–1226. [Google Scholar] [CrossRef]
- Zhu, P.; Chen, Y.; Wang, L.Y.; Zhou, M. Treatment of waste printed circuit board by green solvent using ionic liquid. Waste Manag. 2012, 32, 1914–1918. [Google Scholar] [CrossRef]
- Li, J.; Dong, Q.; Yang, C.; Tan, Q.; Liu, L. System for Disassembling Waste Circuit Boards and Recovering Solder by Using Ionic Liquid and Method. Chinese Patent CN201,811,488,109.9A, 6 December 2018. [Google Scholar]
- Zhou, Y.H.; Qiu, K.Q. A new technology for recycling materials from waste printed circuit boards. J. Hazard. Mater. 2010, 175, 823–828. [Google Scholar] [CrossRef]
- Yi, S.; Zhang, B.; Yuan, Y. A Kind of Recovery Method of Waste Printed Circuit Board Metals Resources. Chinese Patent CN10,6834,694B, 12 May 2019. [Google Scholar]
- Meng, L.; Zhong, Y.W.; Guo, L.; Wang, Z.; Chen, K.Y.; Guo, Z.C. High-temperature centrifugal separation of Cu from waste printed circuit boards. J. Clean. Prod. 2018, 199, 831–839. [Google Scholar] [CrossRef]
- Zhang, X.J.; Guan, J.; Guo, Y.G.; Yan, X.R.; Yuan, H.; Xu, J.Q.; Guo, J.; Zhou, Y.; Su, R.J.; Guo, Z.H. Selective Desoldering Separation of Tin-Lead Alloy for Dismantling of Electronic Components from Printed Circuit Boards. ACS Sustain. Chem. Eng. 2015, 3, 1696–1700. [Google Scholar] [CrossRef]
- Alam, M.S.; Tanaka, M.; Koyama, K.; Oishi, T.; Lee, J.C. Electrolyte purification in energy-saving monovalent copper electrowinning processes. Hydrometallurgy 2007, 87, 36–44. [Google Scholar] [CrossRef]
- Koyama, K.; Tanaka, M.; Lee, J.-c. Copper Leaching Behavior from Waste Printed Circuit Board in Ammoniacal Alkaline Solution. Mater. Trans. 2006, 47, 1788–1792. [Google Scholar] [CrossRef] [Green Version]
- Hao Cui, H.; Anderson, C.G. Literature Review of Hydrometallurgical Recycling of Printed Circuit Boards (PCBs). J. Adv. Chem. Eng. 2016, 6, 142–153. [Google Scholar] [CrossRef] [Green Version]
- Kinoshita, T.; Akita, S.; Kobayashi, N.; Nii, S.; Kawaizumi, F.; Takahashi, K. Metal recovery from non-mounted printed wiring boards via hydrometallurgical processing. Hydrometallurgy 2003, 69, 73–79. [Google Scholar] [CrossRef]
- Mecucci, A.; Scott, K. Leaching and electrochemical recovery of copper, lead and tin from scrap printed circuit boards. J. Chem. Technol. Biotechnol. 2002, 77, 449–457. [Google Scholar] [CrossRef]
- Veit, H.M.; Bernardes, A.M.; Ferreira, J.Z.; Tenório, J.A.S.; Malfatti, C.d.F. Recovery of copper from printed circuit boards scraps by mechanical processing and electrometallurgy. J. Hazard. Mater. 2006, 137, 1704–1709. [Google Scholar] [CrossRef]
- Birloaga, I.; De Michelis, I.; Ferella, F.; Buzatu, M.; Vegliò, F. Study on the influence of various factors in the hydrometallurgical processing of waste printed circuit boards for copper and gold recovery. Waste Manag. 2013, 33, 935–941. [Google Scholar] [CrossRef]
- Diaz, L.A.; Lister, T.E.; Parkman, J.A.; Clark, G.G. Comprehensive process for the recovery of value and critical materials from electronic waste. J. Clean. Prod. 2016, 125, 236–244. [Google Scholar] [CrossRef] [Green Version]
- Fogarasi, S.; Imre-Lucaci, F.; Egedy, A.; Imre-Lucaci, Á.; Ilea, P. Eco-friendly copper recovery process from waste printed circuit boards using Fe3+/Fe2+ redox system. Waste Manag. 2015, 40, 136–143. [Google Scholar] [CrossRef]
- Fogarasi, S.; Imre-Lucaci, F.; Ilea, P.; Imre-Lucaci, Á. The environmental assessment of two new copper recovery processes from Waste Printed Circuit Boards. J. Clean. Prod. 2013, 54, 264–269. [Google Scholar] [CrossRef]
- Kim, E.-y.; Kim, M.-s.; Lee, J.-c.; Jeong, J.; Pandey, B.D. Leaching kinetics of copper from waste printed circuit boards by electro-generated chlorine in HCl solution. Hydrometallurgy 2011, 107, 124–132. [Google Scholar] [CrossRef]
- Yazici, E.Y.; Deveci, H. Ferric sulphate leaching of metals from waste printed circuit boards. Int. J. Mineral. Process. 2014, 133, 39–45. [Google Scholar] [CrossRef]
- Li, H.; Eksteen, J.; Oraby, E. Hydrometallurgical recovery of metals from waste printed circuit boards (WPCBs): Current status and perspectives–A review. Resour. Conserv. Recycl. 2018, 139, 122–139. [Google Scholar] [CrossRef]
- Ping, Z.; ZeYun, F.; Jie, L.; Qiang, L.; GuangRen, Q.; Ming, Z. Enhancement of leaching copper by electro-oxidation from metal powders of waste printed circuit board. J. Hazard. Mater. 2009, 166, 746–750. [Google Scholar] [CrossRef] [PubMed]
- Yazici, E.; Deveci, H. Extraction of metals from waste printed circuit boards (WPCBs) in H2SO4–CuSO4–NaCl solutions. Hydrometallurgy 2013, 139, 30–38. [Google Scholar] [CrossRef]
- Yazici, E.Y.; Deveci, H. Cupric chloride leaching (HCl–CuCl2–NaCl) of metals from waste printed circuit boards (WPCBs). Int. J. Mineral. Process. 2015, 134, 89–96. [Google Scholar] [CrossRef]
- Cocchiara, C.; Dorneanu, S.-A.; Inguanta, R.; Sunseri, C.; Ilea, P. Dismantling and electrochemical copper recovery from Waste Printed Circuit Boards in H2SO4–CuSO4–NaCl solutions. J. Clean. Prod. 2019, 230, 170–179. [Google Scholar] [CrossRef]
- Zhu, P.; Tang, J.K.; Tao, Q.; Wang, Y.J.; Wang, J.P.; Li, Z.L.; Cao, Z.B.; Qian, G.R.; Theiss, F.; Frost, R.L. The Kinetics Study of Dissolving SnPb Solder by Hydrometallurgy. Environ. Eng. Sci. 2019, 36, 1236–1243. [Google Scholar] [CrossRef]
- Quinn, J. PCB & X-Ray Films Chemical Recovery. Available online: https://www.youtube.com/watch?v=KamPnNHlZKE&feature=youtu.be (accessed on 15 September 2021).
- Paben, J. Singapore firm acquires UK metals recovery operation. E-scrap News, 25 July 2019. [Google Scholar]
- Li, Y.; Wang, S.; Tang, X.; Xu, D.; Guo, Y.; Zhang, J.; Qian, L. Effects of Sulfides on the Corrosion Behavior of Inconel 600 and Incoloy 825 in Supercritical Water. Oxid. Met. 2015, 84, 509–526. [Google Scholar] [CrossRef]
- Li, K.; Xu, Z.M. A review of current progress of supercritical fluid technologies for e-waste treatment. J. Clean. Prod. 2019, 227, 794–809. [Google Scholar] [CrossRef]
- Menad, N.; Guignot, S.; Gökalp, I.; Bostyn, S.; Graz, Y.; Jacques, P. Process for recycling waste electrical and electronic equipment. France Patent FR3,030,317B1, 10 February 2017. [Google Scholar]
- Xing, M.; Li, Y.; Zhao, L.; Song, X.; Fu, Z.; Du, Y.; Huang, X. Swelling-enhanced catalytic degradation of brominated epoxy resin in waste printed circuit boards by subcritical acetic acid under mild conditions. Waste Manag 2020, 102, 464–473. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.; Tao, L. Recovery of epoxy resin in waste printed circuit boards by solvent method. J. Kunming Univ. Sci. Technol. 2010, 20, 85–88. [Google Scholar]
- Guan, C.-J.; Wang, J.-W.; Wang, J.-R.; Li, X.-L.; Zhou, Y.-L. Study on Recycling of Non-metal Materials of Different Types of Waste Printed Circuit Boards. J. Shanghai Second. Polytech. Univ. 2011, 3, 223–229. [Google Scholar]
- Zhu, P.; Chen, Y.; Wang, L.-y.; Zhou, M.; Zhou, J. Dimethyl Sulfoxide Separating Waste Printed Circuit Boards by Dissolving Polymer Materials. J. Environ. Eng. 2013, 139, 1128–1131. [Google Scholar] [CrossRef]
- Verheijen, M.; Lienhard, M.; Schrooders, Y.; Clayton, O.; Nudischer, R.; Boerno, S.; Timmermann, B.; Selevsek, N.; Schlapbach, R.; Gmuender, H.; et al. DMSO induces drastic changes in human cellular processes and epigenetic landscape in vitro. Sci. Rep. 2019, 9, 4641. [Google Scholar] [CrossRef] [Green Version]
- Verma, H.R.; Singh, K.K.; Mankhand, T.R. Dissolution and separation of brominated epoxy resin of waste printed circuit boards by using di-methyl formamide. J. Clean. Prod. 2016, 139, 586–596. [Google Scholar] [CrossRef]
- Monteiro, B.; Martelo, L.M.; Sousa, P.M.S.; Bastos, M.; Soares, H. Microwave-assisted organic swelling promotes fast and efficient delamination of waste printed circuit boards. Waste Manag. 2021, 126, 231–238. [Google Scholar] [CrossRef] [PubMed]
- Huang, K.; Zheng, J.; Yuan, W.; Wang, X.; Song, Q.; Li, Y.; Crittenden, J.C.; Wang, L.; Wang, J. Microwave-assisted chemical recovery of glass fiber and epoxy resin from non-metallic components in waste printed circuit boards. Waste Manag. 2021, 124, 8–16. [Google Scholar] [CrossRef]
- Yutkin, L. Electrohydraulic Effect; Air Force Systems Command Wright-Patterson Afb Oh Foreign Technology Division: Dayton, OH, USA, 1961. [Google Scholar]
- Duan, C.L.; Diao, Z.J.; Zhao, Y.M.; Huang, W. Liberation of valuable materials in waste printed circuit boards by high-voltage electrical pulses. Miner. Eng. 2015, 70, 170–177. [Google Scholar] [CrossRef]
- Andres, U. Development and prospects of mineral liberation by electrical pulses. Int. J. Mineral. Process. 2010, 97, 31–38. [Google Scholar] [CrossRef]
- van der Wielen, K.P.; Pascoe, R.; Weh, A.; Wall, F.; Rollinson, G. The influence of equipment settings and rock properties on high voltage breakage. Miner. Eng. 2013, 46, 100–111. [Google Scholar] [CrossRef]
- Andres, U.; Jirestig, J.; Timoshkin, I. Liberation of minerals by high-voltage electrical pulses. Powder Technol. 1999, 104, 37–49. [Google Scholar] [CrossRef]
- Andres, U.; Timoshkin, I.; Jirestig, J.; Stallknecht, H. Liberation of valuable inclusions in ores and slags by electrical pulses. Powder Technol. 2001, 114, 40–50. [Google Scholar] [CrossRef]
- Martino, R.; Iseli, C.; Gaydardzhiev, S.; Streicher-Porte, M.; Weh, A. Characteristics of End-of-Life Printed Wiring Boards Processed by Electrodynamic Fragmentation. Chem. Ing. Tech. 2017, 89, 152–160. [Google Scholar] [CrossRef]
- Napier-Munn, T. Is progress in energy-efficient comminution doomed? Miner. Eng. 2015, 73, 1–6. [Google Scholar] [CrossRef]
- Leißner, T.; Hamann, D.; Wuschke, L.; Jäckel, H.G.; Peuker, U.A. High voltage fragmentation of composites from secondary raw materials—Potential and limitations. Waste Manag. 2018, 74, 123–134. [Google Scholar] [CrossRef] [PubMed]
- Qiu, R.; Lin, M.; Ruan, J.; Fu, Y.; Hu, J.; Deng, M.; Tang, Y.; Qiu, R. Recovering full metallic resources from waste printed circuit boards: A refined review. J. Clean. Prod. 2020, 244, 118690. [Google Scholar] [CrossRef]
- Vermeșan, H.; Tiuc, A.-E.; Purcar, M. Advanced Recovery Techniques for Waste Materials from IT and Telecommunication Equipment Printed Circuit Boards. Sustainability 2020, 12, 74. [Google Scholar] [CrossRef] [Green Version]
- Kaya, M. Recovery of metals and nonmetals from waste printed circuit boards (PCBs) by physical recycling techniques. In Energy Technology 2017; Springer: Berlin/Heidelberg, Germany, 2017; pp. 433–451. [Google Scholar]
- Lee, J.; Kim, Y.; Lee, J.-c. Disassembly and physical separation of electric/electronic components layered in printed circuit boards (PCB). J. Hazard. Mater. 2012, 241, 387–394. [Google Scholar] [CrossRef]
- Hayashi, N.; Oki, T. Effect of Distance between Orifices in Column Type Pneumatic Separator for Waste Electronic Devices. Mater. Trans. 2015, 56, 140–148. [Google Scholar] [CrossRef] [Green Version]
- Hayashi, N.; Oki, T. Effect of orifice introduction on floating characteristics of cuboid particles simulating tantalum capacitors in pneumatic separation column. Mater. Trans. 2014, 55, 952–957. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Zhou, Q.; Xu, Z. Real-time monitoring system for improving corona electrostatic separation in the process of recovering waste printed circuit boards. Waste Manag. Res. 2014, 32, 1227–1234. [Google Scholar] [CrossRef] [PubMed]
- Jiang, W.; Jia, L.; Zhen-ming, X. Optimization of key factors of the electrostatic separation for crushed PCB wastes using roll-type separator. J. Hazard. Mater. 2008, 154, 161–167. [Google Scholar] [CrossRef] [PubMed]
- Pramerdorfer, C.; Kampel, M. A dataset for computer-vision-based pcb analysis. In Proceedings of the 2015 14th IAPR International Conference on Machine Vision Applications (MVA), Tokyo, Japan, 18–22 May 2015; pp. 378–381. [Google Scholar]
- Mahalingam, G.; Gay, K.M.; Ricanek, K. PCB-METAL: A PCB Image Dataset for Advanced Computer Vision Machine Learning Component Analysis. In Proceedings of the 2019 16th International Conference on Machine Vision Applications (MVA), Tokyo, Japan, 27–31 May 2019; pp. 1–5. [Google Scholar]
- Ibrahim, A.; Tominaga, S.; Horiuchi, T. Unsupervised Material Classification of Printed Circuit Boards Using Dimension-Reduced Spectral Information. In Proceedings of the MVA 2009 IARP Conference on Machine Vision Application, Yokohama, Japan, 20–22 May 2009; pp. 435–438. [Google Scholar]
- Kleber, F.; Kampel, M. Pre-analysis of printed circuit boards based on multispectral imaging for vision based recognition of electronics waste. Int. J. Comput. Control Quantum Inf. Eng. 2015, 9, 530–534. [Google Scholar]
- Kleber, F.; Pramerdorfer, C.; Wetzinger, E.; Kampel, M. Optical sensor evaluation for vision based recognition of electronics waste. Int. J. Environ. Sci. Dev. 2015, 6, 929. [Google Scholar] [CrossRef] [Green Version]
- Pithadiya, K.J.; Patel, K.S. Evaluating the Most Efficient Edge Detection Technique for Inspection of Chip Resistor. Int. J. Innov. Res. Comput. Commun. Eng. 2015, 3, 8604–8613. [Google Scholar]
- Li, W.; Esders, B.; Breier, M. SMD segmentation for automated PCB recycling. In Proceedings of the 2013 11th IEEE International Conference on Industrial Informatics (INDIN), Bochum, Germany, 29–31 July 2013; pp. 65–70. [Google Scholar]
- Li, W.; Jiang, C.; Breier, M.; Merhof, D. Localizing components on printed circuit boards using 2d information. In Proceedings of the 2016 IEEE International Conference on Industrial Technology (ICIT), Taipei, Taiwan, 14–17 March 2016; pp. 769–774. [Google Scholar]
- Pramerdorfer, C.; Kampel, M. PCB Recognition using Local Features for Recycling Purposes. In Proceedings of the 10th International Conference on Computer Vision Theory and Applications (VISAPP-2015), Berlin, Germany, 11–14 March 2015; pp. 71–78. [Google Scholar]
- Rehman, S.U.; Thang, K.F.; Lai, N.S. Automated PCB identification and defect-detection system (APIDS). Int. J. Electr. Comput. Eng. 2019, 9, 297–306. [Google Scholar] [CrossRef]
- Li, W.; Neullens, S.; Breier, M.; Bosling, M.; Pretz, T.; Merhof, D. Text recognition for information retrieval in images of printed circuit boards. In Proceedings of the IECON 2014-40th Annual Conference of the IEEE Industrial Electronics Society, Dallas, TX, USA, 29 October–1 November 2014; pp. 3487–3493. [Google Scholar]
- Holonec, R.; Grindei, L.; Purcar, M.; Copîndean, R.; Dragan, F. Techniques for Sorting Components from Dismembered Medical PCBs. In Proceedings of the 6th International Conference on Advancements of Medicine and Health Care through Technology, Cluj-Napoca, Romania, 17–20 October 2018; pp. 59–64. [Google Scholar]
- Copîndean, R.; Holonec, R.; Drăgan, F. The PLC Implementation of an Automated Sorting System using Optical Sensors. Acta Electroteh. 2018, 58, 312–316. [Google Scholar]
- Nava-Dueñas, C.F.; Gonzalez-Navarro, F.F. OCR for unreadable damaged characters on PCBs using principal component analysis and bayesian discriminant functions. In Proceedings of the 2015 International Conference on Computational Science and Computational Intelligence (CSCI), Las Vegas, NV, USA, 7–9 December 2015; pp. 535–538. [Google Scholar]
- Lin, C.-H.; Wang, S.-H.; Lin, C.-J. Using convolutional neural networks for character verification on integrated circuit components of printed circuit boards. Appl. Intell. 2019, 49, 4022–4032. [Google Scholar] [CrossRef]
- Kuo, C.-W.; Ashmore, J.; Huggins, D.; Kira, Z. Data-efficient graph embedding learning for PCB component detection. In Proceedings of the 2019 IEEE Winter Conference on Applications of Computer Vision (WACV), Waikoloa, HI, USA, 7–11 January 2019; pp. 551–560. [Google Scholar]
- Reza, M.A.; Chen, Z.; Crandall, D.J. Deep Neural Network–Based Detection and Verification of Microelectronic Images. J. Hardw. Syst. Secur. 2020, 4, 44–54. [Google Scholar] [CrossRef]
- Costa, V.C.; Castro, J.P.; Andrade, D.F.; Babos, D.V.; Garcia, J.A.; Sperança, M.A.; Catelani, T.A.; Pereira-Filho, E.R. Laser-induced breakdown spectroscopy (LIBS) applications in the chemical analysis of waste electrical and electronic equipment (WEEE). TrAC Trends Anal. Chem. 2018, 108, 65–73. [Google Scholar] [CrossRef]
- Aquino, F.W.B.; Santos, J.M.; Carvalho, R.R.V.; Coelho, J.A.O.; Pereira-Filho, E.R. Obtaining information about valuable metals in computer and mobile phone scraps using laser-induced breakdown spectroscopy (LIBS). Rsc Adv. 2015, 5, 67001–67010. [Google Scholar] [CrossRef]
- Babos, D.V.; Cruz-Conesa, A.; Pereira-Filho, E.R.; Anzano, J.M. Direct determination of Al and Pb in waste printed circuit boards (PCB) by Laser-induced breakdown spectroscopy (LIBS): Evaluation of calibration strategies and economic-environmental questions. J. Hazard. Mater. 2020, 399, 122831. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, R.R.; Coelho, J.A.; Santos, J.M.; Aquino, F.W.; Carneiro, R.L.; Pereira-Filho, E.R. Laser-induced breakdown spectroscopy (LIBS) combined with hyperspectral imaging for the evaluation of printed circuit board composition. Talanta 2015, 134, 278–283. [Google Scholar] [CrossRef]
- Hernández-García, R.; Villanueva-Tagle, M.E.; Calderón-Piñar, F.; Durruthy-Rodríguez, M.D.; Aquino, F.W.; Pereira-Filho, E.R.; Pomares-Alfonso, M.S. Quantitative analysis of lead zirconate titanate (PZT) ceramics by laser-induced breakdown spectroscopy (LIBS) in combination with multivariate calibration. Microchem. J. 2017, 130, 21–26. [Google Scholar] [CrossRef]
- Villarreal, A.; Frías, A.; Rendón, F.; Flores, T.; Ponce, L.; Vázquez-Bautista, G. Cleaning of tantalum capacitor electrode surface by laser in multipulse regime. In Emerging Challenges for Experimental Mechanics in Energy and Environmental Applications, Proceedings of the 5th International Symposium on Experimental Mechanics and 9th Symposium on Optics in Industry (ISEM-SOI), 2015; Springer: Cham, Switzerland, 2017; pp. 345–353. [Google Scholar]
- Castro, J.P.; Babos, D.V.; Pereira-Filho, E.R. Calibration strategies for the direct determination of rare earth elements in hard disk magnets using laser-induced breakdown spectroscopy. Talanta 2020, 208, 120443. [Google Scholar] [CrossRef] [PubMed]
- Unnikrishnan, V.; Choudhari, K.; Kulkarni, S.D.; Nayak, R.; Kartha, V.; Santhosh, C. Analytical predictive capabilities of laser induced breakdown spectroscopy (LIBS) with principal component analysis (PCA) for plastic classification. Rsc Adv. 2013, 3, 25872–25880. [Google Scholar] [CrossRef]
- Zeng, Q.; Sirven, J.-B.; Gabriel, J.-C.P.; Tay, C.Y.; Lee, J.-M. Laser induced breakdown spectroscopy for plastic analysis. TrAC Trends Anal. Chem. 2021, 140, 116280. [Google Scholar] [CrossRef]
- Fu, M.; Irzhak, D.; Fakhrtdinov, R.; Grigoriev, M.; Quan, B.; Le, Z.; Roshchupkin, D. Investigation of measuring hazardous substances in printed circuit boards using the micro-focus X-ray fluorescence screening. arXiv 2014, arXiv:1409.4505. [Google Scholar]
- Dill, S.; Rößiger, V. Coating thickness measurement of thin gold and palladium coatings on printed circuit boards using X-ray fluorescence. Circuit World 2011, 37, 20–26. [Google Scholar] [CrossRef]
- Wong, C. Characterization of electronic materials using fundamental parameter micro X-ray fluorescence. In Proceedings of the 36th International Electronics Manufacturing Technology Conference, Johor, Malaysia, 11–13 November 2014; pp. 1–4. [Google Scholar]
- Dervišević, I.; Minić, D.; Kamberović, Ž.; Ćosović, V.; Ristić, M. Characterization of PCBs from computers and mobile phones, and the proposal of newly developed materials for substitution of gold, lead and arsenic. Environ. Sci. Pollut. Res. 2013, 20, 4278–4292. [Google Scholar] [CrossRef]
- Wienold, J.; Recknagel, S.; Scharf, H.; Hoppe, M.; Michaelis, M. Elemental analysis of printed circuit boards considering the ROHS regulations. Waste Manag. 2011, 31, 530–535. [Google Scholar] [CrossRef]
- Gore, D.B.; Heiden, E.S.; Field, R.J. Preparation of electrotechnical products for reduction of hazardous substances compliance testing. Environ. Sci. Technol. 2008, 42, 4088–4092. [Google Scholar] [CrossRef]
- Aldrian, A.; Ledersteger, A.; Pomberger, R. Monitoring of WEEE plastics in regards to brominated flame retardants using handheld XRF. Waste Manag. 2015, 36, 297–304. [Google Scholar] [CrossRef]
- Hirokawa, Y.; Shibata, Y.; Konya, T.; Koike, Y.; Nakamura, T. X-ray fluorescence analysis of Co, Ni, Pd, Ag, and Au in the scrapped printed-circuit-board ash. X-Ray Spectrom. 2013, 42, 134–140. [Google Scholar] [CrossRef]
- Kleber, F.; Pramerdorfer, C.; Kampel, M.; Comanesco, B.; Stanciu, E. Chemical analysis and computer vision based recognition of electronics waste. In Proceedings of the Going Green-Care Innovation 2014, Vienna, Austria, November 2014. [Google Scholar]
- Gabriel, J.-C.P.; Maurice, A.; Brambilla, A. Sorting system for sorting objects belonging to at least two classes of objects having different acoustic signatures when impacting an impact body and associated methods. EP Patent PCT/EP2020/065866, 8 June 2020. [Google Scholar]
- Shields, J.A.; Lipetzky, P. Molybdenum applications in the electronics market. JOM 2000, 52, 37–39. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, Z. Precious metals recovery from waste printed circuit boards: A review for current status and perspective. Resour. Conserv. Recycl. 2016, 113, 28–39. [Google Scholar] [CrossRef]
- Korf, N.; Lovik, A.N.; Figi, R.; Schreiner, C.; Kuntz, C.; Mahlitz, P.M.; Rosslein, M.; Wager, P.; Rotter, V.S. Multi-element chemical analysis of printed circuit boards—challenges and pitfalls. Waste Manag. 2019, 92, 124–136. [Google Scholar] [CrossRef]
- Barume, B.; Naeher, U.; Ruppen, D.; Schutte, P. Conflict minerals (3TG): Mining production, applications and recycling. Curr. Opin. Green Sustain. Chem. 2016, 1, 8–12. [Google Scholar] [CrossRef]
- Mancheri, N.A.; Sprecher, B.; Deetman, S.; Young, S.B.; Bleischwitz, R.; Dong, L.; Kleijn, R.; Tukker, A. Resilience in the tantalum supply chain. Resour. Conserv. Recycl. 2018, 129, 56–69. [Google Scholar] [CrossRef]
- Hoppe, A.; Korinek, G.J. Recycling of Tantalum; Minerals, Metals & Materials Society: Warrendale, PA, USA, 1995; pp. 1013–1025. [Google Scholar]
- Niu, B.; Chen, Z.Y.; Xu, Z.M. Recovery of Valuable Materials from Waste Tantalum Capacitors by Vacuum Pyrolysis Combined with Mechanical-Physical Separation. ACS Sustain. Chem. Eng. 2017, 5, 2639–2647. [Google Scholar] [CrossRef]
- Katano, S.; Wajima, T.; Nakagome, H. Recovery of Tantalum Sintered Compact from Used Tantalum Condenser Using Steam Gasification with Sodium Hydroxide. APCBEE Procedia 2014, 10, 182–186. [Google Scholar] [CrossRef] [Green Version]
- Niu, B.; Chen, Z.Y.; Xu, Z.M. Recovery of Tantalum from Waste Tantalum Capacitors by Supercritical Water Treatment. ACS Sustain. Chem. Eng. 2017, 5, 4421–4428. [Google Scholar] [CrossRef]
- Lacharnay, J.; Baker, N. Recycler nos Déchets électroniques avec de l’Eau à 500°C. Available online: https://lejournal.cnrs.fr/videos/recycler-nos-dechets-avec-de-leau-a-500-degres (accessed on 15 September 2021).
- Lee, H.; Kim, S.-B.; Kim, B.G.; Choi, Y.-Y. A Preliminary Study on Tantalum Recycling from Obsolete Condenser by Multidisciplinary Process. J. Korean Institue Resour. Recycl. 2005, 16, 34–38. [Google Scholar]
- Kanari, N.; Allain, E.; Joussemet, R.; Mochon, J.; Ruiz-Bustinza, I.; Gaballah, I. An overview study of chlorination reactions applied to the primary extraction and recycling of metals and to the synthesis of new reagents. Thermochim. Acta 2009, 495, 42–50. [Google Scholar] [CrossRef]
- Kinsman, L.M.M.; Crevecoeur, R.A.M.; Singh-Morgan, A.; Ngwenya, B.T.; Morrison, C.A.; Love, J.B. Tantalum Recycling by Solvent Extraction: Chloride Is Better than Fluoride. Metals 2020, 10, 9. [Google Scholar] [CrossRef] [Green Version]
- Niu, B.; Chen, Z.Y.; Xu, Z.M. An integrated and environmental-friendly technology for recovering valuable materials from waste tantalum capacitors. J. Clean. Prod. 2017, 166, 512–518. [Google Scholar] [CrossRef]
- Niu, B.; Chen, Z.Y.; Xu, Z.M. Method for Recycling Tantalum from Waste Tantalum Capacitors by Chloride Metallurgy. ACS Sustain. Chem. Eng. 2017, 5, 1376–1381. [Google Scholar] [CrossRef]
- Chen, W.S.; Ho, H.J.; Lin, K.Y. Hydrometallurgical Process for Tantalum Recovery from Epoxy-Coated Solid Electrolyte Tantalum Capacitors. Materials 2019, 12, 14. [Google Scholar] [CrossRef] [Green Version]
- Mineta, K.; Okabe, T.H. Development of a recycling process for tantalum from capacitor scraps. J. Phys. Chem. Solids 2005, 66, 318–321. [Google Scholar] [CrossRef]
- Piotrowicz, A.; Pietrzyk, S. Tantalum recycling from waste of electrical and electronic equipment. In Proceedings of the 1st International Conference on the Sustainable Energy and Environment Development, Krakow, Poland, 17–19 May 2016. [Google Scholar]
- Deblonde, G.J.P.; Bengio, D.; Beltrami, D.; Belair, S.; Cote, G.; Chagnes, A. Niobium and tantalum processing in oxalic-nitric media: Nb2O5 center dot nH2O and Ta2O5 center dot nH2O precipitation with oxalates and nitrates recycling. Sep. Purif. Technol. 2019, 226, 209–217. [Google Scholar] [CrossRef]
- von Brisinski, L.S.; Goldmann, D.; Endres, F. Recovery of Metals from Tantalum Capacitors with Ionic Liquids. Chem. Ing. Tech. 2014, 86, 196–199. [Google Scholar] [CrossRef]
- Toure, M.; Arrachart, G.; Duhamet, J.; Pellet-Rostaing, S. Tantalum and Niobium Selective Extraction by Alkyl-Acetophenone. Metals 2018, 8, 654. [Google Scholar] [CrossRef] [Green Version]
- Turgis, R.; Arrachart, G.; Michel, S.; Legeai, S.; Lejeune, M.; Draye, M.; Pellet-Rostaing, S. Ketone functionalized task specific ionic liquids for selective tantalum extraction. Sep. Purif. Technol. 2018, 196, 174–182. [Google Scholar] [CrossRef]
- Micheau, C.; Arrachart, G.; Turgis, R.; Lejeune, M.; Draye, M.; Michel, S.; Legeai, S.; Pellet-Rostaing, S. Ionic Liquids as Extraction Media in a Two-Step Eco-Friendly Process for Selective Tantalum Recovery. ACS Sustain. Chem. Eng. 2020, 8, 1954–1963. [Google Scholar] [CrossRef]
- Rousseau, F.; Cramer, J.; Prima, F.; Morvan, D.; Bizouard, A. Selective plasma assisted extraction and refining: Application to recycling of Tin, Indium,Tantalum. In Proceedings of the EUMAT-EMRS Fall Meeting, Symposium on Materials Recycling and Circular Economy, Warsaw, Poland, 18 September 2019. [Google Scholar]
- Polak, C. Métallurgie et recyclage du tantale et du niobium, ref. article MS 2365v, vol. TIB369DUO Techniques de l’Ingénieur ed. 2009. [Google Scholar]
- Vutova, K.; Vassileva, V.; Koleva, E.; Munirathnam, N.; Amalnerkar, D.P.; Tanaka, T. Investigation of Tantalum Recycling by Electron Beam Melting. Metals 2016, 6, 13. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.W.; Choi, S.H.; Sim, J.J.; Lim, J.H.; Seo, K.D.; Hyun, S.K.; Kim, T.Y.; Gu, B.W.; Park, K.T. Fabrication of 4N5 Grade Tantalum Wire From Tantalum Scrap by EBM and Drawing. Arch. Metall. Mater. 2019, 64, 935–941. [Google Scholar] [CrossRef]
- Degabriel, T.; Lefèvre, G. Recycling refractory metals by LDH assisted lixiviation. In Proceedings of the EUMAT-EMRS Fall Meeting, Symposium on Materials Recycling and Circular Economy, Warsaw, Poland, 18 September 2019. [Google Scholar]
- Choi, B.-K.; Sauer, F.; Beck, G. Recovery of Tantalum from Printed Circuit Boards. In Proceedings of the EUMAT-EMRS Fall Meeting, Symposium on Materials Recycling and Circular Economy, Warsaw, Poland, 18 September 2019. [Google Scholar]
- Sauer, F.; Choi, B.; Beck, G.; Wickleder, M. Recovery of Tantalum from Printed Circuit Boards—An Overview of the IRETA Project. World Metall. 2019, 72, 216–222. [Google Scholar]
- Noll, R.; Bergmann, K.; Fricke-Begemann, C.; Schreckenberg, F. Inverse Produktion fur nachhaltige Wertstoffkreislaufe—Aktuelle Entwicklungen zur automatisierten Demontage und Entstuckung von ElektronikplatinenInverse Production for Sustainable Recycling Routes—New Developments for Automated Disassembly of End-of-Life Electronics. Chem. Ing. Tech. 2020, 92, 360–367. [Google Scholar] [CrossRef] [Green Version]
- Fricke-Begemann, C.; Noll, R. ADIR EU Project Press Release: Proven a Thousand Times Over: Successful Recovery of Valuable Materials from Electronic Devices; Fraunhofer Institute for Laser Technology: Aachen, Germany, 2020. [Google Scholar]
- Ramon, H.; Peeters, J.R.; Sterkens, W.; Duflou, J.R.; Kellens, K.; Dewulf, W. Techno-economic potential of recycling Tantalum containing capacitors by automated selective dismantling. Procedia CIRP 2020, 90, 421–425. [Google Scholar] [CrossRef]
- Industry Arc. Niobium Capacitor Market—Forecast (2021—2026); Industry Arc.: Hyderabad, India, 2021. [Google Scholar]
- Montero, R.; Guevara, A.; dela Torre, E. Recovery of gold, silver, copper and niobium from printed circuit boards using leaching column technique. J. Earth Sci. Eng. 2012, 2, 590. [Google Scholar]
- Lende, A.B.; Kulkarni, P.S. Selective recovery of tungsten from printed circuit board recycling unit wastewater by using emulsion liquid membrane process. J. Water Process. Eng. 2015, 8, 75–81. [Google Scholar] [CrossRef]
- Ayres, R.U.; Méndez, G.V.; Peiró, L.T. Chapter 4—Recycling Rare Metals. In Handbook of Recycling; Worrell, E., Reuter, M.A., Eds.; Elsevier: Boston, MA, USA, 2014; pp. 27–38. [Google Scholar] [CrossRef]
- Bourgeois, D.; Meyer, D.; Poirot, R. Process for Separating Palladium from the Other Metal Elements Present in a Nitric Aqueous Phase and Uses Thereof. France Patent FR1,456,878A,, 24 May 2017. [Google Scholar]
- Tuncuk, A.; Stazi, V.; Akcil, A.; Yazici, E.Y.; Deveci, H. Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Miner. Eng. 2012, 25, 28–37. [Google Scholar] [CrossRef]
- Behnamfard, A.; Salarirad, M.M.; Veglio, F. Process development for recovery of copper and precious metals from waste printed circuit boards with emphasize on palladium and gold leaching and precipitation. Waste Manag. 2013, 33, 2354–2363. [Google Scholar] [CrossRef]
- Kim, B.-S.; Lee, J.-c.; Seo, S.-P.; Park, Y.-K.; Sohn, H.Y. A process for extracting precious metals from spent printed circuit boards and automobile catalysts. JOM 2004, 56, 55–58. [Google Scholar] [CrossRef]
- Creamer, N.J.; Baxter-Plant, V.S.; Henderson, J.; Potter, M.; Macaskie, L.E. Palladium and gold removal and recovery from precious metal solutions and electronic scrap leachates by Desulfovibrio desulfuricans. Biotechnol. Lett. 2006, 28, 1475–1484. [Google Scholar] [CrossRef] [PubMed]
- Park, Y.J.; Fray, D.J. Recovery of high purity precious metals from printed circuit boards. J. Hazard. Mater. 2009, 164, 1152–1158. [Google Scholar] [CrossRef]
- Dean, J. Lange’s Handbook of Chemistry; Wei, J.F., Translator; Science Press: Beijing, China, 2003. [Google Scholar]
- Bernardis, F.L.; Grant, R.A.; Sherrington, D.C. A review of methods of separation of the platinum-group metals through their chloro-complexes. React. Funct. Polym. 2005, 65, 205–217. [Google Scholar] [CrossRef]
- Cieszynska, A.; Wiśniewski, M. Extractive recovery of palladium (II) from hydrochloric acid solutions with Cyphos® IL. Hydrometallurgy 2012, 113, 79–85. [Google Scholar] [CrossRef]
- Quinet, P.; Proost, J.; Van Lierde, A. Recovery of precious metals from electronic scrap by hydrometallurgical processing routes. Min. Metall. Explor. 2005, 22, 17–22. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, F.-S. Selective recovery of palladium from waste printed circuit boards by a novel non-acid process. J. Hazard. Mater. 2014, 279, 46–51. [Google Scholar] [CrossRef]
- Ramos-Ruiz, A.; Field, J.A.; Sun, W.; Sierra-Alvarez, R. Gallium arsenide (GaAs) leaching behavior and surface chemistry changes in response to pH and O2. Waste Manag. 2018, 77, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Gambogi, J. USGS minerals year book. Rare Earths 2018, 703, 2011–2012. [Google Scholar]
- Zhan, L.; Zhang, Y.; Ahmad, Z.; Xu, Z. Novel Recycle Technology for Recovering Gallium Arsenide from Scraped Integrated Circuits. ACS Sustain. Chem. Eng. 2020, 8, 2874–2882. [Google Scholar] [CrossRef]
- Commission, E. Critical Raw Materials for the European Union–Report of the Ad-hoc Working Group on defining Critical Raw Materials; EU Commission–DG Enterprise and Industry: Brussels, Belgium, 2010. [Google Scholar]
- Peiró, L.T.; Méndez, G.V.; Ayres, R.U. Material flow analysis of scarce metals: Sources, functions, end-uses and aspects for future supply. Environ. Sci. Technol. 2013, 47, 2939–2947. [Google Scholar] [CrossRef]
- Talens Peiro, L.; Villalba Méndez, G. Results from the Workshop; Preliminary Assessment of Multifunctional Mobile Phones; European Commission: Brussels, Belgium, 2011. [Google Scholar]
- Survey, U.G.; S, O.; Survey, U.G. Mineral. Commodity Summaries, 2009; Government Printing Office: Washington, DC, USA, 2009. [Google Scholar]
- Kozlov, S.; Potolokov, N.; Fedorov, V.; Aganichev, M.; Sidorov, O.; Sazhin, M.; Petrukhin, I. Preparation of high-purity gallium from semiconductor fabrication waste. Inorg. Mater. 2003, 39, 1257–1266. [Google Scholar] [CrossRef]
- Chu, S. Critical Materials Strategy; DIANE Publishing: Darby, PA, USA, 2011. [Google Scholar]
- Ahonen, S.; Arvanitidis, N.; Auer, A.; Baillet, E.; Bellato, N.; Binnemans, K.; Blengini, G.a.; Bonato, D.; Brouwer, E.; Brower, S.; et al. Strengthening the European Rare Earths Supply-Chain Challenges and Policy Options a Report by the European Rare Earths Competency Network (ERECON); European Commission: Brussels, Belgium, 2015. [Google Scholar]
- Cheisson, T.; Schelter, E.J. Rare earth elements: Mendeleev’s bane, modern marvels. Science 2019, 363, 489–493. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Lucas, J.; Lucas, P.; Mercier, T.L.; Rollat, A.; Davenport, W.G. Rare Earths, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Yoon, H.S.; Kim, C.J.; Chung, K.W.; Kim, S.D.; Lee, J.Y.; Kumar, J.R. Solvent extraction, separation and recovery of dysprosium (Dy) and neodymium (Nd) from aqueous solutions: Waste recycling strategies for permanent magnet processing. Hydrometallurgy 2016, 165, 27–43. [Google Scholar] [CrossRef]
- Wilson, A.M.; Bailey, P.J.; Tasker, P.A.; Turkington, J.R.; Grant, R.A.; Love, J.B. Solvent extraction: The coordination chemistry behind extractive metallurgy. Chem. Soc. Rev. 2014, 43, 123–134. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Veliscek-Carolan, J. Separation of actinides from spent nuclear fuel: A review. J. Hazard. Mater. 2016, 318, 266–281. [Google Scholar] [CrossRef] [PubMed]
- Eicke, H.F.; Christen, H. Is water critical to formation of micelles in apolar media? Helv. Chim. Acta 1978, 61, 2258–2263. [Google Scholar] [CrossRef]
- Bauer, C.; Bauduin, P.; Dufreche, J.F.; Zemb, T.; Diat, O. Liquid/liquid metal extraction: Phase diagram topology resulting from molecular interactions between extractant, ion, oil and water. Eur. Phys. J. -Spec. Top. 2012, 213, 225–241. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef] [Green Version]
- Akahori, T.; Hiroshige, Y. Economical Evaluation of Recycling System for Rare-earth Magnets; IEEE: New York, NY, USA, 2012. [Google Scholar]
- Rademaker, J.H.; Kleijn, R.; Yang, Y.X. Recycling as a Strategy against Rare Earth Element Criticality: A Systemic Evaluation of the Potential Yield of NdFeB Magnet Recycling. Environ. Sci. Technol. 2013, 47, 10129–10136. [Google Scholar] [CrossRef]
- Schulze, R.; Weidema, B.P.; Schebek, L.; Buchert, M. Recycling and its effects on joint production systems and the environment—the case of rare earth magnet recycling—Part I—Production model. Resour. Conserv. Recycl. 2018, 134, 336–346. [Google Scholar] [CrossRef]
- Alonso, E.; Sherman, A.M.; Wallington, T.J.; Everson, M.P.; Field, F.R.; Roth, R.; Kirchain, R.E. Evaluating rare earth element availability: A case with revolutionary demand from clean technologies. Environ. Sci. Technol. 2012, 46, 3406–3414. [Google Scholar] [CrossRef]
- Khanna, R.; Ellamparuthy, G.; Cayumil, R.; Mishra, S.K.; Mukherjee, P.S. Concentration of rare earth elements during high temperature pyrolysis of waste printed circuit boards. Waste Manag. 2018, 78, 602–610. [Google Scholar] [CrossRef]
- Bandara, H.M.D.; Darcy, J.W.; Apelian, D.; Emmert, M.H. Value Analysis of Neodymium Content in Shredder Feed: Toward Enabling the Feasibility of Rare Earth Magnet Recycling. Environ. Sci. Technol. 2014, 48, 6553–6560. [Google Scholar] [CrossRef]
- Darcy, J.W.; Bandara, H.M.D.; Mishra, B.; Blanplain, B.; Apelian, D.; Emmert, M.H. Challenges in Recycling End-of-Life Rare Earth Magnets. Jom 2013, 65, 1381–1382. [Google Scholar] [CrossRef] [Green Version]
- Nlebedim, I.C.; King, A.H. Addressing Criticality in Rare Earth Elements via Permanent Magnets Recycling. Jom 2018, 70, 115–123. [Google Scholar] [CrossRef] [Green Version]
- Joseph, C.; Yunus, M.M.; Ismail, N.; Kanthasamy, R. Economic potential assessment of neodymium recovery from Malaysia e-waste resource. Mater. Today Proc. 2019, 17, 707–716. [Google Scholar] [CrossRef]
- Gandha, K.; Ouyang, G.Y.; Gupta, S.; Kunc, V.; Paranthaman, M.P.; Nlebedim, I.C. Recycling of additively printed rare-earth bonded magnets. Waste Manag. 2019, 90, 94–99. [Google Scholar] [CrossRef]
- Gauss, R.; Diehl, O.; Brouwer, E.; Buckow, A.; Guth, K.; Gutfleisch, O. Processes for the Recycling of Rare Earth Permanent Magnets. Chem. Ing. Tech. 2015, 87, 1477–1485. [Google Scholar] [CrossRef]
- Poskovic, E.; Ferraris, L.; Franchini, F.; Grande, M.A.; Pallavicini, E.; IEEE. A Different Approach to Rare-Earth Magnet Recycling; IEEE: New York, NY, USA, 2018. [Google Scholar]
- Upadhayay, P.; Lebouc, A.K.; Garbuio, L.; Awais, M.; Degri, M.; Walton, A.; Mipo, J.C.; Dubus, J.M.; IEEE. Applicability of Direct Reuse and Recycled Rare Earth Magnets in Electro-mobility. In Proceedings of the 2018 7th International Conference on Renewable Energy Research and Applications, Paris, France, 14–17 October 2018; pp. 846–852. [Google Scholar]
- Walton, A.; Yi, H.; Rowson, N.A.; Speight, J.D.; Mann, V.S.J.; Sheridan, R.S.; Bradshaw, A.; Harris, I.R.; Williams, A.J. The use of hydrogen to separate and recycle neodymium–iron–boron-type magnets from electronic waste. J. Clean. Prod. 2015, 104, 236–241. [Google Scholar] [CrossRef] [Green Version]
- Richard, L.; Lecorre, C. Method for Isolating Rare Earths and/or Adjacent Metal Element(S) Contained in the Magnetic Phase of Permanent Magnets. U.S. Patent U.S. 10,167,532B2, 21 October 2013. [Google Scholar]
- Önal, M.A.R.; Jönsson, C.; Zhou, W.; Van Gerven, T.; Guo, M.; Walton, A.; Blanpain, B. Comparative oxidation behavior of Nd-Fe-B magnets for potential recycling methods: Effect of hydrogenation pre-treatment and magnet composition. J. Alloys Compd. 2017, 728, 727–738. [Google Scholar] [CrossRef]
- Saguchi, A.; Asabe, K.; Takahashi, W.; Suzuki, R.O.; Ono, K. Recycling of rare earth magnet scraps part III carbon removal from nd magnet grinding sludge under vacuum heating. Mater. Trans. 2002, 43, 256–260. [Google Scholar] [CrossRef]
- Saguchi, A.; Asabe, K.; Fukuda, T.; Takahashi, W.; Suzuki, R.O. Recycling of rare earth magnet scraps: Carbon and oxygen removal from Nd magnet scraps. J. Alloys Compd. 2006, 408, 1377–1381. [Google Scholar] [CrossRef]
- Li, C.; Liu, W.Q.; Yue, M.; Liu, Y.Q.; Zhang, D.T.; Zuo, T.Y. Waste Nd-Fe-B Sintered Magnet Recycling by Doping With Rare Earth Rich Alloys. IEEE Trans. Magn. 2014, 50, 3. [Google Scholar] [CrossRef]
- Takeda, O.; Nakano, K.; Sato, Y. Recycling of Rare Earth Magnet Waste by Removing Rare Earth Oxide with Molten Fluoride. Mater. Trans. 2014, 55, 334–341. [Google Scholar] [CrossRef] [Green Version]
- Van Ende, M.A.; Jung, I.H.; Kim, Y.H.; Kim, T.S. Thermodynamic optimization of the Dy-Nd-Fe-B system and application in the recovery and recycling of rare earth metals from NdFeB magnet. Green Chem. 2015, 17, 2246–2262. [Google Scholar] [CrossRef]
- Stuhlpfarrer, P.; Luidold, S.; Schnideritsch, H.; Antrekowitsch, H. New preparation and recycling procedure to recover rare earth elements from magnets by using a closed loop treatment. Trans. Inst. Min. Metall. Sect. C-Miner. Process. Extr. Metall. 2016, 125, 204–210. [Google Scholar] [CrossRef]
- Itoh, M.; Masuda, M.; Suzuki, S.; Machida, K.I. Recycling of rare earth sintered magnets as isotropic bonded magnets by melt-spinning. J. Alloys Compd. 2004, 374, 393–396. [Google Scholar] [CrossRef]
- Itoh, M.; Miura, K.; Machidat, K.I. A novel process of resource recovery from rare earth magnet scrap using carbonylation reaction and recycle as electromagnetic wave absorber. J. Ceram. Soc. Jpn. 2007, 115, 628–632. [Google Scholar] [CrossRef] [Green Version]
- Lorenz, T.; Bertau, M. Recycling of rare earth elements from FeNdB-Magnets via solid-state chlorination. J. Clean. Prod. 2019, 215, 131–143. [Google Scholar] [CrossRef]
- Lorenz, T.; Bertau, M. Recycling of rare earth elements from SmCo5-Magnets via solid-state chlorination. J. Clean. Prod. 2020, 246, 118980. [Google Scholar] [CrossRef]
- Onal, M.A.R.; Borra, C.R.; Guo, M.; Blanpain, B.; Van Gerven, T. Recycling of NdFeB Magnets Using Sulfation, Selective Roasting, and Water Leaching. J. Sustain. Metall. 2015, 1, 199–215. [Google Scholar] [CrossRef]
- Bogart, J.A.; Cole, B.E.; Boreen, M.A.; Lippincott, C.A.; Manor, B.C.; Carroll, P.J.; Schelter, E.J. Accomplishing simple, solubility-based separations of rare earth elements with complexes bearing size-sensitive molecular apertures. Proc. Natl. Acad. Sci. USA 2016, 113, 14887–14892. [Google Scholar] [CrossRef] [Green Version]
- Polyakov, E.G.; Sibilev, A.S. Recycling rare-earth-metal waste using hydrometallurgical methods. Theor. Found. Chem. Eng. 2016, 50, 607–612. [Google Scholar] [CrossRef]
- Gergoric, M.; Ekberg, C.; Foreman, M.R.S.; Steenari, B.M.; Retegan, T. Characterization and Leaching of Neodymium Magnet Waste and Solvent Extraction of the Rare-Earth Elements Using TODGA. J. Sustain. Metall. 2017, 3, 638–645. [Google Scholar] [CrossRef] [Green Version]
- Hopfe, S.; Flemming, K.; Lehmann, F.; Mockel, R.; Kutschke, S.; Pollmann, K. Leaching of rare earth elements from fluorescent powder using the tea fungus Kombucha. Waste Manag. 2017, 62, 211–221. [Google Scholar] [CrossRef]
- Sahoo, K.; Nayak, A.K.; Ghosh, M.K.; Sarangi, K. Preparation of Sm2O3 and Co3O4 from SmCo magnet swarf by hydrometallurgical processing in chloride media. J. Rare Earths 2018, 36, 725–732. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Binnemans, K.; Sun, Z.; Sietsma, J.; Yang, Y.X. Selective Extraction of Rare-Earth Elements from NdFeB Magnets by a Room-Temperature Electrolysis Pretreatment Step. ACS Sustain. Chem. Eng. 2018, 6, 9375–9382. [Google Scholar] [CrossRef]
- Gergoric, M.; Barrier, A.; Retegan, T. Recovery of Rare-Earth Elements from Neodymium Magnet Waste Using Glycolic, Maleic, and Ascorbic Acids Followed by Solvent Extraction. J. Sustain. Metall. 2019, 5, 85–96. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.P.; Peng, C.; Wilson, B.P.; Lundstrom, M. Oxalic Acid Recovery from High Iron Oxalate Waste Solution by a Combination of Ultrasound-Assisted Conversion and Cooling Crystallization. ACS Sustain. Chem. Eng. 2019, 7, 17372–17378. [Google Scholar] [CrossRef]
- Sethurajan, M.; van Hullebusch, E.D.; Fontana, D.; Akcil, A.; Deveci, H.; Batinic, B.; Leal, J.P.; Gasche, T.A.; Kucuker, M.A.; Kuchta, K.; et al. Recent advances on hydrometallurgical recovery of critical and precious elements from end of life electronic wastes—A review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 212–275. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.P.; Porvali, A.; Halli, P.; Wilson, B.P.; Lundstrom, M. Comparison of Different Leaching Media and Their Effect on REEs Recovery from Spent Nd-Fe-B Magnets. Jom 2020, 72, 806–815. [Google Scholar] [CrossRef] [Green Version]
- Onal, M.A.R.; Riano, S.; Binnemans, K. Alkali baking and solvometallurgical leaching of NdFeB magnets. Hydrometallurgy 2020, 191, 105213. [Google Scholar] [CrossRef]
- Reisdorfer, G.; Bertuol, D.A.; Tanabe, E.H. Extraction of neodymium from hard disk drives using supercritical CO2 with organic acids solutions acting as cosolvents. J. CO2 Util. 2020, 35, 277–287. [Google Scholar] [CrossRef]
- Sarfo, P.; Frasz, T.; Das, A.; Young, C. Hydrometallurgical Recovery and Process Optimization of Rare Earth Fluorides from Recycled Magnets. Minerals 2020, 10, 340. [Google Scholar] [CrossRef] [Green Version]
- Van Loy, S.; Onal, M.A.R.; Binnemans, K.; Van Gerven, T. Recovery of valuable metals from NdFeB magnets by mechanochemically assisted ferric sulfate leaching. Hydrometallurgy 2020, 191, 105154. [Google Scholar] [CrossRef]
- Auerbach, R.; Bokelmann, K.; Stauber, R.; Gutfleisch, O.; Schnell, S.; Ratering, S. Critical raw materials—Advanced recycling technologies and processes: Recycling of rare earth metals out of end of life magnets by bioleaching with various bacteria as an example of an intelligent recycling strategy. Miner. Eng. 2019, 134, 104–117. [Google Scholar] [CrossRef]
- Špadina, M.; Bohinc, K.; Zemb, T.; Dufrêche, J.-F. A colloidal model of prediction of the extraction of rare earths assisted by acidic extractant. Langmuir 2019, 35, 57. [Google Scholar] [CrossRef] [PubMed]
- Duvail, M.; Arleth, L.; Zemb, T.; Dufreche, J.F. Predicting for thermodynamic instabilities in water/oil/surfactant microemulsions: A mesoscopic modelling approach. J. Chem. Phys. 2014, 140, 11. [Google Scholar] [CrossRef]
- Duhamet, J.; Mohwald, H.; Pleines, M.; Zemb, T. Self-Regulated Ion Permeation through Extraction Membranes. Langmuir 2017, 33, 9873–9879. [Google Scholar] [CrossRef]
- Spadina, M.; Bohinc, K.; Zemb, T.; Dufreche, J.F. Multicomponent Model for the Prediction of Nuclear Waste/Rare-Earth Extraction Processes. Langmuir 2018, 34, 10434–10447. [Google Scholar] [CrossRef] [PubMed]
- Bouali, S.; Leybros, A.; Toquer, G.; Leydier, A.; Grandjean, A.; Zemb, T. Amidophosphonate ligands as cerium extractants in supercritical CO2. J. Supercrit. Fluids 2019, 149, 64–69. [Google Scholar] [CrossRef]
- Zemb, T.; Gabriel, J.-C.P. Final Report Summary ERC 320915: REE-CYCLE (Rare Earth Element Recycling with Low Harmful Emissions; European Union: Brussels, Belgium, 2019. [Google Scholar]
- Theisen, J.; Penisson, C.; Rey, J.; Zemb, T.; Duhamet, J.; Gabriel, J.C.P. Effects of porous media on extraction kinetics: Is the membrane really a limiting factor? J. Membr. Sci. 2019, 586, 318–325. [Google Scholar] [CrossRef] [Green Version]
- Matsumiya, M.; Kondo, H.; Kurachi, A.; Tsunashima, K.; Kodama, S. Separation of Iron Group Metal and Recovery of Neodymium Metal by Electrodeposition in Ionic Liquids. J. Jpn. Inst. Met. 2011, 75, 607–612. [Google Scholar] [CrossRef] [Green Version]
- Ishii, M.; Matsumiya, M.; Kawakami, S. Development of recycling process for rare earth magnets by electrodeposition using ionic liquids media. In Molten Salts and Ionic Liquids 18; Reichert, W.M., Mantz, R.A., Trulove, P.C., Ispas, A., Fox, D.M., Mizuhata, M., DeLong, H.C., Bund, A., Eds.; Electrochemical Soc Inc.: Pennington, NJ, USA, 2012; Volume 50, pp. 549–560. [Google Scholar]
- Matsumiya, M.; Kikuchi, Y.; Yamada, T.; Kawakami, S. Extraction of rare earth ions by tri-n-butylphosphate/phosphonium ionic liquids and the feasibility of recovery by direct electrodepositiori. Sep. Purif. Technol. 2014, 130, 91–101. [Google Scholar] [CrossRef]
- Matsumiya, M. Electrodeposition of Rare Earth Metal in Ionic Liquids. In Application of Ionic Liquids on Rare Earth Green Separation and Utilization; Chen, J., Ed.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 117–153. [Google Scholar] [CrossRef]
- Matsumiya, M.; Yamada, T.; Kikuchi, Y.; Kawakami, S. Removal of Iron and Boron by Solvent Extraction with Ionic Liquids and Recovery of Neodymium Metal by Direct Electrodeposition. Solvent Extr. Ion. Exch. 2016, 34, 522–534. [Google Scholar] [CrossRef]
- Ota, H.; Matsumiya, M.; Sasaya, N.; Nishihata, K.; Tsunashima, K. Investigation of electrodeposition behavior for Nd(III) in P-2225 TFSA ionic liquid by EQCM methods with elevated temperatures. Electrochim. Acta 2016, 222, 20–26. [Google Scholar] [CrossRef]
- Sasaya, N.; Matsumiya, M.; Murakami, S.; Nishihata, K.; Tsunashima, K. Investigation into applicability of EQCM methods at elevated temperature for ionic liquids. Electrochim. Acta 2016, 194, 304–309. [Google Scholar] [CrossRef]
- Matsumiya, M. Purification of Rare Earth Amide Salts by Hydrometallurgy and Electrodeposition of Rare Earth Metals Using Ionic Liquids; Intech Europe: Rijeka, Croatia, 2017; pp. 213–234. [Google Scholar] [CrossRef] [Green Version]
- Xu, X.; Sturm, S.; Zavasnik, J.; Rozman, K.Z. Electrodeposition of a Rare-Earth Iron Alloy from an Ionic-Liquid Electrolyte. ChemElectroChem 2019, 6, 2860–2869. [Google Scholar] [CrossRef]
- Numata, H.; Akatsuka, H.; Matsuura, H. Optimization of a Molten Salt Electrolytic Bath Geometry for Rare Earth Metal Recovery using a Finite Element Method. Z. Naturfors. Sect. A-J. Phys. Sci. 2013, 68, 48–58. [Google Scholar] [CrossRef]
- Rayaprolu, S.; Chidambaram, D. Electrochemical Deposition of Terbium from Molten Salts. In Emerging Materials and Processes for Energy Conversion and Storage; Fukunaka, Y., Johnson, C.S., Vereecken, P.M., Deligianni, H., Nguyen, T.V., Eds.; Electrochemical Soc Inc.: Pennington, NJ, USA, 2014; Volume 58, pp. 51–66. [Google Scholar]
- Fukumoto, M.; Sato, Y.; Hara, M. Recovery of Dy from a Mixture of Nd, Fe, B and Dy by Electrolysis in Molten LiCl. Mater. Trans. 2016, 57, 1327–1331. [Google Scholar] [CrossRef] [Green Version]
- Kamimoto, Y.; Itoh, T.; Yoshimura, G.; Kuroda, K.; Hagio, T.; Ichino, R. Electrodeposition of rare-earth elements from neodymium magnets using molten salt electrolysis. J. Mater. Cycles Waste 2018, 20, 1918–1922. [Google Scholar] [CrossRef]
- Ohl, J. Challenges in electrolysis of neodymium in chloride melts at 500 A degrees C. J. Appl. Electrochem. 2018, 48, 765–772. [Google Scholar] [CrossRef]
- Watanabe, Y.; Norikawa, Y.; Yasuda, K.; Nohira, T. Electrochemical Dy-Alloying Behaviors of Inconel and Hastelloy in Molten LiF-CaF2-DyF. Mater. Trans. 2019, 60, 379–385. [Google Scholar] [CrossRef] [Green Version]
- Rai, V.; Liu, D.; Xia, D.; Jayaraman, Y.; Gabriel, J.-C.P. Electrochemical Approaches for the Recovery of Metals from Electronic Waste: A Critical Review. Recycling 2021, 6, 53. [Google Scholar] [CrossRef]
- Kokoric, V.; Theisen, J.; Wilk, A.; Penisson, C.; Bernard, G.; Mizaikoff, B.; Gabriel, J.C.P. Determining the Partial Pressure of Volatile Components via Substrate-Integrated Hollow Waveguide Infrared Spectroscopy with Integrated Microfluidics. Anal. Chem. 2018, 90, 4445–4451. [Google Scholar] [CrossRef] [PubMed]
- Penisson, C.; Wilk, A.; Theisen, J.; Kokoric, V.; Mizaikoff, B.; Gabriel, J.-C.P. Water activity measurement of NaCl/H2O mixtures via substrate-integrated hollow waveguide infrared spectroscopy with integrated microfluidics. In Proceedings of the Nanotech 2018-The 20th annual Nanotech Conference, Anaheim, CA, USA, 13–16 May 2018. [Google Scholar]
- Helle, G.; Mariet, C.; Cote, G. Liquid-liquid extraction of uranium(VI) with Aliquat(R) 336 from HCl media in microfluidic devices: Combination of micro-unit operations and online ICP-MS determination. Talanta 2015, 139, 123–131. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | CAPEX | OPEX | Advantages | Drawbacks |
|---|---|---|---|---|
| Manual dismantling | + | ++++ | Easy to implement Selective disassembling | Hard manual work Requires manpower Slow process Polluting |
| Surface cutting knife | ++ | + | Non-polluting High disassembly rate | WPCBs are treated one by one |
| Crude heating | ++ | + | Large capacity | Toxic emissions Heat damage ECs |
| Infrared radiators | ++ | + | High disassembly rate | Small volumes Heat damage ECs |
| Hot air heating | ++ | ++ | High disassembly rate Little maintenance Non-polluting | Low accuracy control Low energy efficiency |
| Solder bath heating | ++ | +++ | High disassembly rate | Difficult to automate Toxic fumes emissions Dangerous working conditions |
| Hot fluid heating | ++ | ++ | High disassembly rate High thermal efficiency High solder recovery rate | Generating toxic waste fluids and fumes |
| Heated centrifugation | ++ | ++ | High solder recovery rate Solder elements separation | High temperature Heat damage ECs |
| Solder dissolution | + | ++ | Selective process | Requires further treatments Hazardous chemicals used |
| Hydrothermal and supercritical fluids treatment | +++ | ++ | Target metals or resin No toxic product released Reusable reagents | Cannot target solder Requires further dismantling treatments |
| Epoxy resin treatment | ++ | ++ | Recover functional circuits Chemicals can be recycled | Need further dismantling process Hazardous chemicals used |
| Robotic Dismantling | +++ | + | Combined dismantling and sorting Low manpower | Low throughput |
| Fragmentation by high voltage electric pulse crusher | +++ | ++++ | High capacity Non-polluting | Low energy efficiency Expensive initial investment |
| Sorting Process | CAPEX | OPEX | Advantages | Drawbacks |
|---|---|---|---|---|
| Physical separation | +++ | ++ | Large capacity Simple and existing processes | Requires multiple processes and machines |
| Machine vision | + | + | Easy to implement Focus on specific ECs | Does not focus on the elemental composition |
| Spectroscopy sorting | ++ | ++ | High accuracy elemental sorting | Expensive device No industrial process developed yet |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maurice, A.A.; Dinh, K.N.; Charpentier, N.M.; Brambilla, A.; Gabriel, J.-C.P. Dismantling of Printed Circuit Boards Enabling Electronic Components Sorting and Their Subsequent Treatment Open Improved Elemental Sustainability Opportunities. Sustainability 2021, 13, 10357. https://0-doi-org.brum.beds.ac.uk/10.3390/su131810357
Maurice AA, Dinh KN, Charpentier NM, Brambilla A, Gabriel J-CP. Dismantling of Printed Circuit Boards Enabling Electronic Components Sorting and Their Subsequent Treatment Open Improved Elemental Sustainability Opportunities. Sustainability. 2021; 13(18):10357. https://0-doi-org.brum.beds.ac.uk/10.3390/su131810357
Chicago/Turabian StyleMaurice, Ange A., Khang Ngoc Dinh, Nicolas M. Charpentier, Andrea Brambilla, and Jean-Christophe P. Gabriel. 2021. "Dismantling of Printed Circuit Boards Enabling Electronic Components Sorting and Their Subsequent Treatment Open Improved Elemental Sustainability Opportunities" Sustainability 13, no. 18: 10357. https://0-doi-org.brum.beds.ac.uk/10.3390/su131810357