
Sustainable Food Production: An Intelligent Fault Diagnosis Framework for Analyzing the Risk of Critical Processes

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Literature Review
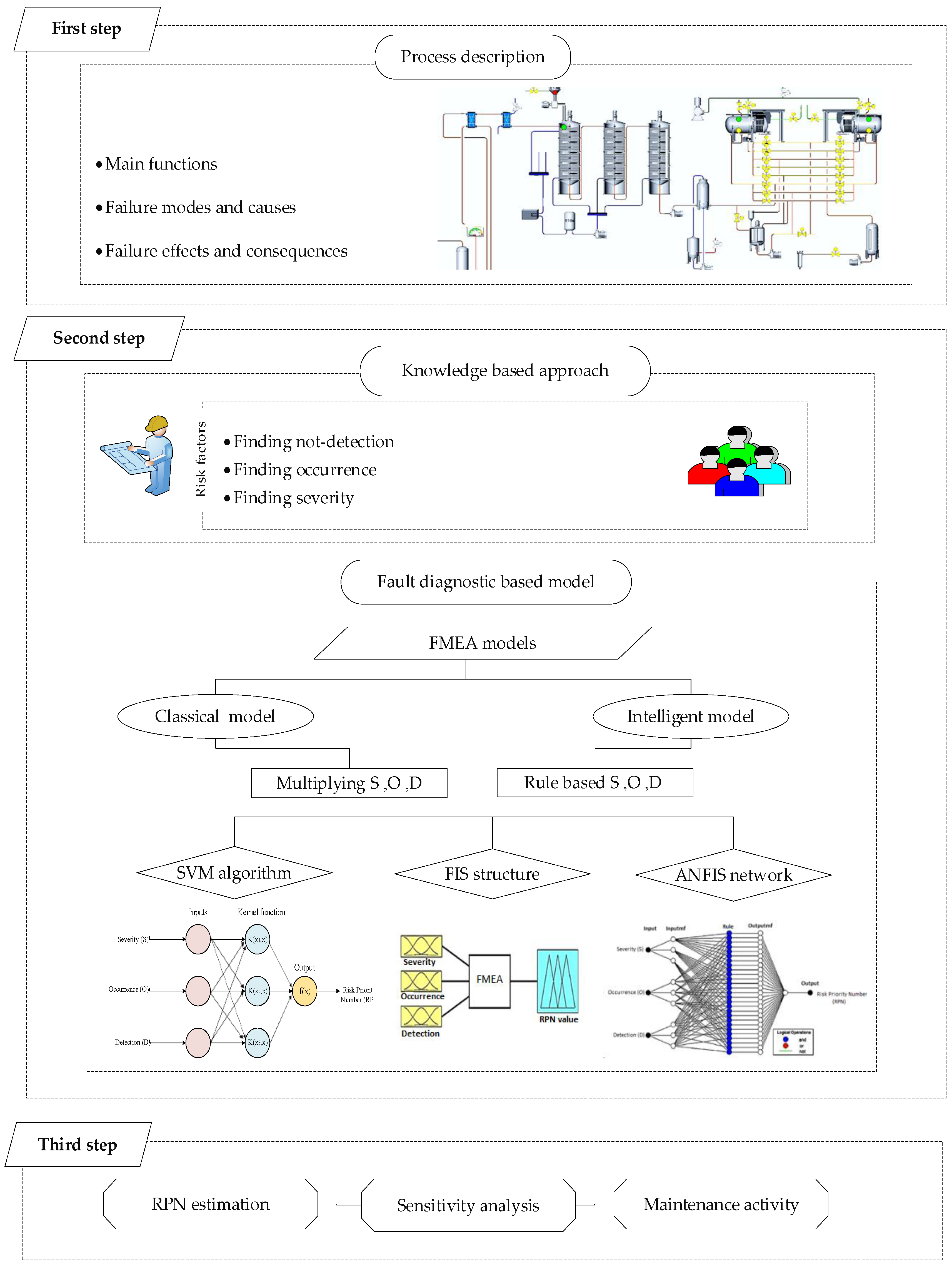
3. Materials and Methods
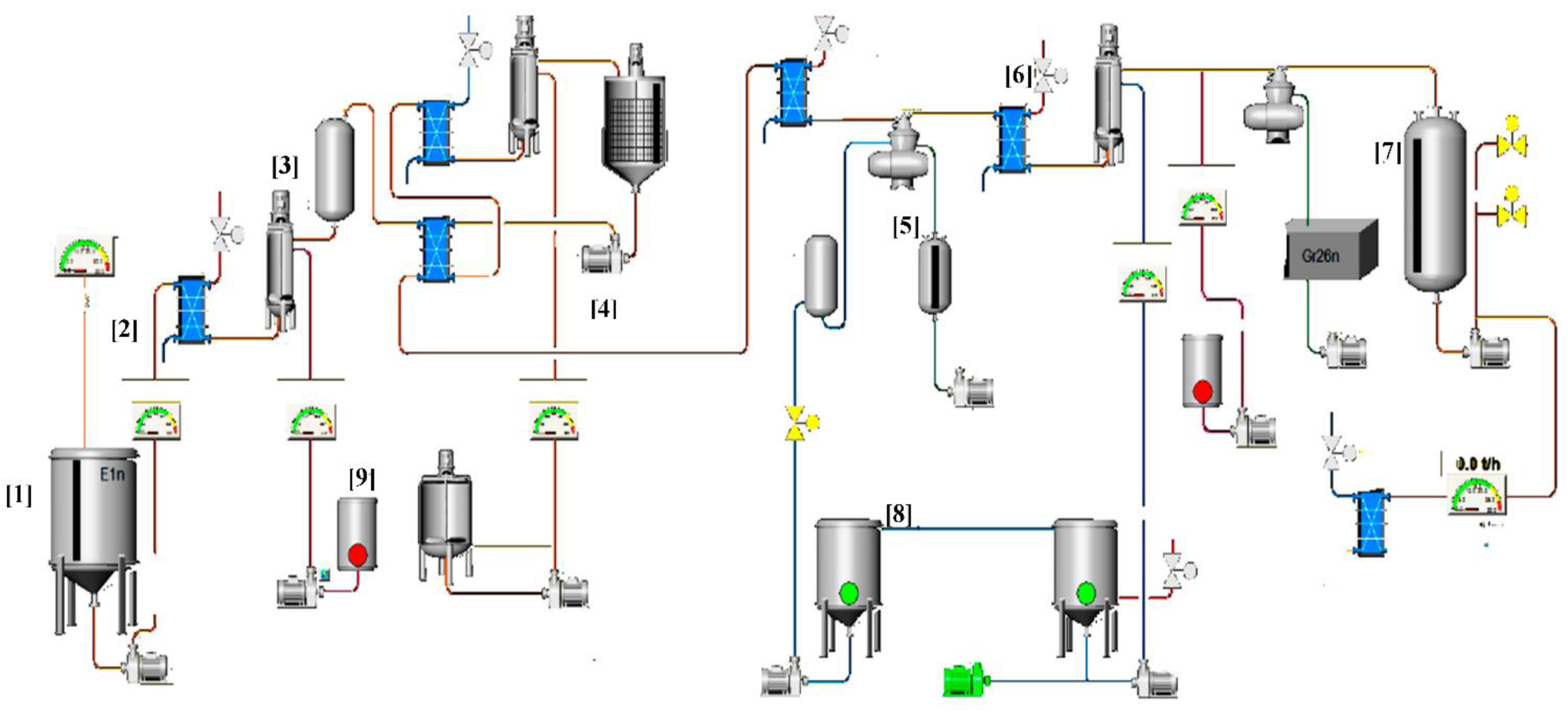
3.1. First Step: Process Description
3.1.1. Neutralization Process
3.1.2. Discoloration Process
3.1.3. Winterize Process
3.1.4. Deodorizing Process
3.1.5. Potential Failures and Their Effects
3.2. Second Step: Knowledge-Based Approach
3.2.1. Risk Parameters Definition
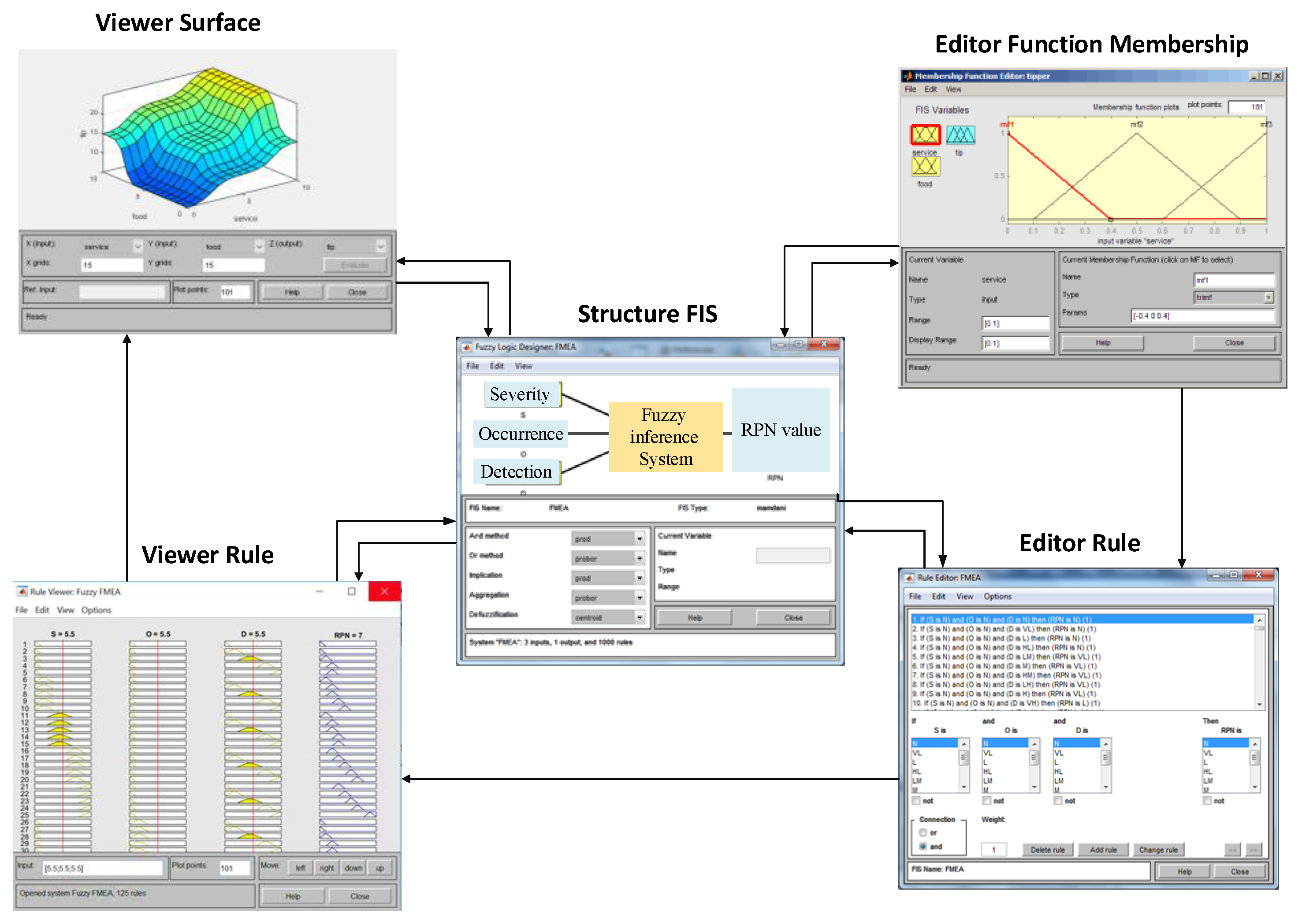
3.2.2. FIS Structure
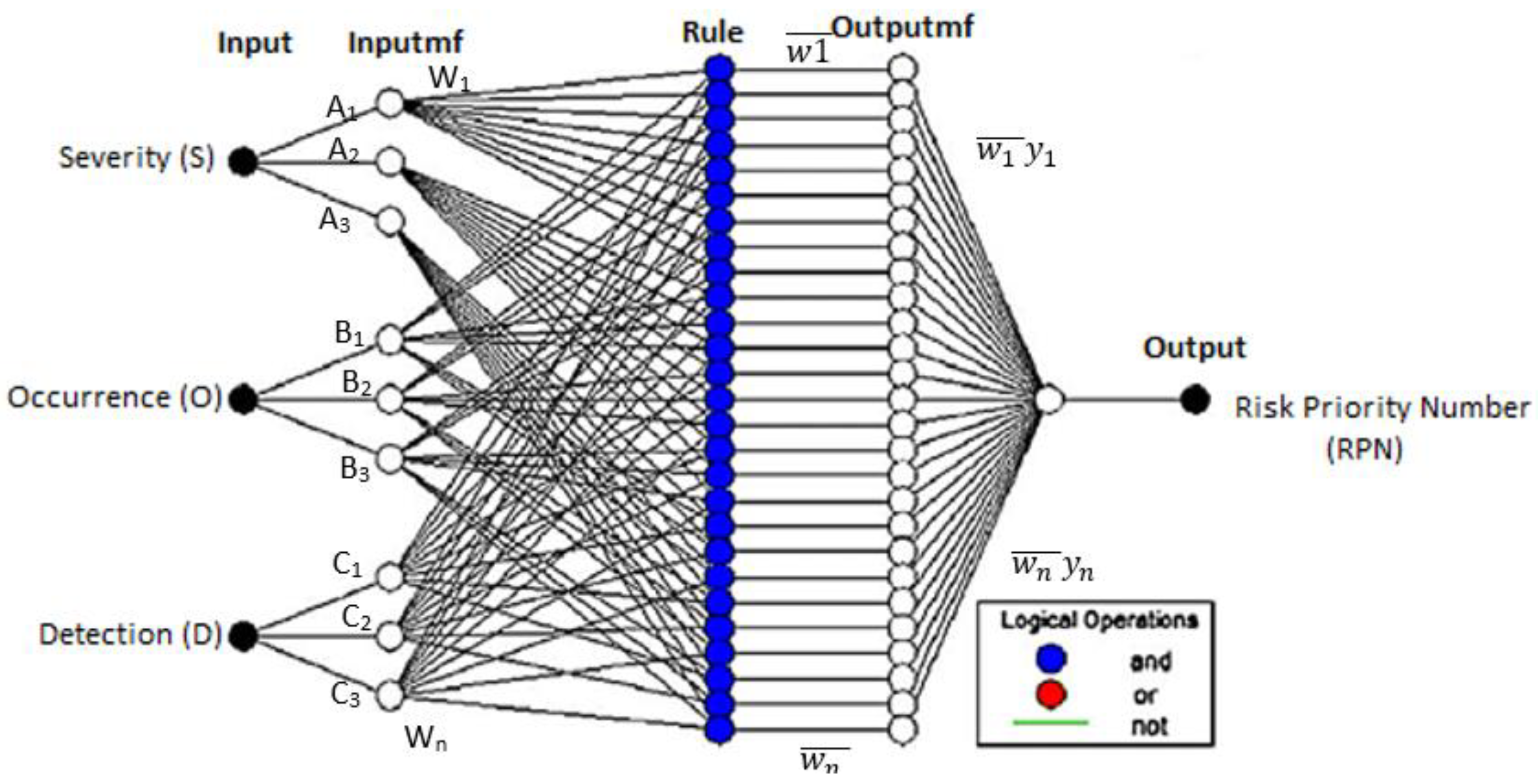
3.2.3. ANFIS Network
3.2.4. SVM Algorithm
3.2.5. Performance Criteria
4. Results
4.1. Classical FMEA Result
4.2. Intelligent- FMEA Results
4.3. Comparison Results
4.4. Sensitivity Analysis
4.5. Maintenance Activity
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, R.Y. Autonomous tracing system for backward design in the food supply chain. Food Control 2015, 51, 70–84. [Google Scholar] [CrossRef]
- Papadopoulos, A.I.; Seferlis, P. Automation for the sustainable food industry: Computer-aided analysis and control engineering methods. In Robotics and Automation in the Food Industry; Woodhead Publishing: Cambridge, UK, 2013; pp. 441–485. [Google Scholar]
- Rahimifard, S.; Woolley, E.; Webb, D.P.; Garcia-Garcia, G.; Stone, J.; Jellil, A.; Gimenez-Escalante, P.; Jagtap, S.; Trollman, H. Forging new frontiers in sustainable food manufacturing. In International Conference on Sustainable Design and Manufacturing; Springer: Berlin/Heidelberg, Germany, 2017; pp. 13–24. [Google Scholar]
- Yi, Y.; Ke, Z.; Yi, C. An implementation of intelligent monitoring system for food processing. In Proceedings of the 2010 8th World Congress on Intelligent Control and Automation, Jinan, China, 7–9 July 2010; pp. 4225–4230. [Google Scholar]
- Khan, Z.H.; Khalid, A.; Iqbal, J. Towards realizing robotic potential in future intelligent food manufacturing systems. Innov. Food Sci. Emerg. Technol. 2018, 48, 11–24. [Google Scholar] [CrossRef] [Green Version]
- Abbas, H.; Maennel, O.; Assar, S. Security and Privacy Issues in Cloud Computing; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Iqbal, W.; Abbas, H.; Daneshmand, M.; Rauf, B.; Abbas, Y. An In-Depth Analysis of IoT Security Requirements, Challenges and their Countermeasures via Software Defined Security. IEEE Internet Things J. 2020, 7, 10250–10276. [Google Scholar] [CrossRef]
- Carbone, T.A.; Tippett, D.D. Project risk management using the project risk FMEA. Eng. Manag. J. 2004, 16, 28–35. [Google Scholar] [CrossRef]
- Bahill, A.T.; Smith, E.D. An industry standard risk analysis technique. Eng. Manag. J. 2009, 21, 16–29. [Google Scholar] [CrossRef] [Green Version]
- Chemweno, P.; Pintelon, L.; Muchiri, P.N.; Van Horenbeek, A. Risk assessment methodologies in maintenance decision making: A review of dependability modelling approaches. Reliab. Eng. Syst. Saf. 2018, 173, 64–77. [Google Scholar] [CrossRef]
- Alzghoul, A.; Backe, B.; Löfstrand, M.; Byström, A.; Liljedahl, B. Comparing a knowledge-based and a data-driven method in querying data streams for system fault detection: A hydraulic drive system application. Comput. Ind. 2014, 65, 1126–1135. [Google Scholar] [CrossRef]
- Soltanali, H.; Garmabaki, A.H.; Thaduri, A.; Parida, A.; Kumar, U.; Rohani, A. Sustainable production process: An application of reliability, availability, and maintainability methodologies in automotive manufacturing. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2019, 233, 682–697. [Google Scholar] [CrossRef] [Green Version]
- Soltanali, H.; Rohani, A.; Abbaspour-Fard, M.H.; Farinha, J.T. A comparative study of statistical and soft computing techniques for reliability prediction of automotive manufacturing. Appl. Soft Comput. 2020, 98, 106738. [Google Scholar] [CrossRef]
- Cho, W.I.; Lee, S.J. Fault tree analysis as a quantitative hazard analysis with a novel method for estimating the fault probability of microbial contamination: A model food case study. Food Control 2020, 110, 107019. [Google Scholar]
- Song, Y.H.; Yu, H.Q.; Lv, W. Risk analysis of dairy safety incidents in China. Food Control 2018, 92, 63–71. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Kavuri, S.N. A review of process fault detection and diagnosis: Part II: Qualitative models and search strategies. Comput. Chem. Eng. 2003, 27, 313–326. [Google Scholar] [CrossRef]
- Soltanali, H.; Rohani, A.; Tabasizadeh, M.; Abbaspour-Fard, M.H.; Parida, A. An improved fuzzy inference system-based risk analysis approach with application to automotive production line. Neural Comput. Appl. 2019, 32, 10573–10591. [Google Scholar] [CrossRef]
- Huang, J.; Xu, D.H.; Liu, H.C.; Song, M.S. A new model for failure mode and effect analysis integrating linguistic Z-numbers and projection method. IEEE Trans. Fuzzy Syst. 2019, 29, 530–538. [Google Scholar] [CrossRef]
- Dağsuyu, C.; Göçmen, E.; Narlı, M.; Kokangül, A. Classical and fuzzy FMEA risk analysis in a sterilization unit. Comput. Ind. Eng. 2016, 101, 286–294. [Google Scholar] [CrossRef]
- Silva, M.M.; de Gusmão, A.P.; Poleto, T.; e Silva, L.C.; Costa, A.P. A multidimensional approach to information security risk management using FMEA and fuzzy theory. Int. J. Inf. Manag. 2014, 34, 733–740. [Google Scholar] [CrossRef]
- Soltanali, H.; Rohani, A.; Abbaspour-Fard, M.H.; Parida, A.; Farinha, J.T. Development of a risk-based maintenance decision making approach for automotive production line. Int. J. Syst. Assur. Eng. Manag. 2020, 11, 236–251. [Google Scholar] [CrossRef]
- Ozilgen, S. Failure Mode and Effect Analysis [FMEA] for confectionery manufacturing in developing countries: Turkish delight production as a case study. Food Sci. Technol. 2012, 32, 505–514. [Google Scholar] [CrossRef] [Green Version]
- Arvanitoyannis, I.S.; Varzakas, T.H. Application of failure mode and effect analysis [FMEA], cause and effect analysis and Pareto diagram in conjunction with HACCP to a potato chips manufacturing plant. Int. J. Food Sci. Technol. 2007, 42, 1424–1442. [Google Scholar] [CrossRef]
- Varzakas, T.H.; Arvanitoyannis, I.S. Application of ISO22000 and Failure Mode and Effect Analysis [fmea] for Industrial Processing of Poultry Products. In International Conference on Computer and Computing Technologies in Agriculture; Springer: Boston, MA, USA, 2008; pp. 1783–1795. [Google Scholar]
- Arvanitoyannis, I.S.; Varzakas, T.H. Application of ISO 22000 and failure mode and effect analysis [FMEA] for industrial processing of salmon: A case study. Crit. Rev. Food Sci. Nutr. 2008, 48, 411–429. [Google Scholar] [CrossRef] [PubMed]
- Ebenezer, I.A.; Devadasan, S.R.; Sreenivasa, C.G.; Murugesh, R. Total failure mode and effects analysis in tea industry: A theoretical treatise. Total Qual. Manag. Bus. Excell. 2011, 22, 1353–1369. [Google Scholar] [CrossRef]
- Kurt, L.; Ozilgen, S. Failure mode and effect analysis for dairy product manufacturing: Practical safety improvement action plan with cases from Turkey. Saf. Sci. 2013, 55, 195–206. [Google Scholar] [CrossRef]
- Trafialek, J.; Kolanowski, W. Application of failure mode and effect analysis [FMEA] for audit of HACCP system. Food Control 2014, 44, 35–44. [Google Scholar] [CrossRef]
- Özilgen, S.; Özilgen, M. General Template for the FMEA Applications in Primary Food Processing. In Measurement, Modeling and Automation in Advanced Food Processing; Springer: Berlin/Heidelberg, Germany, 2016; pp. 29–69. [Google Scholar]
- Varzakas, T.H.; Arvanitoyannis, I.S. Application of Failure Mode and Effect Analysis [FMEA], cause and effect analysis, and Pareto diagram in conjunction with HACCP to a corn curl manufacturing plant. Crit. Rev. Food Sci. Nutr. 2007, 47, 363–387. [Google Scholar] [CrossRef] [PubMed]
- Varzakas, T.; Manolopoulou, E. Comparison of HACCP and ISO 22000 in the ready-to-eat fruit and vegetable industry in conjunction with application of failure mode and effect analysis [FMEA] and Ishikawa diagrams. In Minimally Processed Refrigerated Fruits and Vegetables; Springer: Boston, MA, USA, 2017; pp. 685–721. [Google Scholar]
- Rezaee, M.J.; Yousefi, S.; Valipour, M.; Dehdar, M.M. Risk analysis of sequential processes in food industry integrating multi-stage fuzzy cognitive map and process failure mode and effects analysis. Comput. Ind. Eng. 2018, 123, 325–337. [Google Scholar] [CrossRef]
- Przystupa, K. The methods analysis of hazards and product defects in food processing. Czech J. Food Sci. 2019, 37, 44–50. [Google Scholar] [CrossRef]
- Joshi, A.V. Machine Learning and Artificial Intelligence; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Mello, R.F.; Ponti, M.A. Machine Learning: A Practical Approach on the Statistical Learning Theory; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Kanimozhi, U.; Ganapathy, S.; Manjula, D.; Kannan, A. An intelligent risk prediction system for breast cancer using fuzzy temporal rules. Natl. Acad. Sci. Lett. 2019, 42, 227–232. [Google Scholar] [CrossRef]
- Kumru, M.; Kumru, P.Y. Fuzzy FMEA application to improve purchasing process in a public hospital. Appl. Soft Comput. 2013, 13, 721–733. [Google Scholar] [CrossRef]
- Şimşek, B.; Ic, Y.T. Fuzzy failure mode and effect analysis application to reduce risk level in a ready-mixed concrete plant: A fuzzy rule based system modelling approach. Math. Comput. Simul. 2020, 178, 549–587. [Google Scholar] [CrossRef]
- Yucesan, M.; Gul, M.; Celik, E. A holistic FMEA approach by fuzzy-based Bayesian network and best–worst method. Complex Intell. Syst. 2021, 7, 1547–1564. [Google Scholar] [CrossRef]
- Yousefi, S.; Valipour, M.; Gul, M. Systems failure analysis using Z-number theory-based combined compromise solution and full consistency method. Appl. Soft Comput. 2021, 113, 107902. [Google Scholar] [CrossRef]
- Rezaee, M.J.; Yousefi, S.; Eshkevari, M.; Valipour, M.; Saberi, M. Risk analysis of health, safety and environment in chemical industry integrating linguistic FMEA, fuzzy inference system and fuzzy DEA. Stoch. Environ. Res. Risk Assess. 2020, 34, 201–218. [Google Scholar] [CrossRef]
- Hassan, S.; Wang, J.; Kontovas, C.; Bashir, M. Modified FMEA hazard identification for cross-country petroleum pipeline using Fuzzy Rule Base and approximate reasoning. J. Loss Prev. Process Ind. 2022, 74, 104616. [Google Scholar] [CrossRef]
- Araichi, S.; Almulhim, T. Vine copulas and fuzzy inference to evaluate the solvency capital requirement of multivariate dependent risks. Appl. Econ. 2021, 53, 6058–6074. [Google Scholar] [CrossRef]
- Ivančan, J.; Lisjak, D. New FMEA Risks Ranking Approach Utilizing Four Fuzzy Logic Systems. Machines 2021, 9, 292. [Google Scholar] [CrossRef]
- Sethukkarasi, R.; Ganapathy, S.; Yogesh, P.; Kannan, A. An intelligent neuro fuzzy temporal knowledge representation model for mining temporal patterns. J. Intell. Fuzzy Syst. 2014, 26, 1167–1178. [Google Scholar] [CrossRef]
- Priya, P.I.; Ghosh, D.K.; Kannan, A.; Ganapathy, S. Behaviour analysis model for social networks using genetic weighted fuzzy c-means clustering and neuro-fuzzy classifier. Int. J. Soft Comput. 2014, 9, 138–142. [Google Scholar]
- Boran, S.; Gökler, S.H. A Novel FMEA Model Using Hybrid ANFIS–Taguchi Method. Arabian J. Sci. Eng. 2020, 45, 2131–2144. [Google Scholar] [CrossRef]
- Alawad, H.; An, M.; Kaewunruen, S. Utilizing an Adaptive Neuro-Fuzzy Inference System [ANFIS] for overcrowding level risk assessment in railway stations. Appl. Sci. 2020, 10, 5156. [Google Scholar] [CrossRef]
- Ganapathy, S.; Yogesh, P.; Kannan, A. Intelligent agent-based intrusion detection system using enhanced multiclass SVM. Comput. Intell. Neurosci. 2012, 2012, 9. [Google Scholar] [CrossRef] [Green Version]
- Vijilious, M.L.; Ganapathy, S.; Bharathi, V.S.; Kannan, A. A Novel Biometric Authentication using Contourlet Transform and Enhanced MSVM. Eur. J. Sci. Res. 2011, 65, 370–376. [Google Scholar]
- Efe, M.O. A comparison of ANFIS, MLP and SVM in identification of chemical processes. In Proceedings of the 2009 IEEE Control Applications, (CCA) & Intelligent Control, (ISIC), St. Petersburg, Russia, 8–10 July 2009; pp. 689–694. [Google Scholar]
- Okabe, T.; Otsuka, Y. Proposal of a Validation Method of Failure Mode Analyses based on the Stress-Strength Model with a Support Vector Machine. Reliab. Eng. Syst. Saf. 2021, 205, 107247. [Google Scholar] [CrossRef]
- Yin, G.; Zhang, Y.T.; Li, Z.N.; Ren, G.Q.; Fan, H.B. Online fault diagnosis method based on incremental support vector data description and extreme learning machine with incremental output structure. Neurocomputing 2014, 128, 224–231. [Google Scholar] [CrossRef]
- Mangeli, M.; Shahraki, A.; Saljooghi, F.H. Improvement of risk assessment in the FMEA using nonlinear model, revised fuzzy TOPSIS, and support vector machine. Int. J. Ind. Ergon. 2019, 69, 209–216. [Google Scholar] [CrossRef]
- Ayodeji, A.; Liu, Y.K. Support vector ensemble for incipient fault diagnosis in nuclear plant components. Nucl. Eng. Technol. 2018, 50, 1306–1313. [Google Scholar] [CrossRef]
- Soltanali, H.; Khojastehpour, M.; Farinha, J.T.; de Almeida e Pais, J.E. An Integrated Fuzzy Fault Tree Model with Bayesian Network-Based Maintenance Optimization of Complex Equipment in Automotive Manufacturing. Energies 2021, 14, 7758. [Google Scholar] [CrossRef]
- Farinha, J.M.T. Asset Maintenance Engineering Methodologies; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Guimarães, A.C.; Lapa, C.M. Fuzzy inference to risk assessment on nuclear engineering systems. Appl. Soft Comput. 2007, 7, 17–28. [Google Scholar] [CrossRef]
- Preyssl, C. Safety risk assessment and management—The ESA approach. Reliab. Eng. Syst. Saf. 1995, 49, 303–309. [Google Scholar] [CrossRef]
- Yazdi, M.; Soltanali, H. Knowledge acquisition development in failure diagnosis analysis as an interactive approach. Int. J. Interact. Des. Manuf. (IJIDeM) 2019, 13, 193–210. [Google Scholar] [CrossRef] [Green Version]
- Chanamool, N.; Naenna, T. Fuzzy FMEA application to improve decision-making process in an emergency department. Appl. Soft Comput. 2016, 43, 441–453. [Google Scholar] [CrossRef]
- Gerek, I.H. House selling price assessment using two different adaptive neuro-fuzzy techniques. Autom. Constr. 2014, 41, 33–39. [Google Scholar] [CrossRef]
- Benkedjouh, T.; Medjaher, K.; Zerhouni, N.; Rechak, S. Remaining useful life estimation based on nonlinear feature reduction and support vector regression. Eng. Appl. Artif. Intell. 2013, 26, 1751–1760. [Google Scholar] [CrossRef]
- Soltanali, H.; Nikkhah, A.; Rohani, A. Energy audit of Iranian kiwifruit production using intelligent systems. Energy 2017, 139, 646–654. [Google Scholar] [CrossRef]
- Kutyłowska, M. Neural network approach for failure rate prediction. Eng. Fail. Anal. 2015, 47, 41–48. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Year | Plant/ Process | Fault Diagnosis-Based Model | Maintenance Activity | ||
|---|---|---|---|---|---|---|
| FMEA Model | Computational/ Intelligent Model | Sensitivity Analysis | ||||
| [23] | 2007 | Chips manufacturing plant | Classical PFMEA | - | - | - |
| [30] | 2007 | Corn curl manufacturing | Classical PFMEA | - | - | - |
| [25] | 2008 | Salmon processing and packing | Classical PFMEA | - | - | - |
| [24] | 2009 | Poultry product processing | Classical PFMEA | - | - | - |
| [26] | 2011 | Tea processing plant | Classical TFMEA | - | - | - |
| [22] | 2012 | Confectionery manufacturing | Classical PFMEA | - | - | - |
| [27] | 2013 | Dairy products manufacturing | Classical PFMEA | - | - | - |
| [28] | 2014 | Bakery critical equipment | Classical PFMEA | - | - | - |
| [29] | 2016 | General study | PFMEA | Fuzzy set theory | - | - |
| [31] | 2017 | Vegetable processing | PFMEA | Fuzzy set theory | - | - |
| [32] | 2018 | Meat production and processing | PFMEA | Fuzzy inference system | - | - |
| [33] | 2019 | General study | Classical PFMEA | - | - | - |
| Current study | Edible oil industry | PFMEA | Fuzzy inference system, ANFIS & SVM | ✓ | ✓ | |
| System | FM | Expert 1 | Expert 2 | Expert 3 | Expert 4 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S | O | D | RPN | S | O | D | RPN | S | O | D | RPN | S | O | D | RPN | ||
| Tanks | 1 | 4 | 2 | 4 | 32 | 3 | 1 | 5 | 15 | 3 | 2 | 4 | 24 | 4 | 3 | 4 | 48 |
| 2 | 4 | 2 | 4 | 32 | 5 | 1 | 5 | 25 | 3 | 4 | 4 | 48 | 5 | 2 | 4 | 40 | |
| 3 | 8 | 6 | 7 | 336 | 10 | 7 | 8 | 560 | 6 | 5 | 7 | 210 | 7 | 5 | 6 | 210 | |
| 4 | 2 | 2 | 4 | 16 | 5 | 3 | 2 | 30 | 2 | 2 | 2 | 8 | 3 | 2 | 5 | 30 | |
| Pumps | 5 | 10 | 6 | 8 | 480 | 10 | 4 | 8 | 320 | 8 | 7 | 8 | 448 | 9 | 6 | 8 | 432 |
| 6 | 10 | 4 | 8 | 320 | 10 | 5 | 8 | 400 | 8 | 7 | 8 | 448 | 9 | 6 | 8 | 432 | |
| 7 | 10 | 10 | 5 | 500 | 10 | 8 | 2 | 160 | 8 | 8 | 2 | 128 | 8 | 9 | 3 | 216 | |
| 8 | 10 | 5 | 2 | 100 | 10 | 8 | 5 | 400 | 8 | 6 | 4 | 192 | 9 | 7 | 2 | 126 | |
| Separators | 9 | 10 | 5 | 8 | 400 | 10 | 5 | 8 | 400 | 10 | 5 | 8 | 400 | 10 | 6 | 9 | 540 |
| 10 | 10 | 6 | 8 | 480 | 10 | 6 | 6 | 360 | 10 | 4 | 6 | 240 | 8 | 5 | 4 | 160 | |
| 11 | 10 | 3 | 8 | 240 | 7 | 1 | 5 | 35 | 10 | 1 | 6 | 60 | 8 | 2 | 5 | 80 | |
| 12 | 10 | 5 | 5 | 250 | 10 | 8 | 3 | 240 | 10 | 4 | 5 | 200 | 9 | 6 | 5 | 270 | |
| 13 | 10 | 5 | 8 | 400 | 9 | 3 | 8 | 216 | 10 | 4 | 8 | 320 | 8 | 4 | 7 | 224 | |
| Filters | 14 | 10 | 3 | 4 | 120 | 10 | 3 | 5 | 150 | 10 | 6 | 3 | 180 | 9 | 7 | 3 | 189 |
| 15 | 10 | 7 | 5 | 350 | 10 | 5 | 5 | 250 | 10 | 5 | 3 | 150 | 9 | 6 | 2 | 108 | |
| 16 | 10 | 2 | 1 | 20 | 10 | 4 | 1 | 40 | 9 | 4 | 3 | 108 | 9 | 3 | 2 | 54 | |
| Chillers | 17 | 10 | 3 | 2 | 60 | 8 | 4 | 5 | 160 | 8 | 3 | 8 | 192 | 9 | 3 | 7 | 189 |
| 18 | 10 | 3 | 7 | 210 | 9 | 5 | 7 | 315 | 8 | 5 | 7 | 280 | 9 | 3 | 8 | 216 | |
| 19 | 10 | 6 | 9 | 540 | 9 | 5 | 10 | 450 | 9 | 3 | 8 | 216 | 8 | 4 | 8 | 256 | |
| 20 | 8 | 4 | 4 | 128 | 10 | 7 | 5 | 350 | 10 | 8 | 4 | 320 | 9 | 4 | 4 | 144 | |
| Mixers | 21 | 1 | 9 | 5 | 45 | 10 | 4 | 7 | 280 | 10 | 5 | 7 | 350 | 10 | 6 | 6 | 360 |
| 22 | 2 | 7 | 4 | 56 | 8 | 4 | 7 | 224 | 7 | 3 | 3 | 63 | 8 | 7 | 2 | 112 | |
| 23 | 3 | 6 | 5 | 90 | 5 | 1 | 7 | 35 | 5 | 1 | 7 | 35 | 8 | 7 | 6 | 336 | |
| 24 | 4 | 9 | 4 | 144 | 10 | 4 | 2 | 80 | 10 | 5 | 3 | 150 | 8 | 6 | 5 | 240 | |
| Dryers | 25 | 7 | 3 | 1 | 21 | 10 | 3 | 1 | 30 | 8 | 2 | 3 | 48 | 8 | 2 | 2 | 32 |
| 26 | 7 | 3 | 3 | 63 | 8 | 3 | 1 | 24 | 8 | 2 | 3 | 48 | 9 | 2 | 2 | 36 | |
| 27 | 7 | 3 | 5 | 105 | 9 | 5 | 5 | 225 | 6 | 4 | 3 | 72 | 7 | 3 | 2 | 42 | |
| 28 | 7 | 3 | 2 | 42 | 10 | 3 | 1 | 30 | 5 | 4 | 1 | 20 | 8 | 2 | 1 | 16 | |
| 29 | 5 | 3 | 1 | 15 | 5 | 3 | 1 | 15 | 6 | 2 | 1 | 12 | 5 | 3 | 1 | 15 | |
| 30 | 6 | 3 | 3 | 54 | 10 | 5 | 3 | 150 | 6 | 2 | 2 | 24 | 7 | 4 | 2 | 56 | |
| 31 | 6 | 2 | 1 | 12 | 10 | 1 | 1 | 10 | 6 | 2 | 1 | 12 | 8 | 2 | 1 | 16 | |
| 32 | 5 | 3 | 3 | 45 | 5 | 1 | 1 | 5 | 6 | 4 | 2 | 48 | 5 | 3 | 2 | 30 | |
| Boilers | 33 | 4 | 1 | 1 | 4 | 10 | 3 | 1 | 30 | 10 | 3 | 2 | 60 | 8 | 2 | 1 | 16 |
| 34 | 4 | 1 | 1 | 4 | 5 | 3 | 1 | 15 | 10 | 3 | 2 | 60 | 5 | 1 | 3 | 15 | |
| 35 | 10 | 3 | 1 | 30 | 10 | 3 | 1 | 30 | 10 | 3 | 2 | 60 | 10 | 2 | 4 | 80 | |
| 36 | 7 | 2 | 2 | 28 | 10 | 3 | 5 | 150 | 10 | 3 | 2 | 60 | 8 | 5 | 4 | 160 | |
| 37 | 7 | 2 | 4 | 56 | 5 | 1 | 2 | 10 | 7 | 3 | 3 | 63 | 8 | 3 | 3 | 72 | |
| 38 | 9 | 4 | 3 | 108 | 5 | 2 | 5 | 50 | 7 | 3 | 4 | 84 | 4 | 2 | 4 | 32 | |
| 39 | 8 | 3 | 4 | 96 | 10 | 4 | 5 | 200 | 8 | 3 | 4 | 96 | 10 | 4 | 5 | 200 | |
| 40 | 10 | 5 | 3 | 150 | 10 | 7 | 5 | 350 | 8 | 5 | 4 | 160 | 10 | 7 | 4 | 280 | |
| 41 | 2 | 2 | 1 | 4 | 2 | 1 | 1 | 2 | 5 | 3 | 2 | 30 | 2 | 1 | 3 | 6 | |
| 42 | 10 | 6 | 2 | 120 | 10 | 7 | 1 | 70 | 10 | 7 | 1 | 70 | 10 | 7 | 2 | 140 | |
| 43 | 10 | 4 | 2 | 80 | 10 | 3 | 1 | 30 | 10 | 3 | 1 | 30 | 10 | 5 | 1 | 50 | |
| Compressors | 44 | 10 | 2 | 1 | 20 | 9 | 3 | 1 | 27 | 9 | 3 | 1 | 27 | 9 | 2 | 2 | 36 |
| 45 | 10 | 2 | 8 | 160 | 10 | 3 | 8 | 240 | 10 | 3 | 6 | 180 | 10 | 3 | 5 | 150 | |
| 46 | 8 | 3 | 1 | 24 | 10 | 3 | 4 | 120 | 9 | 3 | 3 | 81 | 8 | 2 | 2 | 32 | |
| 47 | 6 | 2 | 3 | 36 | 8 | 5 | 3 | 120 | 8 | 6 | 1 | 48 | 7 | 6 | 2 | 84 | |
| 48 | 6 | 1 | 2 | 12 | 8 | 1 | 1 | 8 | 6 | 4 | 1 | 24 | 7 | 5 | 3 | 105 | |
| 49 | 8 | 3 | 4 | 96 | 8 | 5 | 4 | 160 | 8 | 4 | 2 | 64 | 9 | 3 | 4 | 108 | |
| 50 | 7 | 6 | 6 | 252 | 10 | 5 | 8 | 400 | 9 | 4 | 6 | 216 | 8 | 5 | 6 | 240 | |
| Vacuum system | 51 | 6 | 4 | 2 | 48 | 10 | 5 | 2 | 100 | 9 | 7 | 1 | 63 | 6 | 6 | 3 | 108 |
| 52 | 7 | 5 | 3 | 105 | 10 | 7 | 4 | 280 | 9 | 8 | 2 | 144 | 7 | 7 | 3 | 147 | |
| 53 | 6 | 1 | 3 | 18 | 5 | 2 | 1 | 10 | 6 | 3 | 2 | 36 | 6 | 2 | 1 | 12 | |
| 54 | 10 | 3 | 3 | 90 | 10 | 5 | 4 | 200 | 8 | 8 | 2 | 128 | 8 | 6 | 3 | 144 | |
| 55 | 10 | 4 | 1 | 40 | 10 | 5 | 1 | 50 | 9 | 8 | 2 | 144 | 9 | 4 | 2 | 72 | |
| 56 | 8 | 6 | 4 | 192 | 10 | 5 | 3 | 150 | 9 | 8 | 2 | 144 | 8 | 6 | 2 | 96 | |
| 57 | 8 | 5 | 5 | 200 | 10 | 5 | 5 | 250 | 9 | 8 | 4 | 288 | 8 | 6 | 4 | 192 | |
| Exchangers | 58 | 10 | 10 | 1 | 100 | 10 | 7 | 1 | 70 | 9 | 8 | 1 | 72 | 9 | 7 | 2 | 126 |
| 59 | 10 | 6 | 5 | 300 | 10 | 5 | 7 | 350 | 7 | 4 | 3 | 84 | 8 | 6 | 5 | 240 | |
| Pipes | 60 | 3 | 3 | 1 | 9 | 3 | 5 | 1 | 15 | 2 | 8 | 3 | 48 | 2 | 6 | 4 | 48 |
| 61 | 3 | 3 | 1 | 9 | 5 | 7 | 4 | 140 | 2 | 8 | 4 | 64 | 2 | 6 | 4 | 48 | |
| PLCs | 62 | 9 | 7 | 7 | 441 | 9 | 8 | 6 | 432 | 9 | 5 | 8 | 360 | 9 | 5 | 5 | 225 |
| 63 | 8 | 5 | 7 | 280 | 9 | 6 | 6 | 324 | 10 | 6 | 8 | 480 | 9 | 7 | 6 | 378 | |
| Valves | 64 | 8 | 5 | 2 | 80 | 10 | 5 | 1 | 50 | 8 | 4 | 3 | 96 | 5 | 3 | 2 | 24 |
| 65 | 8 | 5 | 4 | 160 | 8 | 5 | 4 | 160 | 8 | 5 | 4 | 160 | 5 | 4 | 7 | 140 | |
| 66 | 5 | 8 | 2 | 80 | 5 | 8 | 2 | 80 | 5 | 8 | 3 | 120 | 8 | 3 | 3 | 72 | |
| 67 | 8 | 4 | 2 | 64 | 8 | 4 | 2 | 64 | 8 | 4 | 3 | 96 | 4 | 3 | 2 | 24 | |
| FM | RPN Expert 1 | FM | RPN Expert 2 | FM | RPN Expert 3 | FM | RPN Expert 4 |
|---|---|---|---|---|---|---|---|
| (6, 8, 9, 50) | 400 | (6, 8, 9, 50) | 400 | (5, 6) | 448 | (5, 6) | 432 |
| (20, 50, 40, 59) | 350 | (20, 40, 59) | 350 | (13, 20) | 320 | (24, 50, 59) | 240 |
| (21, 52, 15, 57) | 280 | (52, 21) | 280 | (19, 50) | 216 | (7, 18) | 216 |
| (15, 57) | 250 | (15, 57) | 250 | (8, 17) | 192 | (14, 17) | 189 |
| (12, 45) | 240 | (12, 45) | 240 | (14, 45) | 180 | (10, 36) | 160 |
| (39, 45) | 200 | (39, 54) | 200 | (40, 65) | 160 | (20, 54) | 144 |
| (7, 17, 49, 65) | 160 | (17, 49, 56) | 160 | (15, 24) | 150 | (42, 65) | 140 |
| (38, 55, 64) | 50 | (14, 30, 36, 56) | 150 | (52, 55, 56) | 144 | (15, 49, 51) | 108 |
| (11, 23) | 35 | (46, 47) | 120 | (7, 54) | 128 | (11, 35) | 80 |
| (4, 25, 28, 33, 35, 43) | 30 | (24, 66) | 80 | (39, 64) | 96 | (37, 55, 66) | 72 |
| (42, 58) | 70 | (38, 59) | 84 | (1, 60, 61) | 48 | ||
| (1, 29, 34, 60) | 15 | (27, 58) | 72 | (26, 44) | 36 | ||
| (31, 37, 53) | 10 | (49, 61) | 64 | (25, 38, 46) | 32 | ||
| (22, 37, 51) | 63 | (4, 32) | 30 | ||||
| (11, 33, 34, 35, 36) | 60 | (28, 31, 33) | 16 | ||||
| (2, 25, 26, 32, 47, 60) | 48 | (29, 34) | 15 | ||||
| (41, 43) | 30 | ||||||
| (1, 30, 48) | 24 | ||||||
| (29, 31) | 12 |
| Number of Classes | Number of Rules | S | O | D | FRPN | CV (%) | Number of Cluster |
|---|---|---|---|---|---|---|---|
| 3-class | (27) | Psigmf | Gauss2mf | Dsigmf | Trimf | 58.30 | 67 |
| Dsigmf | Gauss2mf | Dsigmf | Trimf | 58.30 | 67 | ||
| Trapmf | Dsigmf | Gaussmf | Dsigmf | 56.94 | 66 | ||
| 5-class | (125) | Trimf | Gauss2mf | Psigmf | Trimf | 56.77 | 66 |
| Trimf | Gauss2mf | Psigmf | Trapmf | 56.77 | 66 | ||
| Trimf | Gauss2mf | Psigmf | Gaussmf | 56.77 | 66 | ||
| 10-class | (1000) | Trimf | Gbellmf | Gaussmf | Gbellmf | 56.42 | 64 |
| Trapmf | Gbellmf | Gaussmf | Gbellmf | 56.42 | 64 | ||
| Gauss2mf | Gaussmf | Gaussmf | Trapmf | 57.44 | 64 |
| Optimization Method | Number of Class | Number of Rule | Number of Epoch | RMSE | MAPE (%) | EF (%) | Number of Cluster | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Train | Test | Total | Train | Test | Total | Train | Test | Total | |||||
| Hybrid model | 3-class | (27) | 10 | 5.84 | 5.75 | 7.08 | 11.85 | 12.15 | 13.09 | 99.00 | 99.00 | 99.00 | 67 |
| (27) | 20 | 4.79 | 4.57 | 6.27 | 10.60 | 10.01 | 11.88 | 99.00 | 99.00 | 99.00 | 67 | ||
| (27) | 30 | 3.84 | 3.23 | 5.19 | 8.43 | 6.92 | 9.30 | 99.00 | 99.00 | 99.00 | 67 | ||
| 5-class | (125) | 10 | 3.92 | 4.31 | 6.03 | 6.08 | 7.19 | 6.19 | 99.00 | 99.00 | 99.00 | 67 | |
| (125) | 20 | 3.14 | 3.69 | 5.08 | 4.60 | 8.27 | 5.30 | 99.00 | 99.00 | 99.00 | 67 | ||
| (125) | 30 | 2.11 | 3.02 | 4.01 | 1.81 | 7.78 | 4.25 | 99.00 | 99.00 | 99.00 | 67 | ||
| 10-class | (1000) | 10 | 1.35 | 3.80 | 6.33 | 2.62 | 8.16 | 6.49 | 99.00 | 99.00 | 99.00 | 67 | |
| (1000) | 20 | 1.08 | 3.61 | 6.57 | 1.98 | 8.05 | 6.13 | 99.00 | 99.00 | 99.00 | 67 | ||
| (1000) | 30 | 0.91 | 3.29 | 5.51 | 1.61 | 7.75 | 4.81 | 99.00 | 99.00 | 99.00 | 67 | ||
| Back propagation | 3-class | (27) | 10 | 7.50 | 7.13 | 8.95 | 8.80 | 19.46 | 16.29 | 99.00 | 99.00 | 99.00 | 67 |
| (27) | 20 | 6.45 | 8.61 | 9.03 | 7.71 | 20.25 | 15.19 | 99.00 | 99.00 | 99.00 | 67 | ||
| (27) | 30 | 6.03 | 9.21 | 9.20 | 7.23 | 21.09 | 15.10 | 99.00 | 99.00 | 99.00 | 67 | ||
| 5-class | (125) | 10 | 7.39 | 7.40 | 7.56 | 9.53 | 16.23 | 9.71 | 99.00 | 99.00 | 99.00 | 67 | |
| (125) | 20 | 5.32 | 6.61 | 6.48 | 7.11 | 15.01 | 8.00 | 99.00 | 99.00 | 99.00 | 67 | ||
| (125) | 30 | 4.72 | 6.80 | 6.37 | 6.20 | 14.92 | 7.42 | 99.00 | 99.00 | 99.00 | 67 | ||
| 10-class | (1000) | 10 | 2.66 | 2.55 | 4.91 | 6.76 | 2.99 | 6.15 | 99.00 | 99.00 | 99.00 | 67 | |
| (1000) | 20 | 2.57 | 2.69 | 4.88 | 6.49 | 3.13 | 5.97 | 99.00 | 99.00 | 99.00 | 67 | ||
| (1000) | 30 | 2.49 | 2.82 | 4.86 | 6.22 | 3.24 | 5.80 | 99.00 | 99.00 | 99.00 | 67 | ||
| Solver Algorithm | Kernel Function | RMSE | MAPE (%) | EF (%) | Number of Cluster | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Train | Test | Total | Train | Test | Total | Train | Test | Total | |||
| SMO algorithm | Gaussian | 9.61 | 23.44 | 15.13 | 15.91 | 54.03 | 27.29 | 99.00 | 95.00 | 98.00 | 67 |
| Linear | 28.25 | 41.37 | 32.72 | 41.91 | 124 | 66.42 | 0.94 | 0.85 | 0.92 | 67 | |
| Rbf | 9.65 | 23.70 | 15.26 | 15.94 | 55.52 | 27.67 | 99.00 | 95.00 | 98.00 | 67 | |
| Polynomial | 9.43 | 18.18 | 12.69 | 14.05 | 68.91 | 30.43 | 99.00 | 97.00 | 99.00 | 67 | |
| ISDA algorithm | Gaussian | 8.36 | 21.00 | 13.44 | 17.08 | 30.73 | 21.16 | 99.00 | 96.00 | 99.00 | 67 |
| Linear | 98.83 | 99.95 | 99.16 | 167.3 | 161.0 | 165.4 | 0.26 | 0.12 | 0.22 | 67 | |
| Rbf | 7.77 | 19.48 | 12.47 | 15.37 | 26.18 | 18.60 | 99.00 | 99.00 | 99.00 | 67 | |
| Polynomial | 7.30 | 7.31 | 7.30 | 14.04 | 11.17 | 13.19 | 99.00 | 99.00 | 99.00 | 67 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soltanali, H.; Khojastehpour, M.; Pais, J.E.d.A.e.; Farinha, J.T. Sustainable Food Production: An Intelligent Fault Diagnosis Framework for Analyzing the Risk of Critical Processes. Sustainability 2022, 14, 1083. https://0-doi-org.brum.beds.ac.uk/10.3390/su14031083
Soltanali H, Khojastehpour M, Pais JEdAe, Farinha JT. Sustainable Food Production: An Intelligent Fault Diagnosis Framework for Analyzing the Risk of Critical Processes. Sustainability. 2022; 14(3):1083. https://0-doi-org.brum.beds.ac.uk/10.3390/su14031083
Chicago/Turabian StyleSoltanali, Hamzeh, Mehdi Khojastehpour, José Edmundo de Almeida e Pais, and José Torres Farinha. 2022. "Sustainable Food Production: An Intelligent Fault Diagnosis Framework for Analyzing the Risk of Critical Processes" Sustainability 14, no. 3: 1083. https://0-doi-org.brum.beds.ac.uk/10.3390/su14031083