
Improving the Tensile Properties of Additively Manufactured β-Containing TiAl Alloys via Microstructure Control Focusing on Cellular Precipitation Reaction



Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Fabrication by EB-PBF
2.2. Heat Treatment
2.3. Material Characterization
3. Results and Discussion
3.1. Effect of the Two-Step Heat-Treatment Process on the Microstructure
3.2. High-Temperature Tensile Properties of the Aged Alloy Rods
3.3. Relationship between the Microstructure and High-Temperature Tensile Properties
4. Conclusions
- The 44-4 alloy rods subjected to the solution treatment at 1573 K for 2 h exhibit a non-equilibrium microstructure composed of the α2/γ lamellar grains with a very fine lamellar spacing and the β/γ duplex structure.
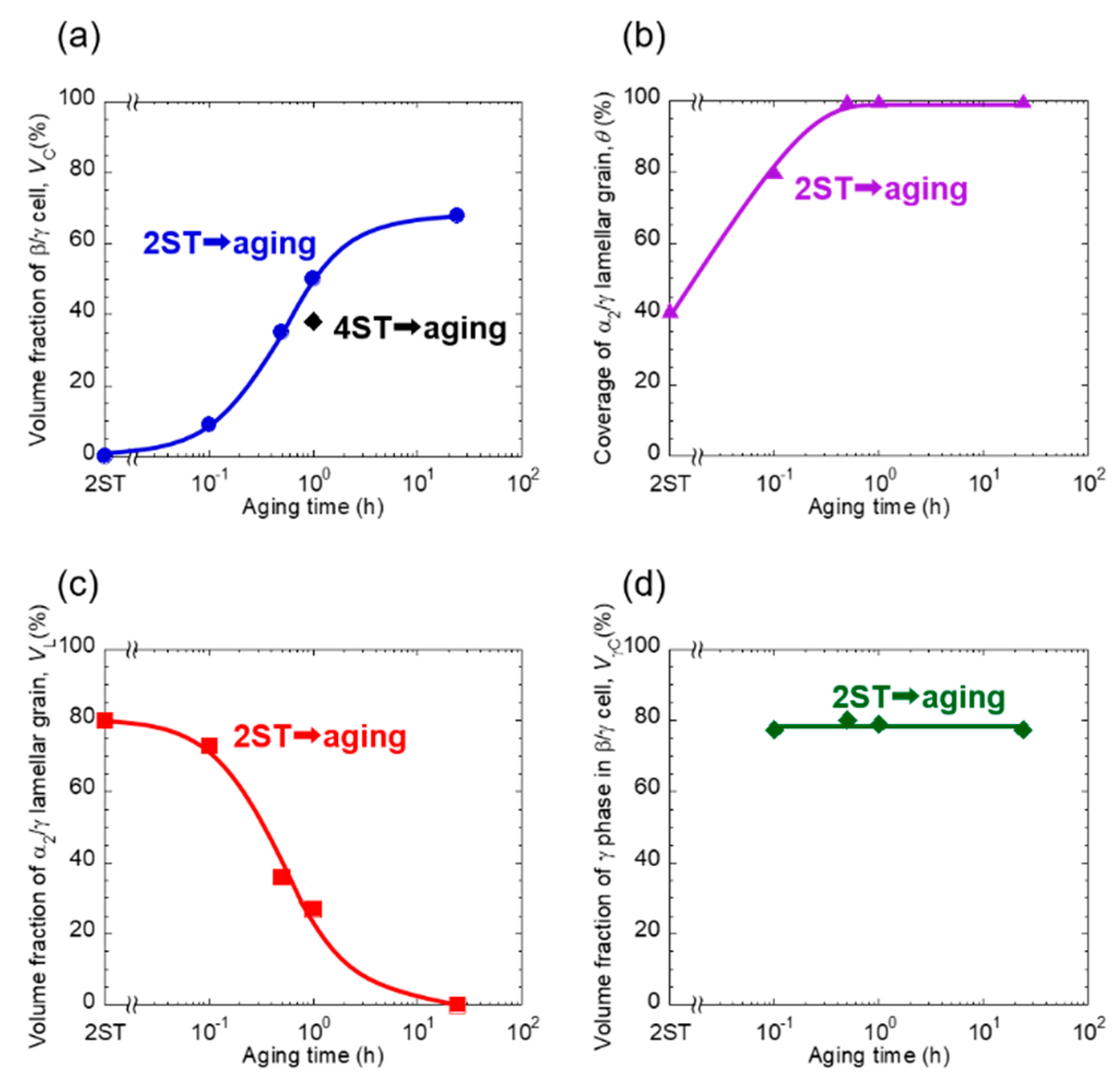
- The β/γ cells are formed at the lamellar grain boundaries during aging at 1273 K via the cellular precipitation reaction which is driven by the supersaturation of Cr in the lamellar grains.
- The β/γ cells and the α2/γ lamellar grains increase and decrease, respectively, with increasing aging time. The fast precipitation rate of the β/γ cells in the aged alloys is attributed to the high degree of supersaturation of Cr in the α2/γ lamellae of the alloys subjected to solution treatment for 2 h.
- σB of the aged alloys containing the α2/γ lamellar and β/γ cell structures exceeds 600 MPa and reaches 697 MPa after 0.1 h of aging. In contrast, EL of the alloys aged for 0.1 h at 1023 K is approximately 10% which is smaller than that of the as-built alloys. However, the high-temperature ductility of the aged alloys is as high as approximately 36% when they are aged for at least 0.5 h.
- The volume fraction and the lamellar spacing of the α2/γ lamellar grains are found to be key factors for improving the high-temperature tensile strength of the aged TiAl alloys. However, the ductility of these alloys is dependent on the morphology of the β/γ cells covering the lamellar grain boundaries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, Y.W. Ordered intermetallic alloys, part III: Gamma titanium aluminides. JOM 1994, 46, 30–39. [Google Scholar] [CrossRef]
- Bartolotta, P.; Barrett, J.; Kelly, T.; Smashey, R. The use of cast Ti−48Al−2Cr−2Nb in jet engines. JOM 1997, 49, 48–50. [Google Scholar] [CrossRef]
- Aguilar, J.; Schievenbusch, A.; Kättlitz, O. Investment casting technology for production of TiAl low pressure turbine blades—Process engineering and parameter analysis. Intermetallics 2011, 19, 757–761. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Takeyama, M.; Kobayashi, S. Physical metallurgy for wrought gamma titanium aluminides: Microstructure control through phase transformations. Intermetallics 2005, 3, 993–999. [Google Scholar] [CrossRef]
- Tetsui, T.; Shindo, K.; Kobayashi, S.; Takeyama, M. A newly developed hot worked TiAl alloy for blades and structural components. Scripta Mater. 2002, 47, 399–403. [Google Scholar] [CrossRef]
- Clemens, H.; Wallgram, W.; Kremmer, S.; Güther, V.; Otto, A.; Bartels, A. Design of novel β-solidifying TiAl alloys with adjustable β/B2-phase fraction and excellent hot-workability. Adv. Eng. Mater. 2008, 10, 707–713. [Google Scholar] [CrossRef]
- Bernal, D.; Chamorro, X.; Hurtado, I.; Madariaga, I. Evolution of lamellar microstructures in a cast TNM alloy modified with boron through single-step heat treatments. Intermetallics 2020, 124, 106842. [Google Scholar] [CrossRef]
- Kastenhuber, M.; Rashkova, B.; Clemens, H.; Mayer, S. Enhancement of creep properties and microstructural stability of intermetallic β-solidifying γ-TiAl based alloys. Intermetallics 2015, 63, 19–26. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.-P.; Hantcherli, M.; Mayer, S.; Clemens, H.; Couret, A. Microstructures and mechanical properties of a multi-phase β-solidifying TiAl alloy densified by spark plasma sintering. Acta Mater. 2014, 73, 107–115. [Google Scholar] [CrossRef]
- Hadi, M.; Shafyei, A.; Meratian, M. A comparative study of microstructure and high temperature mechanical properties of a β-stabilized TiAl alloy modified by lanthanum and erbium. Mater. Sci. Eng. A 2015, 624, 1–8. [Google Scholar] [CrossRef]
- Jovanović, M.T.; Dimčić, B.; Bobić, I.; Zec, A.; Maksimović, V. Microstructure and mechanical properties of precision cast TiAl turbocharger wheel. J. Mater. Process. Technol. 2005, 167, 14–21. [Google Scholar] [CrossRef]
- Yamaguchi, M. High temperature intermetallics—With particular emphasis on TiAl. Mater. Sci. Technol. 1992, 8, 299–307. [Google Scholar] [CrossRef]
- Renjie, C.; Ming, G.; Hu, Z.; Shengkai, G. Interactions between TiAl alloys and yttria refractory material in casting process. J. Mater. Process. Technol. 2010, 210, 1190–1196. [Google Scholar] [CrossRef]
- Nakano, T.; Fujitani, W.; Ishimoto, T.; Lee, J.W.; Ikeo, N.; Fukuda, H.; Kuramoto, K. Formation of new bone with preferentially oriented biological apatite crystals using a novel cylindrical implant containing anisotropic open pores fabricated by the electron beam melting (EBM) method. ISIJ Int. 2011, 51, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Ikeo, N.; Ishimoto, T.; Nakano, T. Novel powder/solid composites possessing low Young’s modulus and tunable energy absorption capacity, fabricated by electron beam melting, for biomedical applications. J. Alloys Compd. 2015, 639, 336–340. [Google Scholar] [CrossRef] [Green Version]
- Harun, W.S.W.; Kamariah, M.S.I.N.; Muhamad, N.; Ghani, S.A.C.; Ahmad, F.; Mohamed, Z. A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol. 2018, 327, 128–151. [Google Scholar] [CrossRef]
- Ishimoto, T.; Ozasa, R.; Nakano, K.; Weinmann, M.; Schnitter, C.; Stenzel, M.; Matsugaki, A.; Nagase, T.; Matsuzaka, T.; Todai, M. Development of TiNbTaZrMo bio–high entropy alloy (BioHEA) super–solid solution by selective laser melting, and its improved mechanical property and biocompatibility. Scr. Mater. 2021, 194, 113658. [Google Scholar] [CrossRef]
- Wang, P.; Huang, P.; Ng, F.L.; Sin, A.J.; Lu, S.; Nai, M.L.S.; Dong, Z.L.; Wei, L. Additively manufactured CoCrFeNiMn high-entropy alloy viapre-alloyed powder. Mater. Des. 2019, 168, 107576. [Google Scholar] [CrossRef]
- Zhai, W.; Wang, P.; Ng, F.L.; Zhou, W.; Nai, S.L.M.; Wei, J. Hybrid manufacturing of γ-TiAl and Ti–6Al–4V bimetal component with enhanced strength using electron beam melting. Compos. B. Eng. 2021, 207, 108587. [Google Scholar] [CrossRef]
- Wartbichler, R.; Clemens, H.; Mayer, S. Electron beam melting of a β-solidifying intermetallic titanium aluminide alloy. Adv. Eng. Mater. 2019, 21, 1900800. [Google Scholar] [CrossRef]
- Hagihara, K.; Nakano, T.; Suzuki, M.; Ishimoto, T.; Sun, S.H. Successful additive manufacturing of MoSi2 including crystallographic texture and shape control. J. Alloy Compd. 2017, 696, 67–72. [Google Scholar] [CrossRef] [Green Version]
- Gokcekaya, O.; Hayashi, N.; Ishimoto, T.; Ueda, K.; Narushima, T.; Nakano, T. Crystallographic orientation control of pure chromium via laser powder-bed fusion and improved high temperature oxidation resistance. Addit. Manuf. 2020, 36, 101624. [Google Scholar]
- Ishimoto, T.; Wu, S.; Ito, Y.; Sun, S.H.; Amano, H.; Nakano, T. Crystallographic orientation control of 316L austenitic stainless steel via selective laser melting. ISIJ Int. 2020, 60, 1758–1764. [Google Scholar] [CrossRef] [Green Version]
- Ishimoto, T.; Hagihara, K.; Hisamoto, K.; Nakano, T. Stability of crystallographic texture in laser powder bed fusion: Understanding the competition of crystal growth using a single crystalline seed. Addit. Manuf. 2021, 43, 102004. [Google Scholar]
- Gokcekaya, O.; Ishimoto, T.; Hibino, S.; Yasutomi, J.; Narushima, T.; Nakano, T. Unique crystallographic texture formation in Inconel 718 by laser powder bed fusion and its effect on mechanical anisotropy. Acta Mater. 2021, 212, 116876. [Google Scholar] [CrossRef]
- Kan, W.; Chen, B.; Peng, H.; Liang, Y.; Lin, J. Formation of columnar lamellar colony grain structure in a high Nb-TiAl alloy by electron beam melting. J. Alloys Compd. 2019, 809, 151673. [Google Scholar] [CrossRef]
- Karimia, P.; Sadeghi, E.; Ålgårdha, J.; Andersson, J. EBM-manufactured single tracks of Alloy 718: Influence of energy input and focus offset on geometrical and microstructural characteristics. Mater. Charact. 2019, 148, 88–99. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Wang, P.; Todai, M.; Nakano, T. Beta titanium single crystal with bone-like elastic modulus and large crystallographic elastic anisotropy. J. Alloys Compd. 2018, 782, 1–17. [Google Scholar] [CrossRef]
- Nakano, T.; Ishimoto, T. Powder-based Additive Manufacturing for Development of Tailor-made Implants for Orthopedic Applications. KONA 2015, 32, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.-H.; Todai, M.; Tane, M.; Hagihara, K.; Nakajima, H.; Nakano, T. Biocompatible Low Young’s modulus achieved by strong crystallographic elastic anisotropy in Ti-15Mo-5Zr-3Al alloy single crystal. J. Mech. Behav. Biomed. Mater. 2012, 14, 48–54. [Google Scholar] [CrossRef]
- Todai, M.; Nakano, T.; Liu, T.; Yasuda, H.Y.; Hagihara, K.; Cho, K.; Ueda, M.; Takeyama, M. Effect of building direction on the microstructure and tensile properties of Ti-48Al-2Cr-2Nb alloy additively manufactured by electron beam melting. Addit. Manuf. 2017, 13, 61–70. [Google Scholar] [CrossRef] [Green Version]
- Cho, K.; Kawabata, H.; Hayashi, T.; Yasuda, H.Y.; Nakashima, H.; Takeyama, M.; Nakano, T. Peculiar microstructural evolution and tensile properties of β-containing γ-TiAl alloys fabricated by electron beam melting. Addit. Manuf. 2021, 46, 102091. [Google Scholar]
- Cho, K.; Kobayashi, R.; Oh, J.Y.; Yasuda, H.Y.; Todai, M.; Nakano, T.; Ikeda, A.; Ueda, M.; Takeyama, M. Influence of unique layered microstructure on fatigue properties of Ti-48Al-2Cr-2Nb alloys fabricated by electron beam melting. Intermetallics 2018, 95, 1–10. [Google Scholar] [CrossRef]
- Cho, K.; Kobayashi, R.; Fukuoka, T.; Oh, J.Y.; Yasuda, H.Y.; Todai, M.; Nakano, T.; Ikeda, A.; Ueda, M.; Takeyama, M. Microstructure and Fatigue Properties of TiAl with Unique Layered Microstructure Fabricated by Electron Beam Melting. Mater. Sci. Forum. 2018, 941, 1597–1602. [Google Scholar] [CrossRef]
- Sakata, M.; Oh, J.Y.; Cho, K.; Yasuda, H.Y.; Todai, M.; Nakano, T.; Ikeda, A.; Ueda, M.; Takeyama, M. Effects of heat treatment on unique layered microstructure and tensile properties of TiAl fabricated by electron beam melting. Mater. Sci. Forum. 2018, 941, 1366–1371. [Google Scholar] [CrossRef]
- Shaaban, A.; Wakabayashi, H.; Nakashima, H.; Takeyama, M. Phase equilibria among β/α/α2/γ phases and phase transformations in Ti-Al-Cr system at elevated temperatures. Process. Manuf. 2019, 4, 1471–1476. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.A.; Satko, D.P.; Ackelid, U.; Semiatin, S.L.; Lewandowski, J.J. Effects of HIP on microstructural heterogeneity, defect distribution and mechanical properties of additively manufactured EBM Ti-48Al-2Cr-2Nb. J. Alloys Compd. 2017, 729, 1118–1135. [Google Scholar] [CrossRef]
- Umakoshi, Y.; Nakano, T. The role of ordered domains and slip mode of α2 phase in the plastic behaviour of TiAl crystals containing oriented lamellae. Acta Metall. Mater. 1993, 41, 1155–1161. [Google Scholar] [CrossRef]
- Maruyama, K.; Yamada, N.; Sato, H. Effects of lamellar spacing on mechanical properties of fully lamellar Ti–39.4mol% Al alloy. Mater. Sci. Eng. A 2001, 319–321, 360–363. [Google Scholar] [CrossRef]
- Signori, L.J.; Nakamura, T.; Okada, Y.; Yamagata, R.; Nakashima, H.; Takeyama, M. Fatigue crack growth behavior of wrought γ-based TiAl alloy containing β-phase. Intermetallics 2018, 100, 77–87. [Google Scholar] [CrossRef]
- Han, L.; Dong, J.; Zhang, S.; Zhang, C.; Xiao, S.; Chen, Y. Microstructure evolution and tensile properties of conventional cast TiAl based alloy with trace Ni addition. Mater. Sci. Eng. A 2018, 715, 41–48. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, A.; Güther, V. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Cao, G.; Fu, L.; Lin, J.; Zhang, Y.; Chen, C. The relationships of microstructure and properties of a fully lamellar TiAl alloy. Intermetallics 2000, 8, 647–653. [Google Scholar] [CrossRef]
- Aaronson, H.I.; Liu, Y.C. On the turnbull and the Cahn theories of the cellular reaction. Scr. Mater. 1968, 2, 1–8. [Google Scholar] [CrossRef]
- Li, M.; Xiao, S.; Chen, Y.; Xu, L.; Tian, J. The effect of carbon addition on the high-temperature properties of β solidification TiAl alloys. J. Alloys Compd. 2019, 775, 441–448. [Google Scholar] [CrossRef]
- Nakano, T.; Biermann, H.; Riemer, M.; Mughrabi, H.; Nakai, Y.; Umakoshi, Y. Classification of γ-γ and γ-α2 lamellar boundaries on the basis of continuity of strains and slip-twinning planes in fatigued TiAl polysynthetically twinned crystals. Philos. Mag. A 2001, 81, 1447–1471. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Cr | O | |
|---|---|---|---|---|
| Nominal composition | Bal. | 44 | 4 | 0 |
| Actual composition | Bal. | 43.9 | 4.0 | 0.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, K.; Odo, H.; Okamoto, K.; Yasuda, H.Y.; Nakashima, H.; Takeyama, M.; Nakano, T. Improving the Tensile Properties of Additively Manufactured β-Containing TiAl Alloys via Microstructure Control Focusing on Cellular Precipitation Reaction. Crystals 2021, 11, 809. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11070809
Cho K, Odo H, Okamoto K, Yasuda HY, Nakashima H, Takeyama M, Nakano T. Improving the Tensile Properties of Additively Manufactured β-Containing TiAl Alloys via Microstructure Control Focusing on Cellular Precipitation Reaction. Crystals. 2021; 11(7):809. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11070809
Chicago/Turabian StyleCho, Ken, Hirotaka Odo, Keisuke Okamoto, Hiroyuki Y. Yasuda, Hirotoyo Nakashima, Masao Takeyama, and Takayoshi Nakano. 2021. "Improving the Tensile Properties of Additively Manufactured β-Containing TiAl Alloys via Microstructure Control Focusing on Cellular Precipitation Reaction" Crystals 11, no. 7: 809. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11070809