
Principles of Selective Area Epitaxy and Applications in III–V Semiconductor Lasers Using MOCVD: A Review

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Principles of SAE
2.1. Growth-Rate Enhancement and Composition Variation
2.2. Vapor-Phase Diffusion Model of SAE
2.3. Bandgap Engineering of SAE
3. Applications of SAE in Semiconductor Lasers
3.1. Buried Heterostructure (BH) Lasers
3.2. Quantum Dots (QD) Lasers
3.2.1. QDs Lasers by EBL and Lithography
3.2.2. QDs Lasers by Block Copolymer Lithography
3.3. Heteroepitaxy Lasers on Si or SOI
3.3.1. Aspect Ratio Trapping (ART)
3.3.2. Lasers on Si/SOI
3.4. Integrated Semiconductor Laser
3.4.1. EML
3.4.2. MWLA
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suematsu, Y.; Iga, K. Semiconductor Lasers in Photonics. J. Lightwave Technol. 2008, 26, 1132–1144. [Google Scholar] [CrossRef]
- Xiong, G.X.; Li, P. Study of the effects of semiconductor laser irradiation on peripheral nerve injury. Laser Phys. 2012, 22, 1752–1754. [Google Scholar] [CrossRef]
- Nasim, H.; Jamil, Y. Diode lasers: From laboratory to industry. Opt. Laser Technol. 2014, 56, 211–222. [Google Scholar] [CrossRef]
- Chi, C.-Y.; Chang, C.-C.; Hu, S.; Yeh, T.-W.; Cronin, S.B.; Dapkus, P.D. Twin-Free GaAs Nanosheets by Selective Area Growth: Implications for Defect-Free Nanostructures. Nano Lett. 2013, 13, 2506–2515. [Google Scholar] [CrossRef]
- Bollani, M.; Fedorov, A.; Albani, M.; Bietti, S.; Bergamaschini, R.; Montalenti, F.; Ballabio, A.; Miglio, L.; Sanguinetti, S. Selective Area Epitaxy of GaAs/Ge/Si Nanomembranes: A Morphological Study. Crystals 2020, 10, 57. [Google Scholar] [CrossRef] [Green Version]
- Cockerill, T.M.; Forbes, D.V.; Dantzig, J.A.; Coleman, J.J. Strained-layer InGaAs-GaAs-AlGaAs buried-heterostructure quantum-well lasers by three-step selective-area metalorganic chemical vapor deposition. IEEE J. Quantum Electron. 1994, 30, 441–445. [Google Scholar] [CrossRef]
- Dai, D.; Bowers, J.E. Silicon-based on-chip multiplexing technologies and devices for Peta-bit optical interconnects. Nanophotonics 2014, 3, 283–311. [Google Scholar] [CrossRef]
- Heck, M.J.R. Highly integrated optical phased arrays: Photonic integrated circuits for optical beam shaping and beam steering. Nanophotonics 2017, 6, 93–107. [Google Scholar] [CrossRef]
- Aoki, M.; Sano, H.; Suzuki, M.; Takahashi, M.; Uomi, K.; Takai, A. Novel structure MQW electroabsorption modulator/DFB-laser integrated device fabricated by selective area MOCVD growth. Electron. Lett. 1991, 27, 2138–2140. [Google Scholar] [CrossRef]
- Cockerill, T.; Lammert, R.; Forbes, D.; Osowski, M.; Coleman, J. Twelve-channel strained-layer InGaAs-GaAs-AlGaAs buried heterostructure quantum well laser array for WDM applications by selective-area MOCVD. IEEE Photonics Technol. Lett. 1994, 6, 786–788. [Google Scholar] [CrossRef]
- Hiruma, K.; Haga, T.; Miyazaki, M. Surface migration and reaction mechanism during selective growth of GaAs and AlAs by metalorganic chemical vapor deposition. J. Cryst. Growth 1990, 102, 717–724. [Google Scholar] [CrossRef]
- Takahashi, Y.; Sakai, S.; Umeno, M. Selective MOCVD growth of GaAlAs on partly masked substrates and its application to optoelectronic devices. J. Cryst. Growth 1984, 68, 206–213. [Google Scholar] [CrossRef]
- Coleman, J.J. Metalorganic chemical vapor deposition for optoelectronic devices. Proc. IEEE 1997, 85, 1715–1729. [Google Scholar] [CrossRef] [Green Version]
- Yuan, X.; Pan, D.; Zhou, Y.; Zhang, X.; Peng, K.; Zhao, B.; Deng, M.; He, J.; Tan, H.H.; Jagadish, C. Selective area epitaxy of III–V nanostructure arrays and networks: Growth, applications, and future directions. Appl. Phys. Rev. 2021, 8, 021302. [Google Scholar] [CrossRef]
- Karker, O.; Bange, R.; Bano, E.; Stambouli, V. Optimizing interferences of DUV lithography on SOI substrates for the rapid fabrication of sub-wavelength features. Nanotechnology 2021, 32, 235301. [Google Scholar] [CrossRef]
- Verma, V.B.; Elarde, V.C. Nanoscale selective area epitaxy: From semiconductor lasers to single-photon sources. Prog. Quantum Electron. 2021, 75, 100305. [Google Scholar] [CrossRef]
- Zybura, M.F.; Jones, S.H.; Duva, J.M.; Durgavich, J. A Simplified Model Describing Enhanced growth-rates during vapor-phase selective epitaxy. J. Electron. Mater. 1994, 23, 1055–1059. [Google Scholar] [CrossRef]
- Korgel, B.; Hicks, R.F. A diffusion model for selective-area epitaxy by metalorganic chemical vapor deposition. J. Cryst. Growth 1995, 151, 204–212. [Google Scholar] [CrossRef]
- Mircea, A.; Jahan, D.; Ougazzaden, A.; Delprat, D.; Silvestre, L.; Zimmermann, G.; Manolescu, A.; Manolescu, A.M. Computer modelling of selective area epitaxy with organometallics. In Proceedings of the 1996 International Semiconductor Conference, Sinaia, Romania, 12 October 1996; Volume 622, pp. 625–628. [Google Scholar]
- Chang, J.S.C.; Carey, K.W.; Turner, J.E.; Hodge, L.A. Compositional non-uniformities in selective area growth of GaInAs on InP grown by OMVPE. J. Electron. Mater. 1990, 19, 345–348. [Google Scholar] [CrossRef]
- Shamakhov, V.; Nikolaev, D.; Slipchenko, S.; Fomin, E.; Smirnov, A.; Eliseyev, I.; Pikhtin, N.; Kop‘ev, P. Surface Nanostructuring during Selective Area Epitaxy of Heterostructures with InGaAs QWs in the Ultra-Wide Windows. Nanomaterials 2021, 11, 11. [Google Scholar] [CrossRef]
- Dapkus, P.D.; Chi, C.Y.; Choi, S.J.; Chu, H.J.; Dreiske, M.; Li, R.; Lin, Y.; Nakajima, Y.; Ren, D.; Stevenson, R.; et al. Selective area epitaxy by metalorganic chemical vapor deposition—A tool for photonic and novel nanostructure integration. Prog. Quantum Electron. 2021, 75, 100304. [Google Scholar] [CrossRef]
- Kayser, O.; Westphalen, R.; Opitz, B.; Balk, P. Control of selective area growth of InP. J. Cryst. Growth 1991, 112, 111–122. [Google Scholar] [CrossRef]
- Slipchenko, S.; Shamakhov, V.; Nikolaev, D.; Fomin, E.; ya Soshnikov, I.; Bondarev, A.; Mitrofanov, M.; Pikhtin, N.; Kop‘ev, P. Basics of surface reconstruction during selective area metalorganic chemical vapour-phase epitaxy of GaAs films in the stripe-type ultra-wide window. Appl. Surf. Sci. 2022, 588, 152991. [Google Scholar] [CrossRef]
- Dupuis, N.; Decobert, J.; Lagrée, P.Y.; Lagay, N.; Cuisin, C.; Poingt, F.; Ramdane, A.; Kazmierski, C. AlGaInAs selective area growth by LP-MOVPE: Experimental characterisation and predictive modelling. IEE Proc. Optoelectron. 2006, 153, 276–279. [Google Scholar] [CrossRef]
- Ujihara, T.; Yoshida, Y.; Sik Lee, W.; Takeda, Y. Pattern size effect on source supply process for sub-micrometer scale selective area growth by organometallic vapor phase epitaxy. J. Cryst. Growth 2006, 289, 89–95. [Google Scholar] [CrossRef]
- Greenspan, J.E. Alloy composition dependence in selective area epitaxy on InP substrates. J. Cryst. Growth 2002, 236, 273–280. [Google Scholar] [CrossRef]
- Shioda, T.; Sugiyama, M.; Shimogaki, Y.; Nakano, Y. Prediction method for the bandgap profiles of InGaAsP multiple quantum well structures fabricated by Selective Area Metal-Organic Vapor Phase Epitaxy. In Proceedings of the 17th International Conference on Indium Phosphide and Related Materials, Glasgow, UK, 8–12 May 2005; pp. 464–467. [Google Scholar]
- Decobert, J.; Dupuis, N.; Lagree, P.Y.; Lagay, N.; Ramdane, A.; Ougazzaden, A.; Poingt, F.; Cuisin, C.; Kazmierski, C. Modeling and characterization of AlGaInAs and related materials using selective area growth by metal-organic vapor-phase epitaxy. J. Cryst. Growth 2007, 298, 28–31. [Google Scholar] [CrossRef]
- Ougazzaden, A.; Silvestre, L.; Mircea, A.; Bouadma, N.; Patriarche, G.; Juhel, M. Designing the relative impact of thickness/composition changes in selective area organometallic epitaxy for monolithic integration applications. In Proceedings of the 1997 International Conference on Indium Phosphide and Related Materials, Cape Cod, MA, USA, 11–15 May 1997; pp. 598–601. [Google Scholar]
- Sasaki, T.; Kitamura, M.; Mito, I. Selective metalorganic vapor phase epitaxial growth of InGaAsP/InP layers with bandgap energy control in InGaAs/InGaAsP multiple-quantum well structures. J. Cryst. Growth 1993, 132, 435–443. [Google Scholar] [CrossRef]
- Tsuchiya, T.; Shimizu, J.; Shirai, M.; Aoki, M. InGaAlAs selective-area growth on an InP substrate by metalorganic vapor-phase epitaxy. J. Cryst. Growth 2005, 276, 439–445. [Google Scholar] [CrossRef]
- Forbes, D.V.; Corbett, P.B.; Hansen, D.M.; Goodnough, T.J.; Zhang, L.; Myli, K.; Yeh, J.Y.; Mawst, L. The effect of reactor pressure on selective area epitaxy of GaAs in a close-coupled showerhead reactor. J. Cryst. Growth 2004, 261, 427–432. [Google Scholar] [CrossRef]
- Ebert, C.; Bond, A.; Cao, H.; Levkoff, J.; Roberts, J. Selective area etching of InP with PCl3 in MOVPE. J. Cryst. Growth 2007, 307, 92–96. [Google Scholar] [CrossRef]
- Ebert, C.; Levkoff, J.; Roberts, J.; Seiler, J.; Wanamaker, C.; Pinnington, T. Selective area etching of InP with CBr4 in MOVPE. J. Cryst. Growth 2007, 298, 94–97. [Google Scholar] [CrossRef]
- Lammert, R.M.; Cockerill, T.M.; Forbes, D.V.; Smith, G.M.; Coleman, J.J. Submilliampere threshold buried-heterostructure InGaAs/GaAs single quantum well lasers grown by selective-area epitaxy. IEEE Photonics Technol. Lett. 1994, 6, 1073–1075. [Google Scholar] [CrossRef]
- Galeuchet, Y.D.; Roentgen, P.; Graf, V. GaInAs/InP selective area metalorganic vapor phase epitaxy for one-step-grown buried low-dimensional structures. J. Appl. Phys. 1990, 68, 560–568. [Google Scholar] [CrossRef]
- Lammert, R.M.; Smith, G.M.; Forbes, D.V.; Osowski, M.L.; Coleman, J.J. Strained-layer InGaAs-GaAs-AlGaAs buried-heterostructure lasers with nonabsorbing mirrors by selective-area MOCVD. Electron. Lett. 1995, 31, 1070–1072. [Google Scholar] [CrossRef]
- Kobayashi, H.; Ekawa, M.; Okazaki, N.; Aoki, O.; Ogita, S.; Soda, H. Tapered thickness MQW waveguide BH MQW lasers. IEEE Photonics Technol. Lett. 1994, 6, 1080–1081. [Google Scholar] [CrossRef]
- Takemasa, K.; Kubota, M.; Wada, H. 1.3-μm AlGaInAs-InP buried-heterostructure lasers with mode profile converter. IEEE Photonics Technol. Lett. 2000, 12, 471–473. [Google Scholar] [CrossRef]
- Bour, D.; Corzine, S.; Perez, W.; Zhu, J.; Tandon, A.; Ranganath, R.; Lin, C.; Twist, R.; Martinez, L.; Höfler, G.; et al. Self-aligned, buried heterostructure AlInGaAs laser diodesby micro-selective-area epitaxy. Appl. Phys. Lett. 2004, 85, 2184–2186. [Google Scholar] [CrossRef]
- Cai, J.; Choa, F.-S.; Gu, Y.; Ji, X.; Yan, J.; Ru, G.; Cheng, L.; Fan, J. Very low threshold, carrier-confined diode lasers by a single selective area growth. Appl. Phys. Lett. 2006, 88, 171110. [Google Scholar] [CrossRef]
- Elarde, V.C.; Rangarajan, R.; Borchardt, J.J.; Coleman, J.J. Room-temperature operation of patterned quantum-dot lasers fabricated by electron beam lithography and selective area metal-organic chemical vapor deposition. IEEE Photonics Technol. Lett. 2005, 17, 935–937. [Google Scholar] [CrossRef]
- Mokkapati, S.; Tan, H.H.; Jagadish, C. Multiple wavelength InGaAs quantum dot lasers using selective area epitaxy. Appl. Phys. Lett. 2007, 90, 171104. [Google Scholar] [CrossRef]
- Akaishi, M.; Okawa, T.; Saito, Y.; Shimomura, K. Wide emission wavelength InAs/InP quantum dots grown by double-capped procedure using MOVPE selective area growth. IEEE J. Sel. Top. Quantum Electron. 2008, 14, 1197–1203. [Google Scholar] [CrossRef]
- Park, J.H.; Khandekar, A.A.; Park, S.M.; Mawst, L.J.; Kuech, T.F.; Nealey, P.F. Selective MOCVD growth of single-crystal dense GaAs quantum dot array using cylinder-forming diblock copolymers. J. Cryst. Growth 2006, 297, 283–288. [Google Scholar] [CrossRef]
- Li, R.R.; Dapkus, P.D.; Thompson, M.E.; Jeong, W.G.; Harrison, C.; Chaikin, P.M.; Register, R.A.; Adamson, D.H. Dense arrays of ordered GaAs nanostructures by selective area growth on substrates patterned by block copolymer lithography. Appl. Phys. Lett. 2000, 76, 1689–1691. [Google Scholar] [CrossRef]
- Kim, H.; Choi, J.; Lingley, Z.; Brodie, M.; Sin, Y.; Kuech, T.F.; Gopalan, P.; Mawst, L.J. Selective growth of strained (In)GaAs quantum dots on GaAs substrates employing diblock copolymer lithography nanopatterning. J. Cryst. Growth 2017, 465, 48–54. [Google Scholar] [CrossRef]
- Kim, H.; Wei, W.; Kuech, T.F.; Gopalan, P.; Mawst, L.J. Impact of InGaAs carrier collection quantum well on the performance of InAs QD active region lasers fabricated by diblock copolymer lithography and selective area epitaxy. Semicond. Sci. Technol. 2019, 34, 025012. [Google Scholar] [CrossRef]
- Ishida, K.; Akiyama, M.; Nishi, S. Misfit and Threading Dislocations in GaAs Layers Grown on Si Substrates by MOCVD. Jpn. J. Appl. Phys. 1987, 26, L163–L165. [Google Scholar] [CrossRef]
- Georgakilas, A.; Stoemenos, J.; Tsagaraki, K.; Komninou, P.; Flevaris, N.; Panayotatos, P.; Christou, A. Generation and annihilation of antiphase domain boundaries in GaAs on Si grown by molecular beam epitaxy. J. Mater. Res. 1993, 8, 1908–1921. [Google Scholar] [CrossRef]
- Kakinuma, H.; Ueda, T.; Gotoh, S.; Yamagishi, C. Reduction of threading dislocations in GaAs on Si by the use of intermediate GaAs buffer layers prepared under high V–III ratios. J. Cryst. Growth 1999, 205, 25–30. [Google Scholar] [CrossRef]
- Junesand, C.; Kataria, H.; Metaferia, W.; Julian, N.; Wang, Z.; Sun, Y.-T.; Bowers, J.; Pozina, G.; Hultman, L.; Lourdudoss, S. Study of planar defect filtering in InP grown on Si by epitaxial lateral overgrowth. Opt. Mater. Express 2013, 3, 1960–1973. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Liang, D.; Beausoleil, R.G. An advanced III-V-on-silicon photonic integration platform. Opto-Electron. Adv. 2021, 4, 200094. [Google Scholar] [CrossRef]
- Guo, X.; He, A.; Su, Y. Recent advances of heterogeneously integrated III–V laser on Si. J. Semicond. 2019, 40, 101304. [Google Scholar] [CrossRef]
- Lourdudoss, S. Heteroepitaxy and selective area heteroepitaxy for silicon photonics. Curr. Opin. Solid State Mater. Sci. 2012, 16, 91–99. [Google Scholar] [CrossRef]
- Li, J.Z.; Bai, J.; Park, J.-S.; Adekore, B.; Fox, K.; Carroll, M.; Lochtefeld, A.; Shellenbarger, Z. Defect reduction of GaAs epitaxy on Si (001) using selective aspect ratio trapping. Appl. Phys. Lett. 2007, 91, 021114. [Google Scholar] [CrossRef]
- Lee, S.-M.; Cho, Y.J.; Park, J.-B.; Shin, K.W.; Hwang, E.; Lee, S.; Lee, M.-J.; Cho, S.-H.; Su Shin, D.; Park, J.; et al. Effects of growth temperature on surface morphology of InP grown on patterned Si(001) substrates. J. Cryst. Growth 2015, 416, 113–117. [Google Scholar] [CrossRef]
- Wang, G.; Leys, M.R.; Loo, R.; Richard, O.; Bender, H.; Waldron, N.; Brammertz, G.; Dekoster, J.; Wang, W.; Seefeldt, M.; et al. Selective area growth of high quality InP on Si (001) substrates. Appl. Phys. Lett. 2010, 97, 121913. [Google Scholar] [CrossRef]
- Han, Y.; Xue, Y.; Lau, K.M. Selective lateral epitaxy of dislocation-free InP on silicon-on-insulator. Appl. Phys. Lett. 2019, 114, 192105. [Google Scholar] [CrossRef]
- Wang, G.; Rosseel, E.; Loo, R.; Favia, P.; Bender, H.; Caymax, M.; Heyns, M.M.; Vandervorst, W. High quality Ge epitaxial layers in narrow channels on Si (001) substrates. Appl. Phys. Lett. 2010, 96, 111903. [Google Scholar] [CrossRef]
- Cantoro, M.; Merckling, C.; Jiang, S.; Guo, W.; Waldron, N.; Bender, H.; Moussa, A.; Douhard, B.; Vandervorst, W.; Heyns, M.M.; et al. Towards the Monolithic Integration of III-V Compound Semiconductors on Si: Selective Area Growth in High Aspect Ratio Structures vs. Strain Relaxed Buffer-Mediated Epitaxy. In Proceedings of the 2012 IEEE Compound Semiconductor Integrated Circuit Symposium (CSICS), La Jolla, CA, USA, 14–17 October 2012; pp. 1–4. [Google Scholar]
- Loo, R.; Wang, G.; Orzali, T.; Waldron, N.; Merckling, C.; Leys, M.R.; Richard, O.; Bender, H.; Eyben, P.; Vandervorst, W.; et al. Selective Area Growth of InP on On-Axis Si(001) Substrates with Low Antiphase Boundary Formation. J. Electrochem. Soc. 2012, 159, H260–H265. [Google Scholar] [CrossRef]
- Guo, W.; Date, L.; Pena, V.; Bao, X.; Merckling, C.; Waldron, N.; Collaert, N.; Caymax, M.; Sanchez, E.; Vancoille, E.; et al. Selective metal-organic chemical vapor deposition growth of high quality GaAs on Si(001). Appl. Phys. Lett. 2014, 105, 062101. [Google Scholar] [CrossRef]
- Li, S.-Y.; Zhou, X.-L.; Kong, X.-T.; Li, M.-K.; Mi, J.-P.; Bian, J.; Wang, W.; Pan, J.-Q. Selective Area Growth of GaAs in V-Grooved Trenches on Si(001) Substrates by Aspect-Ratio Trapping. Chin. Phys. Lett. 2015, 32, 028101. [Google Scholar] [CrossRef]
- Merckling, C.; Waldron, N.; Jiang, S.; Guo, W.; Collaert, N.; Caymax, M.; Vancoille, E.; Barla, K.; Thean, A.; Heyns, M.; et al. Heteroepitaxy of InP on Si(001) by selective-area metal organic vapor-phase epitaxy in sub-50 nm width trenches: The role of the nucleation layer and the recess engineering. J. Appl. Phys. 2014, 115, 023710. [Google Scholar] [CrossRef]
- Waldron, N.; Merckling, C.; Teugels, L.; Ong, P.; Ibrahim, S.A.U.; Sebaai, F.; Pourghaderi, A.; Barla, K.; Collaert, N.; Thean, A.V.Y. InGaAs Gate-All-Around Nanowire Devices on 300 mm Si Substrates. IEEE Electron Device Lett. 2014, 35, 1097–1099. [Google Scholar] [CrossRef]
- Staudinger, P.; Mauthe, S.; Triviño, N.V.; Reidt, S.; Moselund, K.E.; Schmid, H. Wurtzite InP microdisks: From epitaxy to room-temperature lasing. Nanotechnology 2020, 32, 075605. [Google Scholar] [CrossRef]
- Wong, W.W.; Su, Z.; Wang, N.; Jagadish, C.; Tan, H.H. Epitaxially Grown InP Micro-Ring Lasers. Nano Lett. 2021, 21, 5681–5688. [Google Scholar] [CrossRef]
- Wang, Z.; Tian, B.; Pantouvaki, M.; Guo, W.; Absil, P.; Van Campenhout, J.; Merckling, C.; Van Thourhout, D. Room-temperature InP distributed feedback laser array directly grown on silicon. Nat. Photonics 2015, 9, 837–842. [Google Scholar] [CrossRef] [Green Version]
- Megalini, L.; Bonef, B.; Cabinian, B.C.; Zhao, H.; Klamkin, J. 1550-nm InGaAsP multi-quantum-well structures selectively grown on v-groove-patterned SOI substrates. Appl. Phys. Lett. 2017, 111, 032105. [Google Scholar] [CrossRef]
- Kunert, B.; Guo, W.; Mols, Y.; Langer, R.; Barla, K. (Invited) Integration of III/V Hetero-Structures By Selective Area Growth on Si for Nano- and Optoelectronics. ECS Trans. 2016, 75, 409–419. [Google Scholar] [CrossRef]
- Kunert, B.; Guo, W.; Mols, Y.; Tian, B.; Wang, Z.; Shi, Y.; Thourhout, D.V.; Pantouvaki, M.; Campenhout, J.V.; Langer, R.; et al. III/V nano ridge structures for optical applications on patterned 300 mm silicon substrate. Appl. Phys. Lett. 2016, 109, 091101. [Google Scholar] [CrossRef]
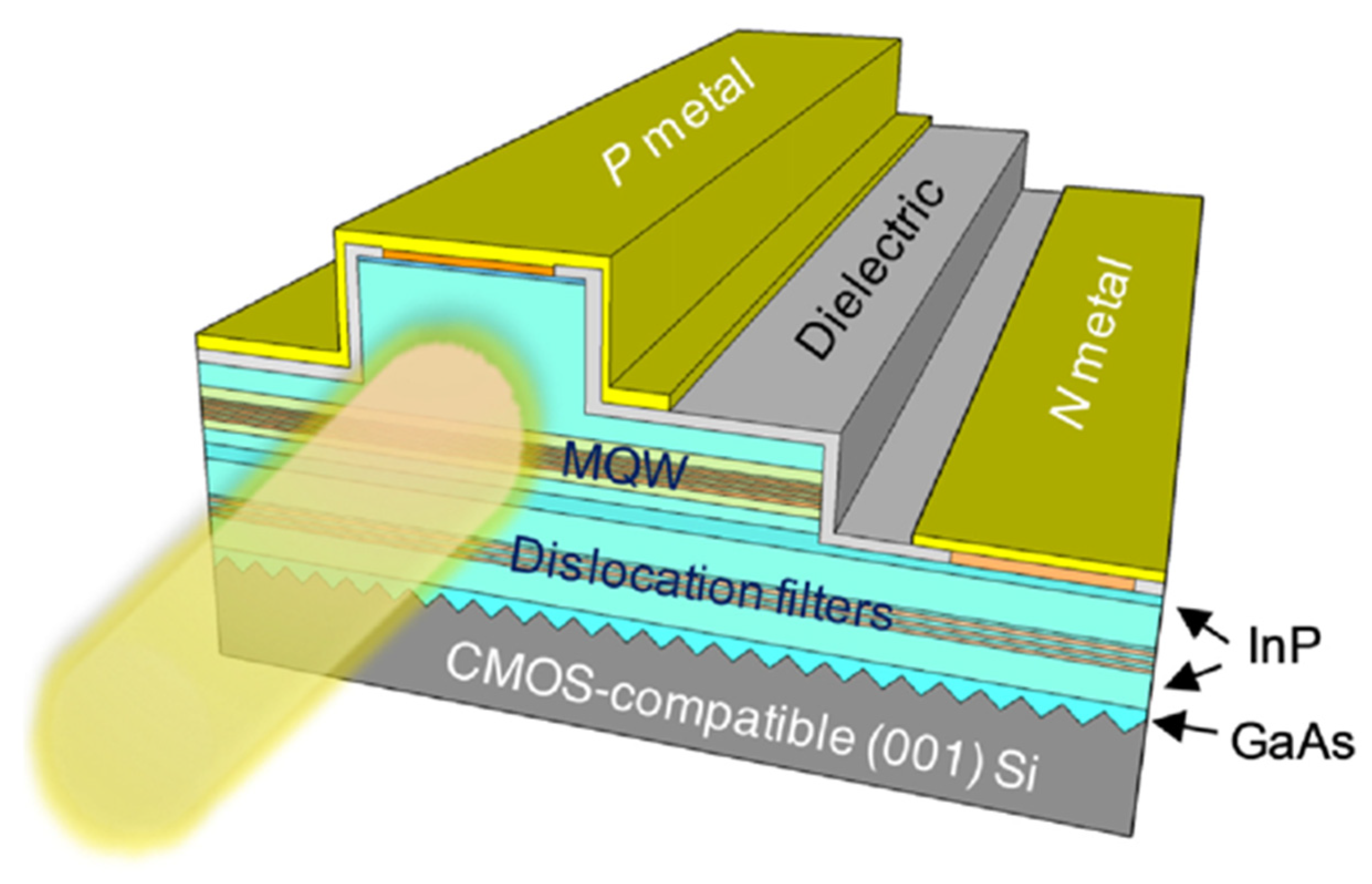
- Shi, B.; Zhao, H.; Wang, L.; Song, B.; Klamkin, J. Continuous-wave electrically pumped 1550 nm lasers epitaxially grown on on-axis (001) silicon. Optica 2019, 6, 1507. [Google Scholar] [CrossRef]
- Luo, W.; Xue, Y.; Shi, B.; Zhu, S.; Dong, X.; Lau, K.M. MOCVD growth of InP-based 1.3 μm quantum dash lasers on (001) Si. Appl. Phys. Lett. 2020, 116, 142106. [Google Scholar] [CrossRef]
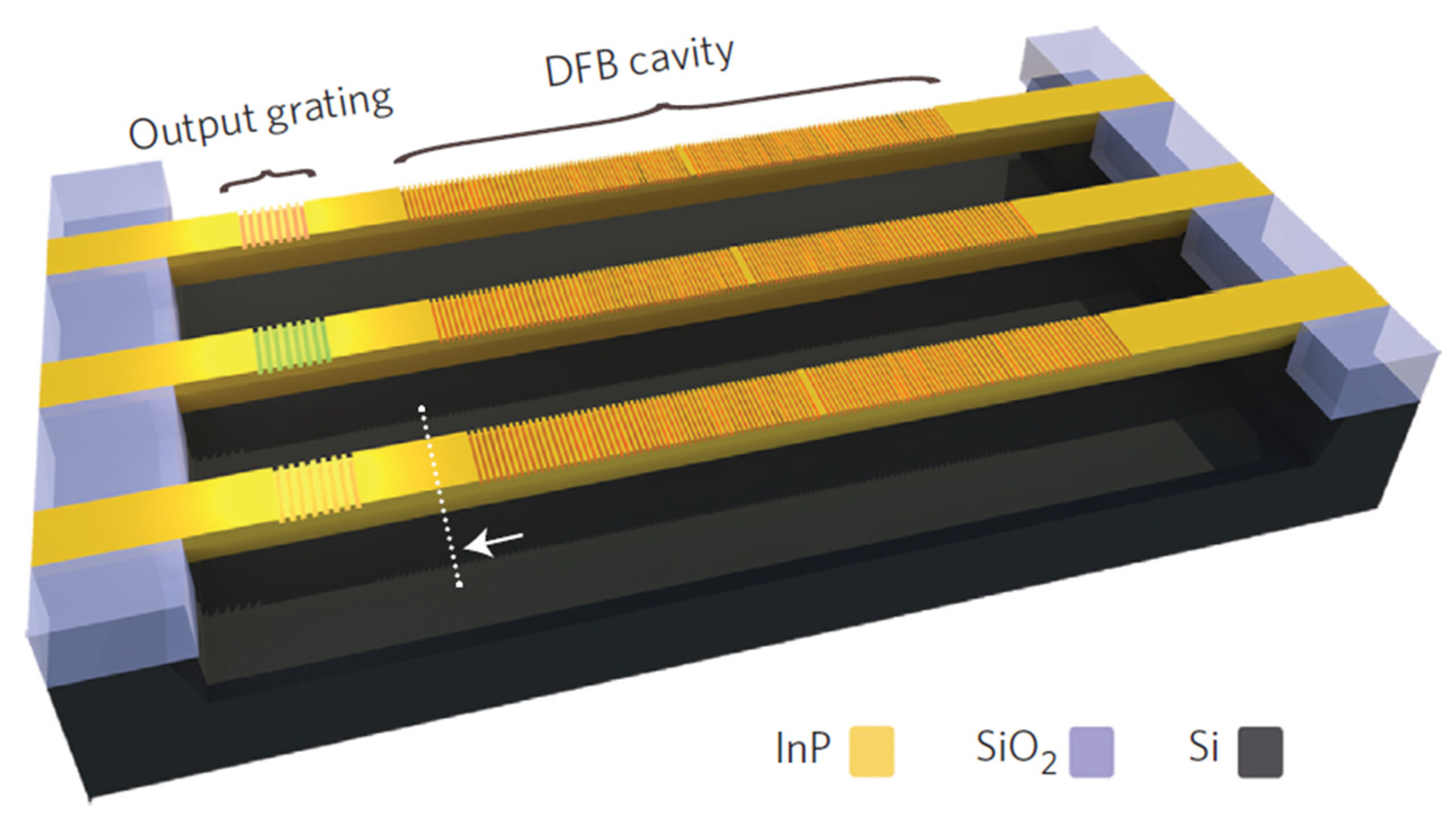
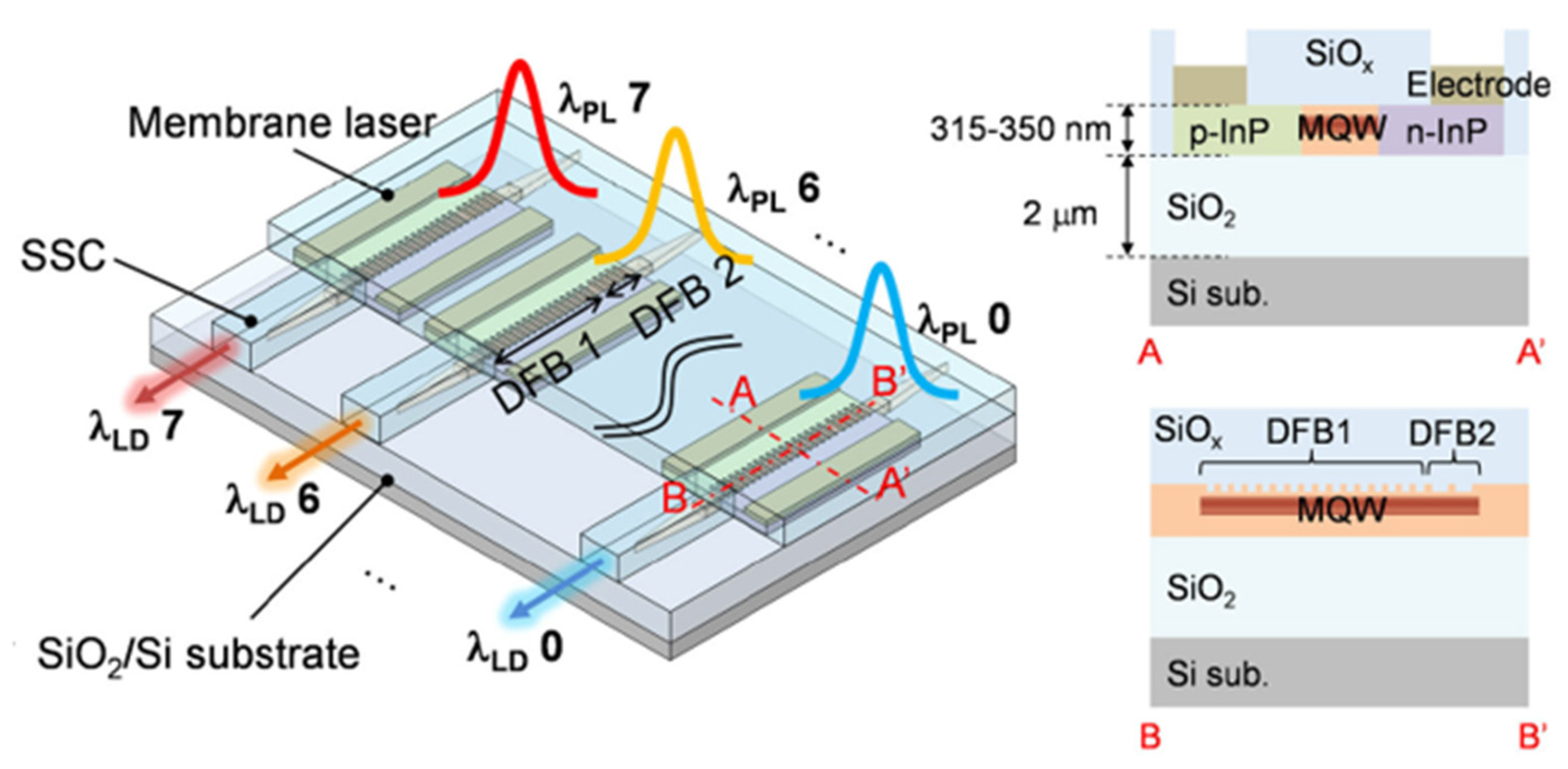
- Fujii, T.; Takeda, K.; Nishi, H.; Diamantopoulos, N.-P.; Sato, T.; Kakitsuka, T.; Tsuchizawa, T.; Matsuo, S. Multiwavelength membrane laser array using selective area growth on directly bonded InP on SiO2/Si. Optica 2020, 7, 838–846. [Google Scholar] [CrossRef]
- Kish, F.; Lal, V.; Evans, P.; Corzine, S.W.; Ziari, M.; Butrie, T.; Reffle, M.; Tsai, H.S.; Dentai, A.; Pleumeekers, J.; et al. System-on-Chip Photonic Integrated Circuits. IEEE J. Sel. Top. Quantum Electron. 2018, 24, 6100120. [Google Scholar] [CrossRef]
- Kobayashi, W.; Fujisawa, T.; Ito, T.; Kanazawa, S.; Ueda, Y.; Sanjoh, H. Advantages of EADFB laser for 25 Gbaud/s 4-PAM (50 Gbit/s) modulation and 10 km single-mode fibre transmission. Electron. Lett. 2014, 50, 683–685. [Google Scholar] [CrossRef]
- Yun, H.; Choi, K.; Kwon, Y.; Choe, J.; Moon, J. Fabrication and Characteristics of 40-Gb/s Traveling-Wave Electroabsorption Modulator-Integrated DFB Laser Modules. IEEE Trans. Adv. Packag. 2008, 31, 351–356. [Google Scholar] [CrossRef]
- Zhu, J.T.; Billia, L.; Bour, D.; Corzine, S.; Höfler, G. Performance comparison between integrated 40 Gb/s EAM devices grown by selective area growth and butt-joint overgrowth. J. Cryst. Growth 2004, 272, 576–581. [Google Scholar] [CrossRef]
- Cheng, Y.; Pan, J.; Wang, Y.; Zhou, F.; Wang, B.; Zhao, L.; Zhu, H.; Wang, W. 40-Gb/s Low Chirp Electroabsorption Modulator Integrated With DFB Laser. IEEE Photonics Technol. Lett. 2009, 21, 356–358. [Google Scholar] [CrossRef]
- Zhao, Q.; Pan, J.Q.; Zhou, F.; Wang, B.J.; Wang, L.F.; Wang, W. Monolithic integration of an InGaAsP–InP strained DFB laser and an electroabsorption modulator by ultra-low-pressure selective-area-growth MOCVD. Semicond. Sci. Technol. 2005, 20, 544–547. [Google Scholar] [CrossRef]
- Kim, S.-B.; Sim, J.-S.; Kim, K.S.; Sim, E.-D.; Ryu, S.-W.; Park, H.L. Selective-area MOVPE growth for 10 Gbit/s electroabsorption modulator integrated with a tunable DBR laser. J. Cryst. Growth 2007, 298, 672–675. [Google Scholar] [CrossRef]
- Hong-Bo, L.; Ling-Juan, Z.; Jiao-Qing, P.; Hong-Liang, Z.; Fan, Z.; Bao-Jun, W.; Wei, W. Monolithic Integration of Sampled Grating DBR with Electroabsorption Modulator by Combining Selective-Area-Growth MOCVD and Quantum-Well Intermixing. Chin. Phys. Lett. 2008, 25, 3670–3672. [Google Scholar] [CrossRef]
- Zhu, H.; Liang, S.; Zhao, L.; Kong, D.; Zhu, N.; Wang, W. A selective area growth double stack active layer electroabsorption modulator integrated with a distributed feedback laser. Chin. Sci. Bull. 2009, 54, 3627. [Google Scholar] [CrossRef]
- Deng, Q.; Zhu, H.; Xie, X.; Guo, L.; Sun, S.; Liang, S.; Wang, W. Low chirp EMLs fabricated by combining SAG and double stack active layer techniques. IEEE Photonics J. 2018, 10, 7902007. [Google Scholar] [CrossRef]
- Tanbun-Ek, T.; Fang, W.-C.; Bethea, C.; Sciortino, P.; Sergent, A.; Wisk, P.; People, R.; Chu, S.-N.; Pawelek, R.; Tsang, W.-T.; et al. Wavelength Division Multiplexed (WDM) Electroabsorption Modulated Laser Fabricated by Selective Area Growth MOVPE Techniques; SPIE: Bellingham, WA, USA, 1997; Volume 3006. [Google Scholar]
- Cheng, Y.; Wang, Q.J.; Pan, J. 1.55 µm high speed low chirp electroabsorption modulated laser arrays based on SAG scheme. Opt. Express 2014, 22, 31286–31292. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Liang, S.; Zhang, Z.; An, J.; Zhu, H.; Wang, W. EML Array fabricated by SAG technique monolithically integrated with a buried ridge AWG multiplexer. Opt. Laser Technol. 2017, 91, 46–50. [Google Scholar] [CrossRef]
- Corzine, S.W.; Evans, P.; Fisher, M.; Gheorma, J.; Kato, M.; Dominic, V.; Samra, P.; Nilsson, A.; Rahn, J.; Lyubomirsky, I.; et al. Large-Scale InP Transmitter PICs for PM-DQPSK Fiber Transmission Systems. IEEE Photonics Technol. Lett. 2010, 22, 1015–1017. [Google Scholar] [CrossRef]
- Fujisawa, T.; Kanazawa, S.; Takahata, K.; Kobayashi, W.; Tadokoro, T.; Ishii, H.; Kano, F. 1.3-μm, 4 × 25-Gbit/s, EADFB laser array module with large-output-power and low-driving-voltage for energy-efficient 100 GbE transmitter. Opt. Express 2012, 20, 614–620. [Google Scholar] [CrossRef]
- Miller, L.M.; Beernink, K.J.; Hughes, J.S.; Bishop, S.G.; Coleman, J.J. Four wavelength distributed feedback ridge waveguide quantum-well heterostructure laser array. Appl. Phys. Lett. 1992, 61, 2964–2966. [Google Scholar] [CrossRef]
- Vieu, C.; Carcenac, F.; Pépin, A.; Chen, Y.; Mejias, M.; Lebib, A.; Manin-Ferlazzo, L.; Couraud, L.; Launois, H. Electron beam lithography: Resolution limits and applications. Appl. Surf. Sci. 2000, 164, 111–117. [Google Scholar] [CrossRef]
- Li, G.P.; Makino, T.; Sarangan, A.; Huang, W. 16-wavelength gain-coupled DFB laser array with fine tunability. IEEE Photonics Technol. Lett. 1996, 8, 22–24. [Google Scholar] [CrossRef]
- Liang, S.; Lu, D.; Zhao, L.; Zhu, H.; Wang, B.; Zhou, D.; Wang, W. Fabrication of InP-based monolithically integrated laser transmitters. Sci. China Inf. Sci. 2018, 61, 080405. [Google Scholar] [CrossRef]
- Darja, J.; Chan, M.; Wang, S.-R.; Sugiyama, M.; Nakano, Y. Four channel ridge DFB laser array for 1.55 mu m CWDM systems by wide-stripe selective area MOVPE. IEICE Trans. Electron. 2007, E90-C, 1111–1117. [Google Scholar] [CrossRef]
- Zhang, C.; Liang, S.; Zhu, H.; Wang, B.; Wang, W. A modified SAG technique for the fabrication of DWDM DFB laser arrays with highly uniform wavelength spacings. Opt. Express 2012, 20, 29620–29625. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Liang, S.; Zhu, H.; Han, L.; Lu, D.; Ji, C.; Zhao, L.; Wang, W. The fabrication of 10-channel DFB laser array by SAG technology. Opt. Commun. 2013, 311, 6–10. [Google Scholar] [CrossRef]
- Han, L.; Liang, S.; Wang, H.; Xu, J.; Qiao, L.; Zhu, H.; Wang, W. Fabrication of Low-Cost Multiwavelength Laser Arrays for OLTs in WDM-PONs by Combining the SAG and BIG Techniques. IEEE Photonics J. 2015, 7, 1502807. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Liang, S.; Cui, X.; Wang, H.; Zhao, L.; Wang, W. Ten-channel InP-based large-scale photonic integrated transmitter fabricated by SAG technology. Opt. Laser Technol. 2014, 64, 17–22. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, R.; Lu, D.; Wang, W.; Ji, C. 1.3-μm multi-wavelength DFB laser array fabricated by mocvd selective area growth. Opt. Commun. 2014, 331, 165–168. [Google Scholar] [CrossRef]
- Kwon, O.K.; Leem, Y.A.; Han, Y.T.; Lee, C.W.; Kim, K.S.; Oh, S.H. A 10 × 10 Gb/s DFB laser diode array fabricated using a SAG technique. Opt. Express 2014, 22, 9073–9080. [Google Scholar] [CrossRef]
- Oh, S.H.; Kwon, O.K.; Kim, K.S.; Han, Y.T.; Lee, C.W.; Leem, Y.A.; Shin, J.W.; Nam, E.S. A Multi-Channel Etched-Mesa PBH DFB Laser Array Using an SAG Technique. IEEE Photonics Technol. Lett. 2015, 27, 2567–2570. [Google Scholar] [CrossRef]

























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Zeng, Y.; Song, Y.; Wang, Y.; Liang, L.; Qin, L.; Zhang, J.; Jia, P.; Lei, Y.; Qiu, C.; et al. Principles of Selective Area Epitaxy and Applications in III–V Semiconductor Lasers Using MOCVD: A Review. Crystals 2022, 12, 1011. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12071011
Wang B, Zeng Y, Song Y, Wang Y, Liang L, Qin L, Zhang J, Jia P, Lei Y, Qiu C, et al. Principles of Selective Area Epitaxy and Applications in III–V Semiconductor Lasers Using MOCVD: A Review. Crystals. 2022; 12(7):1011. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12071011
Chicago/Turabian StyleWang, Bin, Yugang Zeng, Yue Song, Ye Wang, Lei Liang, Li Qin, Jianwei Zhang, Peng Jia, Yuxin Lei, Cheng Qiu, and et al. 2022. "Principles of Selective Area Epitaxy and Applications in III–V Semiconductor Lasers Using MOCVD: A Review" Crystals 12, no. 7: 1011. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12071011