The Influence of Processing and Particle Size on Binderless Particleboards Made from Arundo donax L. Rhizome

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Particleboard Manufacture
2.2.2. Experimental Tests
3. Results and Discussion
3.1. Physical Properties
3.1.1. Density
3.1.2. Thickness Swelling
3.1.3. Water Absorption
3.2. Mechanical Properties
3.2.1. Modulus of Rupture
3.2.2. Internal Bonding Strength
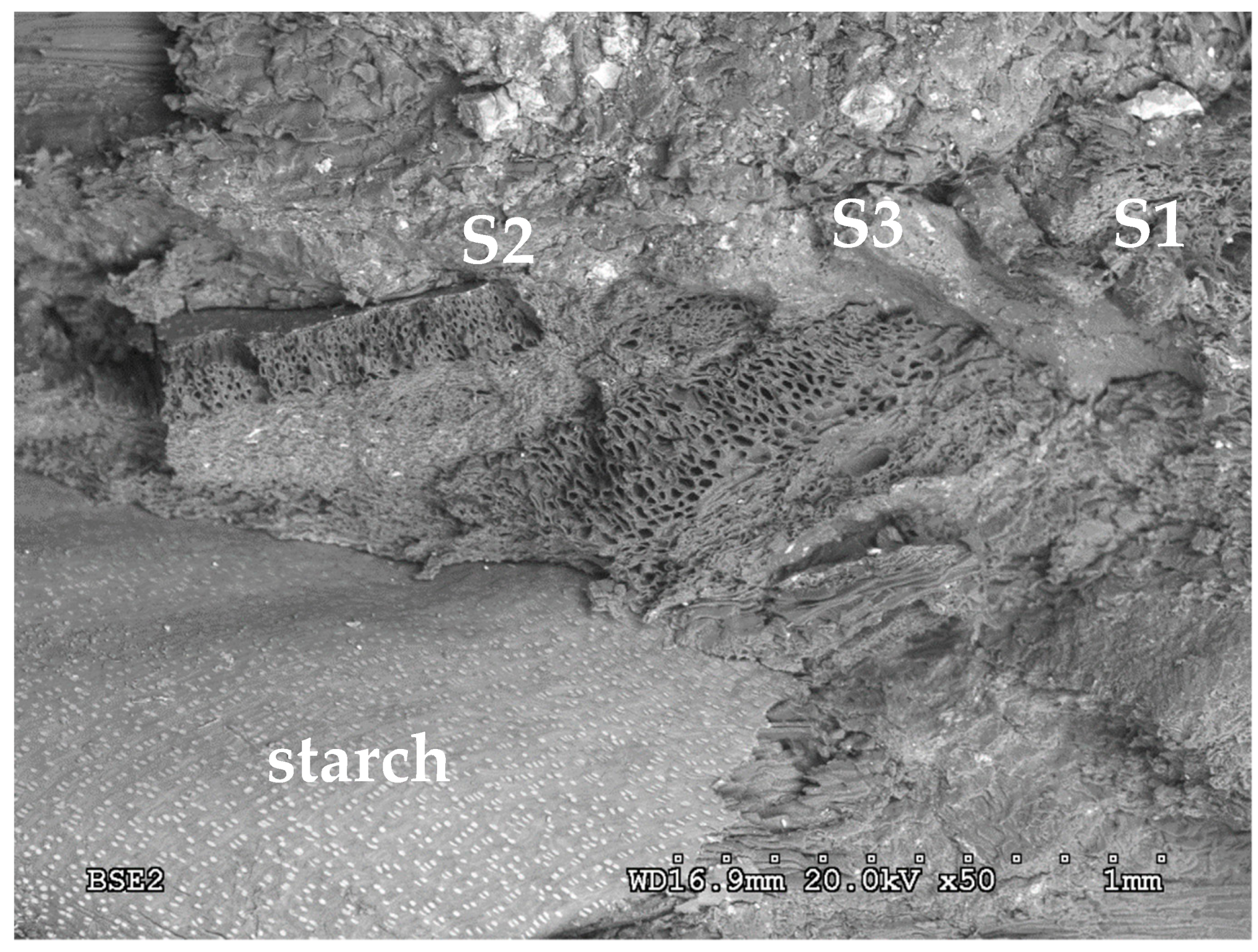
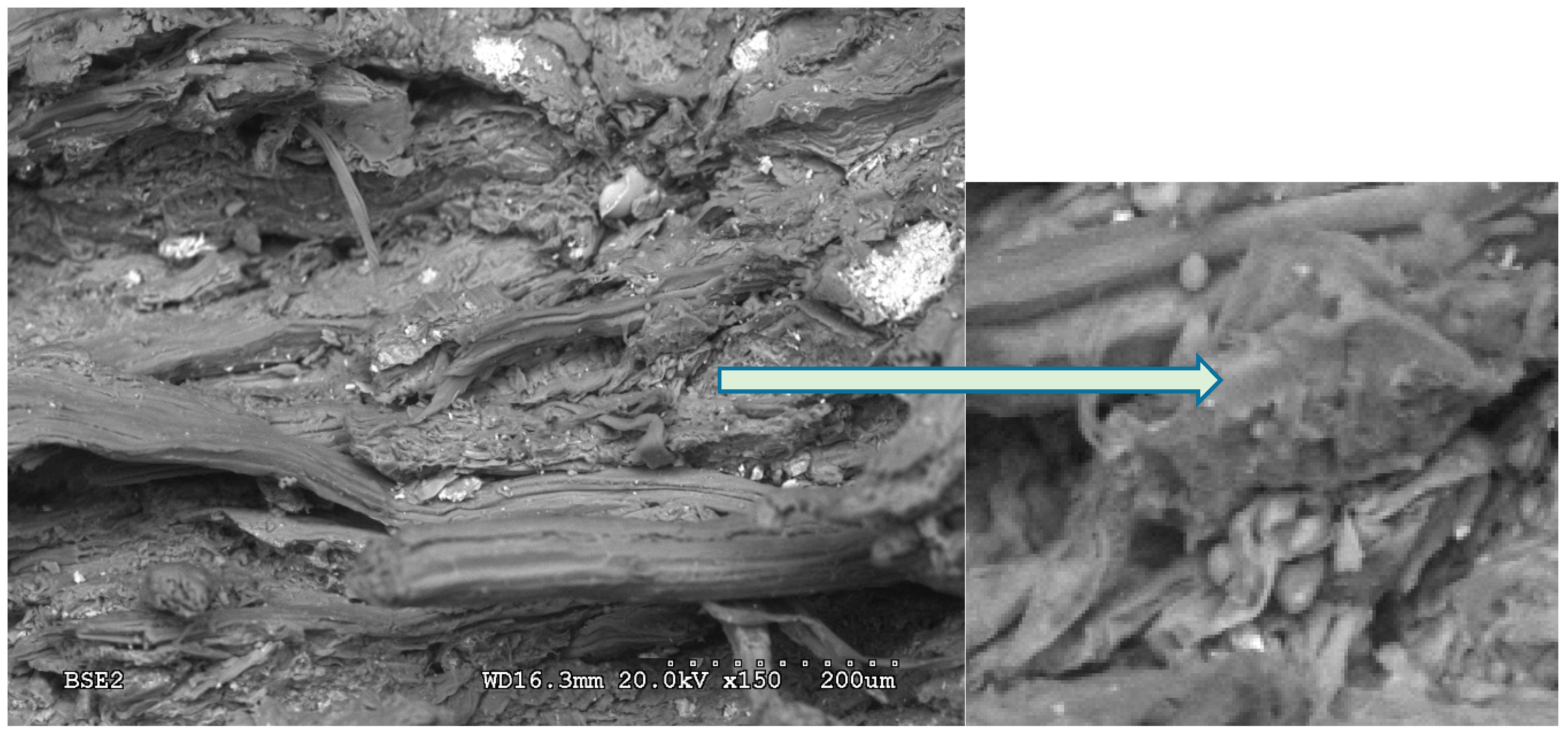
3.3. SEM Observations and EDS Analysis
3.4. Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- International Union for Conservation of Nature. Global Invasive Species Database. 2011. Checklist Dataset. Available online: http://issg.org/database/species/List.asp (accessed on 12 July 2018).
- Spencer, D.F.; Tan, W.; Liow, P.-S.; Ksander, G.G.; Whitehand, L.C.; Weaver, S.; Olson, J.; Newhouser, M. Evaluation of glyphosate for managing giant reed (Arundo donax). Invasive Plant Sci. Manag. 2008, 1, 248–254. [Google Scholar] [CrossRef]
- Goolsby, J.A.; Moran, P. Host range of Tetramesa romana Walker (Hymenoptera: Eurytomidae), a potential biological control of giant reed, Arundo donax L. in North America. Biol. Control 2009, 49, 160–168. [Google Scholar] [CrossRef] [Green Version]
- San Martín, C.; Gourlie, J.A.; Barroso, J. Control of Volunteer Giant Reed (Arundo donax). Invasive Plant Sci. Manag. 2019, 12, 1–8. [Google Scholar] [CrossRef]
- Andreu-Rodríguez, J.; Pérez-Espinosa, A.; Pérez-Murcia, M.D.; Moral, R.; Agulló, E.; Ferrández-Villena, M.; Ferrández-Garcia, M.T.; Bustamante, M.A. Near infrared reflectance spectroscopy (NIRS) for the assessment of biomass production and C sequestration by Arundo donax L. in salt-affected environments. Agric. Water Manag. 2017, 183, 94–100. [Google Scholar] [CrossRef]
- Santín-Montanyá, M.I.; Jimenéz, J.; Vilán, X.M.; Ocaña, L. Effects of size and moisture of rhizome on initial invasiveness ability of giant reed. J. Environ. Sci. Health Part B 2014, 49, 41–44. [Google Scholar] [CrossRef]
- Kausar, S.; Mahmood, Q.; Raja, I.A.; Khan, A.; Sultan, S.; Gilani, M.A.; Shujaat, S. Potential of Arundo donax to treat chromium contamination. Ecol. Eng. 2012, 42, 256–259. [Google Scholar] [CrossRef]
- Barbosa, B.; Boléo, S.; Sidella, S.; Costa, J.; Duarte, M.P.; Mendes, B.; Cosentino, S.L.; Fernando, A.L. Phytoremediation of heavy metal-contaminated soils using the perennial energy crops Miscanthus spp. and Arundo donax L. Bioenergy Res. 2015, 8, 1500–1511. [Google Scholar] [CrossRef]
- Fiorentino, N.; Ventorino, V.; Rocco, C.; Cenvinzo, V.; Agrelli, D.; Gioia, L.; Di Mola, I.; Adamo, P.; Pepe, O.; Fagnano, M. Giant reed growth and effects on soil biological fertility in assisted phytoremediation of an industrial polluted soil. Sci. Total Environ. 2017, 575, 1375–1383. [Google Scholar] [CrossRef]
- Mavrogianopoulos, G.; Vogli, V.; Kyritsis, S. Use of wastewater as a nutrient solution in a closed gravel hydroponic culture of giant reed (Arundo donax). Bioresour. Technol. 2002, 82, 103–107. [Google Scholar] [CrossRef]
- Ge, X.; Xu, F.; Vasco-Correa, J.; Li, Y. Giant reed: A competitive energy crop in comparison with miscanthus. Renew. Sustain. Energy 2016, 54, 350–362. [Google Scholar] [CrossRef] [Green Version]
- Abrantes, S.; Amaral, M.; Costa, A.; Shatalov, A.; Duarte, A. Evaluation of giant reed as a raw material for paper production. Appita J. 2007, 60, 410–415. [Google Scholar]
- Shatalov, A.A.; Pereira, H. Xylose production from giant reed (Arundo donax L.): Modeling and optimization of dilute acid hydrolysis. Carbohydr. Polym. 2012, 87, 210–217. [Google Scholar] [CrossRef]
- Ahmed, M.J. Potential of Arundo donax L. stems as renewable precursors for activated carbons and utilization for wastewater treatments: Review. J. Taiwan Inst. Chem. Eng. 2016, 63, 336–343. [Google Scholar] [CrossRef]
- Pelegrín, M.; Sáez-Tovar, J.A.; Andreu-Rodríguez, J.; Pérez-Murcia, M.D.; Martínez-Sabater, E.; Marhuenda-Egea, F.C.; Paredes, C. Composting of the invasive species Arundo donax with sewage and agri-food sludge: Agronomic, economic and environmental aspects. Waste Manag. 2018, 78, 730–740. [Google Scholar] [CrossRef]
- Borin, M.; Barbera, A.C.; Milani, M.; Molari, G.; Zimbone, S.M.; Toscano, A. Biomass production and N balance of giant reed (Arundo donax L.) under high water and N input in Mediterranean environments. Eur. J. Agron. 2013, 51, 117–119. [Google Scholar] [CrossRef]
- Burner, D.M.; Hale, A.L.; Carver, P.; Pote, D.H.; Fritschi, F.B. Biomass yield comparisons of giant miscanthus, giant reed, and miscane grown under irrigated and rainfed conditions. Ind. Crops Prod. 2015, 76, 1025–1032. [Google Scholar] [CrossRef]
- Corno, L.; Pilu, R.; Adani, F. Arundo donax L.: A non-food crop for bioenergy and bio-compound production. Biotechnol. Adv. 2014, 32, 1535–1549. [Google Scholar] [CrossRef]
- Scordia, D.; Cosentino, S.L.; Lee, J.W.; Jeffries, T.W. Bioconversion of giant reed (Arundo donax L.) hemicellulose hydrolysate to ethanol by Scheffersomyces stipitis CBS6054. Biomass Bioenergy 2012, 39, 296–305. [Google Scholar] [CrossRef]
- Di Girolamo, G.; Grigatti, M.; Barbanti, L.; Angelidaki, I. Effects of hydrothermal pre-treatments on Giant reed (Arundo donax) methane yield. Bioresour. Technol. 2013, 147, 152–159. [Google Scholar] [CrossRef]
- Ragaglini, G.; Dragoni, F.; Simone, M.; Bonari, E. Suitability of giant reed (Arundo donax L.) for anaerobic digestion: Effect of harvest time and frequency on the biomethane yield potential. Bioresour. Technol. 2014, 152, 107–115. [Google Scholar] [CrossRef]
- Martínez-Sanz, M.; Erboz, E.; Fontes, C.; López-Rubio, A. Valorization of Arundo donax for the production of high-performance lignocellulosic films. Carbohydr. Polym. 2018, 199, 276–285. [Google Scholar] [CrossRef] [PubMed]
- Scalici, T.; Fiore, V.; Valenza, A. Effect of plasma treatment on the properties of Arundo donax L. leaf fibres and its bio-based epoxy composites: A preliminary study. Compos. Part B Eng. 2016, 94, 167–175. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, C.E.; García-Ortuño, T.; Andreu-Rodríguez, J.; Ferrandez-Villena, M.; Ferrandez-Garcia, M.T. Mechanical Properties of a Cement Mortar Reinforced with Arundo donax L. Reeds. Int. J. Civ. Struct Eng. 2015, 2, 305–308. [Google Scholar]
- Garcia-Ortuño, T.; Andreu-Rodríguez, J.; Ferrandez-Garcia, M.T.; Ferrandez-Villena, M.; Ferrandez-Garcia, C.E. Evaluation of the physical and mechanical properties of particleboard made from giant reed (Arundo donax L.). BioResources 2011, 6, 477–486. [Google Scholar]
- Proietti, S.; Moscatello, S.; Fagnano, M.; Fiorentino, N.; Impagliazzo, A.; Battistelli, A. Chemical composition and yield of rhizome biomass of Arundo donax L. grown for biorefinery in the Mediterranean environment. Biomass Bioenergy 2017, 107, 191–197. [Google Scholar] [CrossRef]
- Imam, S.H.; Gordon, S.H.; Mao, L.; Chen, L. Environmentally friendly wood adhesive from a renewable plant polymer: Characteristics and optimization. Polym. Degrad. Stab. 2001, 73, 529–533. [Google Scholar] [CrossRef]
- El-Wakil, N.A.; Abou-Zeid, R.E.; Fahmy, Y.; Mohamed, A.Y. Modified wheat gluten as a binder in particleboard made from reed. J. Appl. Polym. Sci. 2007, 106, 3592–3599. [Google Scholar] [CrossRef]
- Ciannamea, E.M.; Stefani, P.M.; Ruseckaite, R.A. Medium-density particleboards from modified rice husks and soybean protein concentrate-based adhesives. Bioresour. Technol. 2010, 101, 818–825. [Google Scholar] [CrossRef]
- Moubarik, A.; Allal, A.; Pizzi, A.; Charrier, F.; Charrier, B. Preparation and mechanical characterization of particleboard made from maritime pine and glued with bio-adhesives based on cornstarch and tannins. Maderas Cienc. Tecnol. 2010, 12, 189–197. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Gu, Z.; Hong, Y.; Cheng, L.; Li, Z. Bonding strength and water resistance of starch-based wood adhesive improved by silica nanoparticles. Carbohydr. Polym. 2011, 86, 72–76. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, C.E.; Andreu-Rodríguez, J.; Ferrandez-Garcia, M.T.; Ferrandez-Villena, M.; Garcia-Ortuño, T. Panels made from giant reed bonded with non-modified starches. BioResoruces 2012, 7, 5904–5916. [Google Scholar] [CrossRef] [Green Version]
- Ferrandez-Garcia, M.T.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, A.; Ferrandez-Villena, M. Experimental evaluation of a new giant reed (Arundo Donax L.) composite using citric acid as a natural binder. Agronomy 2019, 9, 882. [Google Scholar] [CrossRef] [Green Version]
- Widyorini, R.; Xu, J.; Umemura, K.; Kawai, S. Manufacture and properties of binderless particleboard from bagasse I: Effects of raw material type, storage methods, and manufacturing process. J. Wood Sci. 2005, 51, 648–654. [Google Scholar] [CrossRef]
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A comprehensive review. BioResources 2015, 10, 1915–1963. [Google Scholar]
- Boon, J.G.; Hashim, R.; Sulaiman, O.; Hiziroglu, S.; Sugimoto, T.; Sato, M. Influence of processing parameters on some properties of oil palm trunk binderless particleboard. Eur. J. Wood Wood Prod. 2013, 71, 583–589. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, C.C.; Garcia-Ortuño, T.; Ferrandez-Garcia, M.T.; Ferrandez-Villena, M.; Ferrandez-Garcia, C.E. Fire-resistance, physical, and mechanical characterization of binderless rice straw particleboards. BioResources 2017, 12, 8539–8549. [Google Scholar]
- EN 323. Wood-Based Panels. Determination of Density; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 317. Particleboards and Fiberboards. Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 310. Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 319. Particleboards and Fiberboards. Determination of Tensile Strength Perpendicular to the Plane of de Board; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 312. Particleboards–Specifications; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- EN 309. Particleboards. Definitions and Classification; European Committee for Standardization: Brussels, Belgium, 2005. [Google Scholar]
- Hashim, R.; Said, N.; Lamaming, J.; Baskaran, M.; Sulaiman, O.; Sato, M.; Hiziroglu, S.; Sugimoto, T. Influence of press temperature on the properties of binderless particleboard made from oil palm trunk. Mater. Des. 2011, 32, 2520–2525. [Google Scholar] [CrossRef]
- Halvarsson, S.; Edlund, H.; Norgren, M. Manufacture of non-resin wheat straw fibreboards. Ind. Crops Prod. 2009, 29, 437–445. [Google Scholar] [CrossRef]
- Hegazy, S.; Ahmed, K. Effect of date palm cultivar, particle size, panel density and hot water extraction on particleboards manufactured from date palm fronds. Agriculture 2015, 5, 267–285. [Google Scholar] [CrossRef] [Green Version]
- Saadaoui, N.; Rouilly, A.; Fares, K.; Rigal, L. Characterization of date palm lignocellulosic by-products and self-bonded composite materials obtained thereof. Mater. Des. 2013, 50, 302–308. [Google Scholar] [CrossRef]
- Hashim, R.; Wan Nadhari, W.N.A.; Sulaiman, O.; Kawamura, F.; Hiziroglu, S.; Sato, M.; Sugimoto, T.; Seng, T.G.; Tanaka, R. Characterization of raw materials and manufactured binderless particleboard from oil palm biomass. Mater. Des. 2011, 32, 246–252. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, A.; Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, M.T. Potential use of Phoenix canariensis biomass in binderless particleboards at low temperature and pressure. BioResources 2017, 12, 6698–6712. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Table | Class | Particle Size (mm) | Temp. (°C) | Time (min) | No. of Boards |
|---|---|---|---|---|---|
| B0 | B01 | 0.25 to 1 | 110 | 7 | 3 |
| B02 | 0.25 to 1 | 110 | 7 + 7 | 3 | |
| B1 | B11 | 0.25 to 1 | 110 | 15 | 3 |
| B12 | 0.25 to 1 | 110 | 15 + 15 | 3 | |
| C0 | C01 | 1 to 2 | 110 | 7 | 3 |
| C02 | 1 to 2 | 110 | 7 + 7 | 3 | |
| C1 | C11 | 1 to 2 | 110 | 15 | 3 |
| C12 | 1 to 2 | 110 | 15 + 15 | 3 | |
| D0 | D01 | 2 to 4 | 110 | 7 | 3 |
| D02 | 2 to 4 | 110 | 7 + 7 | 3 | |
| D1 | D11 | 2 to 4 | 110 | 15 | 3 |
| D12 | 2 to 4 | 110 | 15 + 15 | 3 |
| Type | Class | Density (kg/m3) | TS 2 h (%) | TS 24 h (%) | WA 2 h (%) | WA 24 h (%) |
|---|---|---|---|---|---|---|
| B0 | B01 | 812.74 (22.94) | 44.69 (7.45) | 57.74 (2.70) | 69.35 (3.58) | 89.00 (3.55) |
| B02 | 882.82 (30.31) | 33.36 (12.06) | 52.73 (10.23) | 66.92 (8.62) | 94.85 (0.74) | |
| B1 | B11 | 911.10 (39.31) | 33.04 (8.44) | 50.52 (4.45) | 60.67 (9.30) | 81.63 (13.80) |
| B12 | 912.76 (75.03) | 37.41 (9.91) | 53.98 (6.57) | 69.98 (14.73) | 87.62 (18.54) | |
| C0 | C01 | 775.54 (44.66) | 26.32 (1.78) | 43.29 (7.83) | 36.28 (9.17) | 69.68 (9.82) |
| C02 | 863.44 (98.37) | 29.00 (7.96) | 44.15 (8.51) | 35.54 (9.69) | 67.09 (3.61) | |
| C1 | C11 | 735.25 (05.00) | 53.43 (0.27) | 59.31 (1.55) | 85.45 (3.45) | 106.12 (5.01) |
| C12 | 799.63 (58.53) | 45.84 (6.29) | 58.98 (3.64) | 93.36 (8.53) | 100.96 (6.52) | |
| D0 | D01 | 785.88 (44.90) | 37.47 (7.89) | 52.65 (11.08) | 82.32 (9.28) | 104.28 (7.46) |
| D02 | 885.41 (69.17) | 28.81 (7.37) | 52.19 (10.06) | 54.73 (19.79) | 88.35 (14.12) | |
| D1 | D11 | 742.80 (72.17) | 50.18 (20.98) | 60.21 (6.56) | 85.06 (10.26) | 103.89 (2.28) |
| D12 | 827.48 (38.81) | 53.39 (6.95) | 72.50 (6.31) | 81.00 (6.96) | 97.34 (3.33) |
| Factor | Properties | Sum of Squares | d.f. | Half Quadratic | F | Sig. |
|---|---|---|---|---|---|---|
| Particle size | Density (kg/m3) | 48,322.613 | 2 | 24,161.306 | 5.027 | 0.012 |
| TS 2 h (%) | 118.663 | 2 | 59.332 | 0.376 | 0.690 | |
| TS 24 h (%) | 360.998 | 2 | 180.499 | 20.033 | 0.147 | |
| WA 2 h (%) | 854.916 | 2 | 427.548 | 1.037 | 0.365 | |
| WA 24 h (%) | 973.553 | 2 | 486.776 | 2.430 | 0.103 | |
| MOR (N/mm2) | 202.902 | 2 | 101.451 | 26.799 | 0.000 | |
| MOE (N/mm2) | 4,264,527.527 | 2 | 2,132,010.263 | 37.620 | 0.000 | |
| IB (N/mm2) | 0.154 | 2 | 0.077 | 4.159 | 0.024 | |
| Pressing time | Density (kg/m3) | 1620.5993 | 1 | 1620.5993 | 0.265 | 0.610 |
| TS 2 h (%) | 1343.345 | 1 | 1343.345 | 11.380 | 0.002 | |
| TS 24 h (%) | 604.340 | 1 | 604.340 | 7.928 | 0.008 | |
| WA 2 h (%) | 4261.478 | 1 | 4261.478 | 13.885 | 0.001 | |
| WA 24 h (%) | 928.522 | 1 | 928.522 | 4.717 | 0.037 | |
| MOR (N/mm2) | 40.153 | 1 | 40.153 | 4.685 | 0.038 | |
| MOE (N/mm2) | 599,097.660 | 1 | 599,097.660 | 4.226 | 0.045 | |
| IB (N/mm2) | 0.192 | 1 | 0.192 | 12.112 | 0.001 | |
| Pressing cycle | Density (kg/m3) | 42,416.776 | 1 | 42,416.776 | 8.623 | 0.012 |
| TS 2 h (%) | 71.939 | 1 | 71.939 | 0.463 | 0.501 | |
| TS 24 h (%) | 51.792 | 1 | 51.792 | 0.560 | 0.459 | |
| WA 2 h (%) | 79.091 | 1 | 79.091 | 0.184 | 0.671 | |
| WA 24 h (%) | 56.475 | 1 | 56.475 | 0.254 | 0.618 | |
| MOR (N/mm2) | 39.063 | 1 | 39.063 | 4.706 | 0.037 | |
| MOE (N/mm2) | 654,079.258 | 1 | 654,079.258 | 4.180 | 0.049 | |
| IB (N/mm2) | 0.080 | 1 | 0.080 | 4.459 | 0.042 |
| Section | Chemical Element | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Mg | Al | Si | K | Ca | Fe | S | P | Cl | Na | F | ||
| Composition (wt%) of dry matter | S1 | 32.40 | 51.88 | 15.71 | ||||||||||
| S2 | 31.85 | 52.26 | 4.51 | 1.20 | 1.74 | 0.80 | 6.76 | 0.38 | 0.16 | 0.17 | 0.16 | |||
| S3 | 35.30 | 42.50 | 6.91 | 6.27 | 7.42 | 0.32 | 0.80 | 0.48 | ||||||
| Class | MOR (N/mm2) | MOE (N/mm2) | IB (N/mm2) | TS 24 h (%) | |
|---|---|---|---|---|---|
| This work | B01 | 11.56 | 1667.04 | 0.58 | 57.74 |
| B02 | 14.24 | 1903.62 | 0.75 | 52.73 | |
| B11 | 12.02 | 1603.79 | 0.95 | 50.52 | |
| B12 | 14.00 | 2052.45 | 1.12 | 53.98 | |
| C02 | 10.52 | 1378.30 | 0.72 | 44.15 | |
| [42] (thickness of 6 to 13 mm) | Type P1 | 10.50 | - | 0.28 | - |
| Type P2 | 11.00 | 1800.00 | 0.40 | - | |
| Type P3 | 15.00 | 2050.00 | 0.50 | 17.00 |
| Reference | Material | Tem. (°C) | Time (min) | Density (kg/m3) | TS 24 h (%) | MOR (N/mm2) | MOE (N/mm2) | IB (N/mm2) |
|---|---|---|---|---|---|---|---|---|
| [46] | Date palm | 180 | 2 | 1200 | 150.00 | 8.40 | 928.00 | 0.13 |
| [47] | Oil palm | 180 | 20 | 800 | 20.00 | 13.57 | 0.71 | |
| [48] | Canary Islands palm | 120 | 30 | 850 | 27.56 | 13.00 | 1467.82 | 0.40 |
| [37] | Rice straw | 110 | 30 + 30 | 1140 | 53.75 | 15.09 | 2696.85 | 0.18 |
| This study | Giant reed rhizome | 110 | 7 + 7 | 883 | 52.73 | 14.24 | 1903.62 | 0.75 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T. The Influence of Processing and Particle Size on Binderless Particleboards Made from Arundo donax L. Rhizome. Polymers 2020, 12, 696. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12030696
Ferrandez-Villena M, Ferrandez-Garcia CE, Garcia-Ortuño T, Ferrandez-Garcia A, Ferrandez-Garcia MT. The Influence of Processing and Particle Size on Binderless Particleboards Made from Arundo donax L. Rhizome. Polymers. 2020; 12(3):696. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12030696
Chicago/Turabian StyleFerrandez-Villena, Manuel, Clara Eugenia Ferrandez-Garcia, Teresa Garcia-Ortuño, Antonio Ferrandez-Garcia, and Maria Teresa Ferrandez-Garcia. 2020. "The Influence of Processing and Particle Size on Binderless Particleboards Made from Arundo donax L. Rhizome" Polymers 12, no. 3: 696. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12030696