
Conversion of Lignocellulose for Bioethanol Production, Applied in Bio-Polyethylene Terephthalate

 ,
,  , , ,
, , , 
Abstract
:1. Introduction
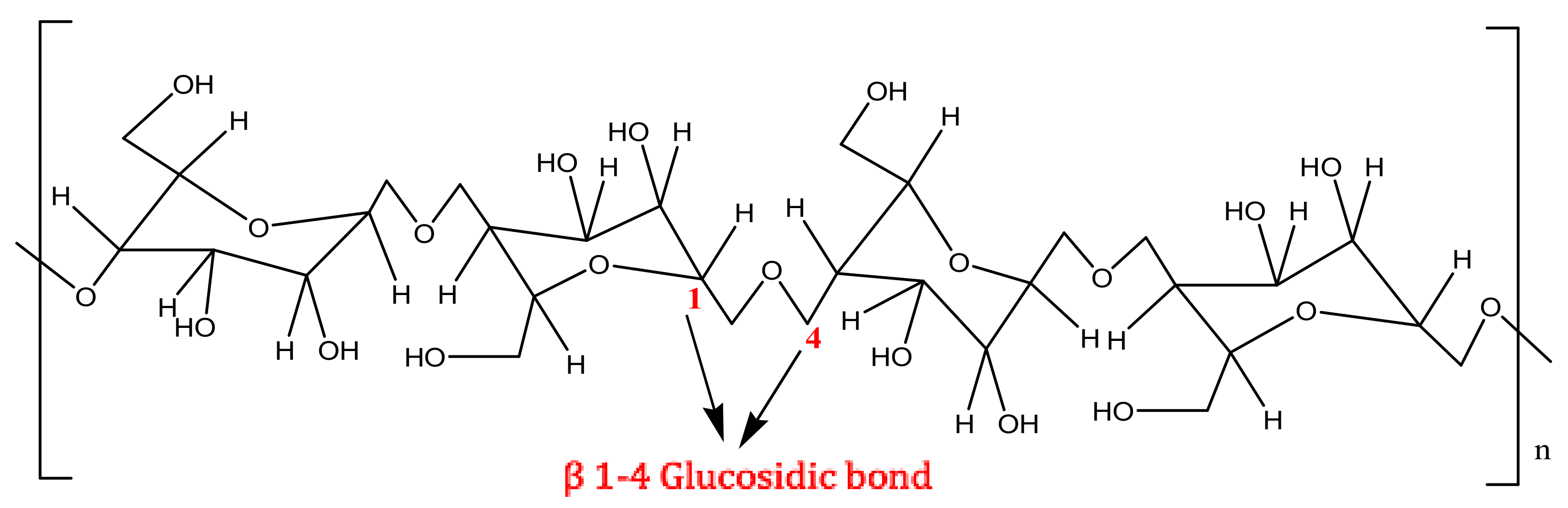
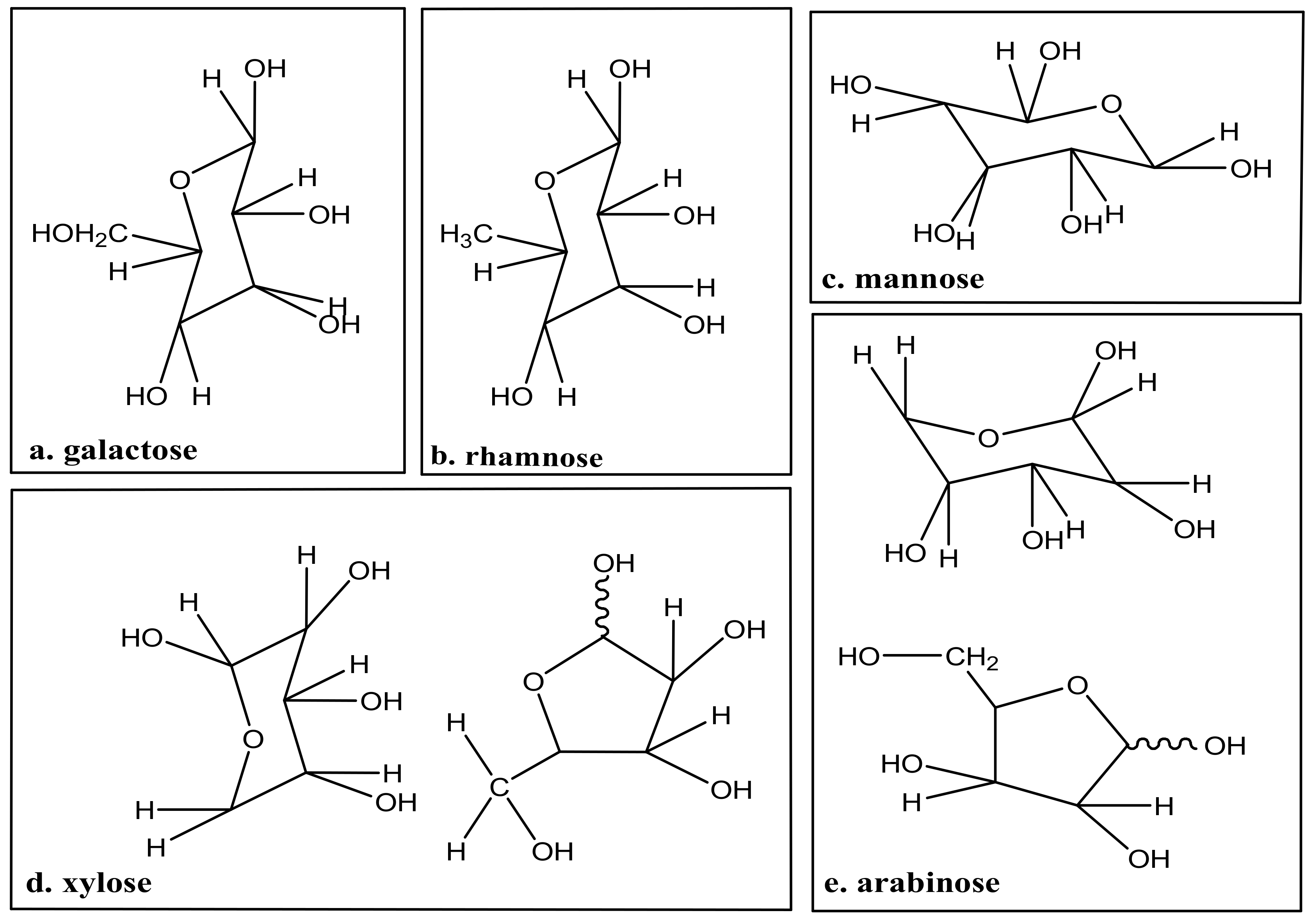
2. Properties of Lignocellulose
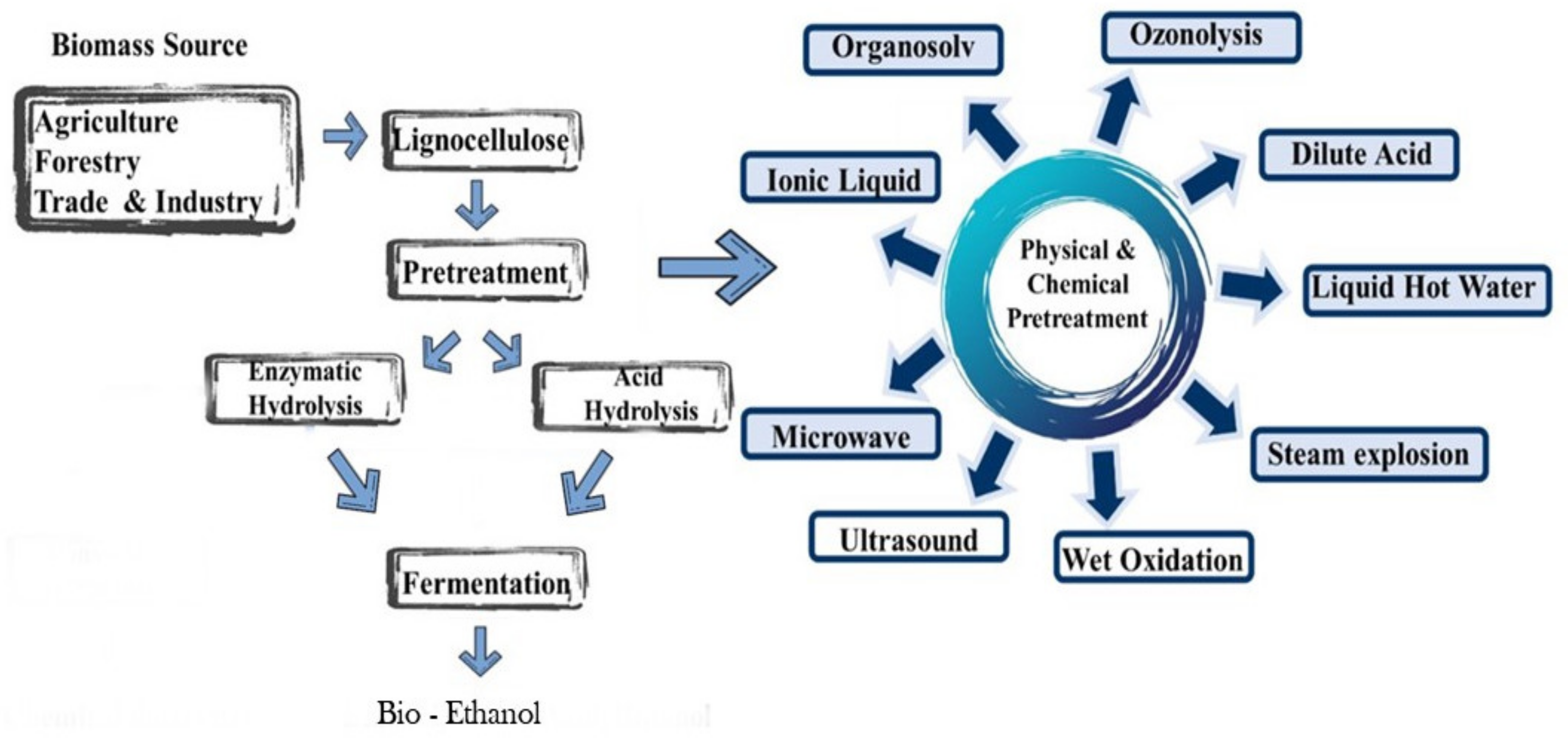
3. Conversion of Lignocellulose into Biochemical Substance
3.1. Mechanical Pretreatment
3.2. Chemical Pretreatment
3.3. Microwave Irradiation Pretreatment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstocks | Type of Pretreatment | Promotor for Bioethanol | Yield Bioethanol, % | Total Selling Price (US$/Kg Bioethanol) | Energy Consumption (MJ/Kg Bioethanol) | Reference |
|---|---|---|---|---|---|---|
| Agricultural residues | Organosolv | Zymomonas mobilis | NA | 1.27 | 331.27 | [50] |
| Beet molasses | NA | Saccharomyces cerevisiae | 49 | NA | 227.64 | [51] |
| Waste bamboo stems | Hydrogen peroxide/acetic acid (HPAC) | S. cerevisiae KCTC 7906 | 83.1 | 1.2 | 265.3 | [52] |
| Bagasse | Acid (H2SO4) | Saccharomyces cerevisiae | 638 (mg/L) | NA | 29 | [53] |
| Olive pruning debris | Steam explosion | Saccharomyces cerevisiae (SIGMA II Type) | 95 | NA | 8.53 | [54] |
| Olive pruning debris | Grinding | Saccharomyces cerevisiae (SIGMA II Type) | 11 | NA | 180 | [54] |
| Olive pruning debris | Torrefaction & grinding | Saccharomyces cerevisiae (SIGMA II Type) | 10 | NA | 64.29 | [54] |
3.4. Biological Pretreatment
3.5. Ionic Liquid and Deep Eutectic Solvent Pretreatment
4. Lignocellulose Hydrolysis
4.1. Enzymatic Hydrolysis
| Type of Hydrolysis | Biological/Chemical Agent Used | Concentration (%) | Yield Glucose (%) | Advantages | Disadvantages | Reference |
|---|---|---|---|---|---|---|
| Diluted Acid | H2SO4 | 10 | NA |
|
| [67] |
| Enzymatic | A. cellulolyticus | 22.5–90.0 mg | ≥65 |
|
| [68] |
| Enzymatic | T. reesei | 22.5–90.0 mg | ≤60 |
|
| [68] |
| Acid | HCl | NA | NA |
|
| [69] |
| Diluted acid | H3PO4 | 2.5 | 90 |
|
| [70,71] |
| Diluted Acid | H2SO4 | 20–33 | 78–82 |
|
| [69] |
| Enzymatic | Cellulase | NA | 70 |
|
| [72,73] |
| Feedstock | Enzymatic Hydrolysis | Type Enzyme for Hydrolysis | Bioethanol Promotor | Fermentation | Type | YEthanol, % | Reference | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| T (°C) | pH | t (h) | T (°C) | pH | t (h) | ||||||
| Fringe (Chionanthus retusus) | 45 | 5 | 48 | Novozymes | Saccharomyces cerevisiae | 37 | 5 | 48 | SSF | 81 | [74] |
| Sugarcane bagasse | 50 | 4.8 | 90 | Cellic CTec2 cellulase | C. tropicalis | 20–28 | NA | NA | NA | 91 | [85] |
| Mixed sawdust | 50 | 4.8 | NA | Cellic CTec2 cellulase | Saccharomyces cerevisiae ATCC 7754 | 28 | NA | 24 | NA | 80 | [86] |
| Rice straw | 45 | 4.8 | 72 | Cellic CTec2 (VCNI0013) and Cellic HTec2 (VHN00002) | Saccharomyces cerevisiae CCUG 53310 | 37 | 5 | 48 | DSSF | 98.7 | [87] |
| Corn and corn stover | 50 | 4.8 | 48 | α-amylase and glucoamylase | Saccharomyces cerevisiae GIM2.213 | 30 | 5.5 | 96 | SSF | 99.3 (g/L) | [88] |
| Willow (Salix viminalis W) | 40 | 4.8 | 30 | NA | Saccharomyces cerevisiae | 30 | NA | 24 | NA | 65 | [89] |
| Sugarcane bagasse | NA | 4.8 | 96 | Novozyme 188 (cellubiase of Aspergillus niger) | Zymomonas mobilis | 30 | 5 | 15 | NA | 84 | [90] |
| Triticale straw | 37 | 5 | 72 | Spezyme® CP, Optiflow™ RC 2.0, Accellerase® 1500 and Celluclast® 1.5 | Saccharomyces cerevisiae Ethanol Red® | 37 | 5 | 144 | SSF | 84.7 | [91] |
| Poplar wood | 50 | 5.5 | 72 | Cellic®CTec3 Novozymes | Saccharomyces cerevisiae YRH400 | 37 | NA | 48 | SSF | 68 | [92] |
| Fresh softwood, Picea abies, free from bark | 40 | 4.8 | 96 | Novozym 188 | Saccharomyces cerevisiae | 37 | 5 | 72 | SSF | 65 | [93] |
4.2. Acid Hydrolysis
5. Fermentation Process
| Feedstock | Pretreatment | Acid Hydrolysis | Acid Concentration | Acid Hydrolysis | Microorganism | Microorganism Concentration | YSugar | YEthanol | Reference | |
|---|---|---|---|---|---|---|---|---|---|---|
| T (°C) | t (h) | |||||||||
| Cassava | NA | H2SO4 | 0.58 M | 100 | 0.5 | Saccharomyces cerevisiae | 5% | 28.18% | 14.7% | [97] |
| Waste potatoes | Ultrasonic | HCl | 2.1% | 40 | 48 | Saccharomyces cerevisiae | 19.2 g/L | NA | 65.8 g/L | [98] |
| Sugarcane bagasse | NA | H2SO4 | 0.1 M | 120 | 2 | NA | NA | 452.27 mg/g | NA | [99] |
| Citronella biomass | NA | H2SO4 | 0.1 M | 120 | 2 | NA | NA | 487.50 mg/g | NA | [99] |
| Softwoods | NA | H2SO4 | 95% | 40 | 0.67 | NA | NA | 46.2% | NA | [102] |
| Potato peel | NA | H2SO4 | 5% | 90 | 1.5 | Saccharomyces cerevisiae | NA | 65 g/L | 6.45 g/L | [115] |
| Sago pith waste | Microwave | H2SO4 | 1 M | 120 | 0.016 | Saccharomyces cerevisiae | 5% (v/v) | 0.67 g/g | 0.31 g/g | [116] |
| Potato tuber | NA | HCl | 1 M | - | 1 | Saccharomyces cerevisiae | 60 g/L | 94% | 31 g/L | [117] |
| Sago | NA | H2SO4 | 1.5 M | 90 | 1.5 | NA | NA | 0.6234 g/g | NA | [118] |
| Rice straw | Mechanical | H2SO4 | 2 M | 90 | 1 | NA | NA | 9.71 g/L | 0.013% | [119] |
| Waste papers | Thermal | H2SO4 | 1% | 96.31 | 0.344 | Saccharomyces cerevisiae | NA | 79.65% (w/v) | 16.5% | [120] |
| Lignocellulosic | NA | H2SO4 | 0.3–4% 0.3–6% | 130–220 190–240 | 0.0167–1 0.0167–0.167 | Saccharomyces cerevisiae | NA | 55–60% | 90% | [121] |
| Wheat straw | NA | H2SO4 | 2% | 180 | 0.167 | Pichia stipitis NCIM 3498 | 10% | 19.32% | 5.29% | [122] |
| Seaweed Ulva rigida | Thermal | H2SO4 | 4% | NA | 1 | Pachysolen tannophilus | 5% | 34 ±0.25 mg/mL | 0.37 g/g | [123] |
| Spruce wood | NA | H2SO4 | 0.05 M | 200 | 1 | NA | NA | 124.54 mg/g | NA | [26] |
| Beech wood | NA | H2SO4 | 0.05 M | 200 | 0.67 | NA | NA | 148 mg/g | NA | [26] |
| Spruce wood | NA | H2SO4 | 70% | 80 | 8 | Saccharomyces cerevisiae | 1% | 70% | 74.3% | [124] |
| Birch wood | NA | H2SO4 | 70% | 80 | 8 | Saccharomyces cerevisiae | 1% | 70% | 64.7% | [124] |
| Feedstock | Pretreatment | Fermentation | Type of Microorganism | Advantages | Disadvantages | Reference |
|---|---|---|---|---|---|---|
| Corn stover | EDA | SScF | S. cerevisiae SyBE005 |
|
| [125] |
| Sugarcane bagasse | PMS combined with AD | SScF | Saccharomyces cerevisiae SHY07-1 |
|
| [126] |
| Hardwoods Vineyard waste | HPAC Autohydrolysis | SSF | Saccharomyces cerevisiae |
|
| [74,127] |
| Waste Paper | Acidic alkaline pretreatment | SHF | Saccharomyces cerevisiae |
|
| [128,129] |
| Soybean residue | Thermal | SHF | Saccharomyces cerevisiae KCCM 1129 adapted to galactose |
|
| [130] |
| Microalgae | Thermal | SHF | Z. mobilis ATCC 29191 |
|
| [131] |
| Beechwood | Thermal | CBP | C. thermocellum strain ATCC 31924 |
|
| [132] |
| Raw Material | Microorganism | Method of Pretreatment | Temperature and Reaction Time | Type | YEthanol, % | Reference | ||
|---|---|---|---|---|---|---|---|---|
| Pretreatment | Hydrolysis | Fermentation | ||||||
| Corn stover | Two Saccharomyces cerevisiae | Liquid hot water | 180 °C; 10 min | 50 °C; 72 h | 35 °C, 96 h | SScF | 3.57% (w/v) | [138] |
| Sugarcane bagasse | Two Saccharomyces cerevisiae | Liquid hot water | 180 °C; 10 min | 50 °C; 72 h | 35 °C, 96 h | SScF | 3.29% (w/v) | [138] |
| Wheat straw | S. cerevisiae strain Ethanol | Organosolv | 180 °C; 40 min | 50 °C; 72 h | 35 °C, NA | SSF | 67.24% | [139] |
| Cotton stalk | S. cerevisiae | Microwave assisted alkali | 100 °C; 10 min | 50 °C; 96 h | 30 °C, 96 h | SSF | 41.28% | [140] |
| Cotton stalk | S. cerevisiae + P. tannophilus | Microwave assisted alkali | 100 °C; 10 min | 50 °C; 96 h | 30 °C, 96 h | SSF | 56.47% | [140] |
| Cotton stalk | S. cerevisiae + P. tannophilus | Biological pretreatment with LZ-K2 | 37 °C; 7 days | 50 °C; 96 h | 30 °C, 96 h | SSF | 54.73% | [140] |
| Sugarcane bagasse | Aspergillus niger | Diluted phosphoric acid pretreatment | 120 °C; 20 min | 50 °C; 72 h | 30 °C, 24 h | CRBF | 47.00% | [141] |
| Chlamydomonas Mexicana biomass | Chlamydomonas mexicana | Sonication and enzymatic hydrolysis | 50 °C; 15 min | 50 °C; 24 h | 30 °C, NA | SSF | 50.00% | [142] |
| Corn stover | Saccharomyces cerevisiae | Co-solvent | 150 °C; 25 min | 50 °C; 18 h | 37 °C, 120 h | SSF | 89.20% | [143] |
| Hydrolysate of rice straw | S. cerevisiae | Hydrothermal | NA | NA | 30 °C, 24 h | SSF | 46.00% | [144] |
| Hydrolysate of corncob | Pichia guilliermondii | NA | NA | 50 °C; 72 h | 30 °C, 18 h | SHF | 44.40% | [145] |
| Food waste | Zymomonas mobilis | Biological pretreatment | NA | 50 °C; 6 h | 30 °C, 44 h | SHF | 50.00% | [146] |
| Sugarcane bagasse | Saccharomyces cerevisiae | Steam explosion | 195 °C; 7.5 min | 50 °C; 96 h | 35 °C, 24 h | SHF | 24.50% | [147] |
| Ethanol-extracted cane bagasse | Saccharomyces cerevisiae | Steam explosion | 195 °C; 7.5 min | 50 °C; 96 h | 35 °C, 24 h | SHF | 29.60% | [147] |
| Sugarcane bagasse | Saccharomyces cerevisiae | Steam explosion | 195 °C; 7.5 min | 50 °C; 96 h | 35 °C, 48 h | SSF | 28.00% | [147] |
| Ethanol-extracted cane bagasse | Saccharomyces cerevisiae | Steam explosion | 195 °C; 7.5 min | 50 °C; 96 h | 35 °C, 48 h | SSF | 30.80% | [147] |
| Cashew apple bagasse (15% CAB-OH) | Kluyveromyces marxianus ATCC 36907 | Acidic alkaline pretreatment | 121 °C; 15 min | 40 °C; 12 h | 40 °C, 72 h | SSF | 92.7% | [148] |
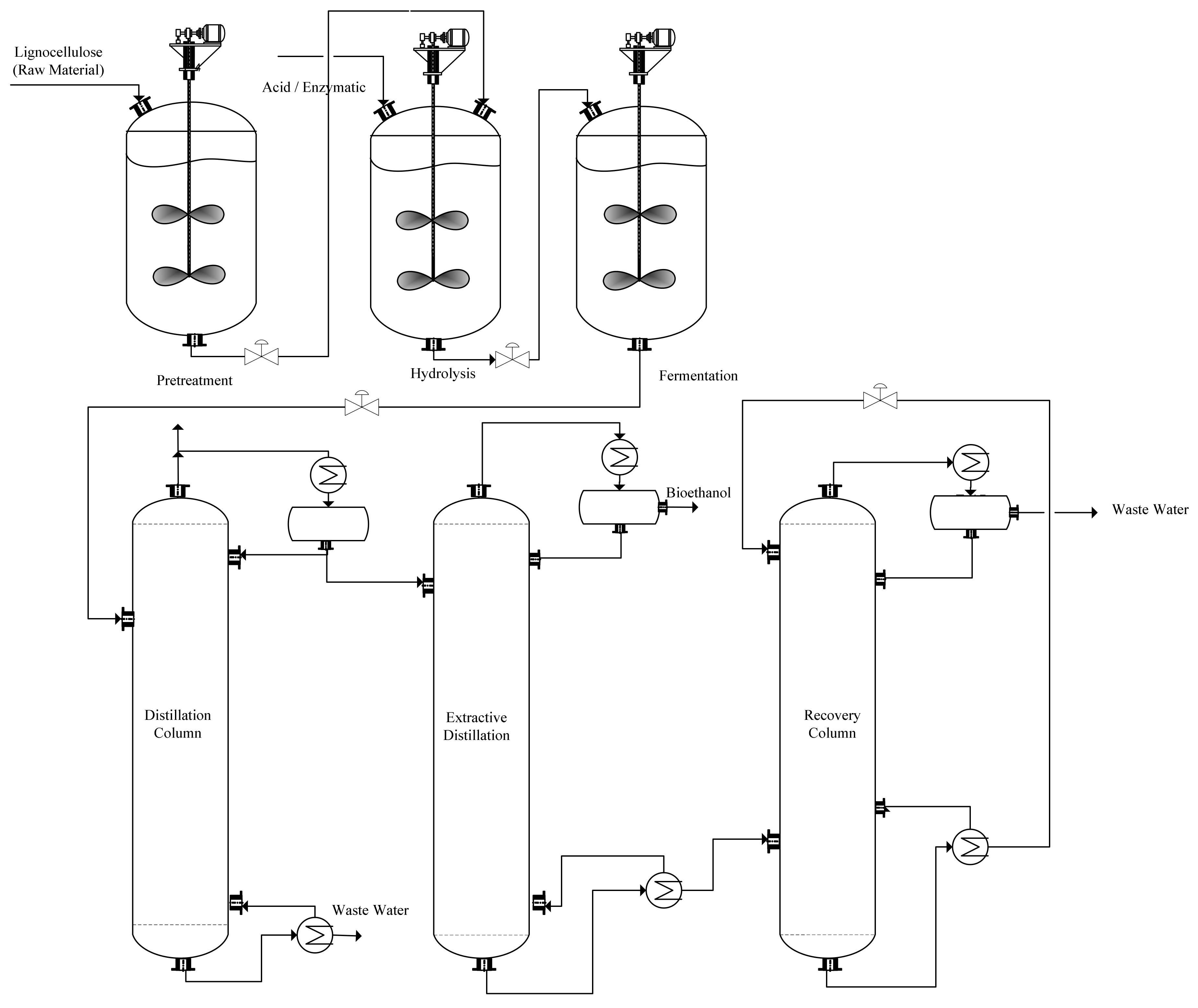
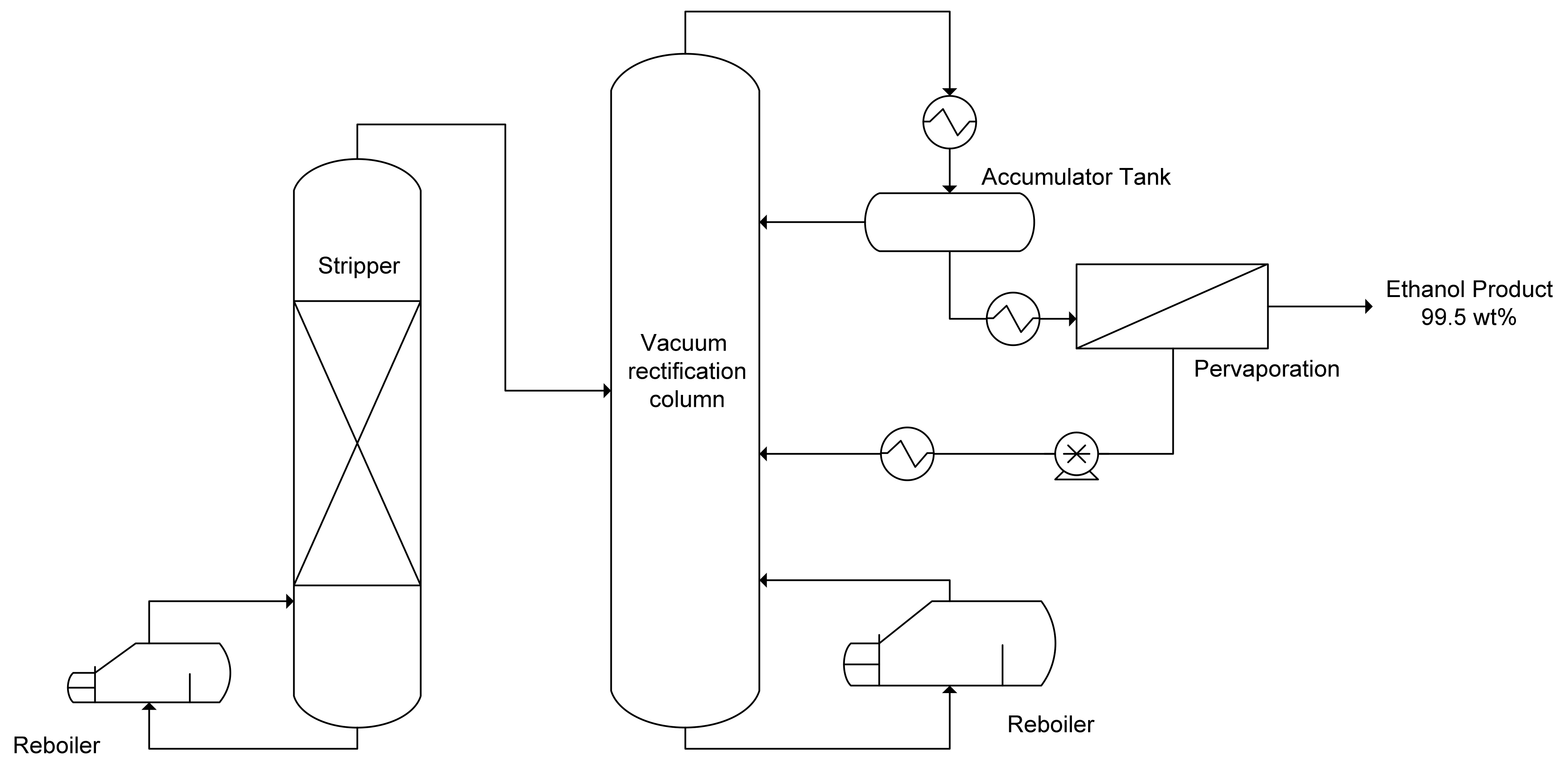
6. Separation of Bioethanol
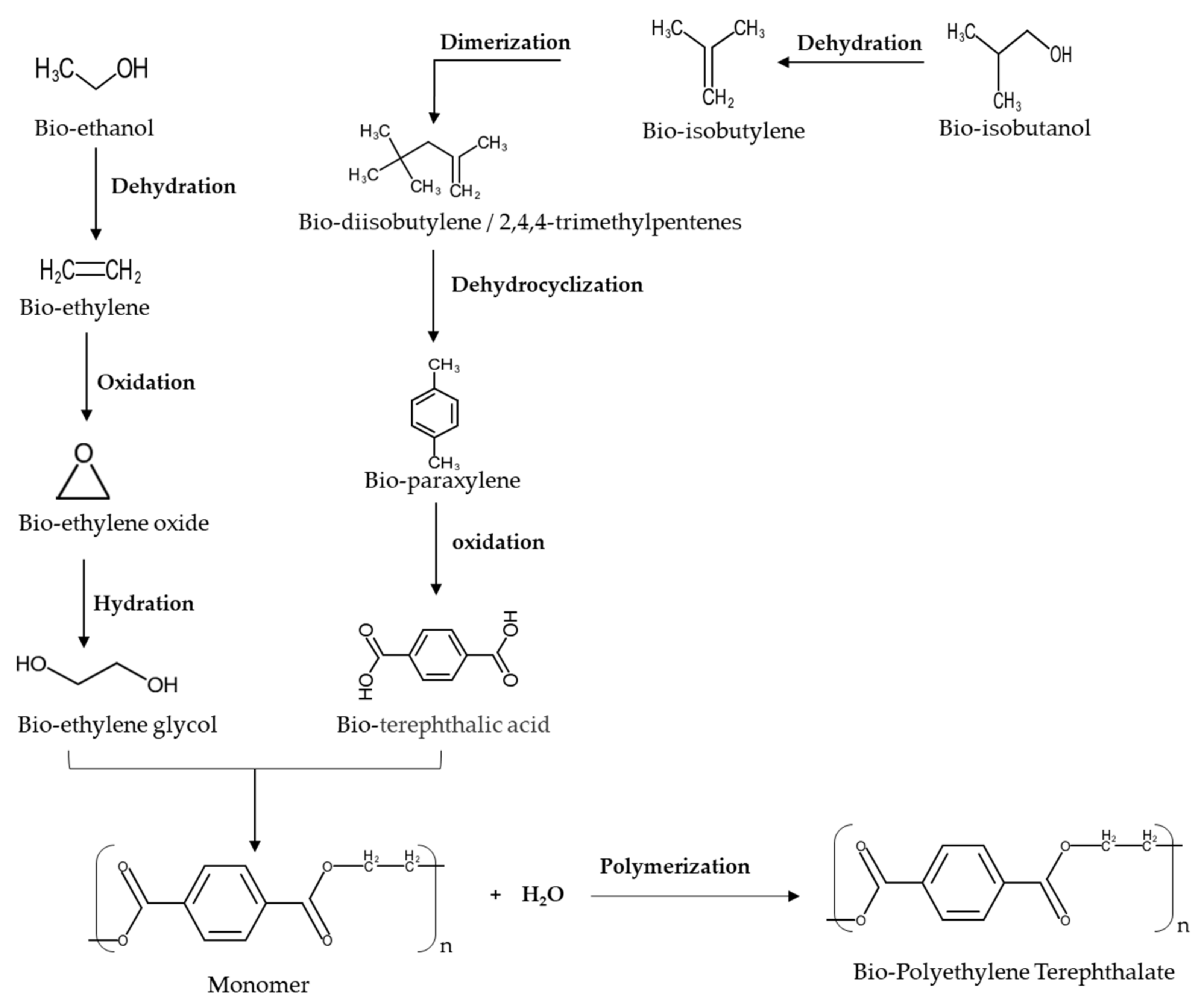
7. Conversion of Bioethanol into Bio-PET
| Company | Country | Raw Materials | Products | Reference |
|---|---|---|---|---|
| Gevo Inc, (Englewood) | USA | Corn | Bio p-xylene | [176] |
| India Glycols Limited | India | Molasses | Bio-EG | [177] |
| JBF Industries Ltd. | Brazil | Sugarcane | Bio-EG | [7] |
| Greencol Taiwan Corporation (GTC) | Taiwan | Sugarcane | Bio-EG | [7,178] |
| Toyota Tsusho Corporation | Japan | Sugarcane | Bio-EG, Bio-PET | [178] |
| Teijin Ltd. | Japan | Sugarcane | Bio-EG, Bio-PET | [179] |
| Japane Future Polyesters | Japan | NA | Bio-PET | [1] |
| Coca-Cola—Gevo Venture | USA | NA | Bio-PET | [1] |
| Futura Polyesters | India | NA | Bio-PET | [180] |
| Far Eastern New Century Corporation | Taiwan | Agriculture Waste | Bio-PET, Bio-MEG | [181] |
| Indorama (Guangdong IVL PET Polymer) | China | Biomass | Bio-PET, Bio MEG | [182] |
Bio-Terephthalic Acid Production
| Type of Catalyst | Maximum Ethylene Selectivity, % | Ethanol Conversion, % | Temperature Reaction, °C | Stability | Reference |
|---|---|---|---|---|---|
| Spherical catalyst with ϒ-Al2O3 | 99.6–100 | 99.5–100 | 350–450 | Very Stable | [193] |
| TPA-MCM-41 | 99.9 | 98 | 300 | Very Stable | [194] |
| Spherical silica particle (SSP) and alumina-silica composite (Al-SSP) | 99 | 98 | 400 | Very Stable | [195] |
| Ti-deZSM-5 | 88 | 96 | 280 | Stable | [196] |
| Zeolite HZSM-5 modified by 0.5% La-2%P | 99.9 | 100 | 240–280 | Very Stable | [197] |
| Al2O3–MgO | 97 | 97–100 | 450 | Very Stable | [198] |
| Co-Cr/SAPO-34 (silicoaluminophosphate) | 99.4 | 99.15 | 400 | Very Stable | [199] |
| TiO2/ϒ-Al2O3 | 99.4 | 100 | 360–500 | Very Stable | [200] |
| STA-MCM-41 | 99.9 | 99 | 250 | Stable | [201] |
| ϒ-Al2O3 | 94 | 99 | 350–450 | Stable | [202] |
| Zeolite ZSM-5 | 99 | 100 | 240 | Very Stable | [15] |
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Notation
| CBP | consolidated Bioprocessing |
| SScF | simultaneous saccharification and co-fermentation |
| CBP | consolidated Bioprocessing |
| CRBF | cell recycling batch fermentation |
| EG | ethylene glycol |
| HMF | 5-hydroxymethylfurfural |
| MEG | mono ethylene glycol |
| SHF | separated hydrolysis fermentation |
| SSF | simultaneous saccharification and fermentation |
| SScF | simultaneous saccharification and co-fermentation |
| PET | polyethylene terephthalate |
| TPA | terephthalic acid |
References
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly (ethylene terephthalate)(Bio-PET): Recent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef]
- Dutt, K.; Soni, R. A review on synthesis of value added products from polyethylene terephthalate (PET) waste. Polym. Sci. Ser. B 2013, 55, 430–452. [Google Scholar] [CrossRef]
- Taniguchi, I.; Yoshida, S.; Hiraga, K.; Miyamoto, K.; Kimura, Y.; Oda, K. Biodegradation of PET: Current status and application aspects. ACS Catal. 2019, 9, 4089–4105. [Google Scholar] [CrossRef]
- Ali, N.A.; Hussein, S.I.; Asafa, T.B.; Abd-Elnaiem, A.M. Mechanical Properties and Electrical Conductivity of Poly(methyl methacrylate)/Multi-walled Carbon Nanotubes Composites. Iran. J. Sci. Technol. Trans. A Sci. 2020, 44, 1567–1576. [Google Scholar] [CrossRef]
- Maurya, A.; Bhattacharya, A.; Khare, S.K. Enzymatic Remediation of Polyethylene Terephthalate (PET)–Based Polymers for Effective Management of Plastic Wastes: An Overview. Front. Bioeng. Biotechnol. 2020, 8, 1332. [Google Scholar] [CrossRef] [PubMed]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Pang, J.; Zheng, M.; Sun, R.; Wang, A.; Wang, X.; Zhang, T. Synthesis of ethylene glycol and terephthalic acid from biomass for producing PET. Green Chem. 2016, 18, 342–359. [Google Scholar] [CrossRef]
- Satari, B.; Karimi, K.; Kumar, R. Cellulose solvent-based pretreatment for enhanced second-generation biofuel production: A review. Sustain. Energy Fuels 2019, 3, 11–62. [Google Scholar] [CrossRef]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Maurya, D.P.; Singla, A.; Negi, S. An overview of key pretreatment processes for biological conversion of lignocellulosic biomass to bioethanol. Biotech 2015, 5, 597–609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rajendran, K.; Drielak, E.; Varma, V.S.; Muthusamy, S.; Kumar, G. Updates on the pretreatment of lignocellulosic feedstocks for bioenergy production—A review. Biomass. Convers. Biorefin. 2018, 8, 471–483. [Google Scholar] [CrossRef]
- Taylor, M.J.; Alabdrabalameer, H.A.; Skoulou, V. Choosing physical, physicochemical and chemical methods of pre-treating lignocellulosic wastes to repurpose into solid fuels. Sustainability 2019, 11, 3604. [Google Scholar] [CrossRef] [Green Version]
- Moreno, A.D.; Alvira, P.; Ibarra, D.; Tomás-Pejó, E. Production of ethanol from lignocellulosic biomass. In Production of Platform Chemicals from Sustainable Resources; Springer: Berlin/Heidelberg, Germany, 2017; pp. 375–410. [Google Scholar]
- Susmozas, A.; Martín-Sampedro, R.; Ibarra, D.; Eugenio, M.E.; Iglesias, R.; Manzanares, P.; Moreno, A.D. Process strategies for the transition of 1G to advanced bioethanol production. Processes 2020, 8, 1310. [Google Scholar] [CrossRef]
- Wu, C.-Y.; Wu, H.-S. Ethylene formation from ethanol dehydration using ZSM-5 catalyst. ACS Omega 2017, 2, 4287–4296. [Google Scholar] [CrossRef] [Green Version]
- Tsiropoulos, I.; Faaij, A.P.; Lundquist, L.; Schenker, U.; Briois, J.F.; Patel, M.K. Life cycle impact assessment of bio-based plastics from sugarcane ethanol. J. Clean. Prod. 2015, 90, 114–127. [Google Scholar] [CrossRef]
- Merklein, K.; Fong, S.; Deng, Y. Biomass utilization. In Biotechnology for Biofuel Production and Optimization; Elsevier: Amsterdam, The Netherlands, 2016; pp. 291–324. [Google Scholar]
- Werpy, T.; Petersen, G. Top Value Added Chemicals from Biomass Volume I—Results of Screening for Potential Candidates from Sugars and Synthesis Gas; No. DOE/GO-102004-1992; National Renewable Energy Lab.: Golden, CO, USA, 2004. [Google Scholar]
- Singh, V.; Das, D. Potential of hydrogen production from biomass. Sci. Eng. Hydrog. Based Energy Technol. 2019, 123–164. [Google Scholar] [CrossRef]
- Ferdeș, M.; Dincă, M.N.; Moiceanu, G.; Zăbavă, B.Ș.; Paraschiv, G. Microorganisms and Enzymes Used in the Biological Pretreatment of the Substrate to Enhance Biogas Production: A Review. Sustainability 2020, 12, 7205. [Google Scholar] [CrossRef]
- Song, B.; Zhao, S.; Shen, W.; Collings, C.; Ding, S.-Y. Direct measurement of plant cellulose microfibril and bundles in native cell walls. Front. Plant Sci. 2020, 11, 479. [Google Scholar] [CrossRef] [Green Version]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic bionanocomposites: A review of preparation, properties and applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef] [Green Version]
- Bułkowska, K.; Klimiuk, E. Pretreatment of lignocellulosic biomass. In Biomass for Biofuels; CRC Press: Boca Raton, FL, USA, 2016; p. 121. [Google Scholar]
- Ciesielski, P.N.; Pecha, M.B.; Lattanzi, A.M.; Bharadwaj, V.S.; Crowley, M.F.; Bu, L.; Vermaas, J.V.; Steirer, K.X.; Crowley, M.F. Advances in multiscale modeling of lignocellulosic Biomass. ACS Sustain. Chem. Eng. 2020, 8, 3512–3531. [Google Scholar] [CrossRef]
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour. Technol. 2016, 199, 49–58. [Google Scholar] [CrossRef]
- Świątek, K.; Gaag, S.; Klier, A.; Kruse, A.; Sauer, J.; Steinbach, D. Acid hydrolysis of lignocellulosic biomass: Sugars and furfurals formation. Catalysts 2020, 10, 437. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.; Lu, Y.-C.; Hu, H.-Q.; Xie, F.-J.; Wei, X.-Y.; Fan, X. Structural characterization of lignin and its degradation products with spectroscopic methods. J. Spectrosc. 2017, 2017. [Google Scholar] [CrossRef] [Green Version]
- Davis, K.M.; Rover, M.; Brown, R.C.; Bai, X.; Wen, Z.; Jarboe, L.R. Recovery and utilization of lignin monomers as part of the biorefinery approach. Energies 2016, 9, 808. [Google Scholar] [CrossRef] [Green Version]
- Zeng, Y.; Himmel, M.E.; Ding, S.-Y. Visualizing chemical functionality in plant cell walls. Biotechnol. Biofuels 2017, 10, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Duarte, A.; Uribe, J.C.; Sarache, W.; Calderón, A. Economic, environmental, and social assessment of bioethanol production using multiple coffee crop residues. Energy 2021, 216, 119170. [Google Scholar] [CrossRef]
- Vasić, K.; Knez, Ž.; Leitgeb, M. Bioethanol production by enzymatic hydrolysis from different lignocellulosic sources. Molecules 2021, 26, 753. [Google Scholar] [CrossRef]
- Mood, S.H.; Golfeshan, A.H.; Tabatabaei, M.; Jouzani, G.S.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sustain. Energy Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Yoo, C.G.; Meng, X.; Pu, Y.; Ragauskas, A.J. The critical role of lignin in lignocellulosic biomass conversion and recent pretreatment strategies: A comprehensive review. Bioresour. Technol. 2020, 301, 122784. [Google Scholar] [CrossRef]
- Sindhu, R.; Binod, P.; Pandey, A. Biological pretreatment of lignocellulosic biomass—An overview. Bioresour. Technol. 2016, 199, 76–82. [Google Scholar] [CrossRef]
- Sankaran, R.; Cruz, R.A.P.; Pakalapati, H.; Show, P.L.; Ling, T.C.; Chen, W.-H.; Tao, Y. Recent advances in the pretreatment of microalgal and lignocellulosic biomass: A comprehensive review. Bioresour. Technol. 2020, 298, 122476. [Google Scholar] [CrossRef]
- Brémond, U.; de Buyer, R.; Steyer, J.-P.; Bernet, N.; Carrere, H. Biological pretreatments of biomass for improving biogas production: An overview from lab scale to full-scale. Renew. Sustain. Energy Rev. 2018, 90, 583–604. [Google Scholar] [CrossRef]
- Ali, N.; Zhang, Q.; Liu, Z.-Y.; Li, F.-L.; Lu, M.; Fang, X.-C. Emerging technologies for the pretreatment of lignocellulosic materials for bio-based products. Appl. Microbiol. Biotechnol. 2020, 104, 455–473. [Google Scholar] [CrossRef]
- Wahlström, R.; Suurnäkki, A. Enzymatic hydrolysis of lignocellulosic polysaccharides in the presence of ionic liquids. Green Chem. 2015, 17, 694–714. [Google Scholar] [CrossRef] [Green Version]
- Schell, D.J.; Harwood, C. Milling of lignocellulosic biomass. Appl. Biochem. Biotechnol. 1994, 45, 159–168. [Google Scholar] [CrossRef]
- Gu, B.-J.; Wang, J.; Wolcott, M.P.; Ganjyal, G.M. Increased sugar yield from pre-milled Douglas-fir forest residuals with lower energy consumption by using planetary ball milling. Bioresour. Technol. 2018, 251, 93–98. [Google Scholar] [CrossRef]
- Kratky, L.; Jirout, T. Biomass size reduction machines for enhancing biogas production. Chem. Eng. Technol. 2011, 34, 391–399. [Google Scholar] [CrossRef]
- Bai, X.; Wang, G.; Yu, Y.; Wang, D.; Wang, Z. Changes in the physicochemical structure and pyrolysis characteristics of wheat straw after rod-milling pretreatment. Bioresour. Technol. 2018, 250, 770–776. [Google Scholar] [CrossRef]
- Dong, L.; Wu, X.; Wang, Q.; Cao, G.; Wu, J.; Zhou, C.; Ren, N. Evaluation of a novel pretreatment of NaOH/Urea at outdoor cold-winter conditions for enhanced enzymatic conversion and hythane production from rice straw. Sci. Total Environ. 2020, 744, 140900. [Google Scholar] [CrossRef]
- Appels, L.; Van Impe, J.; Dewil, R. Oxidizing Agents and Organic Solvents as Pretreatment for Anaerobic Digestion; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar] [CrossRef]
- Travaini, R.; Martín-Juárez, J.; Lorenzo-Hernando, A.; Bolado-Rodríguez, S. Ozonolysis: An advantageous pretreatment for lignocellulosic biomass revisited. Bioresour. Technol. 2016, 199, 2–12. [Google Scholar] [CrossRef] [Green Version]
- Pan, X.; Gilkes, N.; Saddler, J.N. Effect of acetyl groups on enzymatic hydrolysis of cellulosic substrates. Holzforschung 2006, 60, 398–401. [Google Scholar] [CrossRef]
- Motasemi, F.; Afzal, M.T. A review on the microwave-assisted pyrolysis technique. Renew. Sustain. Energy Rev. 2013, 28, 317–330. [Google Scholar] [CrossRef]
- Huang, Y.-F.; Chiueh, P.-T.; Kuan, W.-H.; Lo, S.-L. Microwave pyrolysis of lignocellulosic biomass: Heating performance and reaction kinetics. Energy 2016, 100, 137–144. [Google Scholar] [CrossRef]
- Dai, L.; He, C.; Wang, Y.; Liu, Y.; Yu, Z.; Zhou, Y.; Fan, L.; Duan, D.; Ruan, R. Comparative study on microwave and conventional hydrothermal pretreatment of bamboo sawdust: Hydrochar properties and its pyrolysis behaviors. Energy Convers. Manag. 2017, 146, 1–7. [Google Scholar] [CrossRef]
- Da Silva, A.R.G.; Errico, M.; Rong, B.-G. Evaluation of organosolv pretreatment for bioethanol production from lignocellulosic biomass: Solvent recycle and process integration. Biomass Convers. Biorefin. 2018, 8, 397–411. [Google Scholar] [CrossRef] [Green Version]
- Roukas, T.; Kotzekidou, P. Rotary biofilm reactor: A new tool for long-term bioethanol production from non-sterilized beet molasses by Saccharomyces cerevisiae in repeated-batch fermentation. J. Clean. Prod. 2020, 257, 120519. [Google Scholar] [CrossRef]
- Song, Y.; Lee, Y.G.; Cho, E.J.; Bae, H.-J. Production of xylose, xylulose, xylitol, and bioethanol from waste bamboo using hydrogen peroxicde-acetic acid pretreatment. Fuel 2020, 278, 118247. [Google Scholar] [CrossRef]
- Kandasamy, M.; Hamawand, I.; Bowtell, L.; Seneweera, S.; Chakrabarty, S.; Yusaf, T.; Shakoor, Z.; Algayyim, S.; Eberhard, F. Investigation of ethanol production potential from lignocellulosic material without enzymatic hydrolysis using the ultrasound technique. Energies 2017, 10, 62. [Google Scholar] [CrossRef] [Green Version]
- Chiaramonti, D.; Rizzo, A.M.; Prussi, M.; Tedeschi, S.; Zimbardi, F.; Braccio, G.; Viola, E.; Pardelli, P.T. 2nd generation lignocellulosic bioethanol: Is torrefaction a possible approach to biomass pretreatment? Biomass Convers. Biorefin. 2011, 1, 9–15. [Google Scholar] [CrossRef] [Green Version]
- Baramee, S.; Siriatcharanon, A.-k.; Ketbot, P.; Teeravivattanakit, T.; Waeonukul, R.; Pason, P.; Tachaapaikoon, C.; Ratanakhanokchai, K.; Phitsuwan, P. Biological pretreatment of rice straw with cellulase-free xylanolytic enzyme-producing Bacillus firmus K-1: Structural modification and biomass digestibility. Renew. Energy 2020, 160, 555–563. [Google Scholar] [CrossRef]
- Bahmani, M.A.; Shafiei, M.; Karimi, K. Anaerobic digestion as a pretreatment to enhance ethanol yield from lignocelluloses. Process Biochem. 2016, 51, 1256–1263. [Google Scholar] [CrossRef]
- Guo, H.; Hong, C.; Zheng, B.; Jiang, D.; Qin, W. Improving enzymatic digestibility of wheat straw pretreated by a cellulase-free xylanase-secreting Pseudomonas boreopolis G22 with simultaneous production of bioflocculants. Biotechnol. Biofuels 2018, 11, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Ziaei-Rad, Z.; Fooladi, J.; Pazouki, M.; Gummadi, S.N. Lignocellulosic biomass pre-treatment using low-cost ionic liquid for bioethanol production: An economically viable method for wheat straw fractionation. Biomass Bioenergy 2021, 151, 106140. [Google Scholar] [CrossRef]
- Kulshrestha, A.; Pancha, I.; Mishra, S.; Kumar, A. Deep eutectic solvents and ionic liquid assisted hydrolysis of microalgal biomass: A promising approach towards sustainable biofuel production. J. Mol. Liq. 2021, 335, 116264. [Google Scholar] [CrossRef]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- Himmel, M.E.; Baker, J.O.; Overend, R.P. Enzymatic Conversion of Biomass for Fuels Production; American Chemical Society: Washington, DC, USA, 1994. [Google Scholar]
- Haldar, D.; Purkait, M.K. Lignocellulosic conversion into value-added products: A review. Process Biochem. 2020, 89, 110–133. [Google Scholar] [CrossRef]
- Modenbach, A.A.; Nokes, S.E. Enzymatic hydrolysis of biomass at high-solids loadings—A review. Biomass Bioenergy 2013, 56, 526–544. [Google Scholar] [CrossRef] [Green Version]
- Schwiderski, M.; Kruse, A.; Grandl, R.; Dockendorf, D. Comparison of the influence of a Lewis acid AlCl3 and a Brønsted acid HCl on the organosolv pulping of beech wood. Green Chem. 2014, 16, 1569–1578. [Google Scholar] [CrossRef]
- Liao, J.C.; Mi, L.; Pontrelli, S.; Luo, S. Fuelling the future: Microbial engineering for the production of sustainable biofuels. Nat. Rev. Microbiol. 2016, 14, 288–304. [Google Scholar] [CrossRef] [PubMed]
- Yang, B.; Dai, Z.; Ding, S.-Y.; Wyman, C.E. Enzymatic hydrolysis of cellulosic biomass. Biofuels 2011, 2, 421–449. [Google Scholar] [CrossRef] [Green Version]
- Shahbazi, A.; Zhang, B. Dilute and concentrated acid hydrolysis of lignocellulosic biomass. Bioalcohol Prod. 2010, 143–158. [Google Scholar] [CrossRef]
- Fujii, T.; Fang, X.; Inoue, H.; Murakami, K.; Sawayama, S. Enzymatic hydrolyzing performance of Acremonium cellulolyticus and Trichoderma reesei against three lignocellulosic materials. Biotechnol. Biofuels 2009, 2, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Chen, H. Lignocellulose biorefinery feedstock engineering. Lignocellul. Biorefin. Eng. 2015, 37–86. [Google Scholar] [CrossRef]
- Orozco, A.; Ahmad, M.; Rooney, D.; Walker, G. Dilute Acid Hydrolysis of Cellulose and Cellulosic Bio-Waste Using a Microwave Reactor System. Process. Saf. Environ. Prot. 2007, 85, 446–449. [Google Scholar] [CrossRef]
- Niju, S.; Swathika, M.; Balajii, M. Pretreatment of lignocellulosic sugarcane leaves and tops for bioethanol production. In Lignocellulosic Biomass to Liquid Biofuels; Elsevier: Amsterdam, The Netherlands, 2020; pp. 301–324. [Google Scholar]
- Kandhola, G.; Djioleu, A.; Carrier, D.J.; Kim, J.-W. Pretreatments for enhanced enzymatic hydrolysis of pinewood: A review. BioEnergy Res. 2017, 10, 1138–1154. [Google Scholar] [CrossRef]
- Binod, P.; Sindhu, R.; Janu, K.U.; Pandey, A. Hydrolysis of cellulosic and hemicellulosic biomass. In Biofuels: Alternative Feedstocks and Conversion Processes for the Production of Liquid and Gaseous Biofuels; Elsevier: Amsterdam, The Netherlands, 2019; pp. 447–460. [Google Scholar]
- Song, Y.; Cho, E.J.; Park, C.S.; Oh, C.H.; Park, B.-J.; Bae, H.-J. A strategy for sequential fermentation by Saccharomyces cerevisiae and Pichia stipitis in bioethanol production from hardwoods. Renew. Energy 2019, 139, 1281–1289. [Google Scholar] [CrossRef]
- Dey, P.; Pal, P.; Kevin, J.D.; Das, D.B. Lignocellulosic bioethanol production: Prospects of emerging membrane technologies to improve the process—A critical review. Rev. Chem. Eng. 2020, 36, 333–367. [Google Scholar] [CrossRef] [Green Version]
- Alzate, C.C.; Toro, O.S. Energy consumption analysis of integrated flowsheets for production of fuel ethanol from lignocellulosic biomass. Energy 2006, 31, 2447–2459. [Google Scholar] [CrossRef]
- Balat, M. Production of bioethanol from lignocellulosic materials via the biochemical pathway: A review. Energy Convers. Manag. 2011, 52, 858–875. [Google Scholar] [CrossRef]
- Battista, F.; Bolzonella, D. Some critical aspects of the enzymatic hydrolysis at high dry-matter content: A review. Biofuels Bioprod. Biorefin. 2018, 12, 711–723. [Google Scholar] [CrossRef]
- Rai, M.; Ingle, A.P.; Pandit, R.; Paralikar, P.; Biswas, J.K.; da Silva, S.S. Emerging role of nanobiocatalysts in hydrolysis of lignocellulosic biomass leading to sustainable bioethanol production. Catal. Rev. 2019, 61, 1–26. [Google Scholar] [CrossRef]
- Mohamad, N.R.; Marzuki, N.H.C.; Buang, N.A.; Huyop, F.; Wahab, R.A. An overview of technologies for immobilization of enzymes and surface analysis techniques for immobilized enzymes. Biotechnol. Biotechnol. Equip. 2015, 29, 205–220. [Google Scholar] [CrossRef]
- Robak, K.; Balcerek, M. Current state-of-the-art in ethanol production from lignocellulosic feedstocks. Microbiol. Res. 2020, 240, 126534. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Machado, E.M.; Carneiro, L.M.; Teixeira, J.A. Sugars metabolism and ethanol production by different yeast strains from coffee industry wastes hydrolysates. Appl. Energy 2012, 92, 763–768. [Google Scholar] [CrossRef] [Green Version]
- Tayyab, M.; Noman, A.; Islam, W.; Waheed, S.; Arafat, Y.; Ali, F.; Zaynab, M.; Lin, S.; Zhang, H.; Lin, W. Bioethanol production from lignocellulosic biomass by environment-friendly pretreatment methods: A review. Appl. Ecol. Environ. Res. 2018, 16, 225–249. [Google Scholar] [CrossRef]
- Wei, W.; Jin, Y.; Wu, S.; Yuan, Z. Improving corn stover enzymatic saccharification via ferric chloride catalyzed dimethyl sulfoxide pretreatment and various additives. Ind. Crop. Prod. 2019, 140, 111663. [Google Scholar] [CrossRef]
- Raj, K.; Krishnan, C. Improved high solid loading enzymatic hydrolysis of low-temperature aqueous ammonia soaked sugarcane bagasse using laccase-mediator system and high concentration ethanol production. Ind. Crop. Prod. 2019, 131, 32–40. [Google Scholar] [CrossRef]
- Alio, M.A.; Tugui, O.-C.; Rusu, L.; Pons, A.; Vial, C. Hydrolysis and fermentation steps of a pretreated sawmill mixed feedstock for bioethanol production in a wood biorefinery. Bioresour. Technol. 2020, 310, 123412. [Google Scholar] [CrossRef]
- Molaverdi, M.; Karimi, K.; Mirmohamadsadeghi, S. Improvement of dry simultaneous saccharification and fermentation of rice straw to high concentration ethanol by sodium carbonate pretreatment. Energy 2019, 167, 654–660. [Google Scholar] [CrossRef]
- Yu, J.; Xu, Z.; Liu, L.; Chen, S.; Wang, S.; Jin, M. Process integration for ethanol production from corn and corn stover as mixed substrates. Bioresour. Technol. 2019, 279, 10–16. [Google Scholar] [CrossRef] [PubMed]
- Ziegler-Devin, I.; Menana, Z.; Chrusciel, L.; Chalot, M.; Bert, V.; Brosse, N. Steam explosion pretreatment of willow grown on phytomanaged soils for bioethanol production. Ind. Crop. Prod. 2019, 140, 111722. [Google Scholar] [CrossRef]
- Nasirpour, N.; Mousavi, S.M. RSM based optimization of PEG assisted ionic liquid pretreatment of sugarcane bagasse for enhanced bioethanol production: Effect of process parameters. Biomass Bioenergy 2018, 116, 89–98. [Google Scholar] [CrossRef]
- Kossatz, H.L.; Rose, S.H.; Viljoen-Bloom, M.; van Zyl, W.H. Production of ethanol from steam exploded triticale straw in a simultaneous saccharification and fermentation process. Process Biochem. 2017, 53, 10–16. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, L.; Gleisner, R.; Zhu, J. Co-production of bioethanol and furfural from poplar wood via low temperature (≤ 90 C) acid hydrotropic fractionation (AHF). Fuel 2019, 254, 115572. [Google Scholar] [CrossRef]
- Söderström, J.; Pilcher, L.; Galbe, M.; Zacchi, G. Two-step steam pretreatment of softwood by dilute H2SO4 impregnation for ethanol production. Biomass Bioenergy 2003, 24, 475–486. [Google Scholar] [CrossRef]
- Binder, J.B.; Raines, R.T. Fermentable sugars by chemical hydrolysis of biomass. Proc. Natl. Acad. Sci. USA 2010, 107, 4516–4521. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.-T. Bioprocessing for Value-Added Products from Renewable Resources: New Technologies and Applications; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Anon. Wood Engineering Handbook, 2nd ed.; BNI Building News: Los Angles, CA, USA; Anaheim, CA, USA; Washington, DC, USA, 2000. [Google Scholar]
- Candra, K.P.; Kasma, K.; Ismail, I.; Murdianto, W.; Marwati, M.; Yuliani, Y. Optimization method for the bioethanol production from Giant cassava (Manihot esculenta var. Gajah) originated from east Kalimantan. Indones. J. Chem. 2019, 19, 176–182. [Google Scholar] [CrossRef] [Green Version]
- Suresh, T.; Sivarajasekar, N.; Balasubramani, K.; Ahamad, T.; Alam, M.; Naushad, M. Process intensification and comparison of bioethanol production from food industry waste (potatoes) by ultrasonic assisted acid hydrolysis and enzymatic hydrolysis: Statistical modelling and optimization. Biomass Bioenergy 2020, 142, 105752. [Google Scholar] [CrossRef]
- Timung, R.; Naik Deshavath, N.; Goud, V.V.; Dasu, V.V. Effect of subsequent dilute acid and enzymatic hydrolysis on reducing sugar production from sugarcane bagasse and spent citronella biomass. J. Energy 2016, 2016. [Google Scholar] [CrossRef] [Green Version]
- Lenihan, P.; Orozco, A.; O’Neill, E.; Ahmad, M.; Rooney, D.; Walker, G. Dilute acid hydrolysis of lignocellulosic biomass. Chem. Eng. J. 2010, 156, 395–403. [Google Scholar] [CrossRef]
- Den, W.; Sharma, V.K.; Lee, M.; Nadadur, G.; Varma, R.S. Lignocellulosic biomass transformations via greener oxidative pretreatment processes: Access to energy and value-added chemicals. Front. Chem. 2018, 6, 141. [Google Scholar] [CrossRef] [Green Version]
- Shiraki, Y.; Goto, T.; Nonaka, H. Concentrated sulfuric acid hydrolysis of softwood with t-butyl alcohol. Biomass Convers. Biorefin. 2021, 11, 937–941. [Google Scholar] [CrossRef]
- Mankar, A.R.; Pandey, A.; Modak, A.; Pant, K. Pre-treatment of Lignocellulosic Biomass: A Review on Recent Advances. Bioresour. Technol. 2021, 125235. [Google Scholar] [CrossRef]
- Keating, J.D.; Panganiban, C.; Mansfield, S.D. Tolerance and adaptation of ethanologenic yeasts to lignocellulosic inhibitory compounds. Biotechnol. Bioeng. 2006, 93, 1196–1206. [Google Scholar] [CrossRef]
- Landaeta, R.; Aroca, G.; Acevedo, F.; Teixeira, J.A.; Mussatto, S.I. Adaptation of a flocculent Saccharomyces cerevisiae strain to lignocellulosic inhibitors by cell recycle batch fermentation. Appl. Energy 2013, 102, 124–130. [Google Scholar] [CrossRef] [Green Version]
- Matano, Y.; Hasunuma, T.; Kondo, A. Cell recycle batch fermentation of high-solid lignocellulose using a recombinant cellulase-displaying yeast strain for high yield ethanol production in consolidated bioprocessing. Bioresour. Technol. 2013, 135, 403–409. [Google Scholar] [CrossRef]
- Canilha, L.; Chandel, A.K.; Suzane dos Santos Milessi, T.; Antunes, F.A.F.; Luiz da Costa Freitas, W.; das Graças Almeida Felipe, M.; da Silva, S.S. Bioconversion of sugarcane biomass into ethanol: An overview about composition, pretreatment methods, detoxification of hydrolysates, enzymatic saccharification, and ethanol fermentation. J. Biomed. Biotechnol. 2012, 2012. [Google Scholar] [CrossRef]
- Shen, J.; Agblevor, F.A. Modeling semi-simultaneous saccharification and fermentation of ethanol production from cellulose. Biomass Bioenergy 2010, 34, 1098–1107. [Google Scholar] [CrossRef]
- Olguin-Maciel, E.; Singh, A.; Chable-Villacis, R.; Tapia-Tussell, R.; Ruiz, H.A. Consolidated Bioprocessing, an Innovative Strategy towards Sustainability for Biofuels Production from Crop Residues: An Overview. Agronomy 2020, 10, 1834. [Google Scholar] [CrossRef]
- Kongkeitkajorn, M.B.; Sae-Kuay, C.; Reungsang, A. Evaluation of Napier Grass for Bioethanol Production through a Fermentation Process. Processes 2020, 8, 567. [Google Scholar] [CrossRef]
- Akhtar, N.; Goyal, D.; Goyal, A. Characterization of microwave-alkali-acid pre-treated rice straw for optimization of ethanol production via simultaneous saccharification and fermentation (SSF). Energy Convers. Manag. 2017, 141, 133–144. [Google Scholar] [CrossRef]
- Santos, F.; Eichler, P.; de Queiroz, J.H.; Gomes, F. Chapter 11—Production of second-generation ethanol from sugarcane. In Sugarcane Biorefinery, Technology and Perspectives; Santos, F., Rabelo, S.C., De Matos, M., Eichler, P., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 195–228. [Google Scholar]
- Slathia, P.S.; Raina, N.; Kiran, A.; Kour, R.; Bhagat, D.; Sharma, P. Dilute acid pretreatment of pine needles of Pinus roxburghii by response surface methodology for bioethanol production by separate hydrolysis and fermentation. Biomass Convers. Biorefin. 2020, 10, 95–106. [Google Scholar] [CrossRef]
- Hans, M.; Kumar, S.; Chandel, A.K.; Polikarpov, I. A review on bioprocessing of paddy straw to ethanol using simultaneous saccharification and fermentation. Process Biochem. 2019, 85, 125–134. [Google Scholar] [CrossRef]
- Khawla, B.J.; Sameh, M.; Imen, G.; Donyes, F.; Dhouha, G.; Raoudha, E.G.; Oumèma, N.-E. Potato peel as feedstock for bioethanol production: A comparison of acidic and enzymatic hydrolysis. Ind. Crop. Prod. 2014, 52, 144–149. [Google Scholar] [CrossRef]
- Thangavelu, S.K.; Rajkumar, T.; Pandi, D.K.; Ahmed, A.S.; Ani, F.N. Microwave assisted acid hydrolysis for bioethanol fuel production from sago pith waste. Waste Manag. 2019, 86, 80–86. [Google Scholar] [CrossRef]
- Tasić, M.B.; Konstantinović, B.V.; Lazić, M.L.; Veljković, V.B. The acid hydrolysis of potato tuber mash in bioethanol production. Biochem. Eng. J. 2009, 43, 208–211. [Google Scholar] [CrossRef]
- Kumoro, A.; Ngoh, G.; Hasan, M.; Ong, C.; Teoh, E. Conversion of fibrous sago (Metroxylon sagu) waste into fermentable sugar via acid and enzymatic hydrolysis. Asian J. Sci. Res. 2008, 1, 412–420. [Google Scholar] [CrossRef]
- Aditiya, H.; Sing, K.; Hanif, M.; Mahlia, T. Effect of acid pretreatment on enzymatic hydrolysis in bioethanol production from rice straw. Int. J. Technol. 2015, 6, 3–10. [Google Scholar] [CrossRef]
- Tadmourt, W.; Khiari, K.; Boulal, A.; Tarabet, L. Waste paper valorization for bioethanol production: Pretreatment and acid hydrolysis optimization. Energy Sources Part A Recovery Util. Environ. Eff. 2020, 1–20. [Google Scholar] [CrossRef]
- Nguyen, Q.A.; Keller, F.A.; Tucker, M.P. Ethanol Production with Dilute Acid Hydrolysis Using Partially Dried Lignocellulosics. U.S. Patent 6,660,506 B2, 9 December 2003. [Google Scholar]
- Prasad, S.; Malav, M.K.; Kumar, S.; Singh, A.; Pant, D.; Radhakrishnan, S. Enhancement of bio-ethanol production potential of wheat straw by reducing furfural and 5-hydroxymethylfurfural (HMF). Bioresour. Technol. Rep. 2018, 4, 50–56. [Google Scholar] [CrossRef]
- El Harchi, M.; Kachkach, F.F.; El Mtili, N. Optimization of thermal acid hydrolysis for bioethanol production from Ulva rigida with yeast Pachysolen tannophilus. S. Afr. J. Bot. 2018, 115, 161–169. [Google Scholar] [CrossRef]
- Heinonen, J.; Tamminen, A.; Uusitalo, J.; Sainio, T. Ethanol production from wood via concentrated acid hydrolysis, chromatographic separation, and fermentation. J. Chem. Technol. Biotechnol. 2012, 87, 689–696. [Google Scholar] [CrossRef]
- Qin, L.; Zhao, X.; Li, W.C.; Zhu, J.-Q.; Liu, L.; Li, B.-Z.; Yuan, Y.-J. Process analysis and optimization of simultaneous saccharification and co-fermentation of ethylenediamine-pretreated corn stover for ethanol production. Biotechnol. Biofuels 2018, 11. [Google Scholar] [CrossRef] [Green Version]
- Bu, J.; Yan, X.; Wang, Y.-T.; Zhu, S.-M.; Zhu, M.-J. Co-production of high-gravity bioethanol and succinic acid from potassium peroxymonosulfate and deacetylation sequentially pretreated sugarcane bagasse by simultaneous saccharification and co-fermentation. Energy Convers. Manag. 2019, 186, 131–139. [Google Scholar] [CrossRef]
- Senila, L.; Kovacs, E.; Scurtu, D.A.; Cadar, O.; Becze, A.; Senila, M.; Levei, E.A.; Dumitras, D.E.; Tenu, I.; Roman, C. Bioethanol Production from Vineyard Waste by Autohydrolysis Pretreatment and Chlorite Delignification via Simultaneous Saccharification and Fermentation. Molecules 2020, 25, 2606. [Google Scholar] [CrossRef]
- Annamalai, N.; Al Battashi, H.; Anu, S.N.; Al Azkawi, A.; Al Bahry, S.; Sivakumar, N. Enhanced Bioethanol Production from Waste Paper Through Separate Hydrolysis and Fermentation. Waste Biomass Valorization 2020, 11, 121–131. [Google Scholar] [CrossRef]
- Su, T.; Zhao, D.; Khodadadi, M.; Len, C. Lignocellulosic biomass for bioethanol: Recent advances, technology trends, and barriers to industrial development. Curr. Opin. Green Sustain. Chem. 2020, 24, 56–60. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Ra, C.H.; Sunwoo, I.Y.; Sukwong, P.; Jeong, G.-T.; Kim, S.-K. Bioethanol Production from Soybean Residue via Separate Hydrolysis and Fermentation. Appl. Biochem. Biotechnol. 2018, 184, 513–523. [Google Scholar] [CrossRef]
- Chow, T.-J.; Su, H.-Y.; Tsai, T.-Y.; Chou, H.-H.; Lee, T.-M.; Chang, J.-S. Using recombinant cyanobacterium (Synechococcus elongatus) with increased carbohydrate productivity as feedstock for bioethanol production via separate hydrolysis and fermentation process. Bioresour. Technol. 2015, 184, 33–41. [Google Scholar] [CrossRef]
- Singh, N.; Mathur, A.S.; Gupta, R.P.; Barrow, C.J.; Tuli, D.; Puri, M. Enhanced cellulosic ethanol production via consolidated bioprocessing by Clostridium thermocellum ATCC 31924. Bioresour. Technol. 2018, 250, 860–867. [Google Scholar] [CrossRef]
- De Araujo Guilherme, A.; Dantas, P.V.F.; Padilha, C.E.D.A.; Dos Santos, E.S.; De Macedo, G.R. Ethanol production from sugarcane bagasse: Use of different fermentation strategies to enhance an environmental-friendly process. J. Environ. Manag. 2019, 234, 44–51. [Google Scholar] [CrossRef]
- Zheng, T.; Yu, H.; Liu, S.; Jiang, J.; Wang, K. Achieving high ethanol yield by co-feeding corncob residues and tea-seed cake at high-solids simultaneous saccharification and fermentation. Renew. Energy 2020, 145, 858–866. [Google Scholar] [CrossRef]
- Phwan, C.K.; Ong, H.C.; Chen, W.-H.; Ling, T.C.; Ng, E.P.; Show, P.L. Overview: Comparison of pretreatment technologies and fermentation processes of bioethanol from microalgae. Energy Convers. Manag. 2018, 173, 81–94. [Google Scholar] [CrossRef]
- Mohapatra, S.; Mishra, C.; Behera, S.S.; Thatoi, H. Application of pretreatment, fermentation and molecular techniques for enhancing bioethanol production from grass biomass—A review. Renew. Sustain. Energy Rev. 2017, 78, 1007–1032. [Google Scholar] [CrossRef]
- Park, S.H.; Pham, T.T.H.; Kim, T.H. Effects of Additional Xylanase on Saccharification and Ethanol Fermentation of Ammonia-Pretreated Corn Stover and Rice Straw. Energies 2020, 13, 4574. [Google Scholar] [CrossRef]
- Wang, Z.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Improving ethanol yields with deacetylated and two-stage pretreated corn stover and sugarcane bagasse by blending commercial xylose-fermenting and wild type Saccharomyces yeast. Bioresour. Technol. 2019, 282, 103–109. [Google Scholar] [CrossRef]
- Salapa, I.; Katsimpouras, C.; Topakas, E.; Sidiras, D. Organosolv pretreatment of wheat straw for efficient ethanol production using various solvents. Biomass Bioenergy 2017, 100, 10–16. [Google Scholar] [CrossRef]
- Malik, K.; Salama, E.-S.; El-Dalatony, M.M.; Jalalah, M.; Harraz, F.A.; Al-Assiri, M.; Zheng, Y.; Sharma, P.; Li, X. Co-fermentation of immobilized yeasts boosted bioethanol production from pretreated cotton stalk lignocellulosic biomass: Long-term investigation. Ind. Crop. Prod. 2021, 159, 113122. [Google Scholar] [CrossRef]
- Silva, V.F.; Nakanishi, S.C.; Dionísio, S.R.; Rossell, C.E.; Ienczak, J.L.; Gonçalves, A.R.; Rocha, G.J. Using cell recycling batch fermentations to validate a setup for cellulosic ethanol production. J. Chem. Technol. Biotechnol. 2016, 91, 1853–1859. [Google Scholar] [CrossRef]
- El-Dalatony, M.M.; Kurade, M.B.; Abou-Shanab, R.A.; Kim, H.; Salama, E.-S.; Jeon, B.-H. Long-term production of bioethanol in repeated-batch fermentation of microalgal biomass using immobilized Saccharomyces cerevisiae. Bioresour. Technol. 2016, 219, 98–105. [Google Scholar] [CrossRef]
- Nguyen, T.Y.; Cai, C.M.; Osman, O.; Kumar, R.; Wyman, C.E. CELF pretreatment of corn stover boosts ethanol titers and yields from high solids SSF with low enzyme loadings. Green Chem. 2016, 18, 1581–1589. [Google Scholar] [CrossRef]
- Hama, S.; Kihara, M.; Noda, H.; Kondo, A. Development of cell recycle technology incorporating nutrient supplementation for lignocellulosic ethanol fermentation using industrial yeast Saccharomyces cerevisiae. Biochem. Eng. J. 2018, 137, 23–29. [Google Scholar] [CrossRef]
- Fan, C.; Qi, K.; Xia, X.-X.; Zhong, J.-J. Efficient ethanol production from corncob residues by repeated fermentation of an adapted yeast. Bioresour. Technol. 2013, 136, 309–315. [Google Scholar] [CrossRef] [PubMed]
- Ma, K.; Ruan, Z.; Shui, Z.; Wang, Y.; Hu, G.; He, M. Open fermentative production of fuel ethanol from food waste by an acid-tolerant mutant strain of Zymomonas mobilis. Bioresour. Technol. 2016, 203, 295–302. [Google Scholar] [CrossRef]
- Neves, P.; Pitarelo, A.; Ramos, L. Production of cellulosic ethanol from sugarcane bagasse by steam explosion: Effect of extractives content, acid catalysis and different fermentation technologies. Bioresour. Technol. 2016, 208, 184–194. [Google Scholar] [CrossRef] [PubMed]
- De Barros, E.M.; Carvalho, V.M.; Rodrigues, T.H.S.; Rocha, M.V.P.; Gonçalves, L.R.B. Comparison of strategies for the simultaneous saccharification and fermentation of cashew apple bagasse using a thermotolerant Kluyveromyces marxianus to enhance cellulosic ethanol production. Chem. Eng. J. 2017, 307, 939–947. [Google Scholar] [CrossRef]
- Saha, P.; Baishnab, A.C.; Alam, F.; Khan, M.R.; Islam, A. Production of Bio-fuel (Bio-ethanol) from Biomass (Pteris) by Fermentation Process with Yeast. Procedia Eng. 2014, 90, 504–509. [Google Scholar] [CrossRef] [Green Version]
- Joannis-Cassan, C.; Riess, J.; Jolibert, F.; Taillandier, P. Optimization of very high gravity fermentation process for ethanol production from industrial sugar beet syrup. Biomass Bioenergy 2014, 70, 165–173. [Google Scholar] [CrossRef] [Green Version]
- Torli, M.; Geer, L.; Kontogeorgis, G.M.; Fosbøl, P.L. Benchmarking of Separation Methods for Bioethanol (<5 wt %) Recovery. Ind. Eng. Chem. Res. 2021, 60, 5924–5944. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, N.; Prasad, R. Anhydrous ethanol: A renewable source of energy. Renew. Sustain. Energy Rev. 2010, 14, 1830–1844. [Google Scholar] [CrossRef]
- Hajinezhad, A.; Lak, M.; Alimoradiyan, H. Optimum energy analysis of separation and purification units for bioethanol production by the use of lignocellulose feedstock. Int. J. Energy Res. 2021. [Google Scholar] [CrossRef]
- Huang, H.-J.; Ramaswamy, S.; Tschirner, U.; Ramarao, B. A review of separation technologies in current and future biorefineries. Sep. Purif. Technol. 2008, 62, 1–21. [Google Scholar] [CrossRef]
- Vane, L.M. Separation technologies for the recovery and dehydration of alcohols from fermentation broths. Biofuels Bioprod. Biorefin. 2008, 2, 553–588. [Google Scholar] [CrossRef]
- Frolkova, A.; Raeva, V. Bioethanol dehydration: State of the art. Theor. Found. Chem. Eng. 2010, 44, 545–556. [Google Scholar] [CrossRef]
- Kaibel, B.; Jansen, H.; Zich, E.; Olujic, Z. Unfixed dividing wall technology for packed and tray distillation columns. Distill. Absorpt. 2006, 152, 252–266. [Google Scholar]
- Baker, R.W. Membrane Technology and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Khalid, A.; Aslam, M.; Qyyum, M.A.; Faisal, A.; Khan, A.L.; Ahmed, F.; Lee, M.; Kim, J.; Jang, N.; Chang, I.S. Membrane separation processes for dehydration of bioethanol from fermentation broths: Recent developments, challenges, and prospects. Renew. Sustain. Energy Rev. 2019, 105, 427–443. [Google Scholar] [CrossRef]
- Morales, M.; Arvesen, A.; Cherubini, F. Integrated process simulation for bioethanol production: Effects of varying lignocellulosic feedstocks on technical performance. Bioresour. Technol. 2021, 328, 124833. [Google Scholar] [CrossRef] [PubMed]
- Chong, T.Y.; Cheah, S.A.; Ong, C.T.; Wong, L.Y.; Goh, C.R.; Tan, I.S.; Foo, H.C.Y.; Lam, M.K.; Lim, S. Techno-economic evaluation of third-generation bioethanol production utilizing the macroalgae waste: A case study in Malaysia. Energy 2020, 210, 118491. [Google Scholar] [CrossRef]
- Devi, A.; Niazi, A.; Ramteke, M.; Upadhyayula, S. Techno-economic analysis of ethanol production from lignocellulosic biomass—A comparison of fermentation, thermo catalytic, and chemocatalytic technologies. Bioprocess Biosyst. Eng. 2021, 44, 1093–1107. [Google Scholar] [CrossRef]
- Soleymani Angili, T.; Grzesik, K.; Rödl, A.; Kaltschmitt, M. Life Cycle Assessment of Bioethanol Production: A Review of Feedstock, Technology and Methodology. Energies 2021, 14, 2939. [Google Scholar] [CrossRef]
- Lu, J.; Song, F.; Liu, H.; Chang, C.; Cheng, Y.; Wang, H. Production of high concentration bioethanol from reed by combined liquid hot water and sodium carbonate-oxygen pretreatment. Energy 2021, 217, 119332. [Google Scholar] [CrossRef]
- Zheng, X.; Xian, X.; Hu, L.; Tao, S.; Zhang, X.; Liu, Y.; Lin, X. Efficient short-time hydrothermal depolymerization of sugarcane bagasse in one-pot for cellulosic ethanol production without solid-liquid separation, water washing, and detoxification. Bioresour. Technol. 2021, 339, 125575. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Zhang, B.; Luo, L.; Zhang, F.; Yi, Y.; Shan, Y.; Liu, B.; Zhou, Y.; Wang, X.; Lü, X. A review on recycling techniques for bioethanol production from lignocellulosic biomass. Renew. Sustain. Energy Rev. 2021, 149, 111370. [Google Scholar] [CrossRef]
- Al-Sabagh, A.M.; Yehia, F.Z.; Eshaq, G.; Rabie, A.M.; ElMetwally, A.E. Greener routes for recycling of polyethylene terephthalate. Egypt. J. Pet. 2016, 25, 53–64. [Google Scholar] [CrossRef] [Green Version]
- Damayanti; Wu, H.S. Strategic Possibility Routes of Recycled PET. Polymers 2021, 13, 1475. [Google Scholar] [CrossRef]
- Ubeda, S.; Aznar, M.; Nerín, C. Determination of oligomers in virgin and recycled polyethylene terephthalate (PET) samples by UPLC-MS-QTOF. Anal. Bioanal. Chem. 2018, 410, 2377–2384. [Google Scholar] [CrossRef]
- Li, B.; Wang, Z.-W.; Lin, Q.-B.; Hu, C.-Y. Study of the Migration of Stabilizer and Plasticizer from Polyethylene Terephthalate into Food Simulants. J. Chromatogr. Sci. 2016, 54, 939–951. [Google Scholar] [CrossRef] [Green Version]
- Kumartasli, S.; Avinc, O. Important Step in Sustainability: Polyethylene Terephthalate Recycling and the Recent Developments. Sustain. Text. 2020, 1, 1–19. [Google Scholar] [CrossRef]
- Shen, L.; Worrell, E.; Patel, M.K. Open-loop recycling: A LCA case study of PET bottle-to-fibre recycling. Resour. Conserv. Recycl. 2010, 55, 34–52. [Google Scholar] [CrossRef]
- Bioplastics, E. Bioplastic Market Data. Available online: https://docs.european-bioplastics.org/publications/EUBP_Bioplastics_market_data_report_2016.pdf (accessed on 20 August 2021).
- Shen, L.; Worrell, E.; Patel, M.K. Comparing life cycle energy and GHG emissions of bio-based PET, recycled PET, PLA, and man-made cellulosics. Biofuels Bioprod. Biorefin. 2012, 6, 625–639. [Google Scholar] [CrossRef]
- Salazar Hernandez, D.A. Chemistry and Chemical Engineering Process for Making PET from Bio Based Monomers; University of Toledo: Toledo, OH, USA, 2015. [Google Scholar]
- Peters, M.W.; Taylor, J.D.; Jenni, M.; Manzer, L.E.; Henton, D.E. Integrated Process to Selectively Convert Renewable Isobutanol to p-Xylene. United States Patent Application Publication U.S. 2011/0087000 A1, 14 April 2011. [Google Scholar]
- Scientific Design Company Inc. Renewable Ethylene, Ethylene Oxide & Ethylene Glycol. Available online: https://www.scidesign.com/?s=bio+ETHYLENE+GLYCOL (accessed on 14 July 2021).
- Voet, V.; Jager, J.; Folkersma, R. Plastics in the Circular Economy; De Gruyter: Berlin, Germany; Boston, MA, USA, 2021; ISBN 9783110666762. [Google Scholar]
- Group, T. 2012 Teijin Group CSR Report. Available online: https://www.teijin.com/csr/report/pdf/csr_12_en_all.pdf (accessed on 14 July 2021).
- Reddy, M.M.; Vivekanandhan, S.; Misra, M.; Bhatia, S.K.; Mohanty, A.K. Biobased plastics and bionanocomposites: Current status and future opportunities. Prog. Polym. Sci. 2013, 38, 1653–1689. [Google Scholar] [CrossRef]
- Far Eastern New Century Corporation. Bio PET Filament. Available online: https://industry.fenc.com/fiber_product.aspx?lang=en&id=61 (accessed on 20 August 2021).
- Indorama. Indorama Ventures Sustainability Report 2017. Available online: https://www.indoramaventures.com/storage/sustain/report/en/2017-sustainability-report.pdf (accessed on 14 July 2021).
- Volanti, M.; Cespi, D.; Passarini, F.; Neri, E.; Cavani, F.; Mizsey, P.; Fozer, D. Terephthalic acid from renewable sources: Early-stage sustainability analysis of a bio-PET precursor. Green Chem. 2019, 21, 885–896. [Google Scholar] [CrossRef]
- Rebsdat, S.; Mayer, D. Ethylene oxide. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000; ISBN 9783527306732. [Google Scholar]
- Gubbels, E.; Heitz, T.; Yamamoto, M.; Chilekar, V.; Zarbakhsh, S.; Gepraegs, M.; Köpnick, H.; Schmidt, M.; Brügging, W.; Rüter, J. Polyesters; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000; pp. 1–30. [Google Scholar]
- McKechnie, J.; Pourbafrani, M.; Saville, B.A.; MacLean, H.L. Environmental and financial implications of ethanol as a bioethylene feedstock versus as a transportation fuel. Environ. Res. Lett. 2015, 10, 124018. [Google Scholar] [CrossRef]
- Zacharopoulou, V.; Lemonidou, A.A. Olefins from biomass intermediates: A review. Catalysts 2018, 8, 2. [Google Scholar] [CrossRef] [Green Version]
- Mendieta, C.M.; Vallejos, M.E.; Felissia, F.E.; Chinga-Carrasco, G.; Area, M.C. Bio-polyethylene from wood wastes. J. Polym. Environ. 2020, 28, 1–16. [Google Scholar] [CrossRef]
- Morschbacker, A. Bio-ethanol based ethylene. J. Macromol. Sci. Part C Polym. Rev. 2009, 49, 79–84. [Google Scholar] [CrossRef]
- Mohsenzadeh, A.; Zamani, A.; Taherzadeh, M.J. Bioethylene production from ethanol: A review and techno-economical evaluation. ChemBioEng Rev. 2017, 4, 75–91. [Google Scholar] [CrossRef] [Green Version]
- Fadzil, N.A.M.; Rahim, M.H.A.; Maniam, G.P. A brief review of para-xylene oxidation to terephthalic acid as a model of primary C–H bond activation. Chin. J. Catal. 2014, 35, 1641–1652. [Google Scholar] [CrossRef]
- Tibbetts, J.D.; Russo, D.; Lapkin, A.A.; Bull, S.D. Efficient Syntheses of Biobased Terephthalic Acid, p-Toluic Acid, and p-Methylacetophenone via One-Pot Catalytic Aerobic Oxidation of Monoterpene Derived Bio-p-cymene. ACS Sustain. Chem. Eng. 2021, 9, 8642–8652. [Google Scholar] [CrossRef]
- Zhang, M.; Yu, Y. Dehydration of ethanol to ethylene. Ind. Eng. Chem. Res. 2013, 52, 9505–9514. [Google Scholar] [CrossRef]
- Ciftci, A.; Varisli, D.; Tokay, K.C.; Sezgi, N.A.; Dogu, T. Dimethyl ether, diethyl ether & ethylene from alcohols over tungstophosphoric acid based mesoporous catalysts. Chem. Eng. J. 2012, 207, 85–93. [Google Scholar] [CrossRef]
- Krutpijit, C.; Tochaeng, P.; Jongsomjit, B. Temperature and ethanol concentration effects on catalytic ethanol dehydration behaviors over alumina-spherical silica particle composite catalysts. Catal. Commun. 2020, 145, 106102. [Google Scholar] [CrossRef]
- Vondrová, P.; Tišler, Z.; Kocík, J.; de Paz Carmona, H.; Murat, M. Comparison of doped ZSM-5 and ferrierite catalysts in the dehydration of bioethanol to ethylene in a flow reactor. React. Kinet. Mech. Catal. 2021, 132, 449–462. [Google Scholar] [CrossRef]
- Hu, Y.; Zhan, N.; Dou, C.; Huang, H.; Han, Y.; Yu, D.; Hu, Y. Selective dehydration of bio-ethanol to ethylene catalyzed by lanthanum-phosphorous-modified HZSM-5: Influence of the fusel. Biotechnol. J. 2010, 5, 1186–1191. [Google Scholar] [CrossRef] [PubMed]
- Fan, D.; Dai, D.-J.; Wu, H.-S. Ethylene formation by catalytic dehydration of ethanol with industrial considerations. Materials 2013, 6, 101–115. [Google Scholar] [CrossRef] [Green Version]
- Niu, P.; Ren, X.; Xiong, D.; Ding, S.; Li, Y.; Wei, Z.; Chen, X. Synthesis of Highly Selective and Stable Co-Cr/SAPO-34 Catalyst for the Catalytic Dehydration of Ethanol to Ethylene. Catalysts 2020, 10, 785. [Google Scholar] [CrossRef]
- Chen, G.; Li, S.; Jiao, F.; Yuan, Q. Catalytic dehydration of bioethanol to ethylene over TiO2/γ-Al2O3 catalysts in microchannel reactors. Catal. Today 2007, 125, 111–119. [Google Scholar] [CrossRef]
- Varisli, D.; Dogu, T.; Dogu, G. Silicotungstic acid impregnated MCM-41-like mesoporous solid acid catalysts for dehydration of ethanol. Ind. Eng. Chem. Res. 2008, 47, 4071–4076. [Google Scholar] [CrossRef]
- Adkins, H.; Perkins, P.P. Dehydration of alcohols over alumina. J. Am. Chem. Soc. 1925, 47, 1163–1167. [Google Scholar] [CrossRef]
- Schenk, N.J.; Biesbroek, A.; Heeres, A.; Heeres, H.J. Process for the Preparation of Aromatic Compounds. WO2015047085, 2 April 2015. [Google Scholar]
- Nakajima, H.; Dijkstra, P.; Loos, K. The recent developments in biobased polymers toward general and engineering applications: Polymers that are upgraded from biodegradable polymers, analogous to petroleum-derived polymers, and newly developed. Polymers 2017, 9, 523. [Google Scholar] [CrossRef] [PubMed]
- Wendisch, V.F.; Kim, Y.; Lee, J.-H. Chemicals from lignin: Recent depolymerization techniques and upgrading extended pathways. Curr. Opin. Green Sustain. Chem. 2018, 14, 33–39. [Google Scholar] [CrossRef]
- Damayanti, D.; Wulandari, Y.R.; Wu, H.-S. Product Distribution of Chemical Product Using Catalytic Depolymerization of Lignin. Bull. Chem. React. Eng. Catal. 2020, 15, 432–453. [Google Scholar] [CrossRef]
- Settle, A.E.; Berstis, L.; Rorrer, N.A.; Roman-Leshkóv, Y.; Beckham, G.T.; Richards, R.M.; Vardon, D.R. Heterogeneous Diels–Alder catalysis for biomass-derived aromatic compounds. Green Chem. 2017, 19, 3468–3492. [Google Scholar] [CrossRef]
- Bai, Z.; Phuan, W.C.; Ding, J.; Heng, T.H.; Luo, J.; Zhu, Y. Production of terephthalic acid from lignin-based phenolic acids by a cascade fixed-bed process. ACS Catal. 2016, 6, 6141–6145. [Google Scholar] [CrossRef]
- Song, S.; Zhang, J.; Gözaydın, G.; Yan, N. Production of terephthalic acid from corn stover lignin. Angew. Chem. 2019, 131, 4988–4991. [Google Scholar] [CrossRef] [Green Version]
- Salvador, M.; Abdulmutalib, U.; Gonzalez, J.; Kim, J.; Smith, A.A.; Faulon, J.-L.; Wei, R.; Zimmermann, W.; Jimenez, J.I. Microbial genes for a circular and sustainable bio-PET economy. Genes 2019, 10, 373. [Google Scholar] [CrossRef] [Green Version]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Damayanti, D.; Supriyadi, D.; Amelia, D.; Saputri, D.R.; Devi, Y.L.L.; Auriyani, W.A.; Wu, H.S. Conversion of Lignocellulose for Bioethanol Production, Applied in Bio-Polyethylene Terephthalate. Polymers 2021, 13, 2886. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13172886
Damayanti D, Supriyadi D, Amelia D, Saputri DR, Devi YLL, Auriyani WA, Wu HS. Conversion of Lignocellulose for Bioethanol Production, Applied in Bio-Polyethylene Terephthalate. Polymers. 2021; 13(17):2886. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13172886
Chicago/Turabian StyleDamayanti, Damayanti, Didik Supriyadi, Devita Amelia, Desi Riana Saputri, Yuniar Luthfia Listya Devi, Wika Atro Auriyani, and Ho Shing Wu. 2021. "Conversion of Lignocellulose for Bioethanol Production, Applied in Bio-Polyethylene Terephthalate" Polymers 13, no. 17: 2886. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13172886