
Statistical Modeling and Optimization of the Drawing Process of Bioderived Polylactide/Poly(dodecylene furanoate) Wet-Spun Fibers

 ,
,  ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Methods
2.2. Sample Preparation
2.2.1. Fiber Spinning
2.2.2. Fiber Drawing
2.3. Characterization
2.3.1. Quasi-Static Tensile Tests
2.3.2. Design of Experiment, Statistical Analysis, and Genetic Optimization
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- MacGregor, E.A. Biopolymers. In Encyclopedia of Physical Science and Technology, 3rd ed.; Meyers, R.A., Ed.; Academic Press: Cambridge, MA, USA, 2003; pp. 207–245. [Google Scholar]
- Garlotta, D. A Literature Review of Poly(lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Raza, Z.A.; Abid, S.; Banat, I.M. Polyhydroxyalkanoates: Characteristics, production, recent developments and applications. Int. Biodeterior. Biodegrad. 2018, 126, 45–56. [Google Scholar] [CrossRef]
- Dorigato, A.; Perin, D.; Pegoretti, A. Effect of the Temperature and of the Drawing Conditions on the Fracture Behaviour of Thermoplastic Starch Films for Packaging Applications. J. Polym. Environ. 2020, 28, 3244–3255. [Google Scholar] [CrossRef]
- Ray, S.S.; Okamoto, K.; Okamoto, M. Structure-Property Relationship in Biodegradable Poly(butylene succinate)/Layered Silicate Nanocomposites. Macromolecules 2003, 36, 2355–2367. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Filho, R.M. Poly-lactic acid synthesis for application in biomedical devices—A review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef]
- Byun, Y.; Whiteside, S.; Thomas, R.; Dharman, M.; Hughes, J.; Kim, Y.T. The effect of solvent mixture on the properties of solvent cast polylactic acid (PLA) film. J. Appl. Polym. Sci. 2012, 124, 3577–3582. [Google Scholar] [CrossRef]
- Tait, M.; Pegoretti, A.; Dorigato, A.; Kaladzidou, K. The effect of filler type and content and the manufacturing process on the performance of multifunctional carbon/poly-lactide composites. Carbon 2011, 49, 4280–4290. [Google Scholar] [CrossRef]
- Fambri, L.; Dorigato, A.; Pegoretti, A. Role of Surface-Treated Silica Nanoparticles on the Thermo-Mechanical Behaviour of Poly(lactide). Appl. Sci. 2020, 10, 6731. [Google Scholar] [CrossRef]
- Dorigato, A.; Sebastiani, M.; Pegoretti, A.; Fambri, L. Effect of Silica Nanoparticles on the Mechanical Performances of Poly(lactic acid). J. Polym. Environ. 2012, 20, 713–725. [Google Scholar] [CrossRef]
- Puchalski, M.; Kwolek, S.; Szparaga, G.; Chrzanowski, M.; Krucinska, I. Investigation of the Influence of PLA Molecular Structure on the Crystalline Forms (alpha’ and alpha) and Mechanical Properties of Wet Spinning Fibres. Polymers 2017, 9, 18. [Google Scholar] [CrossRef] [PubMed]
- Fredi, G.; Dorigato, A. Recycling of bioplastic waste: A review. Adv. Ind. Eng. Polym. Res. 2021, 4, 159–177. [Google Scholar] [CrossRef]
- Flores, R.; Perez, J.; Cassagnau, P.; Michel, A.; Cavaille, J.Y. Dynamic mechanical behavior of poly(vinyl chloride)/poly(methyl methacrylate) polymer blend. J. Appl. Polym. Sci. 1996, 60, 1439–1453. [Google Scholar] [CrossRef]
- Nofar, M.; Sacligil, D.; Carreau, P.J.; Kamal, M.R.; Heuzey, M.C. Poly (lactic acid) blends: Processing, properties and applications. Int. J. Biol. Macromol. 2019, 125, 307–360. [Google Scholar] [CrossRef]
- Werpy, T.; Petersen, G. Top Value Added Chemicals from Biomass. Volume I: Results of Screening for Potential Candidates from Sugars and Synthesis Gas; U.S. Department of Energy: Washington, DC, USA, 2004.
- Bozell, J.J.; Petersen, G.R. Technology development for the production of biobased products from biorefinery carbohydrates—The US Department of Energy’s “Top 10” revisited. Green Chem. 2010, 12, 539. [Google Scholar] [CrossRef]
- Koltsakidou, A.; Terzopoulou, Z.; Kyzas, G.Z.; Bikiaris, D.N.; Lambropoulou, D.A. Biobased Poly(ethylene furanoate) Polyester/TiO2 Supported Nanocomposites as Effective Photocatalysts for Anti-inflammatory/Analgesic Drugs. Molecules 2019, 24, 564. [Google Scholar] [CrossRef] [Green Version]
- Poulopoulou, N.; Smyrnioti, D.; Nikolaidis, G.N.; Tsitsimaka, I.; Christodoulou, E.; Bikiaris, D.N.; Charitopoulou, M.A.; Achilias, D.S.; Kapnisti, M.; Papageorgiou, G.Z. Sustainable Plastics from Biomass: Blends of Polyesters Based on 2,5-Furandicarboxylic Acid. Polymers 2020, 12, 225. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Terzopoulou, Z.; Papadopoulos, L.; Zamboulis, A.; Papageorgiou, D.G.; Papageorgiou, G.Z.; Bikiaris, D.N. Tuning the Properties of Furandicarboxylic Acid-Based Polyesters with Copolymerization: A Review. Polymers 2020, 12, 1209. [Google Scholar] [CrossRef]
- Papageorgiou, D.G.; Guigo, N.; Tsanaktsis, V.; Exarhopoulos, S.; Bikiaris, D.N.; Sbirrazzuoli, N.; Papageorgiou, G.Z. Fast Crystallization and Melting Behavior of a Long-Spaced Aliphatic Furandicarboxylate Biobased Polyester, Poly(dodecylene 2,5-furanoate). Ind. Eng. Chem. Res. 2016, 55, 5315–5326. [Google Scholar] [CrossRef]
- Poulopoulou, N.; Kasmi, N.; Siampani, M.; Terzopoulou, Z.N.; Bikiaris, D.N.; Achilias, D.S.; Papageorgiou, D.G.; Papageorgiou, G.Z. Exploring Next-Generation Engineering Bioplastics: Poly(alkylene furanoate)/Poly(alkylene terephthalate) (PAF/PAT) Blends. Polymers 2019, 11, 556. [Google Scholar] [CrossRef] [Green Version]
- Fredi, G.; Dorigato, A.; Bortolotti, M.; Pegoretti, A.; Bikiaris, D.N. Mechanical and Functional Properties of Novel Biobased Poly(decylene-2,5-furanoate)/Carbon Nanotubes Nanocomposite Films. Polymers 2020, 12, 2459. [Google Scholar] [CrossRef]
- Fredi, G.; Rigotti, D.; Bikiaris, D.N.; Dorigato, A. Tuning thermo-mechanical properties of poly(lactic acid) films through blending with bioderived poly(alkylene furanoate)s with different alkyl chain length for sustainable packaging. Polymer 2021, 218, 123527. [Google Scholar] [CrossRef]
- Perin, D.; Rigotti, D.; Fredi, G.; Papageorgiou, G.Z.; Bikiaris, D.N.; Dorigato, A. Innovative Bio-based Poly(lactic acid)/Poly(alkylene furanoate)s Fiber Blends for Sustainable Textile Applications. J. Polym. Environ. 2021, 29, 3948–3963. [Google Scholar] [CrossRef]
- Perin, D.; Fredi, G.; Rigotti, D.; Lotti, N.; Dorigato, A. Sustainable textile fibers made of bioderived polylactide/poly(pentamethylene 2,5-furanoate) blends. J. Appl. Polym. Sci. 2021, 139, 51740. [Google Scholar] [CrossRef]
- Rigotti, D.; Soccio, M.; Dorigato, A.; Gazzano, M.; Siracusa, V.; Fredi, G.; Lotti, N. Novel biobased polylactic acid/poly(pentamethylene 2,5-furanoate) blends for sustainable food packaging. ACS Sustain. Chem. Eng. 2021, 9, 13742–13750. [Google Scholar] [CrossRef]
- Fredi, G.; Jafari, M.K.; Dorigato, A.; Bikiaris, D.N.; Checchetto, R.; Favaro, M.; Brusa, R.S.; Pegoretti, A. Multifunctionality of reduced graphene oxide in bioderived polylactide/poly(dodecylene furanoate) nanocomposite films. Molecules 2021, 26, 2398. [Google Scholar] [CrossRef]
- Zhang, D. Advances in Filament Yarn Spinning of Textiles and Polymers; Woodhead Publishing Ltd.: Cambridge, UK, 2014. [Google Scholar]
- Mackley, M. Polymer processing: The physics of stretching chains. Phys. Technol. 2002, 9, 13. [Google Scholar] [CrossRef] [Green Version]
- Bucciarelli, A.; Greco, G.; Corridori, I.; Pugno, N.M.; Motta, A. A Design of Experiment Rational Optimization of the Degumming Process and Its Impact on the Silk Fibroin Properties. ACS Biomater. Sci. Eng. 2021, 7, 1374–1393. [Google Scholar] [CrossRef] [PubMed]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Khuri, A.I.; Mukhopadhyay, S. Response surface methodology. Wiley Interdiscip. Rev. Comput. Stat. 2010, 2, 128–149. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Pontes, K.V.; Embiruçu, M.; Maciel, R. Genetic Algorithm for Tailored Production of Polymer Resins. In Computer Aided Chemical Engineering; de Brito Alves, R.M., do Nascimento, C.A.O., Biscaia, E.C., Eds.; Elsevier: Amsterdam, The Netherlands, 2009; Volume 27, pp. 495–500. [Google Scholar]
- Jiang, L.; Xiao, H.-H.; He, J.-J.; Sun, Q.; Gong, L.; Sun, J.-H. Application of genetic algorithm to pyrolysis of typical polymers. Fuel Process. Technol. 2015, 138, 48–55. [Google Scholar] [CrossRef]
- Adeodu, A.O.; Anyaeche, O.C.; Oluwole, O.O. Optimum cure cycles of autoclave process for polymer matrix composites using genetic algorithm. Procedia Manuf. 2019, 35, 16–26. [Google Scholar] [CrossRef]
- Silva, C.M.; Biscaia, E.C. Genetic algorithm development for multi-objective optimization of batch free-radical polymerization reactors. Comput. Chem. Eng. 2003, 27, 1329–1344. [Google Scholar] [CrossRef]
- The Comprehensive R Archive Network. Available online: https://cran.r-project.org/ (accessed on 28 November 2021).
- Yang, X.-S. Chapter 6—Genetic Algorithms. In Nature-Inspired Optimization Algorithms, 2nd ed.; Yang, X.-S., Ed.; Academic Press: Cambridge, MA, USA, 2021; pp. 91–100. [Google Scholar]
- Yusoff, Y.; Ngadiman, M.S.; Zain, A.M. Overview of NSGA-II for Optimizing Machining Process Parameters. Procedia Eng. 2011, 15, 3978–3983. [Google Scholar] [CrossRef] [Green Version]
- Mannodi-Kanakkithodi, A.; Pilania, G.; Ramprasad, R.; Lookman, T.; Gubernatis, J.E. Multi-objective optimization techniques to design the Pareto front of organic dielectric polymers. Comput. Mater. Sci. 2016, 125, 92–99. [Google Scholar] [CrossRef] [Green Version]
- La Mantia, F.P.; Fontana, P.; Morreale, M.; Mistretta, M.C. Orientation induced brittle—Ductile transition in a polyethylene/polyamide 6 blend. Polym. Test. 2014, 36, 20–23. [Google Scholar] [CrossRef]
- Walker, J.; Melaj, M.; Giménez, R.; Pérez, E.; Bernal, C. Solid-State Drawing of Commercial Poly(lactic acid) (PLA) Based Filaments. Front. Mater. 2019, 6, 280. [Google Scholar] [CrossRef] [Green Version]
- Gupta, B.; Revagade, N.; Anjum, N.; Atthoff, B.; Hilborn, J. Preparation of poly(lactic acid) fiber by dry-jet-wet-spinning. I. Influence of draw ratio on fiber properties. J. Appl. Polym. Sci. 2006, 100, 1239–1246. [Google Scholar] [CrossRef]
- Mai, F.; Tu, W.; Bilotti, E.; Peijs, T. The Influence of Solid-State Drawing on Mechanical Properties and Hydrolytic Degradation of Melt-Spun Poly(lactic acid) (PLA) Tapes. Fibers 2015, 3, 523–538. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Modulus [MPa] | Strain at Break [%] | |
|---|---|---|
| PLA | 2241 ± 377 | 127 ± 48 |
| PLA/PDoF20 | 2545 ± 569 | 76 ± 26 |
| Level | −1 | +1 | |
|---|---|---|---|
| Draw ratio (%) | x1 | 50 | 150 |
| Draw rate (mm/min) | x2 | 50 | 100 |
| Composition (PDoF wt%) | x3 | 0 | 20 |
| Drawing temperature (°C) | x4 | 40 | 70 |
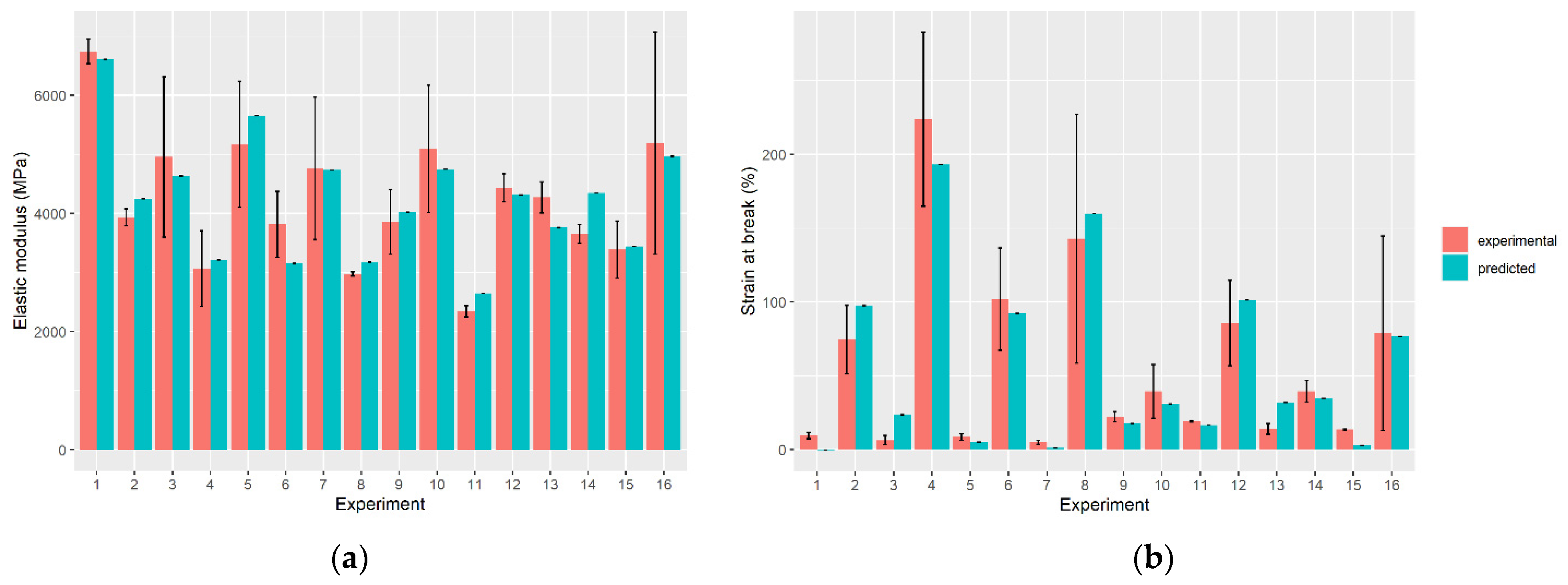
| Exp. | Draw Ratio | Draw Rate | PDoF | Temperature | Elastic Modulus | Strain at Break |
|---|---|---|---|---|---|---|
| NO | [%] | [%/s] | [wt%] | [°C] | [MPa] | [%] |
| 1 | 50 | 50 | 0 | 40 | 6748 ± 208 | 9.4 ± 2.2 |
| 2 | 50 | 50 | 0 | 70 | 3936 ± 142 | 74.4 ± 23.2 |
| 3 | 50 | 50 | 20 | 40 | 4959 ± 1359 | 6.2 ± 3.2 |
| 4 | 50 | 50 | 20 | 70 | 3068 ± 643 | 223.8 ± 59.1 |
| 5 | 50 | 100 | 0 | 40 | 5172 ± 1067 | 8.5 ± 2.2 |
| 6 | 50 | 100 | 0 | 70 | 3819 ± 557 | 101.8 ± 34.7 |
| 7 | 50 | 100 | 20 | 40 | 4765 ± 1207 | 4.9 ± 1.5 |
| 8 | 50 | 100 | 20 | 70 | 2976 ± 37 | 142.9 ± 84.4 |
| 9 | 150 | 50 | 0 | 40 | 3861 ± 547 | 22.3 ± 3.4 |
| 10 | 150 | 50 | 0 | 70 | 5094 ± 1079 | 39.3 ± 18.2 |
| 11 | 150 | 50 | 20 | 40 | 2346 ± 96 | 19.1 ± 0.5 |
| 12 | 150 | 50 | 20 | 70 | 4434 ± 236 | 85.7 ± 28.9 |
| 13 | 150 | 100 | 0 | 40 | 4274 ± 262 | 13.8 ± 3.7 |
| 14 | 150 | 100 | 0 | 70 | 3656 ± 157 | 39.5 ± 7.3 |
| 15 | 150 | 100 | 20 | 40 | 3390 ± 481 | 13.5 ± 0.5 |
| 16 | 150 | 100 | 20 | 70 | 5192 ± 1881 | 78.8 ± 65.9 |
| Df | Sum Sq | Mean Sq | F Value | Pr (>F) | ||
|---|---|---|---|---|---|---|
| x1 | 1 | 1,914,524 | 1,914,524 | 2.5995 | 0.115397 | |
| x2 | 1 | 271,277 | 271,277 | 0.3683 | 0.547622 | |
| x3 | 1 | 5,524,686 | 5,524,686 | 7.5013 | 0.009428 | ** |
| x4 | 1 | 2,091,550 | 2,091,550 | 2.8398 | 0.100371 | |
| x1:x2 | 1 | 1,424,818 | 1,424,818 | 1.9346 | 0.172567 | |
| x1:x3 | 1 | 1,068,242 | 1,068,242 | 1.4504 | 0.236107 | |
| x1:x4 | 1 | 28,601,519 | 28,601,519 | 38.8343 | 3.05 × 10−7 | *** |
| x2:x3 | 1 | 3,362,590 | 3,362,590 | 4.5656 | 0.039298 | * |
| x2:x4 | 1 | 62,460 | 62,460 | 0.0848 | 0.772513 | |
| x3:x4 | 1 | 2,649,907 | 2,649,907 | 3.598 | 0.065677 | . |
| Df | Sum Sq | Mean Sq | F Value | Pr (>F) | ||
|---|---|---|---|---|---|---|
| x1 | 1 | 12,675 | 12,675 | 10.36 | 0.00268 | ** |
| x2 | 1 | 1096 | 1096 | 0.8961 | 0.349972 | |
| x3 | 1 | 13,267 | 13,267 | 10.8436 | 0.002188 | ** |
| x4 | 1 | 88,924 | 88,924 | 72.6824 | 2.94 × 10−10 | *** |
| x1:x2 | 1 | 230 | 230 | 0.1877 | 0.667323 | |
| x1:x3 | 1 | 1935 | 1935 | 1.582 | 0.216357 | |
| x1:x4 | 1 | 21,573 | 21,573 | 17.6329 | 0.000162 | *** |
| x2:x3 | 1 | 2389 | 2389 | 1.9523 | 0.170665 | |
| x2:x4 | 1 | 360 | 360 | 0.294 | 0.590914 | |
| x3:x4 | 1 | 15,394 | 15,394 | 12.5823 | 0.001078 | ** |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rigotti, D.; Fredi, G.; Perin, D.; Bikiaris, D.N.; Pegoretti, A.; Dorigato, A. Statistical Modeling and Optimization of the Drawing Process of Bioderived Polylactide/Poly(dodecylene furanoate) Wet-Spun Fibers. Polymers 2022, 14, 396. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14030396
Rigotti D, Fredi G, Perin D, Bikiaris DN, Pegoretti A, Dorigato A. Statistical Modeling and Optimization of the Drawing Process of Bioderived Polylactide/Poly(dodecylene furanoate) Wet-Spun Fibers. Polymers. 2022; 14(3):396. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14030396
Chicago/Turabian StyleRigotti, Daniele, Giulia Fredi, Davide Perin, Dimitrios N. Bikiaris, Alessandro Pegoretti, and Andrea Dorigato. 2022. "Statistical Modeling and Optimization of the Drawing Process of Bioderived Polylactide/Poly(dodecylene furanoate) Wet-Spun Fibers" Polymers 14, no. 3: 396. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14030396