
A Critical Review on Wood-Based Polymer Composites: Processing, Properties, and Prospects

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Processing of WPCs
2.1. Hot-Pressing Technique
2.2. Use of Additives
2.3. Wood Composites from Bioadhesives
2.3.1. Lignin
2.3.2. Tannin
2.3.3. Starch
2.3.4. Soy Protein-Based Adhesives

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Wood Panel Material | Main Adhesive Element | Time of Pressing (min) | Pressing Temperature (°C) | Density (kg/m3) | Bending Strength (MPa) | Shear Strength (MPa) | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1. | Particle board | Lignin | 8 | 200 | 710 | 0.38 | - | [194] |
| 2. | Particle wood | Corn starch | - | - | - | - | 7.5 | [195] |
| 3. | Particle wood | Corn starch | 1640 | 30 | - | 0.35 | - | [196] |
| 4. | Particle wood | Kraft lignin/Soy protein | 10 | 180 | - | - | 6.5 | [197] |
| 5. | High density fiberboard | Corn residue and cationic starch | 8 | 235 | 1130 | 0.45 | - | [198] |
| 6. | Particle board | Pine-based tannin | 8 | 200 | - | 0.99 | - | [199] |
| 7. | Particle board | Maritime pine-based tannin | 8 | 230 | 670–690 | 0.46–0.52 | - | [200] |
| 8. | Particle wood | Modified soy protein and Sorghum lignin | 11 | 212 | - | - | 6.22 | [201] |
| 9. | Particle wood | Modified soy protein and Extruded sorghum lignin | 11 | 212 | - | - | 5.78 | [201] |
| 10. | High density fiberboard | Lignin from softwood kraft | 17 | 180 | 1345 | 0.67 | - | [202] |
| 11. | Particle board | Mimosa tannin and pine-based tannin | 8 | 200 | 717 | 0.36 | - | [203] |
| 12. | Particle board | Tannic acid powder | 21 | 210 | 1060 | 0.51 | - | [204] |
| 13. | Particle wood | Commercially condensed tannin | 7 | 150 | 471 | - | 0.99 | [205] |
| 14. | Particle board | Citric acid sucrose | 11 | 210 | 910 | 0.38 | - | [206] |
| 15. | Medium density fiber board | Modified mimosa tannin | 6.5–8.5 | 165–190 | 750–850 | 0.7 | - | [207] |
| 16. | Particle board | Organosolved lignin | 5 | 228 | 720 | 0.81 | - | [208] |
| 17. | Particle wood | Water washed cottonseed meal | 22 | 110 | - | - | 4.56 | [209] |
2.4. Post-Treatment of Wood Composites
3. Properties of WPCs
3.1. Mechanical Properties
3.1.1. Tensile and Flexural Properties
3.1.2. Impact Strength
3.1.3. Surface Hardness
3.2. Physical Properties
3.2.1. Water Absorption Behavior
3.2.2. Density
3.2.3. Contact Angle and Color Change Measurements
3.2.4. Interaction Behavior
3.3. Thermal Properties
3.3.1. Thermo-Gravimetric Analysis
3.3.2. Differential Scanning Calorimetry
3.3.3. Fire Retardancy Behavior
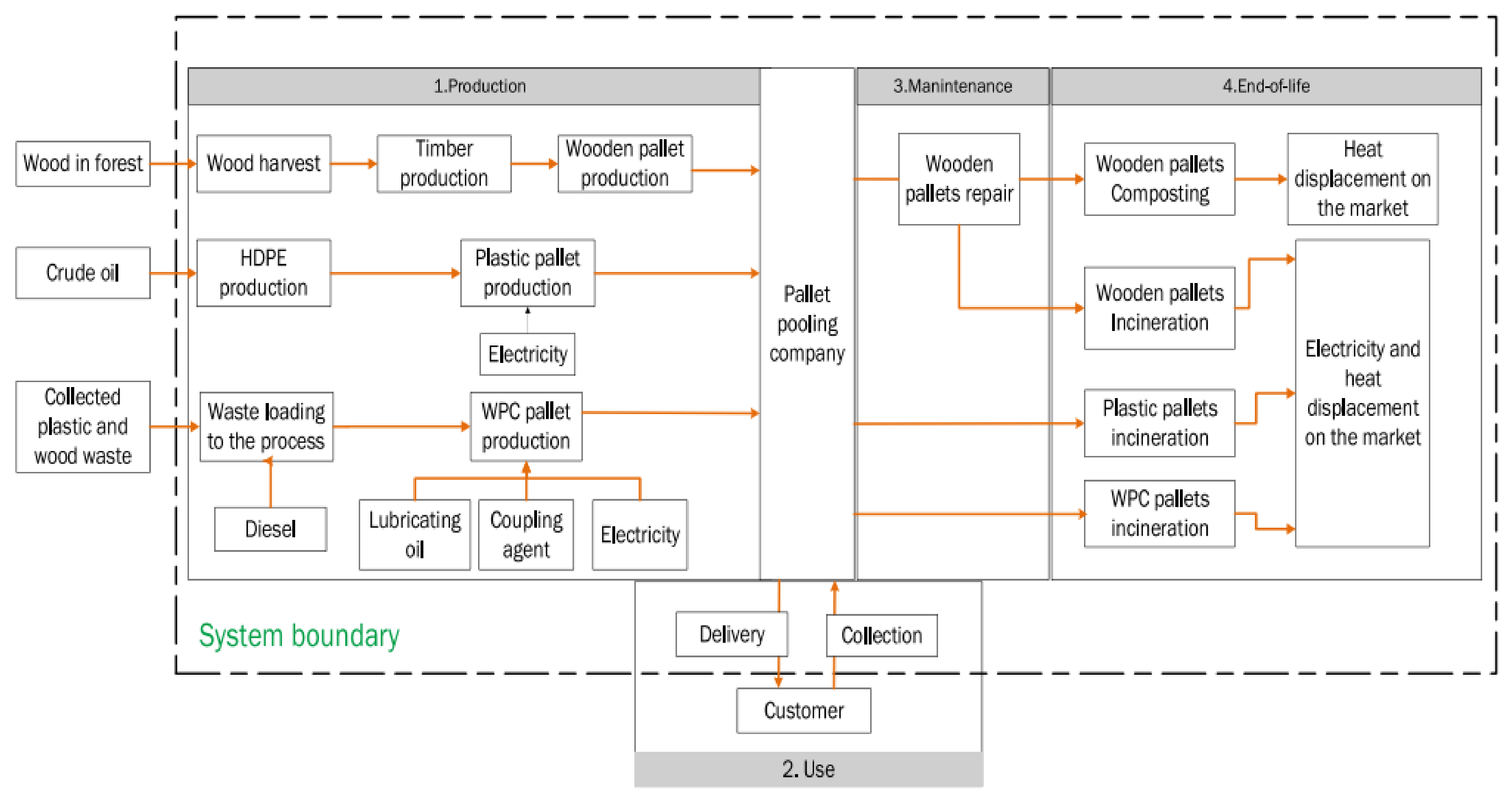
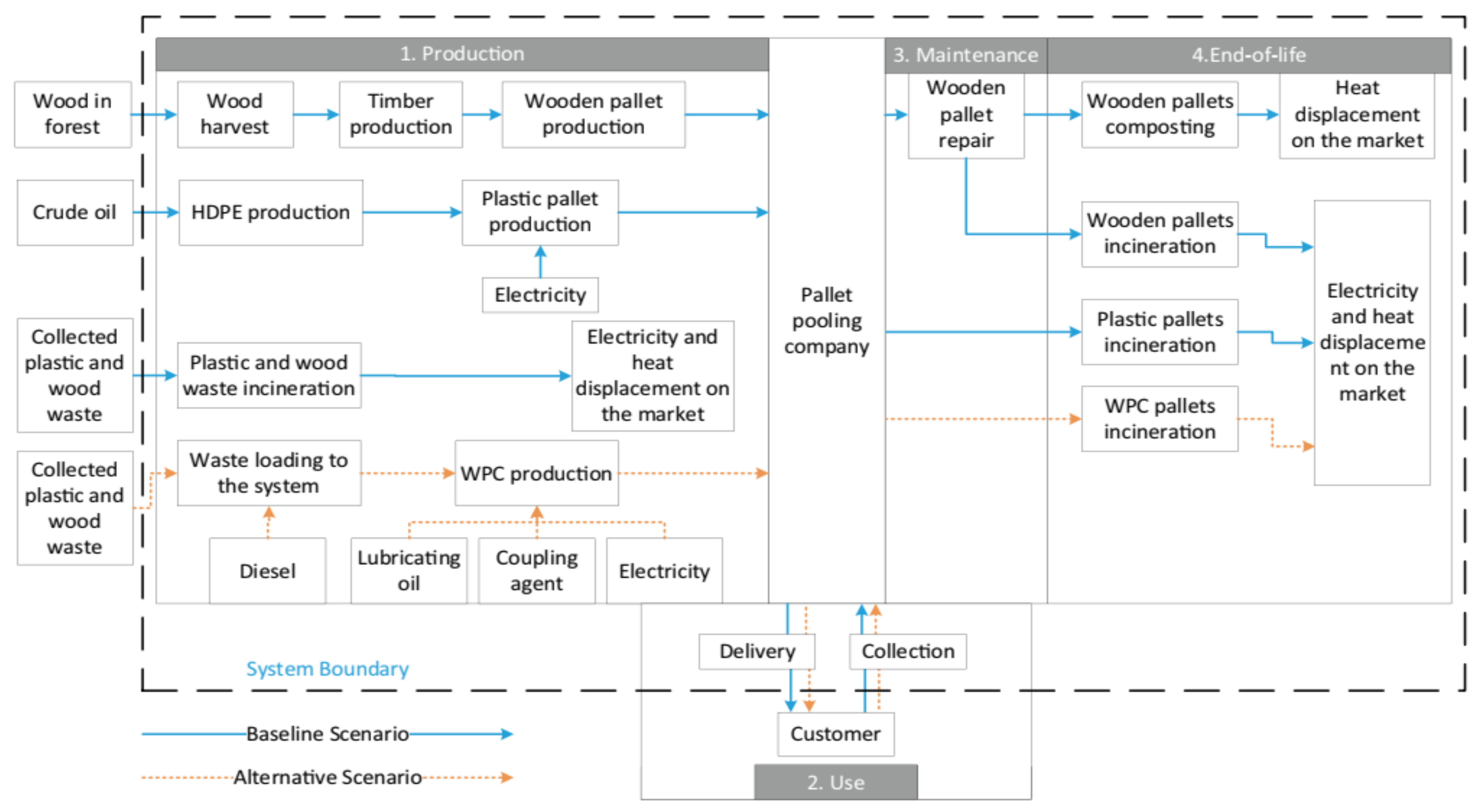
4. Life Cycle Assessment of WPCs
5. Applications of WPCs
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taylor, A.M.; Gartner, B.L.; Morrell, J.J.; Tsunoda, K. Effects of heartwood extractive fractions of Thuja plicata and Chamaecyparis nootkatensis on wood degradation by termites or fungi. J. Wood Sci. 2006, 52, 147–153. [Google Scholar] [CrossRef]
- Emons, A.M.C.; Höfte, H.; Mulder, B.M. Microtubules and cellulose microfibrils: How intimate is their relationship? Trends Plant Sci. 2007, 12, 279–281. [Google Scholar] [CrossRef] [PubMed]
- Berglund, L.A.; Burgert, I. Bioinspired Wood Nanotechnology for Functional Materials. Adv. Mater. 2018, 30, e1704285. [Google Scholar] [CrossRef] [PubMed]
- Clemons, C. Wood-plastic composites in the United States: The interfacing of two industries. For. Prod. J. 2002, 52, 10–18. [Google Scholar]
- Rowell, R.M. Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- El-Haggar, S.M.; Kamel, M.A. Wood plastic composites. In Advances in Composite Materials: Analysis of Natural and Man-Made Material; In Tech: London, UK, 2011; pp. 325–344. [Google Scholar] [CrossRef]
- Ghasem, J.M. Economic model assessment of wood–polymer composites production from agricultural wastes. Ann. Biol. Res. 2013, 4, 169–174. [Google Scholar]
- Roig, I. Biocomposites for interior facades and partitions to improve air quality in new buildings and restorations. Reinf. Plast. 2018, 62, 270–274. [Google Scholar] [CrossRef]
- Rajeshkumar, L. Biodegradable polymer blends and composites from renewable Resources. In Biodegradable Polymer Blends and Composites; Sanjay, M.R., Parameswaranpillai, J., Suchart, S., Ramesh, M., Eds.; Woodhead Publishing, Elsevier: Cambridge, UK, 2021; pp. 527–549. [Google Scholar] [CrossRef]
- Huang, R.; Xiong, W.; Xu, X.; Wu, Q. Thermal expansion behavior of co-extruded wood-plastic composites with glass-fiber reinforced shells. Bioresources 2012, 7, 5514–5526. [Google Scholar] [CrossRef]
- Ramesh, M. Wood flour filled thermoset composites. Mater. Res. Found. 2018, 38, 33–65. [Google Scholar]
- Hietala, M.; Samuelsson, E.; Niinimäki, J.; Oksman, K. The effect of pre-softened wood chips on wood fibre aspect ratio and mechanical properties of wood–polymer composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 2110–2116. [Google Scholar] [CrossRef]
- Aref, I.; Nasser, R.; Ali, I.; Al-Mefarrej, H.; Al-Zahrani, S. Effects of aqueous extraction on the performance and properties of polypropylene/wood composites from Phoenix dactylifera and Acacia tortilis wood. J. Reinf. Plast. Compos. 2013, 32, 476–489. [Google Scholar] [CrossRef]
- Batra, R.; Gopinath, G.; Zheng, J. Damage and failure in low energy impact of fiber-reinforced polymeric composite laminates. Compos. Struct. 2012, 94, 540–547. [Google Scholar] [CrossRef]
- Saravana Kumar, A.; Maivizhi Selvi, P.; Rajeshkumar, L. Delamination in drilling of sisal/banana reinforced composites produced by hand lay-up process. Appl. Mech. Mater. 2017, 867, 29–33. [Google Scholar] [CrossRef]
- Hani, A.R.A.; Seang, C.T.; Ahmad, R.; Mariatti, J.M. Impact and flexural properties of imbalance plain woven coir and kenaf composite. Appl. Mech. Mater. 2012, 271, 81–85. [Google Scholar] [CrossRef]
- Perisic, S.D.; Radovic, I.; Petrovic, M.; Marinković, A.; Stojanović, D.; Uskokovic, P.; Radojevic, V. Processing of hybrid wood plastic composite reinforced with short PET fibers. Mater. Manuf. Process. 2018, 33, 572–579. [Google Scholar] [CrossRef]
- Huysman, S.; Debaveye, S.; Schaubroeck, T.; De Meester, S.; Ardente, F.; Mathieux, F.; Dewulf, J. The recyclability benefit rate of closed-loop and open-loop systems: A case study on plastic recycling in Flanders. Resour. Conserv. Recycl. 2015, 101, 53–60. [Google Scholar] [CrossRef]
- Craciun, G.; Manaila, E.; Ighigeanu, D.; Stelescu, M.D. A method to improve the characteristics of EPDM rubber based eco-composites with electron beam. Polymers 2020, 12, 215. [Google Scholar] [CrossRef] [Green Version]
- Bhuvaneswari, V.; Priyadharshini, M.; Deepa, C.; Balaji, D.; Rajeshkumar, L.; Ramesh, M. Deep learning for material synthesis and manufacturing systems: A review. Mater. Today Proc. 2021, 46, 3263–3269. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Selvan, M.T.; Rajeshkumar, L.; Balaji, D.; Bhuvaneswari, V. Mechanical and water absorption properties of Calotropis gigantea plant fibers reinforced polymer composites. Mater. Today Proc. 2021, 46, 3367–3372. [Google Scholar] [CrossRef]
- Mansour, S.H.; El-Nashar, D.E.; Abd-El-Messieh, S.L. Effect of chemical treatment of wood flour on the properties of styrene butadiene rubber/polystyrene composites. J. Appl. Polym. Sci. 2006, 102, 5861–5870. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G. Effect of wood species on property and weathering performance of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1434–1440. [Google Scholar] [CrossRef]
- Guo, J.; Tang, Y.; Xu, Z. Wood plastic composite produced by nonmetals from pulverized waste printed circuit boards. Environ. Sci. Technol. 2010, 44, 463–468. [Google Scholar] [CrossRef] [PubMed]
- Oladejo, K.O.; Omoniyi, T.E. Dimensional stability and mechanical properties of wood plastic composites produced from sawdust of Anogeissus leiocarpus (Ayin) with recycled polyethylene teraphthalate (PET) chips. Eur. J. Appl. Eng. Sci. Res. 2017, 5, 28–33. [Google Scholar]
- Balaji, D.; Ramesh, M.; Kannan, T.; Deepan, S.; Bhuvaneswari, V.; Rajeshkumar, L. Experimental investigation on mechanical properties of banana/snake grass fiber reinforced hybrid composites. Mater. Today Proc. 2021, 42, 350–355. [Google Scholar] [CrossRef]
- Feifel, S.; Stübs, O.; Seibert, K.; Hartl, J. Comparing wood–polymer composites with solid wood: The case of sustainability of terrace flooring. Eur. J. Wood Wood Prod. 2015, 73, 829–836. [Google Scholar] [CrossRef]
- Toghyani, A.E.; Matthews, S.; Varis, J. Feasibility assessment of a wood-plastic composite post-production process: Cuttability. Proc. Manuf. 2018, 25, 271–278. [Google Scholar] [CrossRef]
- Puttasukkha, J.; Khongtong, S.; Chaowana, P. Curing behavior and bonding performance of urea formaldehyde resin admixed with formaldehyde scavenger. Wood Res. 2015, 60, 645–654. [Google Scholar]
- Horito, M.; Kurushima, N.; Ono, K.; Yazaki, Y. Plywood adhesives using PF resin with fibrillated bark slurry from radiata pine (Pinus radiata D. Don): Utilization of flavonoid compounds from bark and wood. J. Wood Sci. 2020, 66, 1–8. [Google Scholar] [CrossRef]
- Chung, T.C. Synthesis of functional polyolefin copolymers with graft and block structures. Prog. Polym. Sci. 2002, 27, 39–85. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Rajeshkumar, L.; Tamil Selvan, M.; Balaji, D. Influence of fiber surface treatment on the tribological properties of Calotropis gigantea plant fiber reinforced polymer composites. Polym. Compos. 2021, 42, 4308–4317. [Google Scholar] [CrossRef]
- Kim, S.; Lee, Y.K.; Kim, H.J.; Lee, H.H. Physico-mechanical properties of particleboards bonded with pine and wattle tannin-based adhesives. J. Adhes. Sci. Technol. 2003, 17, 1863–1875. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, W.; Zhang, S.; Li, J. Preparation and characterization of microencapsulated ammonium polyphosphate with UMF and its application in WPCs. Constr. Build. Mater. 2014, 65, 151–158. [Google Scholar] [CrossRef]
- Bakar, M.A.; Ishak, Z.M.; Taib, R.M.; Rozman, H.D.; Jani, S.M. Flammability and mechanical properties of wood flour-filled polypropylene composites. J. Appl. Polym. Sci. 2010, 116, 2714–2722. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Akbulut, T.; Dundar, T.; White, R.H.; Mengeloglu, F.; Buyuksari, U.; Avci, E. Effect of boron and phosphate compounds on physical, mechanical, and fire properties of wood–polypropylene composites. Constr. Build. Mater. 2012, 33, 63–69. [Google Scholar] [CrossRef]
- Seefeldt, H.; Braun, U.; Wagner, M.H. Residue stabilization in the fire retardancy of wood–plastic composites: Combination of ammonium polyphosphate, expandable graphite, and red phosphorus. Macromol. Chem. Phys. 2012, 213, 2370–2377. [Google Scholar] [CrossRef]
- Kratofil Krehula, L.; Katančić, Z.; Marić, G.; Hrnjak-Murgić, Z. Study of fire retardancy and thermal and mechanical properties of HDPE-wood composites. J. Wood Chem. Technol. 2015, 35, 412–423. [Google Scholar] [CrossRef]
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent advances in the development of fire-resistant biocomposites—A review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Deepa, C.; Tamil Selvan, M.; Kushvaha, V.; Asrofi, M. Impact of silane treatment on characterization of ipomoea staphylina plant fiber reinforced epoxy composites. J. Nat. Fibers 2021, 1–12. [Google Scholar] [CrossRef]
- Pan, M.; Mei, C.; Du, J.; Li, G. Synergistic effect of nano silicon dioxide and ammonium polyphosphate on flame retardancy of wood fiber–polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2014, 66, 128–134. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Sun, Z.; Huang, P.; Li, Y.-Q.; Hu, N. Some basic aspects of polymer nanocomposites: A critical review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Devarajan, B.; Saravanakumar, R.; Sivalingam, S.; Bhuvaneswari, V.; Karimi, F.; Rajeshkumar, L. Catalyst derived from wastes for biofuel production: A critical review and patent landscape analysis. Appl. Nanosci. 2021, 1–25. [Google Scholar] [CrossRef]
- WRAP. Plastics Market Situation Report. 2019. Available online: https://wrap.org.uk/resources/market-situation-reports/plastics-2019 (accessed on 24 November 2021).
- WWF. Reuse and Recycling. 2016. Available online: http://forestsolutions.panda.org/solutions/reuse-and-recycling (accessed on 17 November 2021).
- Cheng, H.; Chen, C.; Wu, S.; Mirza, Z.A.; Liu, Z. Emergy evaluation of cropping, poultry rearing, and fish raising systems in the drawdown zone of three gorges reservoir of China. J. Clean. Prod. 2017, 144, 559–571. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Niranjana, K.; Rajeshkumar, L.; Bhoopathi, R.; Balaji, D. Influence of Haritaki (Terminalia chebula) nano-powder on thermo-mechanical, water absorption and morphological properties of Tindora (Coccinia grandis) tendrils fiber reinforced epoxy composites. J. Nat. Fibers 2021, 1–17. [Google Scholar] [CrossRef]
- Ilic, D.D.; Eriksson, O.; Ödlund, L.; Åberg, M. No zero-burden assumption in a circular economy. J. Clean. Prod. 2018, 182, 352–362. [Google Scholar] [CrossRef]
- Bolin, C.A.; Smith, S. Life cycle assessment of ACQ-treated lumber with comparison to wood plastic composite decking. J. Clean. Prod. 2011, 19, 620–629. [Google Scholar] [CrossRef]
- Sun, G.; Ibach, R.E.; Faillace, M.; Gnatowski, M.; Glaeser, J.A.; Haight, J. Laboratory and exterior decay of wood–plastic composite boards: Voids analysis and computed tomography. Wood Mater. Sci. Eng. 2017, 12, 263–278. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Balaji, D. Influence of process parameters on the properties of additively manufactured fiber-reinforced polymer composite materials: A review. J. Mater. Eng. Perform. 2021, 30, 4792–4807. [Google Scholar] [CrossRef]
- Korol, J.; Burchart-Korol, D.; Pichlak, M. Expansion of environmental impact assessment for eco-efficiency evaluation of biocomposites for industrial application. J. Clean. Prod. 2016, 113, 144–152. [Google Scholar] [CrossRef]
- Ashori, A.; Tabarsa, T.; Amosi, F. Evaluation of using waste timber railway sleepers in wood–cement composite materials. Constr. Build. Mater. 2012, 27, 126–129. [Google Scholar] [CrossRef]
- Li, M.; Khelifa, M.; Khennane, A.; El Ganaoui, M. Structural response of cement-bonded wood composite panels as permanent formwork. Compos. Struct. 2019, 209, 13–22. [Google Scholar] [CrossRef]
- Liikanen, M.; Grönman, K.; Deviatkin, I.; Havukainen, J.; Hyvärinen, M.; Kärki, T.; Varis, J.; Soukka, R.; Horttanainen, M. Construction and demolition waste as a raw material for wood polymer composites—Assessment of environmental impacts. J. Clean. Prod. 2019, 225, 716–727. [Google Scholar] [CrossRef]
- Osburg, V.S.; Strack, M.; Toporowski, W. Consumer acceptance of Wood-Polymer Composites: A conjoint analytical approach with a focus on innovative and environmentally concerned consumers. J. Clean. Prod. 2016, 110, 180–190. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Bhoopathi, R. Carbon substrates: A review on fabrication, properties and applications. Carbon Lett. 2021, 31, 557–580. [Google Scholar] [CrossRef]
- Partanen, A.; Carus, M. Wood and natural fiber composites current trend in consumer goods and automotive parts. Reinf. Plast. 2016, 60, 170–173. [Google Scholar] [CrossRef]
- Friedrich, D. Welfare effects from eco-labeled crude oil preserving wood-polymer composites: A comprehensive literature review and case study. J. Clean. Prod. 2018, 188, 625–637. [Google Scholar] [CrossRef]
- Ashori, A. Wood–plastic composites as promising green-composites for automotive industries. Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Friedrich, D.; Luible, A. Standard-compliant development of a design value for wood–plastic composite cladding: An application-oriented perspective. Case Stud. Struct. Eng. 2016, 5, 13–17. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, M.; Rajeshkumar, L.; Bhuvaneswari, V. Leaf fibres as reinforcements in green composites: A review on processing, properties and applications. Emergent Mater. 2021, 1–25. [Google Scholar] [CrossRef]
- Sahayaraj, A.F.; Muthukrishnan, M.; Ramesh, M.; Rajeshkumar, L. Effect of hybridization on properties of tamarind (Tamarindus indica L.) seed nano-powder incorporated jute-hemp fibers reinforced epoxy composites. Polym. Compos. 2021, 42, 6611–6620. [Google Scholar] [CrossRef]
- Fortini, A.; Mazzanti, V. Combined effect of water uptake and temperature on wood polymer composites. J. Appl. Polym. Sci. 2018, 135, 46674. [Google Scholar] [CrossRef]
- Zavadskas, E.K.; Antucheviciene, J.; Šaparauskas, J.; Turskis, Z. Multi-criteria assessment of facades’ alternatives: Peculiarities of ranking methodology. Proc. Eng. 2013, 57, 107–112. [Google Scholar] [CrossRef] [Green Version]
- Javier, C.S.; Sergio, A.R.; Roberto, Z.G.; Jorge, D.D. Optimization of the tensile and flexural strength of a wood-pet composite. Ing. Investig. Tecnol. 2015, 16, 105–112. [Google Scholar] [CrossRef] [Green Version]
- Binhussain, M.A.; El-Tonsy, M.M. Palm leave and plastic waste wood compositefor out-door structures. Constr. Build. Mater. 2013, 47, 1431–1435. [Google Scholar] [CrossRef] [Green Version]
- Aizat, A.G.; Paiman, B.; Lee, S.H.; Zaidon, A. Physico-mechanical properties and formaldehyde emission of rubberwood particleboard made with uf resin admixed with ammonium and aluminium-based hardeners. Pertanika J. Sci. Technol. 2019, 27, 473–488. [Google Scholar]
- Pickering, K.; Efendy, M.A.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Mohankumar, D.; Amarnath, V.; Bhuvaneswari, V.; Saran, S.P.; Saravanaraj, K.; Gogul, M.S.; Rajeshkumar, L. Extraction of plant based natural fibers–A mini review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1145, p. 012023. [Google Scholar]
- Wolcott, M.P.; Englund, K. A technology review of wood-plastic composites. In Proceedings of the 33rd International Particleboard/Composite Materials Symposium, Washington State University, Washington, DC, USA, 13–15 April 1999; pp. 103–111. [Google Scholar]
- Rahman, K.S.; Islam, N.; Rahman, M.; Hannan, O.; Dungani, R.; Khalil, H.A. Flat-pressed wood plastic composites from sawdust and recycled polyethylene terephthalate (PET): Physical and mechanical properties. SpringerPlus 2013, 2, 629. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wilczyński, K.; Buziak, K.; Lewandowski, A.; Nastaj, A.; Wilczyński, K. Rheological basics for modeling of extrusion process of wood polymer composites. Polymers 2021, 13, 622. [Google Scholar] [CrossRef]
- Maldas, D.; Kokta, B.V. Composite molded products based on recycled polypropylene and woodflour. J. Thermoplast. Compos. Mater. 1995, 8, 420–434. [Google Scholar] [CrossRef]
- Kaymakci, A.; Ayrilmis, N. Surface roughness and wettability of polypropylene composites filled with fast-growing biomass: Paulownia elongata wood. J. Compos. Mater. 2014, 48, 951–957. [Google Scholar] [CrossRef]
- Cavdar, A.D.; Mengeloğlu, F.; Karakus, K. Effect of boric acid and borax on mechanical, fire and thermal properties of wood flour filled high density polyethylene composites. Measurement 2015, 60, 6–12. [Google Scholar] [CrossRef]
- Spinace, M.A.; Lambert, C.S.; Fermoselli, K.K.; De Paoli, M.A. Characterization of lignocellulosic curaua fibres. Carbohydr. Polym. 2009, 77, 47–53. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O. Creep and impact properties of wood fibre–polypropylene composites: Influence of temperature and moisture content. Compos. Sci. Technol. 2004, 64, 693–700. [Google Scholar] [CrossRef]
- Umemura, T.; Arao, Y.; Nakamura, S.; Tomita, Y.; Tanaka, T. Synergy effects of wood flour and fire retardants in flammability of wood-plastic composites. Energy Proc. 2014, 56, 48–56. [Google Scholar] [CrossRef] [Green Version]
- Nörnberg, B.; Borchardt, E.; Luinstra, G.A.; Fromm, J. Wood plastic composites from poly(propylene carbonate) and poplar wood flour – Mechanical, thermal and morphological properties. Eur. Polym. J. 2014, 51, 167–176. [Google Scholar] [CrossRef]
- Sain, M.M.; Balatinecz, J.; Law, S. Creep fatigue in engineered wood fiber and plastic compositions. J. Appl. Polym. Sci. 2000, 77, 260–268. [Google Scholar] [CrossRef]
- Grubbström, G.; Oksman, K. Influence of wood flour moisture content on the degree of silane-crosslinking and its relationship to structure–property relations of wood–thermoplastic composites. Compos. Sci. Technol. 2009, 69, 1045–1050. [Google Scholar] [CrossRef]
- Oyj, O. Environmental product declaration according to ISO 14025. In Cold Rolled Stainless Steel; Eco Europe Organization: Berlin, Germany, 2011. [Google Scholar]
- Charlet, K.; Saulnier, F.; Dubois, M.; Béakou, A. Improvement of wood polymer composite mechanical properties by direct fluorination. Mater. Des. 2015, 74, 61–66. [Google Scholar] [CrossRef]
- Ab Ghani, M.H.; Ahmad, S. The comparison of water absorption analysis between counterrotating and corotating twin-screw extruders with different antioxidants content in wood plastic composites. Adv. Mater. Sci. Eng. 2011, 2011, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Ayrilmis, N.; Benthien, J.T.; Thoemen, H. Effects of formulation variables on surface properties of wood plastic composites. Compos. Part B Eng. 2012, 43, 325–331. [Google Scholar] [CrossRef]
- Benthien, J.T.; Thoemen, H. Effects of raw materials and process parameters on the physical and mechanical properties of flat pressed WPC panels. Compos. Part A: Appl. Sci. Manuf. 2012, 43, 570–576. [Google Scholar] [CrossRef]
- Koohestani, B.; Darban, A.K.; Mokhtari, P.; Yilmaz, E.; Darezereshki, E. Comparison of different natural fiber treatments: A literature review. Int. J. Environ. Sci. Technol. 2019, 16, 629–642. [Google Scholar] [CrossRef]
- Fathi, B.; Harirforoush, M.; Foruzanmehr, M.; Elkoun, S.; Robert, M. Effect of TEMPO oxidation of flax fibers on the grafting efficiency of silane coupling agents. J. Mater. Sci. 2017, 52, 10624–10636. [Google Scholar] [CrossRef]
- Chauhan, V.; Kärki, T.; Varis, J. Review of natural fiber-reinforced engineering plastic composites, their applications in the transportation sector and processing techniques. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Akdogan, A.; Vanli, A.S. Wood-Reinforced Polymer Composites, Wood in Civil Engineering; Concu, G., Ed.; IntechOpen: London, UK, 2017. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Li, D.; Song, Z.; Shang, S.; Guo, Y. Preparation and properties of wood plastic composite reinforced by ultralong cellulose nanofibers. Polym. Compos. 2016, 37, 1206–1215. [Google Scholar] [CrossRef]
- Carrino, L.; Ciliberto, S.; Giorleo, G.; Prisco, U. Effect of filler content and temperature on steady-state shear flow of wood/high density polyethylene composites. Polym. Compos. 2011, 32, 796–809. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Park, C.B.; Islam, M.R.; Rizvi, G.M. Effects of lubricant content on extrusion processing and mechanical properties of wood flour–high density polyethylene composites. J. Thermoplast. Compos. Mater. 2011, 24, 155–171. [Google Scholar] [CrossRef]
- Mazzanti, V.; Mollica, F. A review of wood polymer composites rheology and its implications for processing. Polymers 2020, 12, 2304. [Google Scholar] [CrossRef] [PubMed]
- Santi, C.R.; Hage, E.; Vlachopoulos, J.; Correa, C.A. Rheology and processing of HDPE/wood flour composites. Int. Polym. Process. 2009, 24, 346–353. [Google Scholar] [CrossRef]
- Hristov, V. Melt flow instabilities of wood polymer composites. Compos. Interfaces 2009, 16, 731–750. [Google Scholar] [CrossRef]
- Li, T.Q.; Wolcott, M.P. Rheology of HDPE–wood composites. I. Steady state shear and extensional flow. Compos. Part A 2004, 35, 303–311. [Google Scholar] [CrossRef]
- Li, T.Q.; Wolcott, M.P. Rheology of wood plastics melt. Part 1. Capillary rheometry of HDPE filled with maple. Polym. Eng. Sci. 2005, 45, 549–559. [Google Scholar] [CrossRef]
- Li, T.Q.; Wolcott, M.P. Rheology of wood plastics melt, part 2: Effects of lubricating systems in HDPE/maple composites. Polym. Eng. Sci. 2006, 46, 464–473. [Google Scholar] [CrossRef]
- Kajaks, J.; Kalnins, K.; Matvejs, J. Rheological properties of wood-plastic composites based on polypropylene and birch wood plywood production residues. Key Eng. Mater. 2018, 762, 226–230. [Google Scholar] [CrossRef]
- Laufer, N.; Hansmann, H.; Koch, M. Rheological characterization of the flow behavior of wood plastic composites in consideration of different volume fractions of wood. J. Phys. Conf. Ser. 2017, 790, 012017. [Google Scholar] [CrossRef] [Green Version]
- Mazzanti, V.; Malagutti, L.; Blanchard, M.; Yi, S.; Mollica, F. In-line rheological properties of rubber toughened wood polymer composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 634, 012043. [Google Scholar] [CrossRef]
- Duretek, I.; Schuschnigg, S.; Gooneie, A.; Langecker, G.R.; Holzer, C. Rheological properties of wood polymer composites and their role in extrusion. J. Phys. Conf. Ser. 2015, 602, 012014. [Google Scholar] [CrossRef] [Green Version]
- Murayama, K.; Suzuki, S.; Kojima, Y.; Kobori, H.; Ito, H.; Ogoe, S.; Okamoto, M. The effects of different types of maleic anhydride-modified polypropylene on the physical and mechanical properties of polypropylene-based wood/plastic composites. J. Wood Chem. Technol. 2018, 38, 224–232. [Google Scholar] [CrossRef]
- Hristov, V.; Vlachopoulos, J. Thermoplastic silicone elastomer lubricant in extrusion of polypropylene wood flour composites. Adv. Polym. Technol. 2007, 26, 100–108. [Google Scholar] [CrossRef]
- Sapsrithong, P.; Puksattee, K.; Saewjaidee, K.; Pensuk, N.; Rattanapan, A. The influence of fiber surface treatment and SBR as impact modifier on rheological behavior and mechanical properties of wood plastic composite from acrylate-styrene-acrylonitrile and bagasse. Key Eng. Mater. 2017, 737, 281–286. [Google Scholar] [CrossRef]
- Kaseem, M.; Hamad, K.; Deri, F.; Ko, Y.G. Effect of wood fibers on the rheological and mechanical properties of polystyrene/wood composites. J. Wood Chem. Technol. 2017, 37, 251–260. [Google Scholar] [CrossRef]
- He, P.; Bai, S.; Wang, Q. Structure and performance of poly(vinyl alcohol)/wood powder composite prepared by thermal processing and solid state shear milling technology. Compos. Part B 2016, 99, 373–380. [Google Scholar] [CrossRef]
- Scaffaro, R.; Morreale, M.; Lo Re, G.; La Mantia, F.P. Effect of the processing techniques on the properties of ecocomposites based on vegetable oil-derived Mater-Bi and wood flour. J. Appl. Polym. Sci. 2009, 114, 2855–2863. [Google Scholar] [CrossRef]
- Bi, H.; Ren, Z.; Guo, R.; Xu, M.; Song, Y. Fabrication of flexible wood flour/thermoplastic polyurethane elastomer composites using fused deposition molding. Ind. Crop. Prod. 2018, 122, 76–84. [Google Scholar] [CrossRef]
- Mazzanti, V.; Mollica, F. Rheology of wood flour filled poly(lactic acid). Proc. Eng. 2017, 200, 61–67. [Google Scholar] [CrossRef]
- Durmus, A.; Ozcan, M.; Aydin, I. Quantifying effects of compositional variations on microstructural properties of polypropylene-wood fiber composites by melt rheology and tensile test data. J. Compos. Mater. 2018, 53, 503–514. [Google Scholar] [CrossRef]
- Prado Bettini, S.H.; Pereira de Miranda Josefovich, M.P.; Riveros Munoz, P.A.; Lotti, C.; Capparelli Mattoso, L.H. Effect of lubricant on mechanical and rheological properties of compatibilized PP/sawdust composites. Carbohydr. Polym. 2013, 94, 800–806. [Google Scholar] [CrossRef] [Green Version]
- Ghasemi, I.; Azizi, H.; Naeimian, N. Rheological behaviour of polypropylene/kenaf fibre/wood flour hybrid composites. Iran. Polym. J. 2008, 17, 191–198. [Google Scholar]
- Dai, L.; Wang, X.; Zhang, J.; Wang, F.; Ou, R.; Song, Y. Effects of lubricants on the rheological and mechanical properties of wood flour/polypropylene composites. J. Appl. Polym. Sci. 2019, 136, 47667. [Google Scholar] [CrossRef]
- Soury, E.; Behravesh, A.H.; Rizvi, G.M.; Jam, N.J. Rheological investigation of wood–polypropylene composites in rotational plate rheometer. J. Polym. Environ. 2012, 20, 998–1006. [Google Scholar] [CrossRef]
- Wang, P.; Liu, J.; Yu, W.; Zhou, C. Dynamic rheological properties of wood polymer composites: From linear to nonlinear behaviors. Polym. Bull. 2011, 66, 683–701. [Google Scholar] [CrossRef]
- Gao, H.; Xie, Y.; Ou, R.; Wang, Q. Grafting effects of polypropylene/polyethylene blends with maleic anhydride on the properties of the resulting wood-plastic composites. Compos. Part A 2012, 43, 150–157. [Google Scholar] [CrossRef]
- Habibi, M.; Najafi, S.K.; Ghasemi, I. Rheological and mechanical properties of composites made from wood flour and recycled LDPE/HDPE blend. Iran. Polym. J. 2017, 26, 949–956. [Google Scholar] [CrossRef]
- Twite-Kabamba, E.; Fassi Fehri, Z.; Rodrigue, D. Properties of recycled LDPE/birch fibre composites. Prog. Rubber Plast. Recycl. Technol. 2011, 27, 1–20. [Google Scholar] [CrossRef]
- Hong, H.; Liao, H.; Zhang, H.; He, H.; Liu, T.; Jia, D. Significant improvement in performance of recycled polyethylene/wood flour composites by synergistic compatibilization at multi-scale interfaces. Compos. Part A 2014, 64, 90–98. [Google Scholar] [CrossRef]
- Koohestani, B.; Ganetri, I.; Yilmaz, E. Effects of silane modified minerals on mechanical, microstrucutral, thermal and rheological properties of wood plastic composites. Compos. Part B 2017, 111, 103–111. [Google Scholar] [CrossRef]
- Yang, B.; Liang, C.W.; Lu, F.X.; Chen, P.; Chen, Q.T.; Chen, J.; Hu, L.; Xia, R.; Miao, J.B.; Qian, J.S.; et al. Effect of bamboo flour (BF) content on the dynamic rheological characteristics of BF-filled high-density polyethylene (HDPE). J. Macromol. Sci. Part B 2019, 58, 341–354. [Google Scholar] [CrossRef]
- Li, T.Q.; Wolcott, M.P. Rheology of wood plastics melt, Part 3: Nonlinear nature of the flow. Polym. Eng. Sci. 2006, 46, 114–121. [Google Scholar] [CrossRef]
- Tazi, M.; Erchiqui, F.; Godard, F.; Kaddami, H.; Ajji, A. Characterization of rheological and thermo-physical properties of HDPE-wood composite. J. Appl. Polym. Sci. 2014, 131, 40495. [Google Scholar] [CrossRef]
- Adebayo, G.O.; Hassan, A.; Yahya, R.; Okieimen, F.; Sarih, N.M. Dynamic rheological properties of spotted mangrove/high density polyethylene composites. J. Thermoplast. Compos. Mater. 2019, 34, 1273–1285. [Google Scholar] [CrossRef]
- Hong, H.; Guo, Q.; Zhang, H.; He, H. Effect of interfacial modifiers and wood flour treatment on the rheological properties of recycled polyethylene/wood flour composites. Prog. Rubber Plast. Recycl. Technol. 2019, 36, 31–46. [Google Scholar] [CrossRef]
- Funk, M.; Wimmer, R.; Adamopoulos, S. Diatomaceous earth as an inorganic additive to reduce formaldehyde emissions from particleboards. Wood Mater. Sci. Eng. 2017, 12, 92–97. [Google Scholar] [CrossRef]
- Song, Y.H.; Seo, J.H.; Choi, Y.S.; Kim, D.H.; Choi, B.H.; Cha, H.J. Mussel adhesive protein as an environmentally-friendly harmless wood furniture adhesive. Int. J. Adhes. Adhes. 2016, 70, 260–264. [Google Scholar] [CrossRef]
- Osemeahon, S.A.; Maitera, O.N.; Hotton, A.J.; Dimas, B.J. Influence of starch addition on properties of urea formaldehyde/starch copolymer blends for application as a binder in the coating industry. J. Environ. Chem. Ecotoxicol. 2013, 5, 181–189. [Google Scholar]
- Park, B.D.; Chang Kang, E.; Yong Park, J. Effects of formaldehyde to urea mole ratio on thermal curing behavior of urea–formaldehyde resin and properties of particleboard. J. Appl. Polym. Sci. 2006, 101, 1787–1792. [Google Scholar] [CrossRef]
- Wieland, S.; Pizzi, A.; Grigsby, W.; Warnes, J.; Pichelin, F. Microcrystallinity and colloidal peculiarities of UF/isocyanate hybrid resins. J. Appl. Polym. Sci. 2007, 104, 2633–2636. [Google Scholar] [CrossRef]
- Gu, J.Y.; Zuo, Y.F.; Zhang, Y.H.; Tan, H.Y.; Bin Zhu, L.; Shen, J. Preparation of plywood using starch adhesives modified with isocyanate. Appl. Mech. Mater. 2010, 26-28, 1065–1068. [Google Scholar] [CrossRef]
- Li, H.L.; Liu, G.J.; Zhang, G.X.; Hu, B.; Yu, D.P.; Chen, S.W. The latest progress in study on starch-based adhesives. Chem. Adhes. 2008, 5. [Google Scholar]
- Park, B.D.; Causin, V. Crystallinity and domain size of cured urea–formaldehyde resin adhesives with different formaldehyde/urea mole ratios. Eur. Polym. J. 2013, 49, 532–537. [Google Scholar] [CrossRef]
- Qiao, Z.; Gu, J.; Lv, S.; Cao, J.; Tan, H.; Zhang, Y. Preparation and properties of isocyanate prepolymer/corn starch adhesive. J. Adhes. Sci. Technol. 2015, 29, 1368–1381. [Google Scholar] [CrossRef]
- Shi, J.Y.; Tang, Y.Y. Study on the Rice Straw-Particleboard by Starch-Based API Adhesive. Adv. Mater. Res. 2010, 113, 1017–1020. [Google Scholar] [CrossRef]
- Imam, S.H.; Gordon, S.H.; Mao, L.; Chen, L. Environmentally friendly wood adhesive from a renewable plant polymer: Characteristics and optimization. Polym. Degrad. Stab. 2001, 73, 529–533. [Google Scholar] [CrossRef]
- Basta, A.; El Saied, H.; Lotfy, V.F. Performance of rice straw-based composites using environmentally friendly polyalcoholic polymers-based adhesive system. Pigment. Resin Technol. 2013, 42, 24–33. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Z.; Gu, Z.; Hong, Y.; Cheng, L. Preparation, characterization and properties of starch-based wood adhesive. Carbohydr. Polym. 2012, 88, 699–706. [Google Scholar] [CrossRef]
- Park, B.D.; Kim, Y.S.; Riedl, B. Effect of wood-fiber characteristics on medium density fiberboard (MDF) performance. J. Korean Wood Sci. Technol. 2001, 29, 27–35. [Google Scholar]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Alonso, M.V.; Rodríguez, J.J.; Oliet, M.; Rodríguez, F.; Garcia, J.; Gilarranz, M.A. Characterization and structural modification of ammonic lignosulfonate by methylolation. J. Appl. Polym. Sci. 2001, 82, 2661–2668. [Google Scholar] [CrossRef]
- Capanema, E.A.; Balakshin, M.Y.; Chen, C.L.; Gratzl, J.S.; Gracz, H. Structural analysis of residual and technical lignins by 1H-13C correlation 2D NMR-spectroscopy. Holzforschung 2001, 55, 302–308. [Google Scholar] [CrossRef]
- Da Silva, C.G.; Grelier, S.; Pichavant, F.; Frollini, E.; Castellan, A. Adding value to lignins isolated from sugarcane bagasse and Miscanthus. Ind. Crop. Prod. 2013, 42, 87–95. [Google Scholar] [CrossRef]
- Cybulska, I.; Brudecki, G.; Rosentrater, K.; Julson, J.L.; Lei, H. Comparative study of organosolv lignin extracted from prairie cord grass, switch grass and corn stover. Bioresour. Technol. 2012, 118, 30–36. [Google Scholar] [CrossRef]
- Ma, R.; Xu, Y.; Zhang, X. Catalytic oxidation of biorefinery lignin to value-added chemicals to support sustainable biofuel production. ChemSusChem 2015, 8, 24–51. [Google Scholar]
- Imam, S.H.; Bilbao-Sainz, C.; Chiou, B.S.; Glenn, G.M.; Orts, W.J. Biobased adhesives, gums, emulsions, and binders: Current trends and future prospects. J. Adhes. Sci. Technol. 2013, 27, 1972–1997. [Google Scholar] [CrossRef]
- Hu, L.; Pan, H.; Zhou, Y.; Zhang, M. Methods to improve lignin’s reactivity as a phenol substitute and as replacement for other phenolic compounds: A brief review. BioResources 2011, 6, 3515–3525. [Google Scholar] [CrossRef]
- Ferdosian, F.; Pan, Z.; Gao, G.; Zhao, B. Bio-based adhesives and evaluation for wood composites application. Polymers 2017, 9, 70. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kai, D.; Tan, M.J.; Chee, P.L.; Chua, Y.K.; Yap, Y.L.; Loh, X.J. Towards lignin-based functional materials in a sustainable world. Green Chem. 2016, 18, 1175–1200. [Google Scholar] [CrossRef]
- Zhao, W.; Xiao, L.P.; Song, G.; Sun, R.C.; He, L.; Singh, S.; Cheng, G. From lignin subunits to aggregates: Insights into lignin solubilization. Green Chem. 2017, 19, 3272–3281. [Google Scholar] [CrossRef]
- Pizzi, A.; Salvadó, J. Lignin-based wood panel adhesives without formaldehyde. Holz Roh Werkst. 2007, 65, 65–70. [Google Scholar]
- Navarrete, P.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H.; Rode, K.; Rigolet, S. Low formaldehyde emitting biobased wood adhesives manufactured from mixtures of tannin and glyoxylated lignin. J. Adhes. Sci. Technol. 2012, 26, 1667–1684. [Google Scholar] [CrossRef]
- Mansouri, H.R.; Navarrete, P.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H.; Rigolet, S. Synthetic-resin-free wood panel adhesives from mixed low molecular mass lignin and tannin. Eur. J. Wood Wood Prod. 2011, 69, 221–229. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Wu, J.Q.; Li, H.; Yuan, T.Q.; Wang, Y.Y.; Sun, R.C. Heat treatment of industrial alkaline lignin and its potential application as an adhesive for green wood–lignin composites. ACS Sustain. Chem. Eng. 2017, 5, 7269–7277. [Google Scholar] [CrossRef]
- Kües, U. (Ed.) Wood Production, Wood Technology, and Biotechnological Impacts; Universitätsverlag Göttingen: Göttingen, Germany, 2007. [Google Scholar]
- Pizzi, A. Wood products and green chemistry. Ann. For. Sci. 2016, 73, 185–203. [Google Scholar] [CrossRef] [Green Version]
- Dunky, M. Adhesives based on formaldehyde condensation resins. In Macromolecular Symposia; Wiley-VCH Verlag: Weinheim, Germany, 2004; Volume 217, pp. 417–430. [Google Scholar]
- Ghahri, S.; Pizzi, A.; Mohebby, B.; Mirshokraie, A.; Mansouri, H.R. Soy-based, tannin-modified plywood adhesives. J. Adhes. 2016, 94, 218–237. [Google Scholar] [CrossRef]
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Roffael, E.; Dix, B.; Okum, J. Use of spruce tannin as a binder in particleboards and medium density fiberboards (MDF). Holz Roh Werkst. 2000, 58, 301–305. [Google Scholar] [CrossRef]
- López-Suevos, F.; Riedl, B. Effects of Pinus pinaster bark extracts content on the cure properties of tannin-modified adhesives and on bonding of exterior grade MDF. J. Adhes. Sci. Technol. 2003, 17, 1507–1522. [Google Scholar] [CrossRef]
- Gonultas, O. Properties of pine bark tannin-based adhesive produced with various hardeners. Bioresources 2018, 13, 9066–9078. [Google Scholar] [CrossRef]
- Ucar, M.B.; Ucar, G.; Pizzi, A.; Gonultas, O. Characterization of Pinus brutia bark tannin by MALDI-TOF MS and 13C NMR. Ind. Crop. Prod. 2013, 49, 697–704. [Google Scholar] [CrossRef]
- Özacar, M.; Soykan, C.; ŞengïlI, A. Studies on synthesis, characterization, and metal adsorption of mimosa and valonia tannin resins. J. Appl. Polym. Sci. 2006, 102, 786–797. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Li, C.; Gu, Z.; Cheng, L.; Hong, Y. Effects of montmorillonite addition on the performance of starch-based wood adhesive. Carbohydr. Polym. 2015, 115, 394–400. [Google Scholar] [CrossRef]
- Santos, J.; Antorrena, G.; Freire, M.S.; Pizzi, A.; González-Álvarez, J. Environmentally friendly wood adhesives based on chestnut (Castanea sativa) shell tannins. Holz Roh Werkst. 2017, 75, 89–100. [Google Scholar] [CrossRef]
- Nath, S.K.; Islam, M.N.; Rahman, K.S.; Rana, M.N. Tannin-based adhesive from Ceriops decandra (Griff.) bark for the production of particleboard. J. Ind. Acad. Wood Sci. 2018, 15, 21–27. [Google Scholar] [CrossRef]
- Cui, J.; Lu, X.; Zhou, X.; Chrusciel, L.; Deng, Y.; Zhou, H.; Brosse, N. Enhancement of mechanical strength of particleboard using environmentally friendly pine (Pinus pinaster L.) tannin adhesives with cellulose nanofibers. Ann. For. Sci. 2015, 72, 27–32. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.H.; Teramoto, Y.; Shiraishi, N. Resol-type phenolic resin from liquefied phenolated wood and its application to phenolic foam. J. Appl. Polym. Sci. 2002, 84, 468–472. [Google Scholar] [CrossRef]
- Chien, M.-Y.; Yang, C.-M.; Chen, C.-H. Effects of physical properties and processing methods on astragaloside IV and flavonoids content in Astragali radix. Molecules 2022, 27, 575. [Google Scholar] [CrossRef] [PubMed]
- Antov, P.; Savov, V.; Neykov, N. Sustainable bio-based adhesives for eco-friendly wood composites. A review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Qiao, W.; Li, S.; Guo, G.; Han, S.; Ren, S.; Ma, Y. Synthesis and characterization of phenol-formaldehyde resin using enzymatic hydrolysis lignin. J. Ind. Eng. Chem. 2015, 21, 1417–1422. [Google Scholar] [CrossRef]
- Norström, E.; Demircan, D.; Fogelström, L.; Khabbaz, F.; Malmström, E. Green binders for wood adhesives. Appl. Adhes. Bond. Sci. Technol. 2018, 1, 13–70. [Google Scholar]
- Gu, Y.; Cheng, L.; Gu, Z.; Hong, Y.; Li, Z.; Li, C. Preparation, characterization and properties of starch-based adhesive for wood-based panels. Int. J. Biol. Macromol. 2019, 134, 247–254. [Google Scholar] [CrossRef]
- Zhao, X.F.; Peng, L.Q.; Wang, H.L.; Wang, Y.B.; Zhang, H. Environment-friendly urea-oxidized starch adhesive with zero formaldehyde-emission. Carbohydr. Polym. 2018, 181, 1112–1118. [Google Scholar] [CrossRef]
- Qiao, Z.; Gu, J.; Lv, S.; Cao, J.; Tan, H.; Zhang, Y. Preparation and properties of normal temperature cured starch-based wood adhesive. BioResources 2016, 11, 4839–4849. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Gu, Z.; Hong, Y.; Cheng, L.; Li, Z. Bonding strength and water resistance of starch-based wood adhesive improved by silica nanoparticles. Carbohydr. Polym. 2011, 86, 72–76. [Google Scholar] [CrossRef]
- Wang, P.; Cheng, L.; Gu, Z.; Li, Z.; Hong, Y. Assessment of starch-based wood adhesive quality by confocal Raman microscopic detection of reaction homogeneity. Carbohydr. Polym. 2015, 131, 75–79. [Google Scholar] [CrossRef]
- Tan, H.; Zhang, Y.; Weng, X. Preparation of the plywood using starch-based adhesives modified with blocked isocyanates. Proc. Eng. 2011, 15, 1171–1175. [Google Scholar] [CrossRef] [Green Version]
- Gadhave, R.V.; Mahanwar, P.A.; Gadekar, P.T. Starch-based adhesives for wood/wood composite bonding: Review. Open J. Polym. Chem. 2017, 7, 19–32. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.F.; Li, J.; Chen, Y.X.; Hou, C.M.; Wang, L. Room temperature curing process of urea-formaldehyde/starch composite and its mechanical properties. Thermosetting Resin 2010, 2010, 3. [Google Scholar]
- Samaržija-Jovanović, S.; Jovanović, V.; Konstantinović, S.; Marković, G.; Marinović-Cincović, M. Thermal behavior of modified urea–formaldehyde resins. J. Therm. Anal. Calorim. 2011, 104, 1159–1166. [Google Scholar] [CrossRef]
- Peng, L.; Xiaohua, W. Study on quick dry water resistant type oxidation modification starch adhesive. Packag. J. 2012, 3. [Google Scholar]
- Bloembergen, S.; Kappen, F.; Beelen, B. Environmentally friendly biopolymer adhesives and applications based thereon. U.S. Patent No. 6,921,430, 26 July 2005. [Google Scholar]
- Sun, J.; Li, L.; Cheng, H.; Huang, W. Preparation, characterization and properties of an organic siloxane-modified cassava starch-based wood adhesive. J. Adhes. 2018, 94, 278–293. [Google Scholar] [CrossRef]
- Wescott, J.M.; Frihart, C.R.; Traska, A.E. High-soy-containing water-durable adhesives. J. Adhes. Sci. Technol. 2006, 20, 859–873. [Google Scholar] [CrossRef]
- Li, K.; Peshkova, S.; Geng, X. Investigation of soy protein-kymene® adhesive systems for wood composites. J. Am. Oil Chem. Soc. 2004, 81, 487–491. [Google Scholar] [CrossRef]
- Lorenz, L.; Frihart, C.R.; Wescott, J.M. Analysis of soy flour/phenol-formaldehyde adhesives for bonding wood. In Proceedings of the Wood Adhesives 2005, San Diego, CA, USA, 2–4 November 2005; Forest Products Society: Madison, WI, USA, 2005; pp. 501–505. ISBN 1892529459. [Google Scholar]
- Cheng, H.N.; Ford, C.; Dowd, M.K.; He, Z. Use of additives to enhance the properties of cottonseed protein as wood adhesives. Int. J. Adhes. Adhes. 2016, 68, 156–160. [Google Scholar] [CrossRef] [Green Version]
- Yuan, C.; Chen, M.; Luo, J.; Li, X.; Gao, Q.; Li, J. A novel water-based process produces eco-friendly bio-adhesive made from green cross-linked soybean soluble polysaccharide and soy protein. Carbohydr. Polym. 2017, 169, 417–425. [Google Scholar] [CrossRef] [PubMed]
- Lei, H.; Pizzi, A.; Du, G. Environmentally friendly mixed tannin/lignin wood resins. J. Appl. Polym. Sci. 2008, 107, 203–209. [Google Scholar] [CrossRef]
- Zhang, Y.; Ding, L.; Gu, J.; Tan, H.; Zhu, L. Preparation and properties of a starch-based wood adhesive with high bonding strength and water resistance. Carbohydr. Polym. 2015, 115, 32–37. [Google Scholar] [CrossRef] [PubMed]
- Nwokocha, L.M. Adhesive properties of cyanoethyl starch. J. Adhes. Sci. Technol. 2011, 25, 893–902. [Google Scholar] [CrossRef]
- Pradyawong, S.; Qi, G.; Li, N.; Sun, X.S.; Wang, D. Adhesion properties of soy protein adhesives enhanced by biomass lignin. Int. J. Adhes. Adhes. 2017, 75, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Theng, D.; El Mansouri, N.E.; Arbat, G.; Ngo, B.; Delgado-Aguilar, M.; Pèlach, M.À.; Mutjé, P. Fiberboards made from corn stalk thermomechanical pulp and kraft lignin as a green adhesive. BioResources 2017, 12, 2379–2393. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Zhang, Y.; Li, X.; Luo, J.; Gao, Q.; Li, J. A high-performance bio-adhesive derived from soy protein isolate and condensed tannins. RSC Adv. 2017, 7, 21226–21233. [Google Scholar] [CrossRef] [Green Version]
- Santiago-Medina, F.; Foyer, G.; Pizzi, A.; Caillol, S.; Delmotte, L. Lignin-derived non-toxic aldehydes for ecofriendly tannin adhesives for wood panels. Int. J. Adhes. Adhes. 2016, 70, 239–248. [Google Scholar] [CrossRef]
- Xiao, Z.; Li, Y.; Wu, X.; Qi, G.; Li, N.; Zhang, K.; Sun, X.S. Utilization of sorghum lignin to improve adhesion strength of soy protein adhesives on wood veneer. Ind. Crop. Prod. 2013, 50, 501–509. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Gravitis, J.; Abolins, J.; Veveris, A.; Andzs, M.; Liitia, T.; Tamminen, T. Utilization of lignin powder for manufacturing self-binding HDF. Holzforschung 2017, 71, 555–561. [Google Scholar] [CrossRef]
- Abdullah, U.H.B.; Pizzi, A. Tannin-furfuryl alcohol wood panel adhesives without formaldehyde. Eur. J. Wood Wood Prod. 2013, 71, 131–132. [Google Scholar] [CrossRef]
- Yusof, M.F.M.; Hashim, R.; Bauk, S.; Sulaiman, O. Characterization of tannin-added Rhizophora spp. particleboards as phantom materials for photon beams. Ind. Crop. Prod. 2017, 95, 467–474. [Google Scholar] [CrossRef]
- Efhamisisi, D.; Thevenon, M.F.; Hamzeh, Y.; Karimi, A.N.; Pizzi, A.; Pourtahmasi, K. Induced tannin adhesive by boric acid addition and its effect on bonding quality and biological performance of poplar plywood. ACS Sustain. Chem. Eng. 2016, 4, 2734–2740. [Google Scholar] [CrossRef]
- Widyorini, R.; Nugraha, P.A.; Rahman, M.Z.A.; Prayitno, T.A. Bonding ability of a new adhesive composed of citric acid-sucrose for particleboard. BioResources 2016, 11, 4526–4535. [Google Scholar] [CrossRef]
- Fitzken Da Vinci, M.; Niro, J.; Kyriazopoulos, M.; Bianchi, S.; Mayer, I.; Eusebio, D.A.; Arboleda, J.R.; Pichelin, F. Development of medium-and low-density fibre boards made of coconut husk and bound with tannin-based adhesives. Int. Wood Prod. J. 2016, 7, 208–214. [Google Scholar] [CrossRef]
- Podschun, J.; Stücker, A.; Buchholz, R.I.; Heitmann, M.; Schreiber, A.; Saake, B.; Lehnen, R. Phenolated lignins as reactive precursors in wood veneer and particleboard adhesion. Ind. Eng. Chem. Res. 2016, 55, 5231–5237. [Google Scholar] [CrossRef]
- Cheng, H.N.; Ford, C.; Dowd, M.K.; He, Z. Effects of phosphorus-containing additives on soy and cottonseed protein as wood adhesives. Int. J. Adhes. Adhes. 2017, 77, 51–57. [Google Scholar] [CrossRef] [Green Version]
- Zheng, P.; Zeng, Q.; Lin, Q.; Fan, M.; Zhou, J.; Rao, J.; Chen, N. Investigation of an ambient temperature-curable soy-based adhesive for wood composites. Int. J. Adhes. Adhes. 2019, 95, 102429. [Google Scholar] [CrossRef]
- Hemmilä, V.; Stergios, A.; Olov, K.; Anuj, K. Development of sustainable bio-adhesives for engineered wood panels–A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G.; Wolcott, M.P.; Griffiths, P.R. Wood plastic composites weathering: Visual appearance and chemical changes. Polym. Degrad. Stab. 2008, 93, 1405–1414. [Google Scholar] [CrossRef]
- Butylina, S.; Hyvärinen, M.; Kärki, T. A study of surface changes of wood-polypropylene composites as the result of exterior weathering. Polym. Degrad. Stab. 2012, 97, 337–345. [Google Scholar] [CrossRef]
- Chaochanchaikul, K.; Rosarpitak, V.; Sombatsompop, N. Photodegradation profiles of PVC compound and wood/PVC composites under UV weathering. Express Polym. Lett. 2013, 7, 146–160. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Haque, N.; Al-Kafi, A.; Alam, M.N.; Abedin, M.Z. Jute Reinforced Polymer Composite by Gamma Radiation: Effect of Surface Treatment with UV Radiation. Polym. Technol. Eng. 2006, 45, 607–613. [Google Scholar] [CrossRef]
- Peng, Y.; Liu, R.; Cao, J.; Chen, Y. Effects of UV weathering on surface properties of polypropylene composites reinforced with wood flour, lignin, and cellulose. Appl. Surf. Sci. 2014, 317, 385–392. [Google Scholar] [CrossRef]
- Syah, A.S.; Rus, A.Z.M.; Aisyah, A.N.A.; Jais, F.H.M.; Sufian, N.A.; Zulhafiz, Z.M.; Amir, N. Physical and mechanical properties of injection molding for waste polypropylene rice husk composite (WPC) upon water absorption and UV irradiation exposure. Adv. Nat. Appl. Sci. 2018, 12, 32–37. [Google Scholar]
- Shkuro, A.E.; Artyomov, A.V.; Savinovskikh, A.V. Physicochemical WPC modification techniques. Key Eng. Mater. 2021, 887, 144–150. [Google Scholar] [CrossRef]
- Zhang, J.; Deng, H.; Taheri, A.; Ke, B.; Liu, C.; Yang, X. Degradation of physical and mechanical properties of sandstone subjected to freeze-thaw cycles and chemical erosion. Cold Reg. Sci. Technol. 2018, 155, 37–46. [Google Scholar] [CrossRef]
- Yu, Y.; Liu, R.; Huang, Y.; Meng, F.; Yu, W. Preparation, physical, mechanical, and interfacial morphological properties of engineered bamboo scrimber. Constr. Build. Mater. 2017, 157, 1032–1039. [Google Scholar] [CrossRef]
- Composites Made from Cellulose-Based Materials and Thermoplastics (Usually Called Wood-Polymer Composites (WPC) or Natural Fibre Composites (NFC)): Test Methods for Characterisation of Compounds and Products, prEN 15534-1. 2012. Available online: https://0-shop-bsigroup-com.brum.beds.ac.uk/products/composites-made-from-cellulose-based-materials-and-thermoplastics-usually-called-wood-polymer-composites-wpc-or-natural-fibre-composites-nfc-test-methods-for-characterisation-of-compounds-and-products/standard (accessed on 30 December 2021).
- Alnajjar, H.; Shaker, N.; Naguib, H.; Kandil, U.F.; Ahmed, H.; Farag, A.A. Enhancement of recycled WPC with epoxy nanocomposite coats. Egypt. J. Chem. 2019, 62, 555–563. [Google Scholar] [CrossRef]
- Mohamed, M.R.; Naguib, H.; El-Ghazawy, R.A.; Shaker, N.O.; Amer, A.A.; Soliman, A.M.; Kandil, U.F. Surface Activation of Wood Plastic Composites (WPC) for Enhanced Adhesion with Epoxy Coating. Mater. Perform. Charact. 2019, 8, 22–40. [Google Scholar] [CrossRef]
- Li, X.; Lei, B.; Lin, Z.; Huang, L.; Tan, S.; Cai, X. The utilization of bamboo charcoal enhances wood plastic composites with excellent mechanical and thermal properties. Mater. Des. 2014, 53, 419–424. [Google Scholar] [CrossRef]
- Srubar III, W.V.; Pilla, S.; Wright, Z.C.; Ryan, C.A.; Greene, J.P.; Frank, C.W.; Billington, S.L. Mechanisms and impact of fiber–matrix compatibilization techniques on the material characterization of PHBV/oak wood flour engineered biobased composites. Compos. Sci. Technol. 2012, 72, 708–715. [Google Scholar] [CrossRef]
- Sreekala, M.S.; George, J.; Kumaran, M.G.; Thomas, S. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with glass and oil palm fibres. Compos. Sci. Technol. 2002, 62, 339–353. [Google Scholar] [CrossRef]
- Jiang, H.; Pascal Kamdem, D.; Bezubic, B.; Ruede, P. Mechanical properties of poly (vinyl chloride)/wood flour/glass fiber hybrid composites. J. Vinyl Addit. Technol. 2003, 9, 138–145. [Google Scholar] [CrossRef]
- Rizvi, G.M.; Semeralul, H. Glass-fiber-reinforced wood/plastic composites. J. Vinyl Addit. Technol. 2008, 14, 39–42. [Google Scholar] [CrossRef]
- Al Maadeed, M.A.; Kahraman, R.; Khanam, P.N.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42, 289–294. [Google Scholar] [CrossRef]
- Marcovich, N.E.; Ostrovsky, A.N.; Aranguren, M.I.; Reboredo, M.M. Resin–Sisal and Wood Flour Composites Made from Unsaturated Polyester Thermosets. Compos. Interfaces 2009, 16, 639–657. [Google Scholar] [CrossRef]
- Valente, M.; Sarasini, F.; Marra, F.; Tirillò, J.; Pulci, G. Hybrid recycled glass fiber/wood flour thermoplastic composites: Manufacturing and mechanical characterization. Compos. Part A Appl. Sci. Manuf. 2011, 42, 649–657. [Google Scholar] [CrossRef]
- Sliwa, F.; El Bounia, N.-E.; Charrier, F.; Marin, G.; Malet, F. Mechanical and interfacial properties of wood and bio-based thermoplastic composite. Compos. Sci. Technol. 2012, 72, 1733–1740. [Google Scholar] [CrossRef]
- Cantero, G.; Arbelaiz, A.; Mugika, F.; Valea, A.; Mondragon, I. Mechanical behavior of wood/polypropylene composites: Effects of fibre treatments and ageing processes. J. Reinf. Plast. Compos. 2003, 22, 37–50. [Google Scholar] [CrossRef]
- Lindman, B.; Medronho, B.; Alves, L.; Costa, C.; Edlund, H.; Norgren, M. The relevance of structural features of cellulose and its interactions to dissolution, regeneration, gelation and plasticization phenomena. Phys. Chem. Chem. Phys. 2017, 19, 23704–23718. [Google Scholar] [CrossRef] [Green Version]
- Japanese Industrial Standards (JIS). Plastics-Determination of Charpy Impact Strength: Non-instrumented Impact Test. JIS K 7111-1. 2006. Available online: https://global.ihs.com/doc_detail.cfm?document_name=JIS%20K%207111%2D1&item_s_key=00488434 (accessed on 30 December 2021).
- Ghahri, S.; Najafi, S.K.; Mohebby, B.; Tajvidi, M. Impact strength improvement of wood flour–recycled polypropylene composites. J. Appl. Polym. Sci. 2012, 124, 1074–1080. [Google Scholar] [CrossRef]
- Sae-Lim, P.; Aht-Ong, D. Physical and mechanical properties of wood-plastics composites: Effect of types and contents of wood flour. Adv. Mater. Res. 2013, 747, 379–382. [Google Scholar] [CrossRef]
- Friedrich, D. Thermoplastic moulding of Wood-Polymer Composites (WPC): A review on physical and mechanical behaviour under hot-pressing technique. Compos. Struct. 2021, 262, 113649. [Google Scholar] [CrossRef]
- Ramesh, R.S.; Kanakuppi, S.; Sharanaprabhu, L.S. Study of hardness and impact behaviour of phenol formaldehyde-based wood plastic composite. Int. J. Eng. Res. Technol. 2015, 3, 167. [Google Scholar]
- Hosseini, S.B. Effects of Dioctyl phthalate and density changes on the physical and mechanical properties of woodflour/PVC composites. J. Indian Acad. Wood Sci. 2013, 10, 22–25. [Google Scholar] [CrossRef]
- Friedrich, D. Natural fiber-reinforced plastics composites: Long-term physico-structural performance in façades. Acad. J. Civ. Eng. 2019, 37, 412–419. [Google Scholar]
- Benthien, J.T.; Ohlmeyer, M. Thickness swelling and water absorption of WPC after immersion in cold and boiling water. Eur. J. Wood Prod. 2013, 71, 437–442. [Google Scholar] [CrossRef]
- Stokke, D.D.; Gardner, D.J. Fundamental aspects of wood as a component of thermoplastic composites. J. Vinyl Addit. Technol. 2003, 9, 96–104. [Google Scholar] [CrossRef]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Davies, I.J. Effect of filler load on the curing behavior and mechanical and thermal performance of wood flour filled thermoset composites. J. Clean. Prod. 2017, 164, 1145–1156. [Google Scholar] [CrossRef]
- Bekhta, P.; Proszyk, S.; Krystofiak, T.; Sedliacik, J.; Novak, I.; Mamonova, M. Effects of short-term thermomechanical densification on the structure and properties of wood veneers. Wood Mater. Sci. Eng. 2017, 12, 40–54. [Google Scholar] [CrossRef]
- Hoong, Y.B.; Paridah, M.T. Development a new method for pilot scale production of high grade oil palm plywood: Effect of hot-pressing time. Mater. Des. 2013, 45, 142–147. [Google Scholar] [CrossRef]
- Stark, N.M.; Matuana, L.M.; Clemons, C.M. Effect of processing method on accelerated weathering of wood-flour/HDPE composites. In Proceedings of Seventh International Conference on Woodfiber-Plastic Composites (and Other Natural Fibers), 19–20 May 2003, Madison, WI, USA; Forest Products Society: Madison, WI, USA, 2003; pp. 79–87. [Google Scholar]
- Ayrilmis, N. Effect of fire retardants on surface roughness and wettability of wood plastic composite panels. BioResources 2011, 6, 3178–3187. [Google Scholar]
- Gindl, M.; Sinn, G.; Gindl, W.; Reiterer, A.; Tschegg, S. A comparison of different methods to calculate the surface free energy of wood using contact angle measurements. Colloids Surf. A Physicochem. Eng. Asp. 2001, 181, 279–287. [Google Scholar] [CrossRef]
- Kada, D.; Migneault, S.; Tabak, G.; Koubaa, A. Physical and mechanical properties of polypropylene-wood-carbon fiber hybrid composites. BioResources 2015, 11, 1393–1406. [Google Scholar] [CrossRef] [Green Version]
- André, L.; Catto Larissa, S.; Montagna Ruth, M.; Santana, C. Abiotic and biotic degradation of post-consumer polypropylene/ethylene vinyl acetate: Wood flour composites exposed to natural weathering. Polym. Compos. 2017, 38, 571–582. [Google Scholar]
- Gozdecki, C.; Wilczynski, A.; Kociszewski, M. Effect of high temperature on the mechanical properties of wood-polymer composites. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2013, 82, 291–294. [Google Scholar]
- Oksman, K. Improved interaction between wood and synthetic polymers in wood/polymer composites. Wood Sci. Technol. 1996, 30, 197–205. [Google Scholar] [CrossRef]
- Harper, D.; Wolcott, M. Interaction between coupling agent and lubricants in wood–polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 385–394. [Google Scholar] [CrossRef]
- Ranjbarha, Z.; Aberoomand-Azar, P.; Mokhtari-Aliabad, J.; Mirmohammadi, S.A.; Saber-Tehrani, M. High density polyethylene/wood flour composite: Optimization of processing temperature, processing time and coupling agent concentration. Polym. Polym. Compos. 2021, 29, S106–S116. [Google Scholar] [CrossRef]
- Jeske, H.; Schirp, A.; Cornelius, F. Development of a thermogravimetric analysis (TGA) method for quantitative analysis of wood flour and polypropylene in wood plastic composites (WPC). Thermochim. Acta 2012, 543, 165–171. [Google Scholar] [CrossRef]
- Song, Y.; Wang, Y.; Li, H.; Zong, Q.; Xu, A. Role of wood fibers in tuning dynamic rheology, non-isothermal crystallization, and microcellular structure of polypropylene foams. Materials 2019, 12, 106. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Soccalingame, L.; Bourmaud, A.; Perrin, D.; Bénézet, J.C.; Bergeret, A. Reprocessing of wood flour reinforced polypropylene composites: Impact of particle size and coupling agent on composite and particle properties. Polym. Degrad. Stab. 2015, 113, 72–85. [Google Scholar] [CrossRef]
- Sozen, E.; Aydemir, D.; Zor, M. The effects of lignocellulosic fillers on mechanical, morphological and thermal properties of wood polymer composites/Ucinci lignoceluloznih punila na mehanicka, morfoloskai toplinska svojstva drvnoplasticnih kompozita. Drvna Industrija 2017, 68, 195–205. [Google Scholar] [CrossRef]
- Furtos, G.; Silaghi-Dumitrescu, L.; Pascuta, P.; Sarosi, C.; Korniejenko, K. Mechanical properties of wood fiber reinforced geopolymer composites with sand addition. J. Natural Fibers 2021, 18, 285–296. [Google Scholar] [CrossRef]
- Bengtsson, M.; Oksman, K. The use of silane technology in crosslinking polyethylene/wood flour composites. Compos. Part A: Appl. Sci. Manuf. 2006, 37, 752–765. [Google Scholar] [CrossRef]
- Bengtsson, M.; Oksman, K. Silane crosslinked wood plastic composites: Processing and properties. Compos. Sci. Technol. 2006, 66, 2177–2186. [Google Scholar] [CrossRef]
- Sain, M.; Park, S.H.; Suhara, F.; Law, S. Flame retardant and mechanical properties of natural fibre–PP composites containing magnesium hydroxide. Polym. Degrad. Stab. 2004, 83, 363–367. [Google Scholar] [CrossRef]
- Garcia, M.; Hidalgo, J.; Garmendia, I.; García-Jaca, J. Wood–plastics composites with better fire retardancy and durability performance. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1772–1776. [Google Scholar] [CrossRef]
- Stark, N.M.; White, R.H.; Mueller, S.A.; Osswald, T.A. Evaluation of various fire retardants for use in wood flour–polyethylene composites. Polym. Degrad. Stab. 2010, 95, 1903–1910. [Google Scholar] [CrossRef]
- Kalali, E.N.; Zhang, L.; Shabestari, M.E.; Croyal, J.; Wang, D.Y. Flame-retardant wood polymer composites (WPCs) as potential fire safe bio-based materials for building products: Preparation, flammability and mechanical properties. Fire Saf. J. 2019, 107, 210–216. [Google Scholar] [CrossRef]
- Bouhamed, N.; Souissi, S.; Marechal, P.; Amar, M.B.; Lenoir, O.; Leger, R.; Bergeret, A. Ultrasound evaluation of the mechanical properties as an investigation tool for the wood-polymer composites including olive wood flour. Mech. Mater. 2020, 148, 103445. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar, L.R.; Sanjay, M.R.; Siengchin, S. Life-cycle and environmental impact assessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Text. 2020, 1528083720924730. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Wenker, J.L.; Rüter, S.; Krause, A. Life cycle assessment of wood-plastic composites: Analysing alternative materials and identifying an environmental sound end-of-life option. Resour. Conserv. Recycl. 2017, 117, 235–248. [Google Scholar] [CrossRef]
- Väntsi, O.; Kärki, T. Environmental assessment of recycled mineral wool and polypropylene utilized in wood polymer composites. Resour. Conserv. Recycl. 2015, 104, 38–48. [Google Scholar] [CrossRef]
- Khan, M.; Hussain, M.; Deviatkin, I.; Havukainen, J.; Horttanainen, M. Environmental impacts of wooden, plastic, and wood-polymer composite pallet: A life cycle assessment approach. Int. J. Life Cycle Assess. 2021, 26, 1607–1622. [Google Scholar] [CrossRef]
- Elduque, A.; Elduque, D.; Pina, C.; Clavería, I.; Javierre, C. Electricity consumption estimation of the polymer material injection-molding manufacturing process: Empirical model and application. Materials 2018, 11, 1740. [Google Scholar] [CrossRef] [Green Version]
- Pizzol, M.; Laurent, A.; Sala, S.; Weidema, B.; Verones, F.; Koffler, C. Normalisation and weighting in life cycle assessment: Quo vadis? Int. J. Life Cycle Assess. 2017, 22, 853–866. [Google Scholar] [CrossRef] [Green Version]
- Beigbeder, J.; Soccalingame, L.; Perrin, D.; Bénézet, J.C.; Bergeret, A. How to manage biocomposites wastes end of life? A life cycle assessment approach (LCA) focused on polypropylene (PP)/wood flour and polylactic acid (PLA)/flax fibres biocomposites. Waste Manag. 2019, 83, 184–193. [Google Scholar] [CrossRef] [Green Version]
- Ekvall, T.; Azapagic, A.; Finnveden, G.; Rydberg, T.; Weidema, B.P.; Zamagni, A. Attributional and consequential LCA in the ILCD handbook. Int. J. Life Cycle Assess. 2016, 21, 293–296. [Google Scholar] [CrossRef]
- Dahlbo, H.; Bachér, J.; Lähtinen, K.; Jouttijärvi, T.; Suoheimo, P.; Mattila, T.; Saramäki, K. Construction and demolition waste management–a holistic evaluation of environmental performance. J. Clean. Prod. 2015, 107, 333–341. [Google Scholar] [CrossRef]
- Merkel, K.; Rydarowski, H.; Kazimierczak, J.; Bloda, A. Processing and characterization of reinforced polyethylene composites made with lignocellulosic fibres isolated from waste plant biomass such as hemp. Compos. Part B Eng. 2014, 67, 138–144. [Google Scholar] [CrossRef]
- Cherubini, F.; Huijbregts, M.; Kindermann, G.; Van Zelm, R.; Van der Velde, M.; Stadler, K.; Strømman, A.H. Global spatially explicit CO2 emission metrics for forest bioenergy. Sci. Rep. 2016, 6, 20186. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Viksne, A.; Berzina, R.; Andersone, I.; Belkova, L. Study of plastic compounds containing polypropylene and wood derived fillers from waste of different origin. J. Appl. Polym. Sci. 2010, 117, 368–377. [Google Scholar] [CrossRef]
- Turku, I.; Keskisaari, A.; Kärki, T.; Puurtinen, A.; Marttila, P. Characterization of wood plastic composites manufactured from recycled plastic blends. Compos. Struct. 2017, 161, 469–476. [Google Scholar] [CrossRef]
- Taufiq, M.; Mansor, M.R.; Mustafa, Z. Characterisation of wood plastic composite manufactured from kenaf fibre reinforced recycled-unused plastic blend. Compos. Struct. 2018, 189, 510–515. [Google Scholar] [CrossRef]
- Jacob, A. WPC industry focuses on performance and cost. Reinf. Plast. 2006, 50, 32–33. [Google Scholar] [CrossRef]
- Bledzki, A.; Franciszczak, P.; Osman, Z.; Elbadawi, M. Polypropylene biocomposites reinforced with softwood, abaca, jute, and kenaf fibers. Ind. Crop. Prod. 2015, 70, 91–99. [Google Scholar] [CrossRef]
- Zhou, M.; Gu, W.; Wang, G.; Zheng, J.; Pei, C.; Fan, F.; Ji, G. Sustainable wood-based composites for microwave absorption and electromagnetic interference shielding. J. Mater. Chem. A 2020, 8, 24267–24283. [Google Scholar] [CrossRef]
- Kristak, L.; Kubovský, I.; Réh, R. New challenges in wood and wood-based materials. Polymers 2021, 13, 2538. [Google Scholar] [CrossRef]
- Gubana, A.; Melotto, M. Experimental tests on wood-based in-plane strengthening solutions for the seismic retrofit of traditional timber floors. Constr. Build. Mater. 2018, 191, 290–299. [Google Scholar] [CrossRef]
- Sun, J.; Jiang, Z.; Liang, Y.; Liu, J. Research status and prospects of bamboo-wood composite container flooring. World For. Res. 2018, 31, 36–41. [Google Scholar]
- Katsiroumpas, K.; Carels, P.; Masoumi, H.; Salkauskis, J. Lightweight floating floor innovations in gym/sports applications. In Proceedings of the INTER-NOISE and NOISE-CON Congress and Conference Proceedings, Chicago, IL, USA, 26–29 August 2018; 2018; Volume 258, pp. 1075–1084. [Google Scholar]
- Chen, C.; Kuang, F.; Tor, O.; Quin, F.; Xiong, Z.; Zhang, J. Static lateral load capacity of extruded wood-plastic composite-to-metal single-bolt connections, considering failure at the ends. Bioresources 2019, 14, 8987–9000. [Google Scholar]







| Sample No. | Wood Reinforcement | Matrix Material | Content of Wood (wt.%) | Coupling Agent | Lubricant and Additives | Ref. |
|---|---|---|---|---|---|---|
| 1. | Poplar wood | High density polyethylene (HDPE) | 38–58 | Modified PE (3%) | Cellulose nanoparticle additives (5%) | [92] |
| 2. | Beech wood | HDPE | 20–50 | Modified PE (5%) | - | [93] |
| 3. | Pine wood | HDPE | 35 & 40 | Modified PE (3%) | Commercial lubricant (2–10%) | [94] |
| 4. | Eucalyptus wood | HDPE | 55 | Modified PE (7%) | Commercial lubricant (2–10%) | [95] |
| 5. | Pine wood | HDPE | 40 & 50 | Ester (5%) | - | [96] |
| 6. | Maple wood | HDPE | 30–60 | - | Thermoplastic silicone additive | [97] |
| 7. | Maple-pine wood hybrid | HDPE | 40 & 60 | - | - | [98] |
| 8. | Maple wood | HDPE | 55–60 | Modified PE (2%) | Ethylene bis-stearamide additive (1%) | [99] |
| 9. | Maple wood | HDPE | 30–40 | - | Zinc stearate additive (2%) | [100] |
| 10. | Lignocel wood | Low density PE (LDPE) | 10, 75 | - | - | [101] |
| 11. | Birch wood | PP | 40 | - | Struktol additive (1.9–3.12%) | [102] |
| 12. | Lignocel wood | PP | 15, 80 | - | - | [101] |
| 13. | White fir wood | PP | 35 | - | Thermoplastic elastomer additives (50%) | [103] |
| 14. | Pine-firewood hybrid | PP | 50, 80 | - | - | [104] |
| 15. | Wood flour | PP | 30 | Modified PP (1%) | - | [105] |
| 16. | Wood flour | PP | 50 | Modified PP (3%) | Thermoplastic silicone additive (1%) | [106] |
| 17. | Bagasse of wood | Acrylonitrile styrene acrylate | 50 | - | Styrene butadiene rubber additives (15%) | [107] |
| 18. | Poplar wood | Polystyrene | 10–50 | - | - | [108] |
| 19. | Whitewood flour | Polyvinyl alcohol | 30 | - | - | [109] |
| 20. | Wood flour | Vegetable oil derived biopolymer | 20 | - | - | [110] |
| 21. | Poplar wood | Thermoplastic polyurethane | 10–40 | Polyolefin grafted maleic anhydride, chitosan and diphenyl methyl propane diisocyanate (5%) | - | [111] |
| 22. | Spruce wood | PLA | 10–30 | - | - | [112] |
| 23. | Pine wood | PP | 20–60 | Modified PP (4–17%) | - | [113] |
| 24. | Pine wood | PP | 30 | Modified PP (7–9%) | Struktol additive (1–2%) | [114] |
| 25. | Wood flour | PP | 45 | Modified PP (5%) | Stearic acid lubricant (3–5%) | [115] |
| 26. | Wood flour | PP | 10–45 | Modified PP (2%) | - | [116] |
| 27. | Bamboo wood | PP | 30–50 | Modified PP (3–5%) | - | [117] |
| 28. | Russian fir wood | PP | 50–70 | - | - | [118] |
| 29. | Poplar wood | PP and HDPE hybrid | 70 | Maelic anhydride (0.5–2%) | - | [119] |
| 30. | Poplar wood | LDPE | 40 | Modified PE (4%) | - | [120] |
| 31. | Birch wood | LDPE | - | - | Ethylene propylene diene monomer rubber lubricant (2%) | [121] |
| 32. | Aspen wood | HDPE | - | Grafter wax and PE (4–8%) | - | [122] |
| 33. | Maple wood | HDPE | 30 and 40 | Silane (3.5%) | Mineral additives (5%) | [123] |
| 34. | Bamboo wood flour | HDPE | 10–60 | Modified PE (1%) | Paraffin lubricant (7%) and organic halides (1%) | [124] |
| 35. | Maple wood | HDPE | 70 | - | - | [125] |
| 36. | Spruce wood | HDPE | 20–65 | Modified PE (3%) | - | [126] |
| 37. | Mangrove wood | HDPE | 10–30 | - | - | [127] |
| 38. | Eucalyptus wood | HDPE | 50 | Modified PE (7%) | - | [128] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramesh, M.; Rajeshkumar, L.; Sasikala, G.; Balaji, D.; Saravanakumar, A.; Bhuvaneswari, V.; Bhoopathi, R. A Critical Review on Wood-Based Polymer Composites: Processing, Properties, and Prospects. Polymers 2022, 14, 589. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14030589
Ramesh M, Rajeshkumar L, Sasikala G, Balaji D, Saravanakumar A, Bhuvaneswari V, Bhoopathi R. A Critical Review on Wood-Based Polymer Composites: Processing, Properties, and Prospects. Polymers. 2022; 14(3):589. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14030589
Chicago/Turabian StyleRamesh, Manickam, Lakshminarasimhan Rajeshkumar, Ganesan Sasikala, Devarajan Balaji, Arunachalam Saravanakumar, Venkateswaran Bhuvaneswari, and Ramasamy Bhoopathi. 2022. "A Critical Review on Wood-Based Polymer Composites: Processing, Properties, and Prospects" Polymers 14, no. 3: 589. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14030589