Pretreatment of Hazelnut Shells as a Key Strategy for the Solubilization and Valorization of Hemicelluloses into Bioactive Compounds


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Hydrothermal Pretreatment (Autohydrolysis) of Hazelnut Shells
2.3. Refining of Oligosaccharides by Membrane Processing
2.4. Analytical Procedures
3. Results and Discussion
3.1. Composition of HS
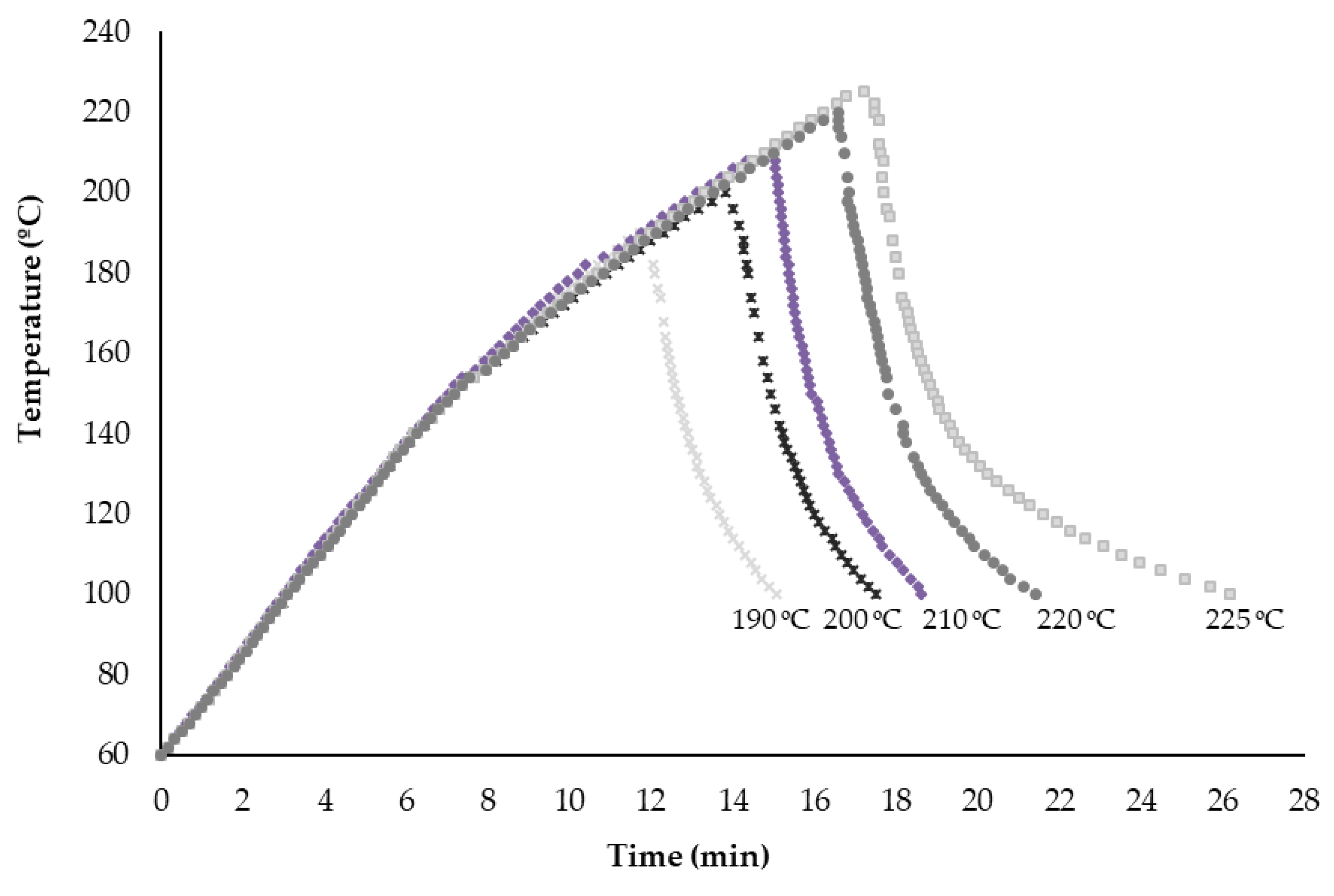
3.2. Hydrothermal Pretreatment
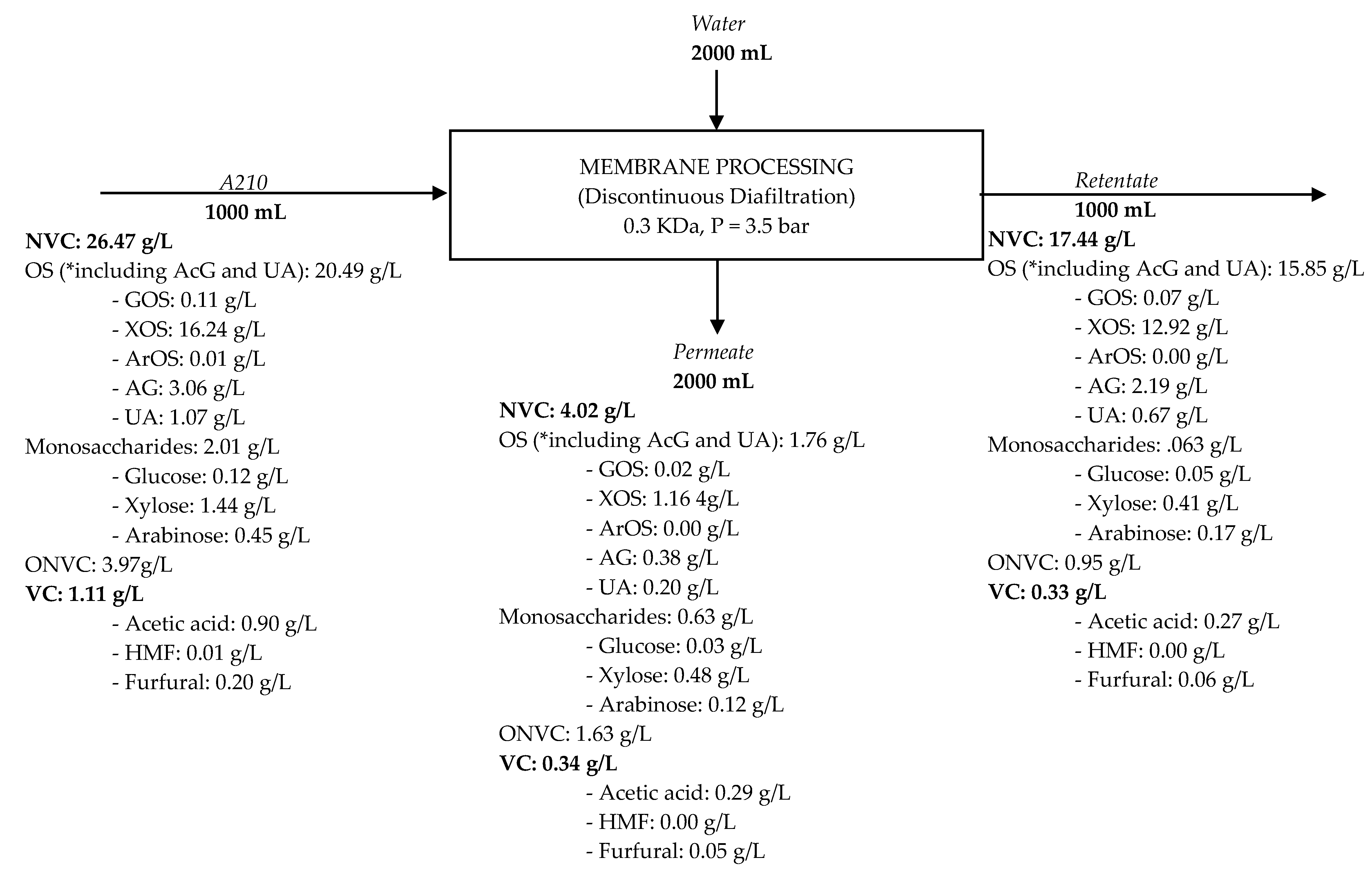
3.3. Refining of Oligosaccharides by Membrane Treatment
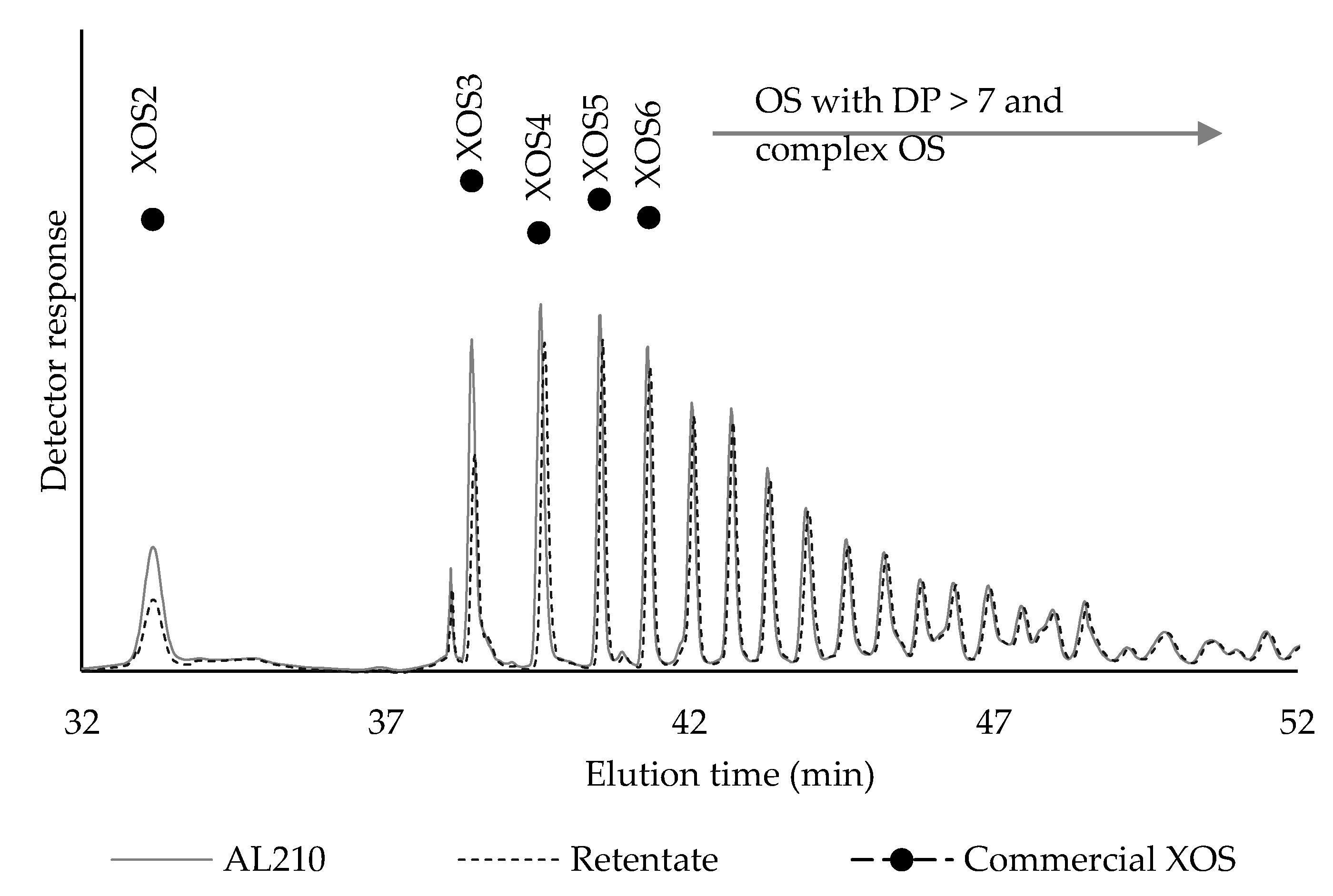
3.4. Structural Characterization of OS
3.5. Total Phenolic Content and Antioxidant Activity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mahmood, H.; Moniruzzaman, M.; Iqbal, T.; Khan, M.J. Recent advances in the pretreatment of lignocellulosic biomass for fuels and value-added products. Curr. Opin. Green Sustain. Chem. 2019, 20, 18–24. [Google Scholar] [CrossRef]
- Jönson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- FAO. Hazelnut Production. 2017. Available online: http://www.fao.org/faostat/en/#data/QC/visualize (accessed on 9 December 2019).
- Yuan, B.; Lu, M.; Eskridge, K.M.; Isom, L.D.; Hanna, M.A. Extraction, identification and quantification of antioxidant phenolics from hazelnut (Corylus avellana L.) shells. Food Chem. 2018, 244, 7–15. [Google Scholar] [CrossRef]
- Pérez-Armada, L.; Rivas, S.; González, B.; Moure, A. Extraction of phenolic compounds from hazelnut shells by green processes. J. Food Eng. 2019, 225, 1–8. [Google Scholar] [CrossRef]
- Arslan, Y.; Takac, S.; Eken-Saracoğlu, N. Kinetic study of hemicellulosic sugar production from hazelnut shells. Chem. Eng. J. 2012, 185–186, 23–28. [Google Scholar] [CrossRef]
- Surek, E.; Buyukkileci, A.O. Production of xylooligosaccharides by autohydrolysis of hazelnut (Corylus avellana L.) shell. Carbohydr. Polym. 2017, 174, 565–571. [Google Scholar] [CrossRef]
- Arslan, Y.; Eken-Saracoğlu, N. Effects of pretreatment methods for hazelnut shell hydrolysate fermentation with Pichia Stipitis to ethanol. Bioresour. Technol. 2010, 101, 8664–8670. [Google Scholar] [CrossRef]
- Balart, J.F.; García-Sanoguera, D.; Balart, R.; Boronat, T.; Sánchez-Nacher, L. Manufacturing and properties of biobased thermoplastic composites from poly(lactic) and hazelnut shell wastes. Polym. Compos. 2018, 39, 848–857. [Google Scholar] [CrossRef]
- Licursi, D.; Antonetti, C.; Fulignati, S.; Vitolo, S.; Puccini, M.; Ribechini, E.; Bernazzani, L.; Raspolli Galletti, A.M. In-depth characterization of valuable char obtained from hydrothermal conversion of hazelnut shells to levulinic acid. Bioresour. Technol. 2017, 244, 880–888. [Google Scholar] [CrossRef]
- Demirbas, A. Furfural production from fruit shells by acid-catalyzed hydrolysis. Energy Source Part A 2006, 28, 157–165. [Google Scholar] [CrossRef]
- Haldar, D.; Pukait, M.K. Lignocellulosic conversion into value-added products: A review. Process Biochem. 2020, 89, 110–133. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Duarte, L.C.; Gírio, F. Hemicellulose biorefineries: A review on biomass pretreatments. J. Sci. Ind. Res. 2008, 67, 849–864. [Google Scholar]
- Hosgun, E.H.; Bozan, B. Effect of temperature and time on the steam pretreatment of hazelnut shells for the enzymatic saccharification. Chem. Eng. Trans. 2014, 37, 379–384. [Google Scholar] [CrossRef]
- Uzuner, S.; Cekmecilioglu, D. Hydrolysis of hazelnut shells as carbon source for bioprocessing applications and fermentation. Int. J. Food Eng. 2014, 10, 799–808. [Google Scholar] [CrossRef]
- Uzuner, S.; Sharma-Shivappa, R.R.; Cekmecelioglu, D. Bioconversion of alkali pretreated hazelnut shells to fermentable sugars for generation of high value products. Waste Biomass Valorization 2017, 8, 407–416. [Google Scholar] [CrossRef]
- Vadivel, V.; Moncalvo, A.; Dordoni, R.; Spigno, G. Effects of and acid/alkaline treatment on the release of antioxidants and cellulose from different agro-food wastes. J. Waste Manag. 2017, 64, 304–314. [Google Scholar] [CrossRef]
- Uzuner, S.; Sharma-Shivappa, R.R.; Cekmecelioglu, D.; Kolar, P. A novel oxidative destruction of lignin and enzymatic digestibility of hazelnut shells. Biocatal. Agric. Biotechnol. 2018, 13, 110–115. [Google Scholar] [CrossRef]
- Mancini, G.; Papirio, S.; Lens, P.N.; Esposito, G. Anaerobic digestion of lignocellulosic materials using ethanol-organosolv pretreatment. Environ. Eng. Sci. 2018, 35, 953–960. [Google Scholar] [CrossRef]
- Garrote, G.; Domínguez, H.; Parajó, J.C. Autohydrolysis of corncob: Study of non isothermal xylooligosaccharide production. J. Food Eng. 2002, 52, 211–218. [Google Scholar] [CrossRef]
- Moure, A.; Gullón, P.; Domínguez, H.; Parajó, J.C. Advances in the manufacture, purification and applications of xylo-oligosaccharides as food additives and nutraceuticals. Process Biochem. 2006, 41, 1913–1923. [Google Scholar] [CrossRef]
- Aachary, A.A.; Prapulla, S.G. Xylooligosaccharides (XOS) as an emerging prebiotic: Microbial synthesis, utilization, structural characterization, bioactive properties and applications. Compr. Rev. Food Sci. Food Saf. 2011, 10, 2–16. [Google Scholar] [CrossRef]
- Rivas, S.; Conde, E.; Moure, A.; Domínguez, H.; Parajó, J.C. Characterization, refining and antioxidant activity of saccharides derived from hemicelluloses of wood and rice husks. Food Chem. 2013, 141, 495–502. [Google Scholar] [CrossRef]
- Rico, X.; Gullón, B.; Alonso, J.L.; Parajó, J.C.; Yáñez, R. Valorization of peanut shells: Manufacture of bioactive oligosaccharides. Carbohydr. Polym. 2018, 183, 21–28. [Google Scholar] [CrossRef]
- Nabarlatz, D.; Torras, C.; García-Valls, R.; Montané, D. Purification of xylo-oligosaccharides from almond shells by ultrafiltration. Sep. Purif. Technol. 2007, 53, 238–243. [Google Scholar] [CrossRef]
- Singh, R.D.; Nadar, C.G.; Muir, J.; Arora, A. Green and clean process to obtain low degree of polymerization xylooligosaccharides from almond shell. J. Clean Prod. 2019, 241, 118237. [Google Scholar] [CrossRef]
- Bhatia, L.; Sharma, A.; Bachheti, R.K.; Chandel, A.K. Lignocellulose functional oligosaccharides: Production, properties and health benefits. Prep. Biochem. Biotechnol. 2019, 49, 744–758. [Google Scholar] [CrossRef]
- Shahidi, F.; Alasalvar, C.; Kiyana-Pathirana, C.M. Antioxidant phytochemicals in hazelnut kernel (Corylus avellana L.) and hazelnut byproducts. J. Food Chem. 2007, 55, 1212–1220. [Google Scholar] [CrossRef]
- Technical Association of the Pulp and Paper Induustry (TAPPI) Method T 264 cm-07. Preparation of wood for chemical analysis. In TAPPI Test Methods 2002–2003; TAPPI Press: Atlanta, GA, USA, 1997. [Google Scholar]
- TAPPI Method T 249 cm-85. Carbohydrate composition of extractive free wood and wood pulp by gas–liquid chromatography. In TAPPI Test Methods 2002–2003; TAPPI Press: Atlanta, GA, USA, 1985. [Google Scholar]
- TAPPI method T 211 om-0.2. Ash in wood, pulp, paper and paperboard: Combustion at 525 °C. In TAPPI Test Methods 2002–2003; TAPPI Press: Atlanta, GA, USA, 1993. [Google Scholar]
- Blumenkrantz, N.; Asboe-Hansen, G. New method for quantitative determination of uronic acids. Anal. Biochem. 1973, 54, 484–489. [Google Scholar] [CrossRef]
- Gullón, P.; Moura, P.; Esteves, M.P.; Girio, F.M.; Domínguez, H.; Parajó, J.C. Assessment on the fermentability of xylooligosaccharides from rice husks by probiotic bacteria. J. Agric. Food Chem. 2008, 56, 7482–7487. [Google Scholar] [CrossRef]
- Rivas, S.; Gullón, B.; Gullón, P.; Alonso, J.L.; Parajó, J.C. Manufacture and properties of bifidogenic saccharides derived from wood mannan. J. Agric. Food Chem. 2012, 60, 4296–4305. [Google Scholar] [CrossRef]
- Singleton, V.L.; Rossi, J.A. Colorimetry of total phenolics with phosphomolybdic phosphotungstic acid reagents. Am. J. Enol. Vitic. 1965, 16, 144–158. [Google Scholar]
- Von Gadow, A.; Joubert, E.; Hansmann, C.F. Comparison of the antioxidant activity of aspalathin with that of other plant phenols of rooibos tea (Aspalathus linearis), a-tocopherol, BHT and BHA. J. Agric. Food Chem. 1997, 45, 632–637. [Google Scholar] [CrossRef]
- Re, R.; Pellegrini, N.; Proteggente, A.; Pannala, A.; Yang, M.; Rice-Evans, C. Antioxidant activity applying an improved ABTS radical cation decolorization assay. Free Radic. Biol. Med. 1999, 26, 1231–1237. [Google Scholar] [CrossRef]
- Benzie, I.F.F.; Strain, J.J. The ferric reducing ability of plasma (FRAP) as a measure of ‘‘antioxidant power’’: The FRAP assay. Anal. Biochem. 1996, 239, 70–76. [Google Scholar] [CrossRef] [Green Version]
- Conde, E.; Moure, A.; Domínguez, H.; Parajó, J.C. Fractionation of antioxidants from autohydrolysis of barley husks. J. Agric. Food Chem. 2008, 56, 10651–10659. [Google Scholar] [CrossRef]
- Demirbas, A. Oils from hazelnut shell and hazelnut kernel husk for biodiesel production. Energy Sources Part A Recovery Util. Environ. 2008, 30, 1870–1875. [Google Scholar] [CrossRef]
- Hoşgün, E.Z.; Bozan, B. Effect of different types of thermochemical pretreatment on the enzymatic hydrolysis and the composition of hazelnut shells. Waste Biomass Valorization 2019. [Google Scholar] [CrossRef]
- Aydinli, B.; Caglar, A. The investigation of the effects of two different polymers and three catalysts on pyrolysis of hazelnut shell. Fuel Process. Technol. 2012, 93, 1–7. [Google Scholar] [CrossRef]
- Rivas, S.; Santos, V.; Parajó, J.C. Aqueous fractionation of hardwood selective glucuronoxylan solubilisation and purification of the reaction products. J. Chem. Technol. Biotechnol. 2017, 92, 367–374. [Google Scholar] [CrossRef]
- Santos, T.M.; Alonso, M.V.; Oliet, M.; Domínguez, J.C.; Rigual, V.; Rodriguez, F. Effect of autohydrolysis on Pinus radiata wood for hemicellulose extraction. Carbohydr. Polym. 2018, 194, 285–293. [Google Scholar] [CrossRef]
- Qing, Q.; Li, H.; Kumar, R.; Wyman, C.E. Xylooligosaccharides production, quantification, and characterization in context of lignocellulosic biomass pretreatment. In Aqueous Pretreatment of Plant Biomass for Biological and Chemical Conversion to Fuels and Chemicals, 1st ed.; Wyman, C.E., Ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; pp. 391–415. [Google Scholar]
- Nimptsch, K.; Süß, R.; Scnabelrauch, M.; Nimptsch, A.; Schiller, J. Positive ion MALDI-TOF mass spectra are more suitable than negative ion spectra to characterize sulphated glycosaminoglycan oligosaccharides. Int. J. Mass Spectrom. 2012, 310, 72–76. [Google Scholar] [CrossRef]
- Conde, E.; Moure, A.; Domínguez, H.; Parajó, J.C. Production of antioxidants by non-isothermal autohydrolysis of lignocellulosic wastes. LWT-Food Sci. Technol. 2011, 44, 436–442. [Google Scholar] [CrossRef]
- Gullón, B.; Eibes, G.; Moreira, M.T.; Dávila, I.; Labidi, J.; Gullón, P. Antioxidant and antimicrobial activities of extracts obtained from the refining of autohydrolysis liquors of vine shoots. Ind. Crop. Prod. 2017, 107, 105–113. [Google Scholar] [CrossRef]
- Licursi, D.; Antonetti, C.; Mattonai, M.; Pérez-Armada, L.; Rivas, S.; Ribecchini, E.; Raspolli Galletti, A.M. Multi-valorisation of giant reed (Arundo donax L.) to give levulinic acid and valuable phenolic antioxidants. Ind. Crop. Prod. 2018, 112, 6–17. [Google Scholar] [CrossRef]
- Huang, C.; Wang, X.; Liang, C.; Jiang, X.; Yang, G.; Xu, J.; Yong, Q. A sustainable process for procuring biological active fractions of high-purity xylooligosaccharides and water-soluble lignin from Moso bamboo prehydrolyzate. Biotechnol. Biofuels 2019, 12, 189. [Google Scholar] [CrossRef] [PubMed] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Content (g/100 g of Dry HS) | |
|---|---|---|
| Glucan | 26.49 | ±0.26 |
| Xylan | 22.69 | ±0.23 |
| Arabinan | 0.65 | ±0.01 |
| Acetyl groups | 4.37 | ±0.04 |
| Uronic groups | 4.56 | ±0.17 |
| Klason Lignin | 40.08 | ±0.21 |
| Ash | 0.78 | ±0.05 |
| Total Identified (%) | 98.85 | |
| Temperature (°C) | Solid Yield (g of AS/100 g of Dry HS) | Composition (g of Component/100 g of AS) | ||||||
|---|---|---|---|---|---|---|---|---|
| Glucan | Xylan | Arabinan | Acetyl Groups | Uronic Groups | Klason Lignin | Others (by Difference) | ||
| 190 | 88.92 | 25.47 ± 0.16 | 20.7 ± 0.09 | 0.16 ± 0.02 | 3.96 ± 0.26 | 3.34 ± 0.03 | 41.08 ± 0.15 | 5.29 |
| 200 | 78.5 | 31.42 ± 0.19 | 15.44 ± 0.64 | 0.09 ± 0.00 | 3.01 ± 0.05 | 2.31 ± 0.13 | 43.90 ± 0.22 | 3.92 |
| 210 | 70.85 | 33.67 ± 0.21 | 9.70 ± 0.04 | 0.08 ± 0.00 | 1.76 ± 0.06 | 2.12 ± 0.22 | 49.65 ± 0.16 | 3.02 |
| 220 | 66.23 | 37.51 ± 0.19 | 6.66 ± 0.18 | 0.00 | 1.20 ± 0.10 | 0.64 ± 0.04 | 52.14 ± 0.21 | 1.86 |
| 225 | 64.84 | 38.70 ± 0.41 | 4.62 ± 0.33 | 0.00 | 0.71 ± 0.04 | 0.48 ± 0.02 | 54.43 ± 0.39 | 1.05 |
| Temperature (°C) | ||||||
|---|---|---|---|---|---|---|
| 190 | 200 | 210 | 220 | 225 | ||
| INVC | Glucose | 0.06 | 0.08 | 0.12 | 0.02 | 0.08 |
| Xylose | 0.15 | 0.31 | 1.44 | 2.06 | 2.32 | |
| Arabinose | 0.17 | 0.25 | 0.45 | 0.34 | 0.28 | |
| GOS | 0.14 | 0.11 | 0.11 | 0.09 | 0.20 | |
| XOS | 3.18 | 9.35 | 16.24 | 15.71 | 14.33 | |
| ArOS | 0.22 | 0.17 | 0.01 | 0.00 | 0.00 | |
| AG | 0.74 | 2.24 | 3.09 | 3.55 | 3.32 | |
| U | 1.39 | 1.12 | 1.07 | 0.94 | 0.89 | |
| Others * | 2.48 | 3.15 | 3.92 | 3.75 | 4.41 | |
| Total NVC | 8.51 | 16.78 | 26.46 | 26.45 | 25.82 | |
| VC | Acetic acid | 0.20 | 0.36 | 0.90 | 1.42 | 2.08 |
| Furfural | 0.02 | 0.01 | 0.20 | 0.40 | 0.81 | |
| HMF | 0.00 | 0.00 | 0.01 | 0.02 | 0.03 | |
| m/z | Structure | m/z | Structure | m/z | Structure |
|---|---|---|---|---|---|
| 537.14 | 3P 2AG+K+ | 1133.37 | 7P 4AG+Na+ | 1529.54 | 7P 4AG U+K+/10P 4AG+Na+ |
| 627.19 | 4P AG+K+ | 1149.33 | 6P 3AG U+Na+ | 1545.51 | 9P 3AG U+Na+ |
| 653.23 | 4P 2AG+Na+ | 1191.36 | 6P 4AG U+Na+ | 1587.53 | 10P 5AG+K+/9P 4AG U+Na+ |
| 669.19 | 3P AG U+Na+ | 1197.37 | 8P 2AG+K+/7P AG U+Na+ | 1629.55 | 10P 6AG+K+ |
| 711.20 | 4P 3AG+K+ | 1207.34 | 5P 3AG 2U+Na+ | 1635.59 | 11P 3AG+K+ |
| 801.23 | 5P 2AG+K+/4P AG U+Na+ | 1223.42 | 8P 3AG+Na+ | 1645.55 | 9P 5AG U+K+ |
| 843.24 | 5P 3AG+K+/4P 2AG U+Na+ | 1233.36 | 7P 6AG+K+ | 1661.60 | 8P 4AG U+K+ |
| 885.25 | 5P 4AG+K+ | 1239.37 | 7P 2AG U+Na+ | 1677.59 | 10P 3AG U+Na+ |
| 901.25 | 4P 3AG U+K+ | 1265.42 | 8P 4AG+Na+ | 1719.59 | 10P 4AG U+Na+ |
| 917.33 | 6P 2AG+Na+ | 1281.39 | 7P 3AG U+Na+ | 1809.65 | 11P 3AG U+Na+ |
| 933.26 | 5P AG U+Na+ | 1297.39 | 7P 3AG U+K+ | 1851.63 | 11P 4AG U+Na+ |
| 959.31 | 6P 3AG+Na+ | 1323.41 | 8P 5AG+K+ | 1941.70 | 13P 4AG+K+ |
| 9752.70 | 5P 2AG U+Na+ | 1339.41 | 7P 4AG U+Na+ | 1983.67 | 12P 4AG U+Na+ |
| 991.28 | 4P AG 2U+Na+ | 1371.43 | 9P 3AG+K+/8P 2AG U+Na+ | 1993.65 | 11P 6AG+K+ |
| 1017.29 | 6P 4AG+K+/5P 3AG U+Na+ | 1381.41 | 7P 5AG U+K+ | 2067.69 | 13P 6AG+K+ |
| 1033.29 | 5P 3AG U+K+ | 1397.48 | 9P 4AG+Na+ | 2115.74 | 14P 5AG+K+ |
| 1059.31 | 5P 4AG U+Na+ | 1413.45 | 8P 3AG U+Na+ | 2199.70 | 14P 6AG+K+ |
| 1065.31 | 7P 2AG+K+/6P AG U+Na+ | 1455.46 | 9P 5AG+K+ | 2289.72 | 14P 5AG U+Na+ |
| 1075.30 | 5P 4AG U+K+ | 1471.46 | 8P 4AG U+K+ | 2331.71 | 15P 6AG+K+ |
| 1091.36 | 7P 3AG+Na+ | 1503.50 | 10P 3AG+K+/9P 2AG U+Na+ | 2421.73 | 15P 5AG U+Na+ |
| 1107.32 | 6P 2AG U+Na+ | 1513.47 | 7P 4AG 2U+Na+ | 2463.70 | 16P 6AG+K+ |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rivas, S.; Moure, A.; Parajó, J.C. Pretreatment of Hazelnut Shells as a Key Strategy for the Solubilization and Valorization of Hemicelluloses into Bioactive Compounds. Agronomy 2020, 10, 760. https://0-doi-org.brum.beds.ac.uk/10.3390/agronomy10060760
Rivas S, Moure A, Parajó JC. Pretreatment of Hazelnut Shells as a Key Strategy for the Solubilization and Valorization of Hemicelluloses into Bioactive Compounds. Agronomy. 2020; 10(6):760. https://0-doi-org.brum.beds.ac.uk/10.3390/agronomy10060760
Chicago/Turabian StyleRivas, Sandra, Andrés Moure, and Juan Carlos Parajó. 2020. "Pretreatment of Hazelnut Shells as a Key Strategy for the Solubilization and Valorization of Hemicelluloses into Bioactive Compounds" Agronomy 10, no. 6: 760. https://0-doi-org.brum.beds.ac.uk/10.3390/agronomy10060760