Characterization and Defect Analysis of Machined Regions in Al-SiC Metal Matrix Composites Using an Abrasive Water Jet Machining Process


Abstract
:1. Introduction
- -
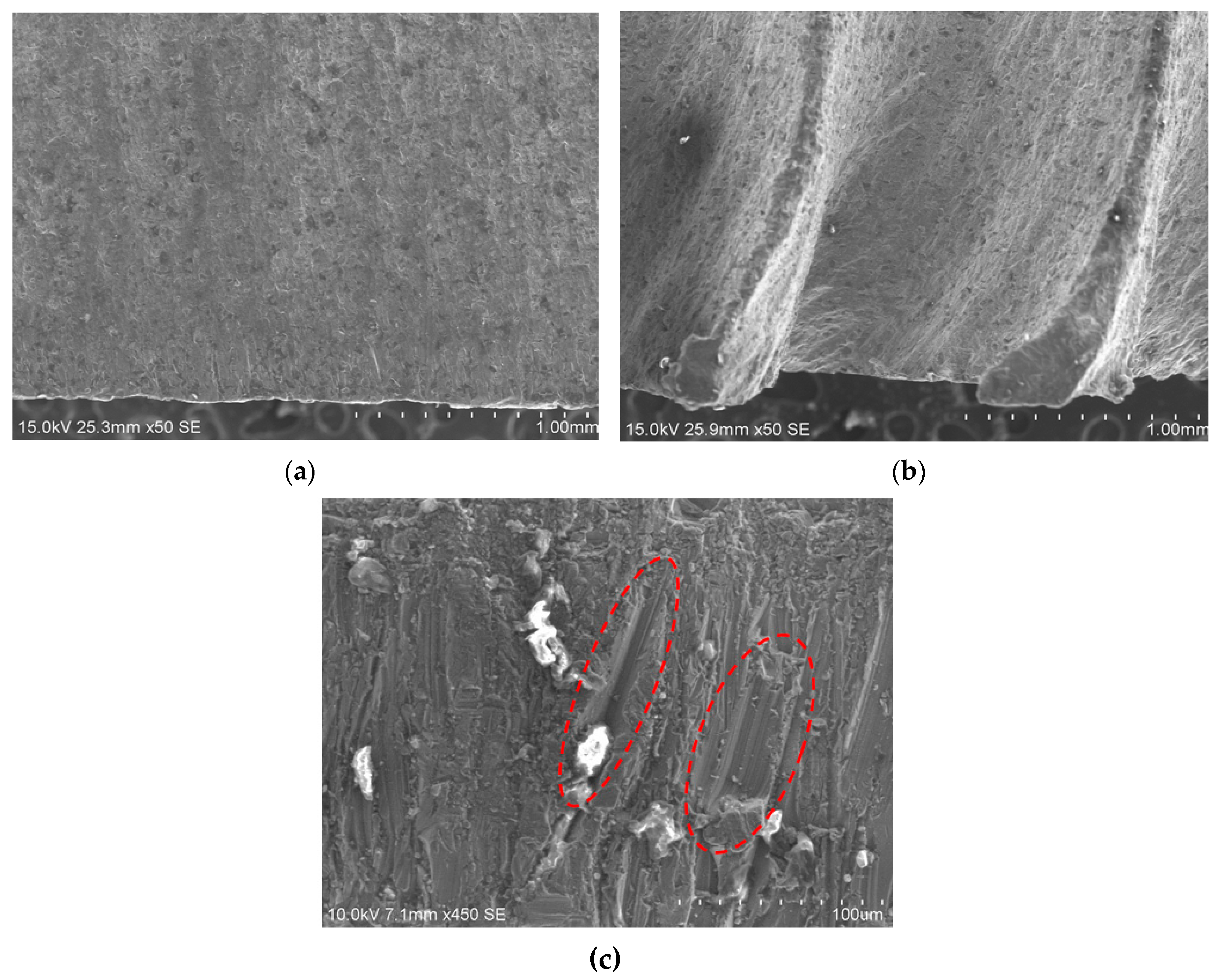
- Initial Damage Region (IDR). The impact of the jet deforms the surface of the material by the successive impact of particles.
- -
- Smooth Cutting Region (SCR). The jet still has sufficient kinetic energy and the roughness obtained is reduced.
- -
- Rough Cutting Region (RCR). Characterized by the detection of marks caused by jet delay at the output of the material. This is the area where the worst roughness results are obtained.
2. Materials and Methods
2.1. Material and Machining Process
2.2. Test Evaluation
2.3. Analysis of Results
3. Results and Discussion
3.1. Global Analysis of Results
3.1.1. Taper Analysis
3.1.2. Roughness Analysis
3.2. ANOVA
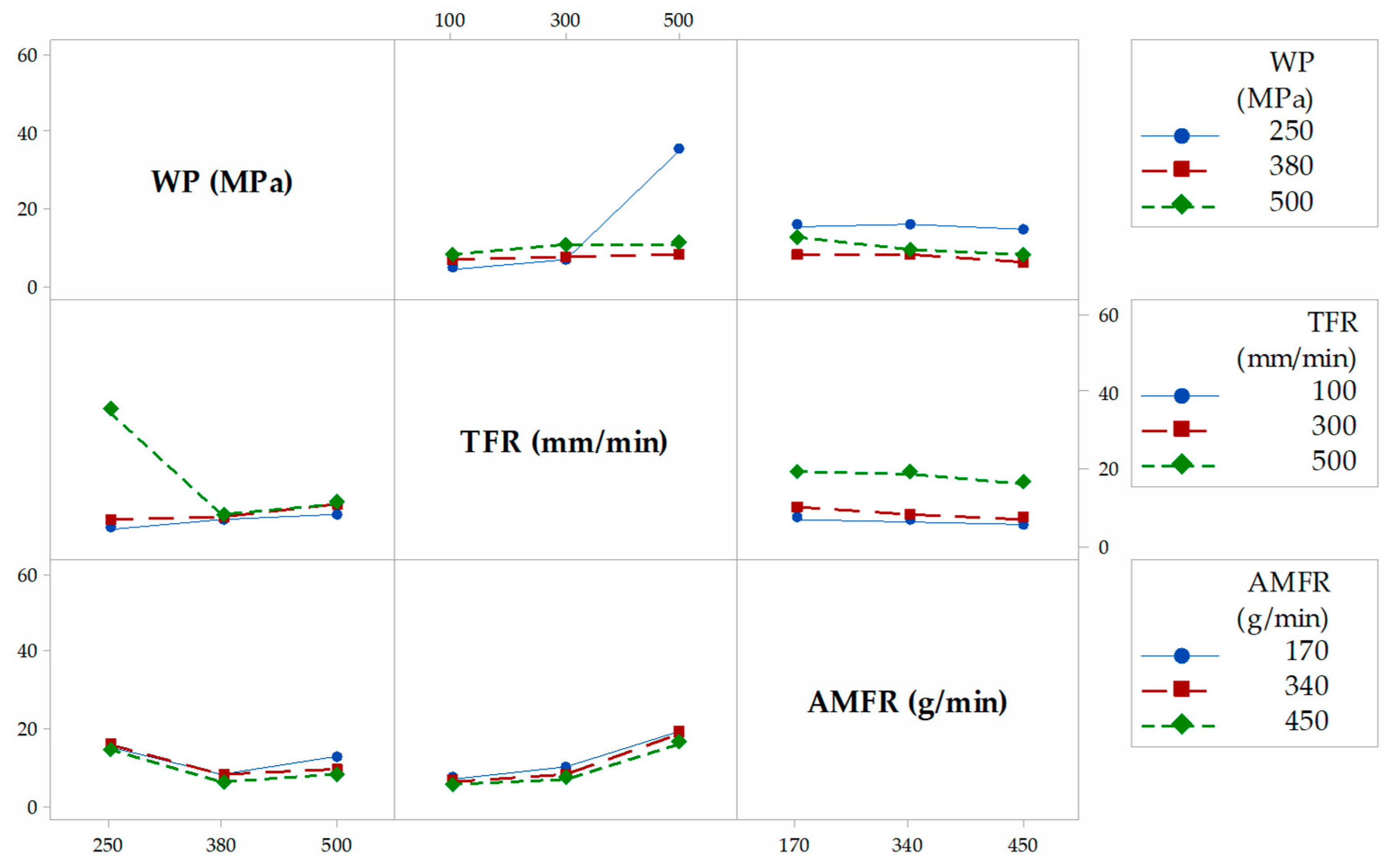
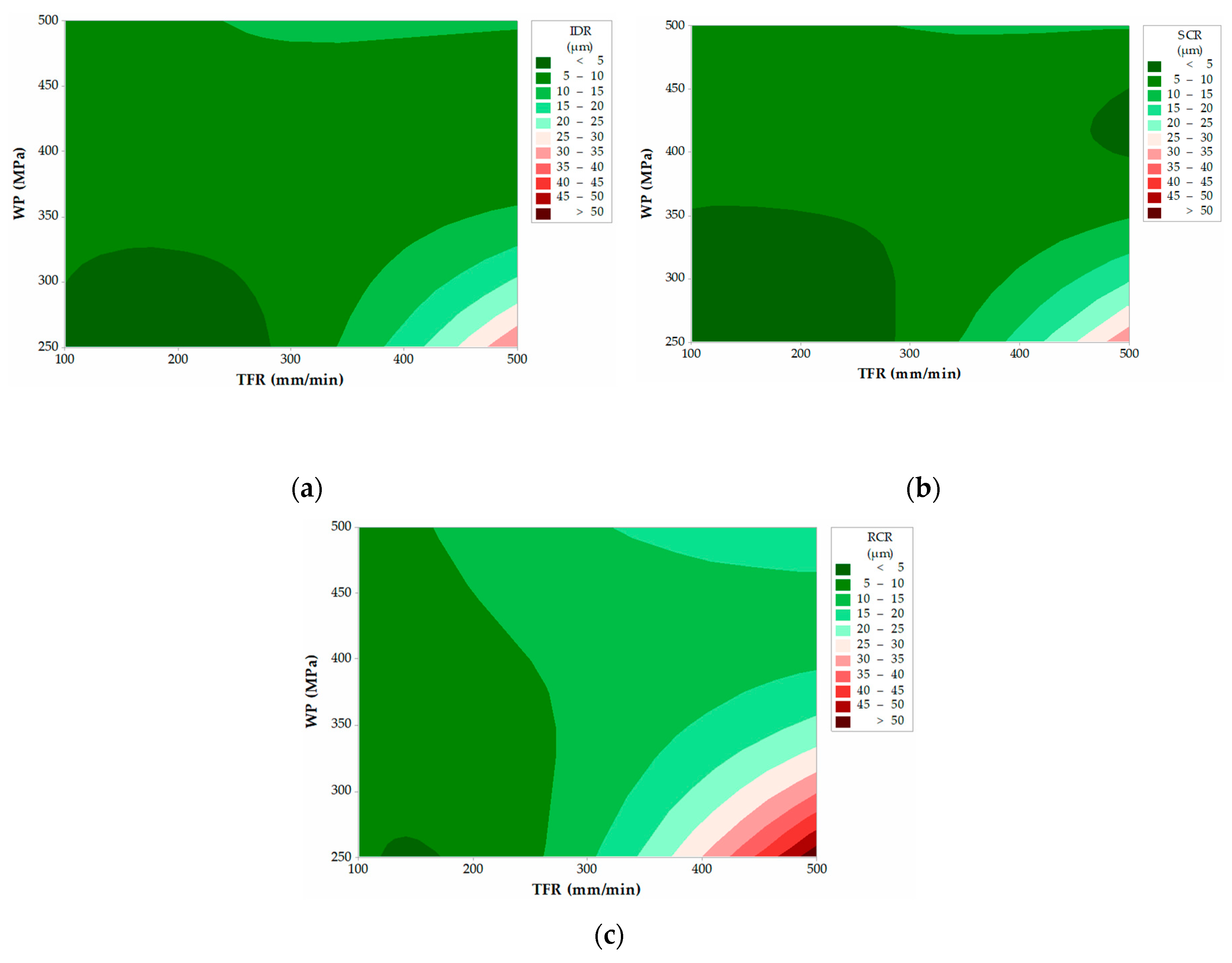
3.3. Analysis of Contour Graphs
4. Conclusions
- -
- In the evaluation of the taper angle, values between 1° and 2° were obtained. The lowest values of T were obtained using high cutting pressures and low feed rates because these are the significant parameters in defect formation.
- -
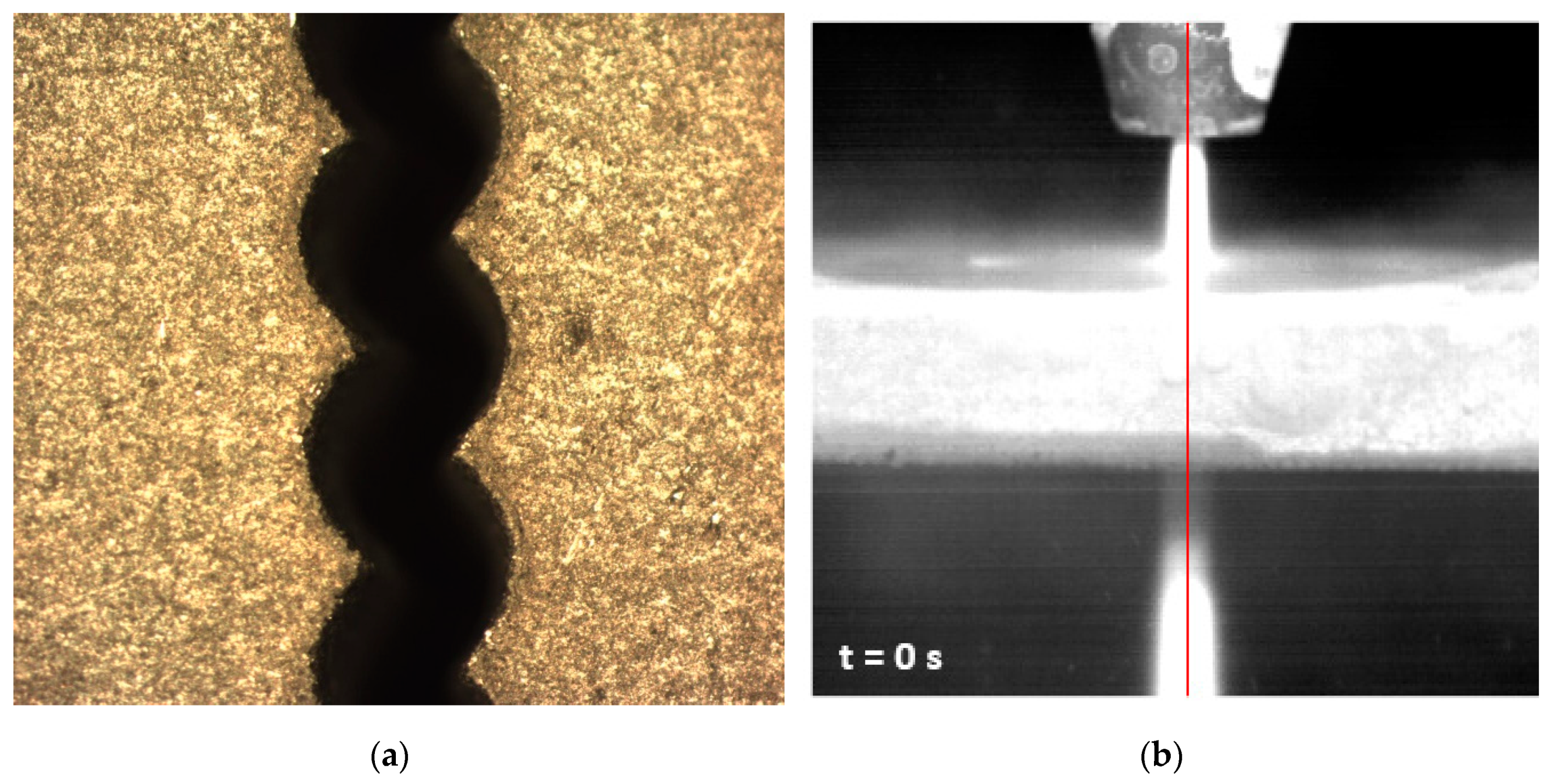
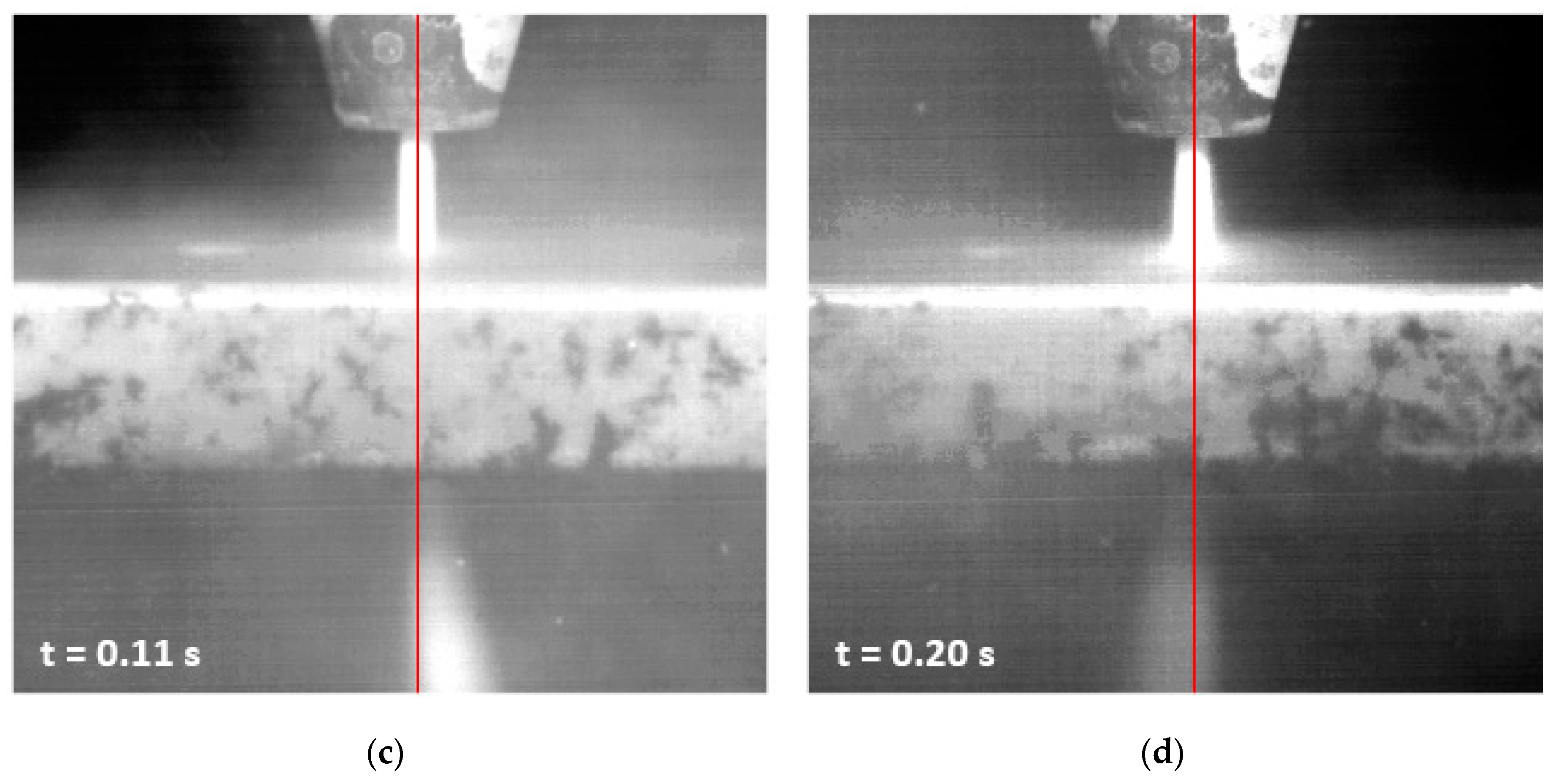
- In those tests where the jet lacked sufficient kinetic energy to penetrate the material, it was possible to detect the formation of the striated zone and jet deflection at the exit of the cut through the use of a high-speed camera.
- -
- The most favorable surface quality values, with roughness of around 5 µm, were obtained using low feed speeds, pressures in the low to medium range, and high abrasive rates.
- -
- No major differences were observed between the roughness values measured in Zone 1 and Zone 2. This highlighted the difficulty in establishing differences between IDR and SCR. However, through SEM analysis, it was possible to detect material-specific wear mechanisms that made it possible to distinguish between the two areas.
- -
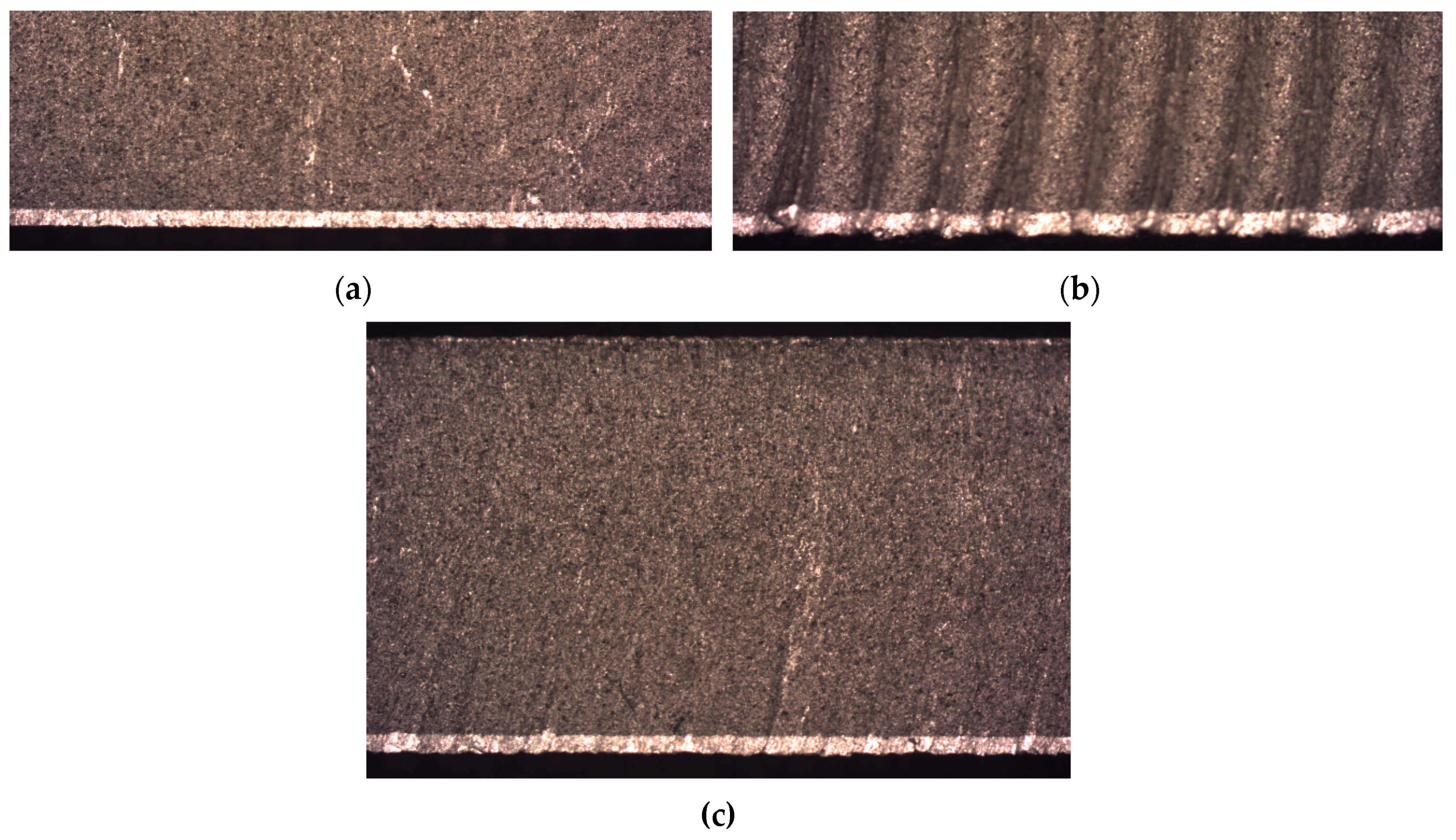
- The increase in the measuring distance to the thickness of the specimen made it possible to detect striation marks due to jet delay in Zone 3 or RCR. In certain cases, values exceeding 50 µm were reached under unfavorable cutting conditions.
- -
- Depending on the parameter combination used, specimens with two or three regions were characterized: IDR + SCR, IDR + RCR, and IDR + SCR + RCR.
Author Contributions
Funding
Conflicts of Interest
References
- Composites Market Size, Share & Trends Analysis Report By Product (Carbon, Glass), By Resin, By Manufacturing Process, By Application, By End Use And Segment Forecasts, 2018 - 2025. Available online: https://www.grandviewresearch.com/industry-analysis/composites-market (accessed on 12 May 2019).
- Metal matrix composites market to 2024. Available online: https://www.ameriresearch.com/product/metal-matrix-composites-market/ (accessed on 12 May 2019).
- Automotive Composite Market Analysis By Product (Polymer, Metal, Ceramic), By Application (Interior, Exterior, Structural & Powertrain Components), By Region, And Segment Forecasts, 2018-2025. Available online: https://www.grandviewresearch.com/industry-analysis/automotive-composites-market (accessed on 12 May 2019).
- Brandes, E.A.; Brook, G.B. Simithells Light Metals Handbook, 7th ed.; Elsevier & Butterwort-Heinemann: Oxford, UK, 1998. [Google Scholar]
- Vanarotti, M.; Shrishail, P.; Sridhar, B.R.; Venkateswarlu, K.; Kori, S.A. Study of Mechanical Properties & Residual Stresses on Post Wear Samples of A356-SiC Metal Matrix Composites. Procedia Mater. Sci. 2014, 5, 873–882. [Google Scholar]
- Cahn, R.W.; Haasen, P. Physical Metallurgy, 4th ed.; North-Holland: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Chaudhary, G.; Kumar, M.; Verma, S.; Srivastav, A. Optimization of drilling parameters of hybrid metal matrix composites using response surface methodology. Procedia Mater. Sci. 2014, 6, 229–237. [Google Scholar] [CrossRef] [Green Version]
- Ramasubramanian, K.; Arunachalam, N.; Ramachandra Rao, M.S. Wear performance of nano-engineered boron doped graded layer CVD diamond coated cutting tool for machining of Al-SiC MMC. Wear 2019, 426–427, 1536–1547. [Google Scholar] [CrossRef]
- Sharma, V.; Kumar, V. Multi-objective optimization of laser curve cutting of aluminium metal matrix composites using desirability function approach. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 1221–1238. [Google Scholar] [CrossRef]
- Kandpala, B.C.; Kumar, J.; Singh, A. Machining of aluminium metal matrix composites with electrical discharge machining - A Review. Mater. Today Proc. 2015, 2, 1665–1671. [Google Scholar] [CrossRef]
- Lalmuan, S.K.; Das, S.; Chandrasekaran, M.; Tamang, S. Machining investigation on hybrid metal matrix composites - A review. Mater. Today Proc. 2017, 4, 8167–8175. [Google Scholar] [CrossRef]
- Alberdi, A.; López de Lacalle, L.N.; Rivero, A.; Suarez, A. Effect of process parameter on the kerf geometry in abrasive water jet milling. Int. J. Adv. Manuf. 2010, 51, 467–480. [Google Scholar] [CrossRef]
- Ruiz-Garcia, R.; Mayuet Ares, P.F.; Vazquez-Martinez, J.M.; Salguero Gómez, J. Influence of abrasive waterjet parameters on the cutting and drilling of CFRP/UNS A97075 and UNS A97075/CFRP stacks. Materials 2019, 12, 107. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Natarajan, Y.; Kumar Murugesan, P.; Mohan, M.; Ali Khan, S.A.L. Abrasive water jet machining process: A state of art of review. J. Manuf. Process. 2020, 49, 271–322. [Google Scholar] [CrossRef]
- MatWeb. Material Property Data. Available online: http://www.matweb.com/ (accessed on 28 January 2020).
- Ravi Kumar, K.; Sreebalaji, V.S.; Pridhar, T. Characterization and optimization of abrasive water jet machining parameters of aluminium/tungsten carbide composites. Measurement 2018, 117, 57–66. [Google Scholar] [CrossRef]
- Ming Ming, I.W.; Azmi, A.I.; Chuan, L.C.; Mansor, A.F. Experimental study and empirical analyses of abrasive waterjet machining for hybrid carbon/glass fiber-reinforced composites for improved surface quality. Int. J. Adv. Manuf. Technol 2018, 95, 3809–3822. [Google Scholar] [CrossRef]
- Shanmugam, D.K.; Wang, J.; Liu, H. Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique. Int. J. Mach. Tools Manuf. 2008, 48, 1527–1534. [Google Scholar] [CrossRef]
- Zahavi, J.; Schmitt, G.F., Jr. Solid particle erosion of reinforced composite materials. Wear 1981, 71, 179–190. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Nag, A.; Dixit, A.R.; Tiwari, S.; Scucka, J.; Zelenak, M.; Hloch, S.; Hlavacek, P. Surface integrity in tangential turning of hybrid MMC A359/B4C/Al2O3 by abrasive waterjet. J. Manuf. Process. 2017, 28, 11–20. [Google Scholar] [CrossRef]
- Gnanavelbabu, A.; Saravanan, P.; Rajkumar, K.; Karthikeyan, S.; Baskaran, R. Effect of abrasive waterjet machining parameters on hybrid AA6061-B4C-CNT composites. Mater. Today Proc. 2018, 5, 13438–13450. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Cu | Fe | Mg | Mn | Si | Ti | Zn | Others |
|---|---|---|---|---|---|---|---|---|---|
| A356.2 | 91.10–93.30 | ≤0.20 | ≤0.20 | 0.25–0.45 | ≤0.10 | 6.5–7.5 | ≤0.20 | ≤0.10 | 0.15 |
| Parameter | Levels | ||
|---|---|---|---|
| WP (MPa) | 250 | 380 | 500 |
| AMFR (g/min) | 170 | 340 | 450 |
| TFR (mm/min) | 100 | 300 | 500 |
| Orifice Diameter (mm) | Nozzle Diameter (mm) | Nozzle Length (mm) | Abrasive Size (µm) | Abrasive Type | Stand-Off Distance (mm) |
|---|---|---|---|---|---|
| 0.30 | 250 | 380 | 500 | Garnet | 2.5 |
| Test | WP (MPa) | AMFR (g/min) | TFR (mm/min) | T (°) | Zone 1 (µm) | Zone 2 (µm) | Zone 3 (µm) |
|---|---|---|---|---|---|---|---|
| 1 | 500 | 170 | 100 | 1.34 | 8.91 | 8.41 | 9.79 |
| 2 | 500 | 170 | 300 | 1.51 | 14.71 | 13.30 | 22.03 |
| 3 | 500 | 170 | 500 | 1.54 | 13.54 | 13.50 | 30.30 |
| 4 | 500 | 340 | 100 | 1.13 | 7.76 | 5.95 | 7.56 |
| 5 | 500 | 340 | 300 | 1.53 | 8.60 | 8.49 | 12.07 |
| 6 | 500 | 340 | 500 | 1.60 | 10.52 | 9.12 | 14.21 |
| 7 | 500 | 450 | 100 | 1.42 | 6.96 | 6.20 | 5.70 |
| 8 | 500 | 450 | 300 | 1.55 | 8.36 | 8.58 | 9.01 |
| 9 | 500 | 450 | 500 | 1.65 | 8.42 | 8.21 | 14.81 |
| 10 | 380 | 170 | 100 | 1.41 | 7.73 | 6.34 | 7.35 |
| 11 | 380 | 170 | 300 | 1.49 | 7.64 | 5.25 | 11.52 |
| 12 | 380 | 170 | 500 | 1.81 | 7.59 | 6.24 | 19.31 |
| 13 | 380 | 340 | 100 | 1.39 | 6.44 | 4.98 | 5.48 |
| 14 | 380 | 340 | 300 | 1.44 | 7.52 | 7.01 | 11.12 |
| 15 | 380 | 340 | 500 | 1.74 | 9.33 | 7.31 | 16.45 |
| 16 | 380 | 450 | 100 | 1.55 | 5.04 | 4.56 | 5.28 |
| 17 | 380 | 450 | 300 | 1.91 | 6.61 | 5.92 | 10.18 |
| 18 | 380 | 450 | 500 | 1.89 | 5.90 | 4.94 | 13.43 |
| 19 | 250 | 170 | 100 | 1.59 | 3.89 | 4.13 | 7.27 |
| 20 | 250 | 170 | 300 | 1.67 | 6.41 | 6.85 | 17.05 |
| 21 | 250 | 170 | 500 | - | 35.79 | 35.01 | 53.05 |
| 22 | 250 | 340 | 100 | 1.51 | 4.43 | 3.78 | 4.68 |
| 23 | 250 | 340 | 300 | 1.86 | 7.27 | 6.06 | 13.29 |
| 24 | 250 | 340 | 500 | - | 35.69 | 34.71 | 56.03 |
| 25 | 250 | 450 | 100 | 1.52 | 3.65 | 3.57 | 4.62 |
| 26 | 250 | 450 | 300 | 1.69 | 5.17 | 5.00 | 11.82 |
| 27 | 250 | 450 | 500 | - | 33.99 | 32.07 | 52.21 |
| TFR | WP | AMFR | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Variable | F | p | % | Variable | F | p | % | Variable | F | p | % |
| T | 18.31 | 0.000 | 50.40 | T | 9.87 | 0.001 | 27.17 | T | 3.20 | 0.066 | 8.82 |
| Zone 1 | 6.29 | 0.008 | 32.77 | Zone 1 | 2.66 | 0.095 | 13.85 | Zone 1 | 0.24 | 0.787 | 1.26 |
| Zone 2 | 6.29 | 0.008 | 31.79 | Zone 2 | 3.28 | 0.059 | 14.89 | Zone 2 | 0.21 | 0.813 | 1.06 |
| Zone 3 | 14.20 | 0.000 | 47.71 | Zone 3 | 4.75 | 0.021 | 15.96 | Zone 3 | 0.81 | 0.457 | 2.74 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mayuet Ares, P.F.; Rodríguez-Parada, L.; Gómez-Parra, Á.; Batista Ponce, M. Characterization and Defect Analysis of Machined Regions in Al-SiC Metal Matrix Composites Using an Abrasive Water Jet Machining Process. Appl. Sci. 2020, 10, 1512. https://0-doi-org.brum.beds.ac.uk/10.3390/app10041512
Mayuet Ares PF, Rodríguez-Parada L, Gómez-Parra Á, Batista Ponce M. Characterization and Defect Analysis of Machined Regions in Al-SiC Metal Matrix Composites Using an Abrasive Water Jet Machining Process. Applied Sciences. 2020; 10(4):1512. https://0-doi-org.brum.beds.ac.uk/10.3390/app10041512
Chicago/Turabian StyleMayuet Ares, Pedro F., Lucía Rodríguez-Parada, Álvaro Gómez-Parra, and Moises Batista Ponce. 2020. "Characterization and Defect Analysis of Machined Regions in Al-SiC Metal Matrix Composites Using an Abrasive Water Jet Machining Process" Applied Sciences 10, no. 4: 1512. https://0-doi-org.brum.beds.ac.uk/10.3390/app10041512