
Kinematic Prediction and Experimental Demonstration of Conditioning Process for Controlling the Profile Shape of a Chemical Mechanical Polishing Pad


Abstract
:
1. Introduction
2. Materials and Methods
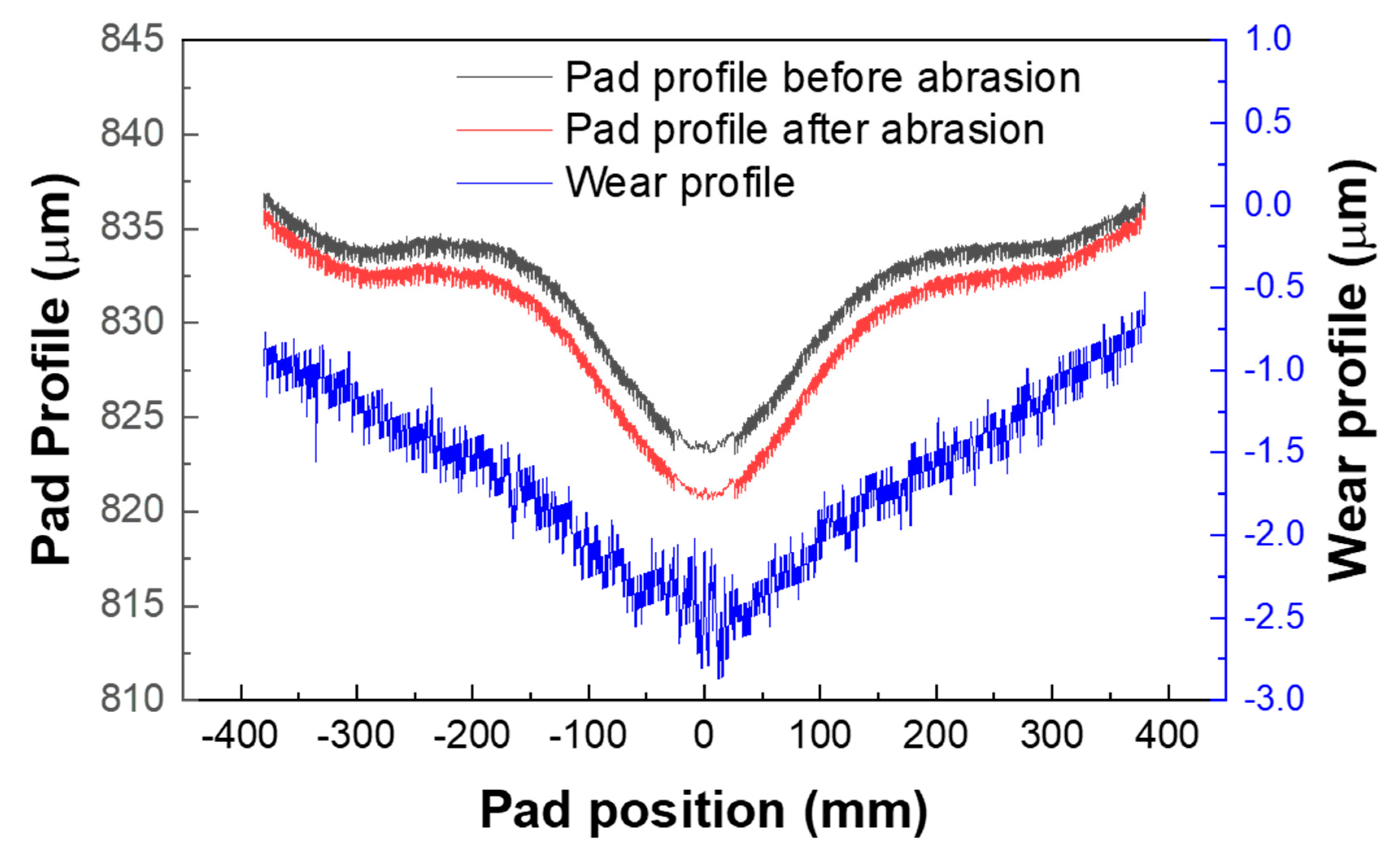
2.1. Conditioning Process and Pad Profile Measurement
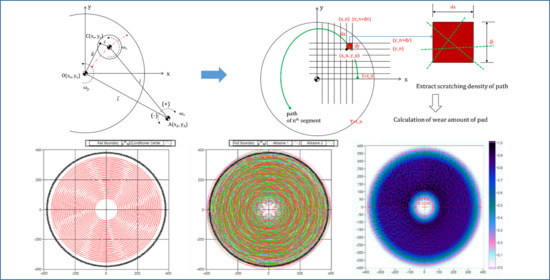
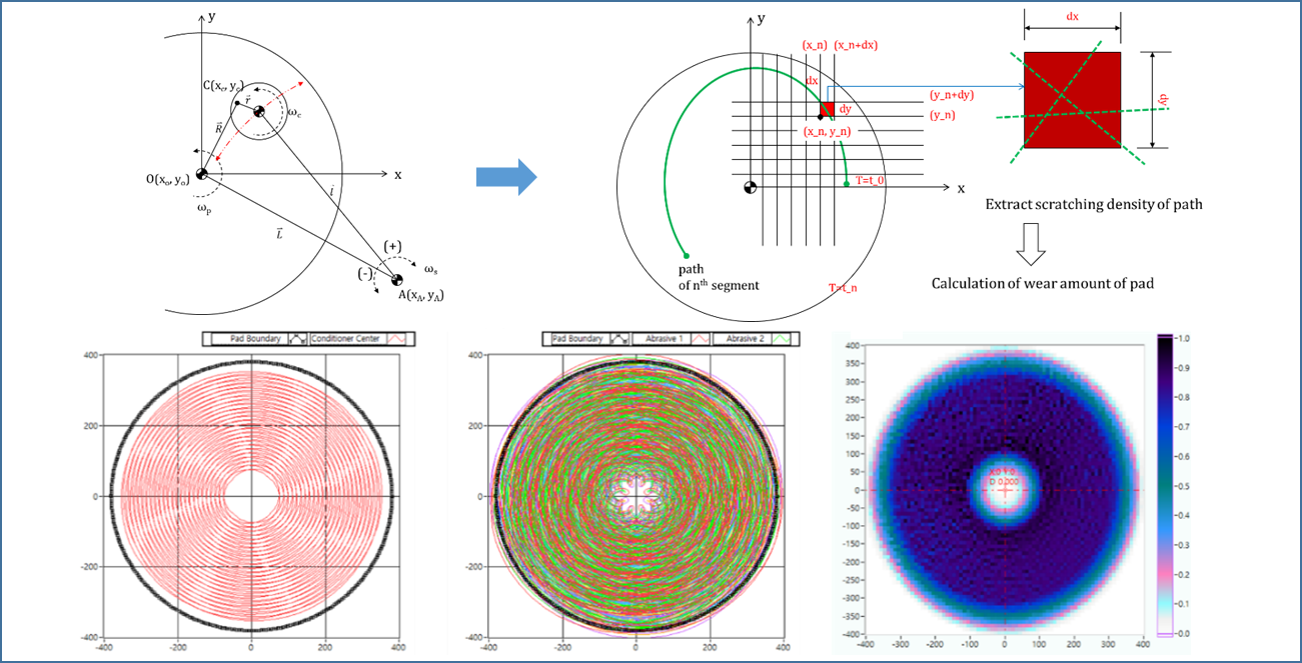
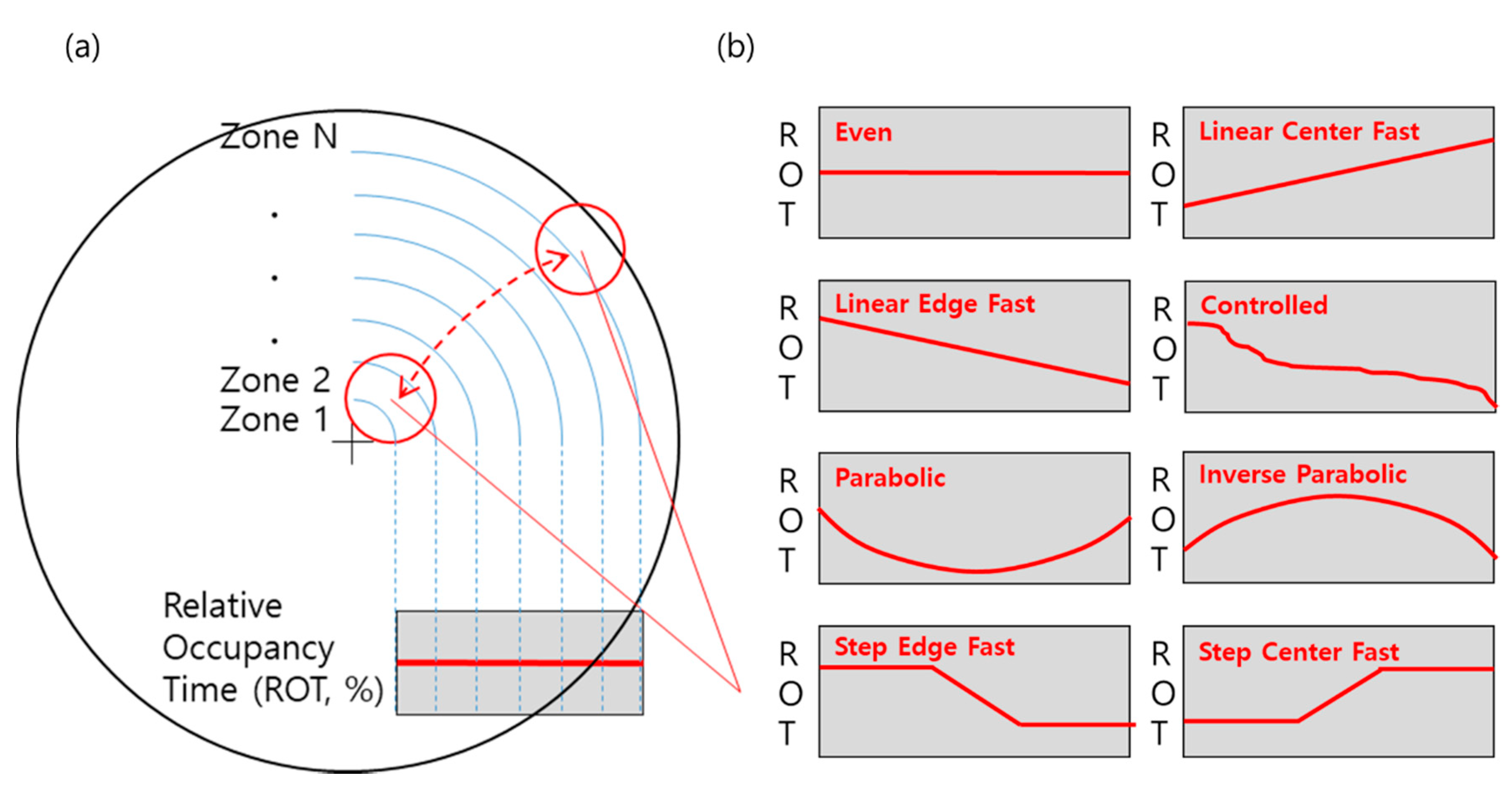
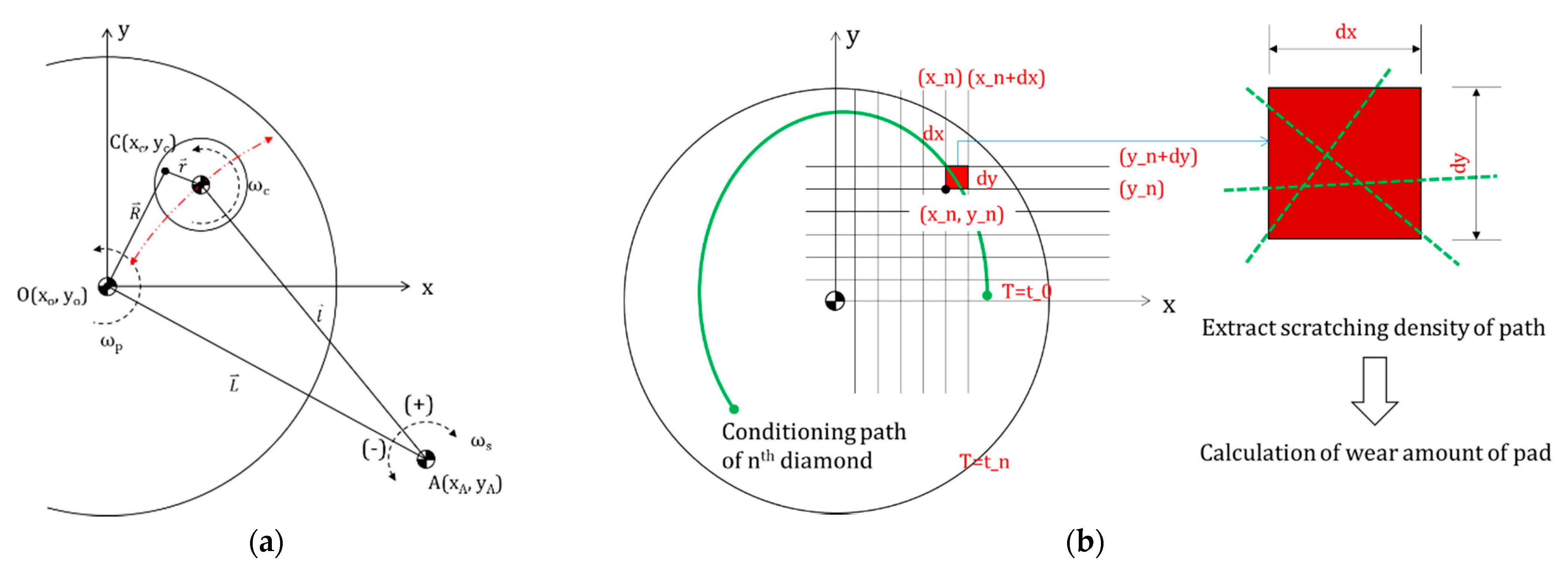
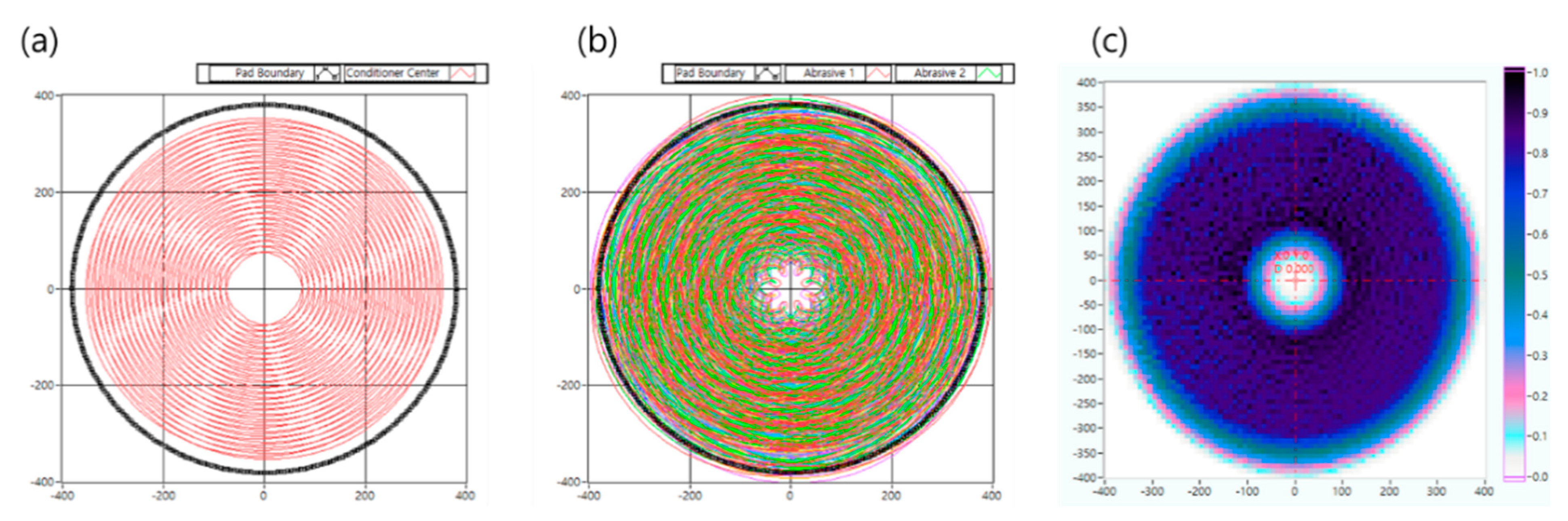
2.2. Pad Wear Shape Simulation
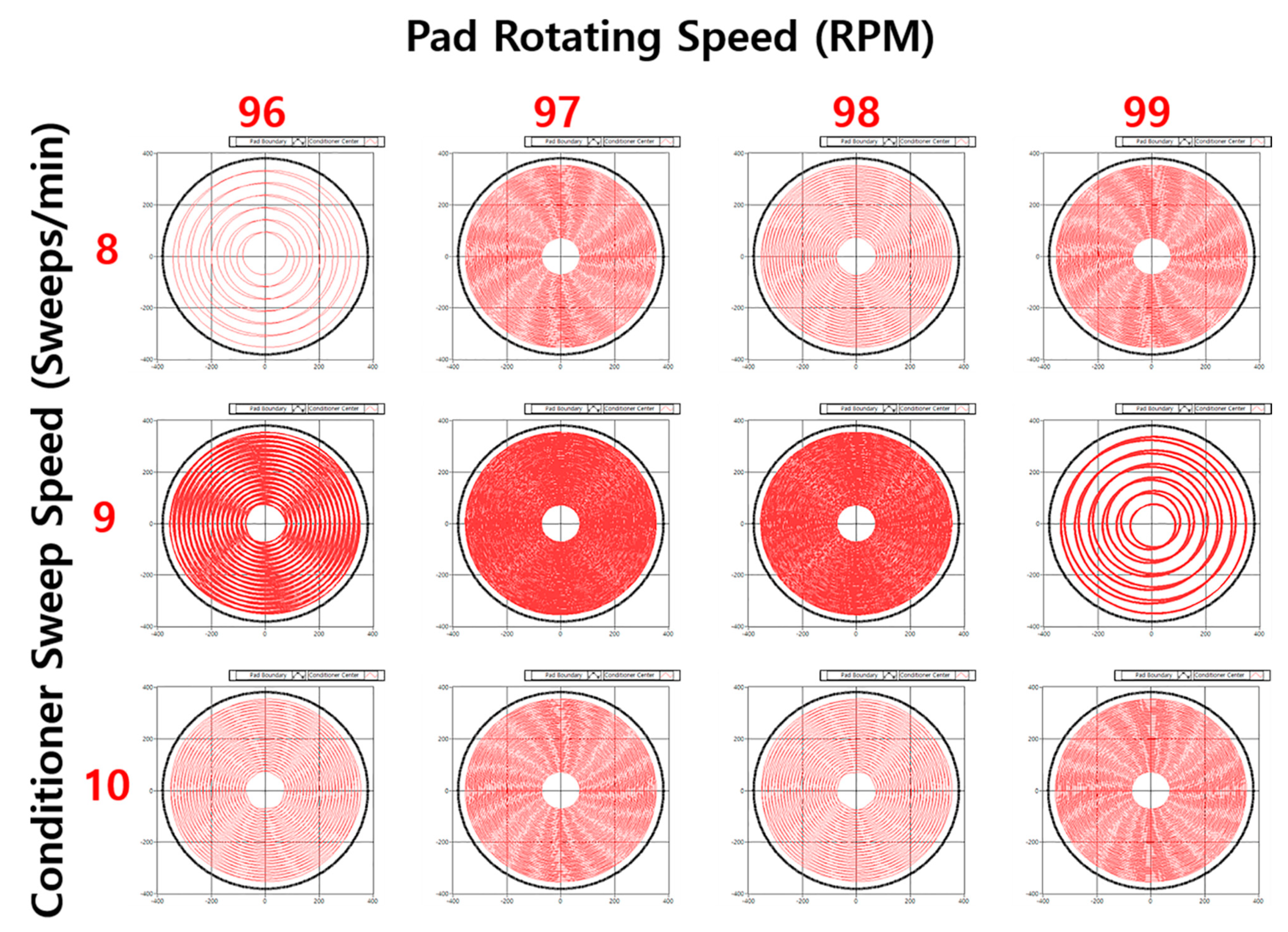
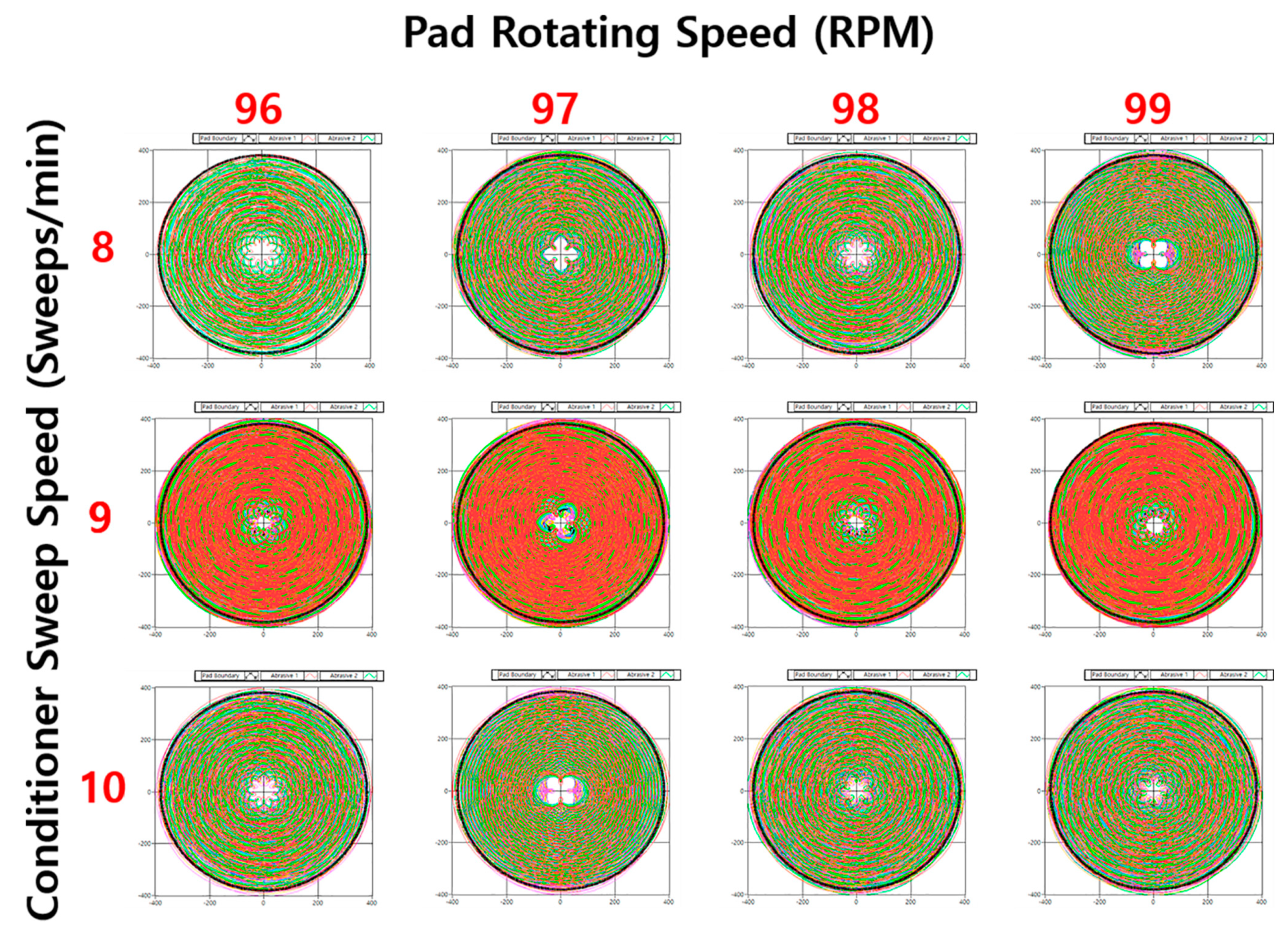
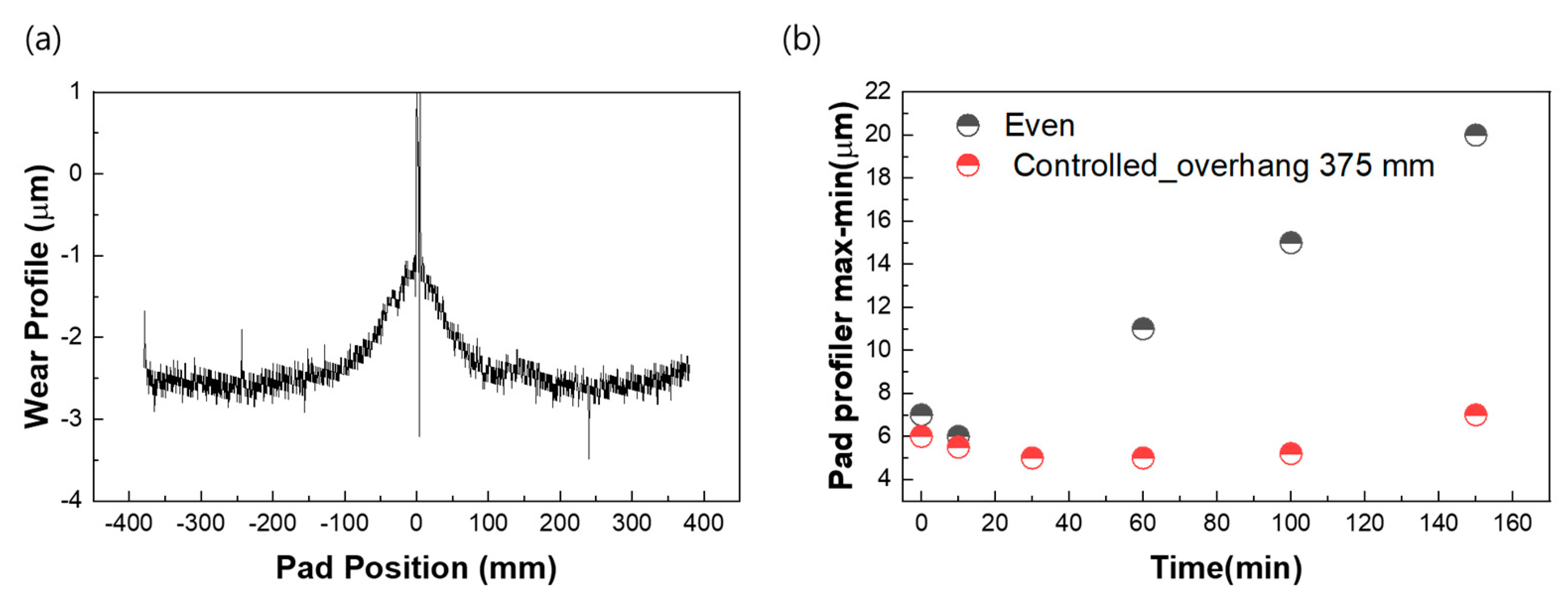
3. Results
4. Summary
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Preston, F.W. The Theory and Design of Plate Glass Polishing Machines. J. Soc. Glass Technol. 1927, 11, 227–228. [Google Scholar]
- Hooper, B.; Byrne, G.; Galligan, S. Pad conditioning in chemical mechanical polishing. J. Mater. Process. Technol. 2002, 123, 107–113. [Google Scholar] [CrossRef]
- Tsai, M.-Y.; Chen, S.-T.; Liao, Y.-S.; Sung, J. Novel diamond conditioner dressing characteristics of CMP polishing pad. Int. J. Mach. Tools Manuf. 2009, 49, 722–729. [Google Scholar] [CrossRef]
- Borucki, L.J.; Witelski, T.; Please, C.; Kramer, P.R.; Schwendeman, D. A theory of pad conditioning for chemical-mechanical polishing. J. Eng. Math. 2004, 50, 1–24. [Google Scholar] [CrossRef]
- Sun, T.; Borucki, L.; Zhuang, Y.; Philipossian, A. Investigating the effect of diamond size and conditioning force on chemical mechanical planarization pad topography. Microelectron. Eng. 2010, 87, 553–559. [Google Scholar] [CrossRef]
- Bozkaya, D.; Müftü, S. A Material Removal Model for CMP Based on the Contact Mechanics of Pad, Abrasives, and Wafer. J. Electrochem. Soc. 2009, 156, H890–H902. [Google Scholar] [CrossRef]
- Tsai, M.Y.; Chen, W.K. Effect of CMP conditioner diamond shape on pad topography and oxide wafer performances. Int. J. Adv. Manuf. Technol. 2011, 55, 253–262. [Google Scholar] [CrossRef]
- Srinivasa-Murthy, C.; Wang, D.; Beaudoin, S.; Bibby, T.; Holland, K.; Cale, T. Stress distribution in chemical mechanical polishing. Thin Solid Films 1997, 308–309, 533–537. [Google Scholar] [CrossRef]
- Wang, D.; Lee, J.; Holland, K.; Bibby, T.; Beaudoin, S.; Cale, T. Von Mises Stress in Chemical-Mechanical Polishing Processes. J. Electrochem. Soc. 1997, 144, 1121–1127. [Google Scholar] [CrossRef]
- Son, J.; Lee, H. Contact-Area-Changeable CMP Conditioning for Enhancing Pad Lifetime. Appl. Sci. 2021, 11, 3521. [Google Scholar] [CrossRef]
- Bajaj, R.; Desai, M.; Jairath, R.; Stell, M.; Tolles, R. Effect of polishing pad material properties on chemical mechanical pol-ishing (CMP) processes. MRS Online Proc. Libr. 1994, 337, 637–644. [Google Scholar] [CrossRef]
- Liang, H.; Kaufman, F.; Sevilla, R.; Anjur, S. Wear phenomena in chemical mechanical polishing. Wear 1997, 211, 271–279. [Google Scholar] [CrossRef]
- Fu, G.; Chandra, A. A model for wafer scale variation of material removal rate in chemical mechanical polishing based on viscoelastic pad deformation. J. Electron. Mater. 2002, 31, 1066–1073. [Google Scholar] [CrossRef]
- Tso, P.-L.; Ho, S.-Y. Factors influencing the dressing rate of chemical mechanical polishing pad conditioning. Int. J. Adv. Manuf. Technol. 2007, 33, 720–724. [Google Scholar] [CrossRef]
- Park, K.; Park, J.; Park, B.; Jeong, H. Correlation between break-in characteristics and pad surface conditions in silicon wafer polishing. J. Mater. Process. Technol. 2008, 205, 360–365. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Kumar, A.; Huang, Q. Nonlinear Dynamics Modeling of Correlated Functional Process Variables for Condition Monitoring in Chemical–Mechanical Planarization. IEEE Trans. Semicond. Manuf. 2009, 22, 188–195. [Google Scholar] [CrossRef]
- Jeong, S.; Jeong, K.; Choi, J.; Jeong, H. Analysis of correlation between pad temperature and asperity angle in chemical me-chanical planarization. Appl. Sci. 2021, 11, 1507. [Google Scholar] [CrossRef]
- Chen, C.-C.A.; Li, J.-C.; Liao, W.-C.; Ciou, Y.-J.; Chen, C.-C. Dynamic Pad Surface Metrology Monitoring by Swing-Arm Chromatic Confocal System. Appl. Sci. 2020, 11, 179. [Google Scholar] [CrossRef]
- Freeman, P.W.; Markert, L. Characterization of pad conditioning profiles in oxide CMP. In Proceedings of the 1996 Chemical Me-chanical Polish for ULSI Multilevel, Interconnection Conference, Santa Clara, CA, USA, 22–23 February 1996; pp. 57–60. [Google Scholar]
- Chang, O.; Kim, H.; Park, K.; Park, B.; Seo, H.; Jeong, H. Mathematical modeling of CMP conditioning process. Microelectron. Eng. 2007, 84, 577–583. [Google Scholar] [CrossRef]
- Zhou, Y.-Y.; Davis, E.C. Variation of polish pad shape during pad dressing. Mater. Sci. Eng. B 1999, 68, 91–98. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Case | ||||||||||||
| Even | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | 9.1 | |
| Linear Center Fast | 13.6 | 12.7 | 11.8 | 10.9 | 10 | 9.1 | 8.2 | 7.3 | 6.4 | 5.5 | 4.5 | |
| Linear Edge Fast | 4.5 | 5.5 | 6.4 | 7.3 | 8.2 | 9.1 | 10 | 10.9 | 11.8 | 12.7 | 13.6 | |
| Controlled | 3.1 | 6.0 | 8.1 | 9.2 | 9.6 | 9.2 | 9.2 | 9.2 | 9.2 | 9.5 | 11 | |
| Zone | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Case | ||||||||||||||||
| Parabolic | 11 | 9.1 | 7.6 | 6.3 | 5.3 | 4.6 | 4.1 | 4.0 | 4.1 | 4.6 | 5.3 | 6.3 | 7.6 | 9.1 | 11 | |
| Inverse Parabolic | 3.2 | 4.7 | 5.9 | 7.0 | 7.8 | 8.3 | 8.7 | 8.8 | 8.7 | 8.3 | 7.8 | 7.0 | 5.9 | 4.7 | 3.2 | |
| Step Center Fast | 8.0 | 8.0 | 8.0 | 8.0 | 8.0 | 8.0 | 8.0 | 6.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | |
| Step Edge Fast | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 6.0 | 8.0 | 8.0 | 8.0 | 8.0 | 8.0 | 8.0 | 8.0 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, H.; Lee, T.; Kim, D.; Kim, H. Kinematic Prediction and Experimental Demonstration of Conditioning Process for Controlling the Profile Shape of a Chemical Mechanical Polishing Pad. Appl. Sci. 2021, 11, 4358. https://0-doi-org.brum.beds.ac.uk/10.3390/app11104358
Cho H, Lee T, Kim D, Kim H. Kinematic Prediction and Experimental Demonstration of Conditioning Process for Controlling the Profile Shape of a Chemical Mechanical Polishing Pad. Applied Sciences. 2021; 11(10):4358. https://0-doi-org.brum.beds.ac.uk/10.3390/app11104358
Chicago/Turabian StyleCho, Hanchul, Taekyung Lee, Doyeon Kim, and Hyoungjae Kim. 2021. "Kinematic Prediction and Experimental Demonstration of Conditioning Process for Controlling the Profile Shape of a Chemical Mechanical Polishing Pad" Applied Sciences 11, no. 10: 4358. https://0-doi-org.brum.beds.ac.uk/10.3390/app11104358