
Identification of Existing Challenges and Future Trends for the Utilization of Ammonia-Water Absorption–Compression Heat Pumps at High Temperature Operation

 ,
,  ,
,
Abstract
:1. Introduction
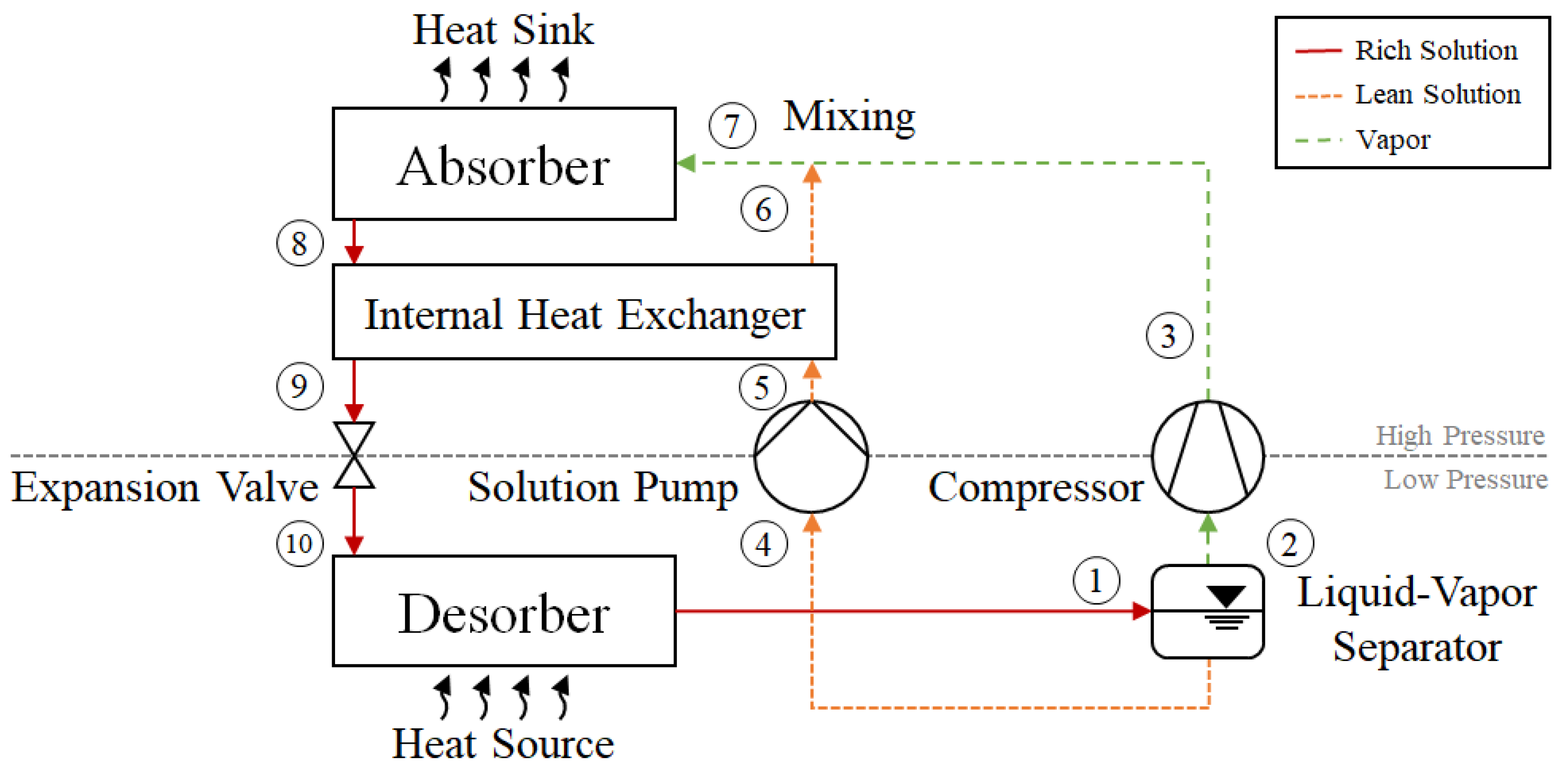
2. The Ammonia-Water Absorption–Compression Heat Pump
- Capacity control by changing the overall composition of the working fluid mixture, resulting in a change in the low-pressure gas density. Hereby, at constant speed and volume flow of the compressor, the mass flow of the vapor and thus the capacity of the heat pump is changed.
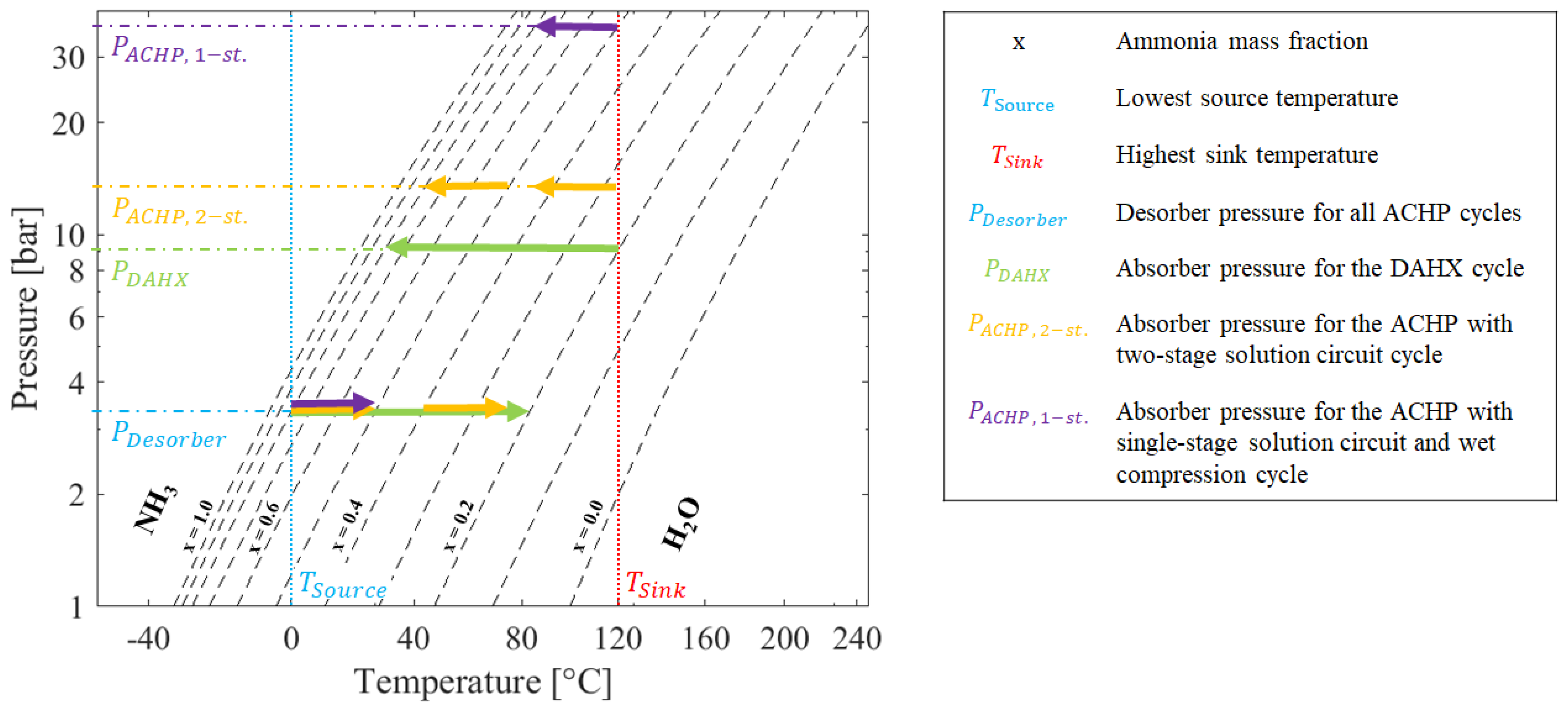
- Exploitation of the occurring temperature glides in desorber and absorber can be matched to heat source and sink and thus reduce the irreversibility of the system and enable large temperature spans with comparatively high COPs. The process follows the Lorenz rather than the Carnot process and becomes more effective as the temperature spread increases.
- Compared to pure ammonia, higher heat sink temperatures can be achieved with lower discharge vapor pressure and reduced pressure ratios when water is used as solvent.
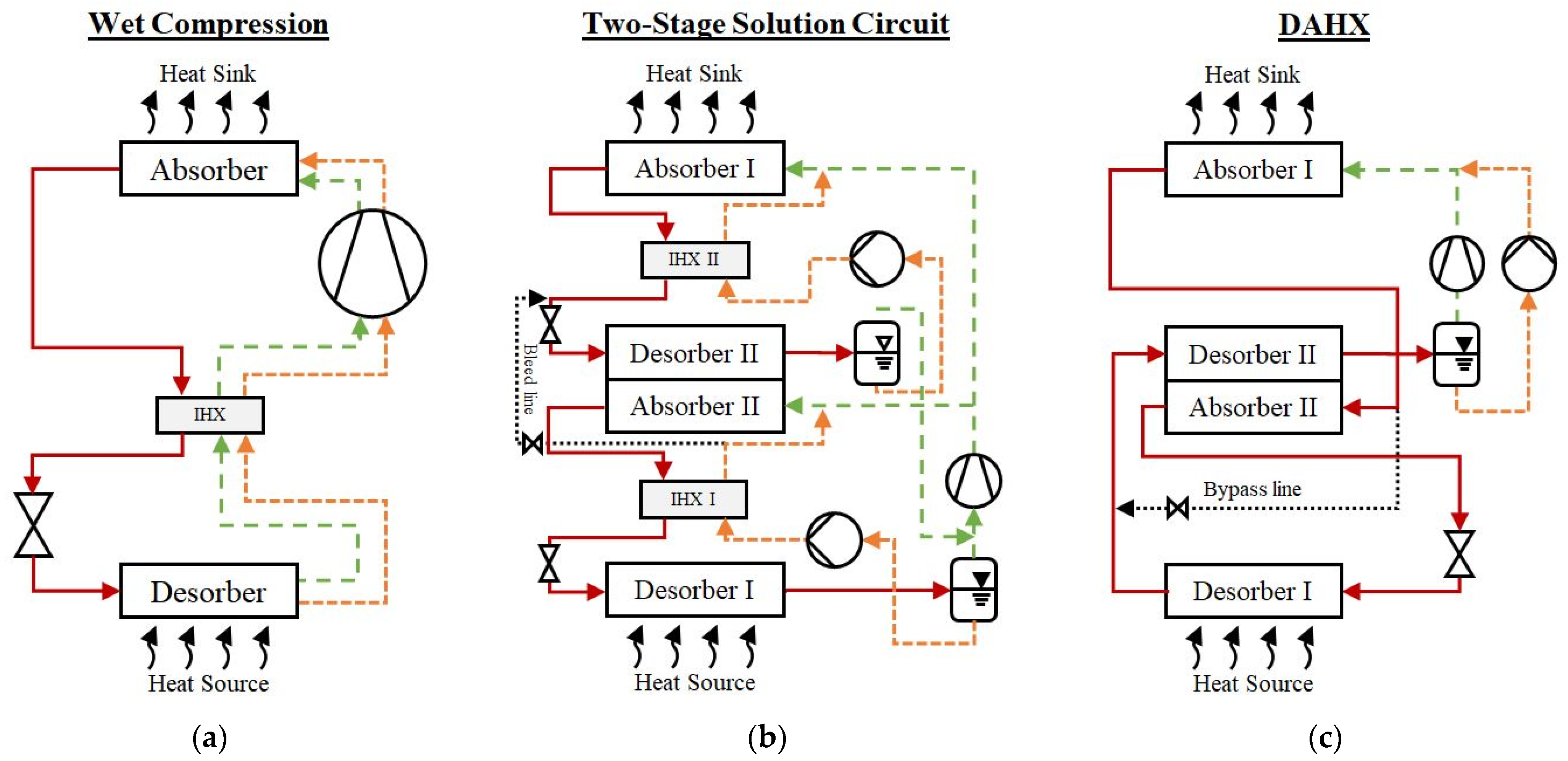
Cycle Configurations of the Absorption–Compression Heat Pump
3. State of Technology
Identified Existing Challenges
- Compressor discharge temperature: Occurring discharge temperatures constrain the achievement of higher sink temperatures, as they can cause problems, such as the decomposition of used lubricating oils and material problems in the compressor.
- Compressor lubrication: When oil is used to lubricate the compressor, additional components are needed for separation and cooling, raising the complexity and costs. In addition, the oil tends to penetrate the whole circuit, which requires a recirculation system and can have a negative impact on the heat pump performance.
- Oil-free operation of the system: Compressors that can be operated oil-free or for which lubrication is done by the solution are often associated with higher equipment costs due to necessary modifications or are unavailable for commercial use.
- Absorber and desorber design: An efficient design of the absorber and desorber is an important factor in improving the performance of the system. Therefore, an advanced understanding of the occurring heat transfer phenomena is essential, especially for the absorber at high temperature and high-pressure operation.
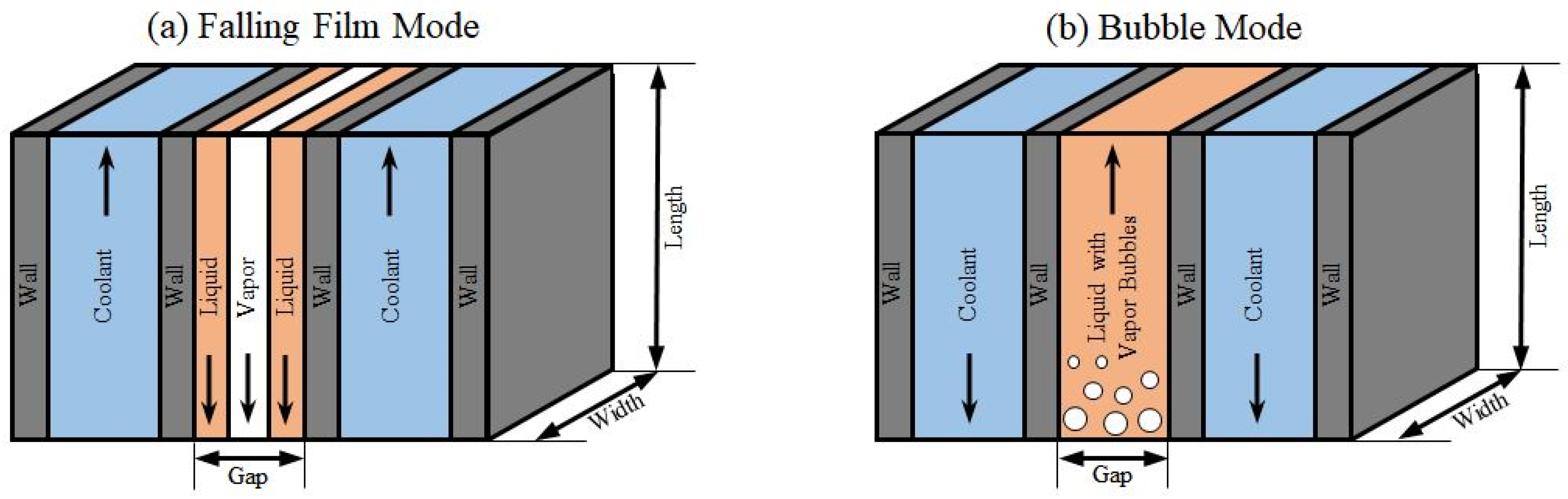
- Liquid–vapor mixing and distribution process: When using PHE, an appropriate selection of the operation mode together with effective liquid–vapor mixing and distribution are important to achieve high overall heat transfer coefficients and system performances.
- Solution pump: Cavitation caused by changing low pressure conditions related to rapid changes in compressor operation and operating conditions is a major challenge for the solution pump in ACHP cycles due to the saturated liquid leaving the liquid–vapor separator.
4. Identification of Recent Developments and Possible Solutions
4.1. Compressor Solutions
4.2. Absorber and Desorber Solutions
4.3. Solution Pump Solutions
4.4. Alternative Working Fluid Pairs
4.5. Summary of Existing Solutions
5. Future Trends
- For the general system design, the ACHP with single-stage solution circuit has been used commercially. Nevertheless, there is still potential for further improvements, such as the optimized system control in case of varying operating conditions [18].
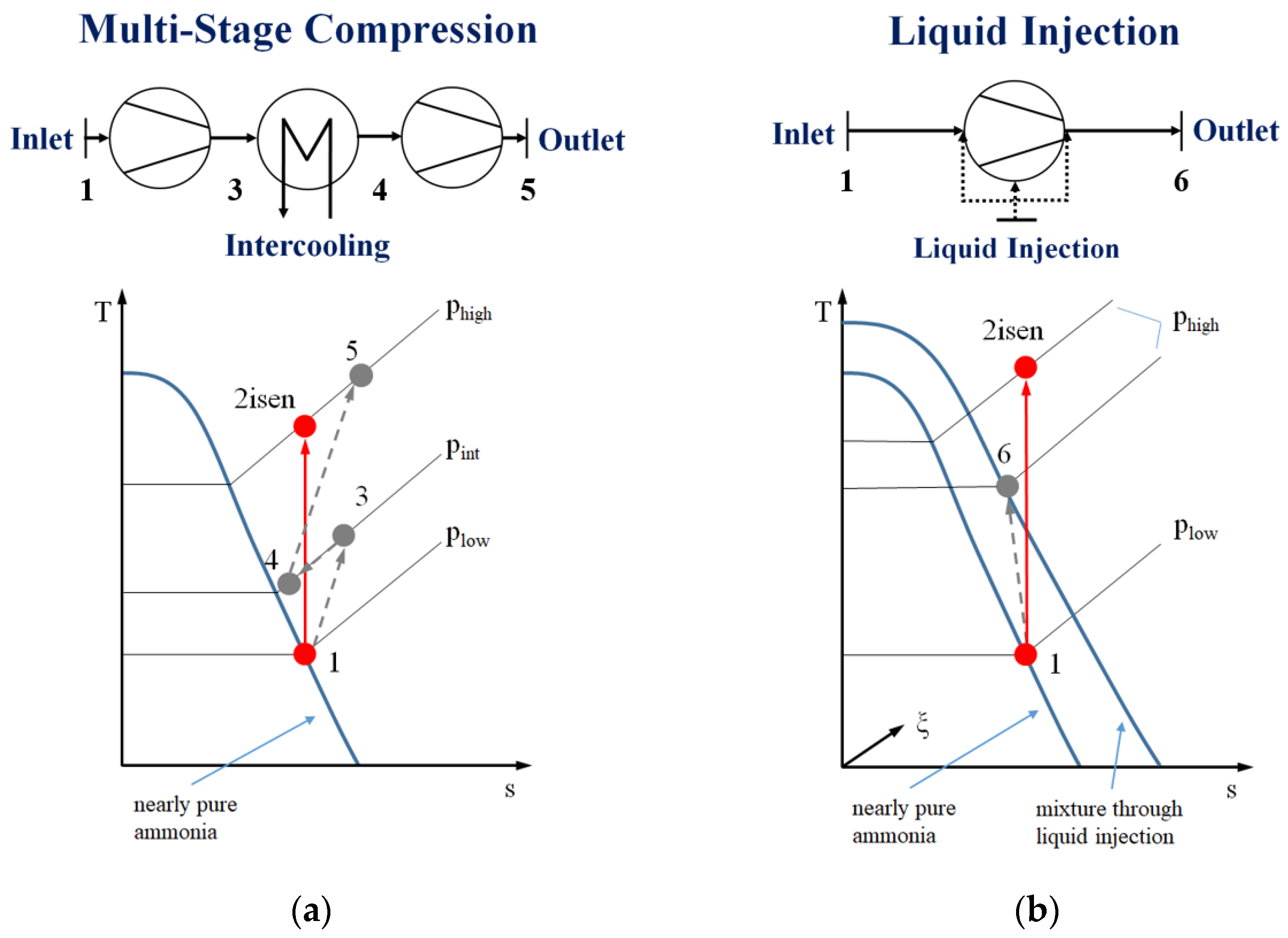
- To increase the application range and competitiveness of the ACHP, cost-effective and simple compressor solutions will be utilized. Besides using multistage oil-lubricated reciprocating compressors, the single-stage screw compressors with liquid injection and lubrication with the solution will be implemented as an alternative. In contrast to dry compression, the advantages of wet compression with reduced superheating and low discharge temperature can be beneficial [63]. In addition, the removal of the lubricating oil can lead to a reduction in the complexity and cost of the system. However, recent studies by Ahrens et al. (2019) [75,101] and Gudjonsdottir et al. (2019) [66] have indicated that suitable compressors are not yet commercially available and require further research and development. Insights and findings can be gained from related studies dealing with oil (Wu et al. (2017) [102]) or pure refrigerants as ammonia (Tian et al. (2017) [65]) and water (Wu et al. (2020) [5]).
- For the design and operation of absorber and desorber, there is a clear trend towards vertical PHE. This is often associated with factors such as compact design and cost-effective production. However, important factors for the efficiency, such as the liquid–vapor mixing and distribution, are often difficult to determine and thus challenging to predict for varying operating parameters [73]. The application of additive manufacturing techniques to produce plates and the liquid–vapor distribution may offer interesting possibilities. Solving the distribution challenge and being able to determine and predict the required parameters more accurately for the design and controlling of ACHP cycles, especially considering the desired high temperature operation, is an important goal of further research.
- In addition to the static height, a possible sub-cooling of the lean solution upstream of the inlet can result in a sustainable operation of the solution pump.
- For the use of alternative working fluid pairs in ACHP cycles, there is so far only little experimental experience apart from theoretical studies besides ammonia-water, as presented in Section 4.4. However, the use of alternative working fluid pairs is a promising solution.
6. Conclusions
- Interest in the ACHP system has grown in recent years and has been supported by the successful implementation of first commercial units.
- Many studies, both theoretical and experimental, focused on improving the achievable operating parameter and system efficiency to increase the competitiveness compared to VCHPs and conventional solutions for industrial high temperature applications.
- Various configurations of the ACHP system with special characteristics have been developed and studied. The ACHP with a single-stage solution circuit was most widely investigated and is the only configuration in commercial use today. With the aim of further optimization of the ACHP system, existing challenges for the main components such as compressor, absorber/desorber and solution pump were identified based on the conducted research.
- Compressors used so far have been positive displacement compressors such as reciprocating, screw and scroll. For the achievable parameters of the ACHP system, the compressor is a constraining component and associated with challenges, such as discharge temperature, lubrication, efficient and oil-free operation of the system. A variety of possible solutions to address these challenges, such as multi-stage compression with intercooling or liquid injection, were investigated.
- Different types and configurations of heat exchangers have been used. For the design and operation of absorber and desorber, a clear trend towards vertically arranged PHEs has emerged. However, there are still challenges associated with the optimal design to achieve good liquid–vapor distribution and achieving high overall heat transfer coefficients. The ability to determine and predict the parameters required for the design and control of absorber and desorber more accurately is an important goal in further disseminating ACHP technology for use in industrial applications.
- Various strategies to avoid cavitation in the solution pump have been successfully implemented and tested, thus this problem discussed in earlier literature was solved.
- In addition to ammonia-water, a variety of alternative working fluid pairs for use in ACHP systems have been investigated. Further research and development are required to evaluate the reported potential improvements in a practical application.
- Based on the conducted investigations as well as recent developments and solutions, the future trends for further research were defined for all identified challenges.
- For the increased use of ACHP systems in high temperature applications, future research should focus on the development of (oil-free) liquid-injected compressors and the efficient design and operation of the absorber and desorber.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ACHP | Absorption–compression heat pump |
| CAS | Chemical Abstracts Service |
| CFC | Chlorofluorocarbons |
| COP | Coefficient of performance |
| DAHX | vapor compression cycle with solution circuit and desorber/absorber heat exchange |
| GHG | Greenhouse gas |
| GHS | Globally Harmonized System of Classification and Labelling of Chemicals |
| GWP | Global warming potential |
| HTHP | High temperature heat pump |
| IHX | Internal heat exchanger |
| MAK | Maximum workplace concentration |
| ODP | Ozone depletion potential |
| PHE | Plate heat exchanger |
| VCHP | Vapor compression heat pump |
References
- Conti, J.; Holtberg, P.; Diefenderfer, J.; LaRose, A.; Turnure, J.T.; Westfall, L. International Energy Outlook 2016 with Projections to 2040; USDOE Energy Information Administration (EIA): Washington, DC, USA, 2016. [Google Scholar]
- Oluleye, G.; Jobson, M.; Smith, R. Process integration of waste heat upgrading technologies. Process. Saf. Environ. Prot. 2016, 103, 315–333. [Google Scholar] [CrossRef]
- Kosmadakis, G. Estimating the potential of industrial (high-temperature) heat pumps for exploiting waste heat in EU industries. Appl. Therm. Eng. 2019, 156, 287–298. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Wang, R.Z.; Yang, C. Perspectives for low-temperature waste heat recovery. Energy 2019, 176, 1037–1043. [Google Scholar] [CrossRef]
- Wu, D.; Hu, B.; Wang, R.Z.; Fan, H.; Wang, R. The performance comparison of high temperature heat pump among R718 and other refrigerants. Renew. Energy 2020, 154, 715–722. [Google Scholar] [CrossRef]
- Bamigbetan, O.; Eikevik, T.M.; Nekså, P.; Bantle, M. Review of vapour compression heat pumps for high temperature heating using natural working fluids. Int. J. Refrig. 2017, 80, 197–211. [Google Scholar] [CrossRef]
- Yan, H.; Wang, R.; Du, S.; Hu, B.; Xu, Z. Analysis and Perspective on Heat Pump for Industrial Steam Generation. Adv. Energy Sustain. Res. 2021, 2000108, 2000108. [Google Scholar] [CrossRef]
- Ommen, T.; Jensen, J.K.; Markussen, W.B.; Reinholdt, L.; Elmegaard, B. Technical and economic working domains of industrial heat pumps: Part 1—Single stage vapour compression heat pumps. Int. J. Refrig. 2015, 55, 168–182. [Google Scholar] [CrossRef] [Green Version]
- Jensen, J.K.; Ommen, T.; Markussen, W.B.; Reinholdt, L.; Elmegaard, B. Technical and economic working domains of industrial heat pumps: Part 2—Ammonia-water hybrid absorption–compression heat pumps. Int. J. Refrig. 2015, 55, 183–200. [Google Scholar] [CrossRef] [Green Version]
- Jensen, J.K.; Markussen, W.B.; Reinholdt, L.; Elmegaard, B. On the development of high temperature ammonia-water hybrid absorption–compression heat pumps. Int. J. Refrig. 2015, 58, 79–89. [Google Scholar] [CrossRef] [Green Version]
- Farshi, L.G.; Khalili, S. Thermoeconomic analysis of a new ejector boosted hybrid heat pump (EBHP) and comparison with three conventional types of heat pumps. Energy 2019, 170, 619–635. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, H.H.; He, Y.L.; Tao, W.Q. A comprehensive review on advances and applications of industrial heat pumps based on the practices in China. Appl. Energy 2016, 178, 800–825. [Google Scholar] [CrossRef]
- Schlosser, F.; Jesper, M.; Vogelsang, J.; Walmsley, T.G.; Arpagaus, C.; Hesselbach, J. Large-scale heat pumps: Applications, performance, economic feasibility and industrial integration. Renew. Sustain. Energy Rev. 2020, 133. [Google Scholar] [CrossRef]
- Arpagaus, C.; Bless, F.; Uhlmann, M.; Schiffmann, J.; Bertsch, S.S. High temperature heat pumps: Market overview, state of the art, research status, refrigerants, and application potentials. Energy 2018, 152, 985–1010. [Google Scholar] [CrossRef] [Green Version]
- Wu, D.; Jiang, J.; Hu, B.; Wang, R.Z. Experimental investigation on the performance of a very high temperature heat pump with water refrigerant. Energy 2020, 190, 116427. [Google Scholar] [CrossRef]
- Frate, G.F.; Ferrari, L.; Desideri, U. Analysis of suitability ranges of high temperature heat pump working fluids. Appl. Therm. Eng. 2019, 150, 628–640. [Google Scholar] [CrossRef]
- Zühlsdorf, B.; Jensen, J.K.; Cignitti, S.; Madsen, C.; Elmegaard, B. Analysis of temperature glide matching of heat pumps with zeotropic working fluid mixtures for different temperature glides. Energy 2018, 153, 650–660. [Google Scholar] [CrossRef]
- Jensen, J.K. Industrial Heat Pumps for High Temperature Process Applications. Ph.D. Thesis, Technical University of Denmark, Kongens Lyngby, Denmark, 2015. [Google Scholar]
- Osenbrück, A. Verfahren zur Kälteerzeugung bei Absorptionsmaschinen. Deutsches Patent 84084, 1895. [Google Scholar]
- Altenkirch, E. Kompressionskältemaschine mit Lösungskreislauf. Kältetechnik 1950, 2, 251–259, 279–284, 310–315. [Google Scholar]
- Groll, E.A. Current status of absorption/compression cycle technology. In Proceedings of the ASHRAE Transactions: Tecnical and Symposium Papers, Philadelphia, PA, USA, 24–28 February 1997; Volume 103, pp. 361–374. [Google Scholar]
- Baksaas, H.S.; Grandum, S. Initial tests of high temperature absorption/compression heat pump. In Proceedings of the International Sorption Heat Pump Conference, Munich, Germany, 24–26 March 1999; pp. 477–482. [Google Scholar]
- Risberg, T.; Horntvedt, B.; Madland, D.; Nordtvedt, S.R. Process dynamics in an industrial prototype compression/absorption heat pump. In Proceedings of the 6th IIR Gustav Lorentzen Conference; International Institute of Refrigeration: Glasgow, Scotland, 2004. [Google Scholar]
- Nordtvedt, S.R.; Horntvedt, B.R.; Eikefjord, J.; Johansen, J. Hybrid Heat Pump for Waste Heat Recovery in Norwegian Food Industry. In Proceedings of the 10th International Heat Pump Conference, Tokyo, Japan, 16–19 May 2011; pp. 1–5. [Google Scholar]
- Ahrens, M.U.; Foslie, S.S.; Moen, O.M.; Bantle, M.; Eikevik, T.M. Integrated high temperature heat pumps and thermal storage tanks for combined heating and cooling in the industry. Appl. Therm. Eng. 2021, 189, 10. [Google Scholar] [CrossRef]
- Van De Bor, D.M.; Infante Ferreira, C.A.; Kiss, A.A. Optimal performance of compression-resorption heat pump systems. Appl. Therm. Eng. 2014, 65, 219–225. [Google Scholar] [CrossRef]
- Jensen, J.K.; Reinholdt, L.; Markussen, W.B.; Elmegaard, B. Investigation of ammonia/water hybrid absorption/compression heat pumps for heat supply temperatures above 100 °C. In Proceedings of the International Sorption Heat Pump Conference; Center for Environmental Energy Engineering, University of Maryland: Washington, DC, USA, 2014; pp. 1–10. [Google Scholar]
- Gao, P.; Chang, M.M.; Zhang, C.L.; Shao, L.L. System principles and applications of hybrid sorption–compression heat pump—A review. Int. J. Refrig. 2019, 108, 14–25. [Google Scholar] [CrossRef]
- Qing, C.; Gao, P.; Zhang, C.L. Thermodynamic analysis on feasible operating region of two-stage hybrid absorption–compression heat pump cycles. Int. J. Refrig. 2021, 121, 43–50. [Google Scholar] [CrossRef]
- Jung, C.W.; Song, J.Y.; Kang, Y.T. Study on ammonia/water hybrid absorption/compression heat pump cycle to produce high temperature process water. Energy 2018, 145, 458–467. [Google Scholar] [CrossRef]
- Farshi, L.G.; Khalili, S.; Mosaffa, A.H. Thermodynamic analysis of a cascaded compression—Absorption heat pump and comparison with three classes of conventional heat pumps for the waste heat recovery. Appl. Therm. Eng. 2018, 128, 282–296. [Google Scholar] [CrossRef]
- Gao, P.; Qing, C.; Chang, M.M.; Shao, L.L.; Zhang, C.L. Hybrid absorption–compression heat pump with two-stage rectification and subcooler. Appl. Therm. Eng. 2020, 181, 116027. [Google Scholar] [CrossRef]
- Amrane, K.; Rane, M.V.; Radermacher, R. Performance curves for single-stage vapor compression cycles with solution circuit. J. Eng. Gas. Turbines Power 1991, 113, 221–227. [Google Scholar] [CrossRef]
- Hultén, M.; Berntsson, T. The compression/absorption heat pump cycle—Conceptual design improvements and comparisons with the compression cycle. In Proceedings of the International Journal of Refrigeration; Elsevier: New York, NY, USA, 2002; Volume 25, pp. 487–497. [Google Scholar]
- Bergmann, G.; Hivessy, G. Experimental Hybrid Heat Pump of 1000kW heating capacity. In Proceedings of the 4th International Conference on Applications and Efficiency of Heat Pump Systems, Munich, Germany, 1–3 October 1990; pp. 27–40. [Google Scholar]
- Itard, L.C.M.; Machielsen, C.H.M. Considerations when modelling compression/resorption heat pumps. Int. J. Refrig. 1994, 17, 453–460. [Google Scholar] [CrossRef]
- Itard, L.C.M. Wet compression versus dry compression in heat pumps working with pure refrigerants or non-azeotropic mixtures. Int. J. Refrig. 1995, 18, 495–504. [Google Scholar] [CrossRef]
- Radermacher, R. An Example of the Manipulation of Effective Vapor Pressure Curves. J. Eng. Gas. Turbines Power 1988, 110, 647–651. [Google Scholar] [CrossRef]
- Rane, M.V.; Radermacher, R. Experimental investigation on a two stage vapor compression heat pump with solution circuits: Performance enhancement with a bleed line. In Proceedings of the Absorption Heat Pump Conference, Tokyo, Japan, 30 September–2 October 1991; pp. 96–102. [Google Scholar]
- Rane, M.V.; Radermacher, R. Feasibility study of a two-stage vapour compression heat pump with ammonia-water solution circuits: Experimental results. Int. J. Refrig. 1993, 16, 258–264. [Google Scholar] [CrossRef]
- Rane, M.V.; Amrane, K.; Radermacher, R. Performance enhancement of a two-stage vapour compression heat pump with solution circuits by eliminating the rectifier. Int. J. Refrig. 1993, 16, 247–257. [Google Scholar] [CrossRef]
- Groll, E.A.; Radermacher, R. Vapor Compression heat pump with solution circuit and desorber/absorber heat exchange. In Proceedings of the International Absorption Heat Pump Conference, New Orleans, LA, USA, 19–21 January 1994; pp. 463–469. [Google Scholar]
- Zhou, Q.; Radermacher, R. Development of a vapor compression cycle with a solution circuit and desorber/absorber heat exchange. Int. J. Refrig. 1997, 20, 85–95. [Google Scholar] [CrossRef]
- Nordtvedt, S.R. Experimental and Theoretical Study of a Compression/Absorption Heat Pump with Ammonia/Water as Working Fluid. Ph.D. Thesis, Norweigan University of Science and Technology, Trondheim, Norway, 2005. [Google Scholar]
- Bercescu, V. Aspects du fonctionnement d’une installation experimentale de pompe de chaleur avec compression mecanique et circulation additionelle de la solution. In Proceedings of the 16th International Congress of Refrigeration, Paris, France, 31 August–7 September 1983. [Google Scholar]
- Pop, M.G.; Chiriac, F.; Ghitulescu, M.; Gardus, V.; Negrea, A.; Minea, V. 7.5 Gcal/h Hot Houshold Water Preparation Facility with an Absorbtion–Compression Heat Pump. In Proceedings of the Symposium on Rational Utilization of Secondary Forms of Energy in the Economy, particularly in Industry, Bucharest, Romania, 10–14 October 1983. [Google Scholar]
- Minea, V.; Chiriac, F. Hybrid absorption heat pump with ammonia/water mixture—Some design guidelines and district heating application. Int. J. Refrig. 2006, 29, 1080–1091. [Google Scholar] [CrossRef]
- Mučić, V.; Scheuermann, B. Zweistoff-Kompressions-Wärmepumpe mit Lösungskreislauf. Fernwärme Int. 1984, 13, 79–81. [Google Scholar]
- Stokar, M.; Trepp, C. Compression heat pump with solution circuit Part 1: Design and experimental results. Int. J. Refrig. 1987, 10, 87–96. [Google Scholar] [CrossRef]
- Mučić, V. Resorption Compression Heat Pump with Solution Circuit for Steam Generation Using Waste Heat of Industry as Heat Source. Newsl. IEA Heat Pump Cent. 1989, 7, 14–15. [Google Scholar]
- Rane, M.V.; Radermacher, R.; Herold, K.E. Experimental investigation of a single stage vapor compression heat pump with solution circuit. In Proceedings of the Advances in Industrial Heat Pumps Technology, San Francisco, CA, USA, 10–15 December 1989. [Google Scholar]
- Mongey, B.; Hewitt, N.J.; McMullan, J.T.; Henderson, P.C.; Molyneaux, G.A. Performance trends and heat transfer considerations in an ammonia-water resorption cycle. Int. J. Energy Res. 2001, 25, 41–51. [Google Scholar] [CrossRef]
- FKW. Entwicklung einer Absorptions-Kompressionswärmepumpe mit dem Stoffpaar Ammoniak/Wasser für die Anwendung als Hochtemperatur-Wärmepumpe; Forschungszentrum für Kältetechnik und Wärmepumpen GmbH: Hannover, Germany, 2003. [Google Scholar]
- Kim, J.; Park, S.R.; Baik, Y.J.; Chang, K.C.; Ra, H.S.; Kim, M.; Kim, Y. Experimental study of operating characteristics of compression/absorption high-temperature hybrid heat pump using waste heat. Renew. Energy 2013, 54, 13–19. [Google Scholar] [CrossRef]
- Jung, C.W.; An, S.S.; Kang, Y.T. Thermal performance estimation of ammonia-water plate bubble absorbers for compression/absorption hybrid heat pump application. Energy 2014, 75, 371–378. [Google Scholar] [CrossRef]
- Markmann, B.; Tokan, T.; Loth, M.; Stegmann, J.; Hartmann, K.H.; Kruse, H.; Kabelac, S. Experimental results of an absorption–compression heat pump using the working fluid ammonia/water for heat recovery in industrial processes. Int. J. Refrig. 2019, 99, 59–68. [Google Scholar] [CrossRef]
- Malewski, W.F. Integrated absorption and compression heat pump cycle using mixed working fluid ammonia and water. In Proceedings of the 2nd International Workshop on Research Activities on Advanced Heat Pumps, Graz, Austria, 26–29 September 1988; pp. 35–44. [Google Scholar]
- Torstensson, H.; Nowacki, J.-E. A sorption/compression heat pump using exhaust air as heat source. In Proceedings of the Absorption Heat Pump Conference, Tokyo, Japan, 30 September–2 October 1991; pp. 103–108. [Google Scholar]
- Itard, L.C.M. Wet Compression-Resorption Heat Pump Cycles: Thermodynamic Analysis and Design. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 25 May 1998. [Google Scholar]
- Zaytsev, D.V. Development of Wet Compressor for Application in Compression-Resorption Heat Pumps. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 8 April 2003. [Google Scholar]
- Lorenz, H. Die Ermittlung der Grenzwerte der thermodynamischen Energieumwandlung. Z. Gesammte Kälteindustrie 1895, 2, 1–3, 6–12. [Google Scholar]
- Stene, J. Design and Application of Ammonia Heat Pump Systems for Heating and Cooling of Non-Residential Buildings. In Proceedings of the 8th IIR Gustav Lorentzen Conference on Natural Working Fluids, Copenhagen, Denmark, 7–10 September 2008. [Google Scholar]
- Zaytsev, D.; Infante Ferreira, C.A. Screw Compressor for Ammonia-Water Heat Pump Lubricated by the Process Mixture. In Proceedings of the International Compressor Engineering Conference School, West Lafayette, IN, USA, 16–19 July 2002. [Google Scholar]
- Infante Ferreira, C.A.; Zamfirescu, C.; Zaytsev, D. Twin screw oil-free wet compressor for compression-absorption cycle. Int. J. Refrig. 2006, 29, 556–565. [Google Scholar] [CrossRef]
- Tian, Y.; Yuan, H.; Wang, C.; Wu, H.; Xing, Z. Numerical investigation on mass and heat transfer in an ammonia oil-free twin-screw compressor with liquid injection. Int. J. Therm. Sci. 2017, 120, 175–184. [Google Scholar] [CrossRef]
- Gudjonsdottir, V.; Infante Ferreira, C.A.; Goethals, A. Wet compression model for entropy production minimization. Appl. Therm. Eng. 2019, 149, 439–447. [Google Scholar] [CrossRef]
- Ziegler, F. State of the art in sorption heat pumping and cooling technologies. In Proceedings of the International Journal of Refrigeration; Elsevier: New York, NY, USA, 2002; Volume 25, pp. 450–459. [Google Scholar]
- Lima, A.A.S.; Leite, G.D.N.P.; Ochoa, A.A.V.; Santos, C.A.C.D.; Costa, J.A.P.D.; Michima, P.S.A.; Caldas, A.M.A. Absorption Refrigeration Systems Based on Ammonia as Refrigerant Using Different Absorbents: Review and Applications. Energies 2020, 14, 48. [Google Scholar] [CrossRef]
- Reay, D.A. Compact heat exchangers, enhancement and heat pumps. Int. J. Refrig. 2002, 25, 460–470. [Google Scholar] [CrossRef]
- Pratihar, A.K.; Kaushik, S.C.; Agarwal, R.S. Simulation of an ammonia—Water compression—Absorption refrigeration system for water chilling application. Int. J. Refrig. 2010, 33, 1386–1394. [Google Scholar] [CrossRef]
- Kang, Y.T.; Akisawa, A.; Kashiwagi, T. Analytical investigation of two different absorption modes: Falling film and bubble types. Int. J. Refrig. 2000, 23, 430–443. [Google Scholar] [CrossRef]
- Pratihar, A.K.; Kaushik, S.C.; Agarwal, R.S. Performance evaluation of a small capacity compression-absorption refrigeration system. Appl. Therm. Eng. 2012, 42, 41–48. [Google Scholar] [CrossRef]
- Markmann, B. Wärmeübergang bei der Absorption Ammoniakreichen Dampfes Durch Wässrige Lösung im Plattenwärmeübertrager. Ph.D. Thesis, Leibniz Universität Hannover, Hannover, Germany, 2020. [Google Scholar]
- An, S.S.; Jung, C.W.; Kim, M.; Park, S.R.; Kang, C.; Kang, Y.T. Experimental and simulation study on the plate absorber for hybrid heat pump system. J. Mech. Sci. Technol. 2013, 27, 3903–3909. [Google Scholar] [CrossRef]
- Ahrens, M.U.; Hafner, A.; Eikevik, T.M. Development of ammonia-water hybrid absorption–compression heat pumps. In Proceedings of the 25th IIR International Congress of Refrigeration; IIF-IIR: Montréal, QC, Canada, 2019; pp. 4942–4949. [Google Scholar]
- Lee, K.B.; Chun, B.H.; Lee, J.C.; Lee, C.H.; Kim, S.H. Experimental analysis of bubble mode in a plate-type absorber. Chem. Eng. Sci. 2002, 57, 1923–1929. [Google Scholar] [CrossRef]
- Nordtvedt, S.R. Performance analysis of a plate type heat exchanger used as absorber in a combined compression/absorption heat pump. In Proceedings of the International Sorption Heat Pump Conference, Shanghai, China, 24–27 September 2002; pp. 235–239. [Google Scholar]
- Táboas, F.; Vallès, M.; Bourouis, M.; Coronas, A. Flow boiling heat transfer of ammonia/water mixture in a plate heat exchanger. Int. J. Refrig. 2010, 33, 695–705. [Google Scholar] [CrossRef]
- Sun, J.; Fu, L.; Zhang, S. A review of working fluids of absorption cycles. Renew. Sustain. Energy Rev. 2012, 16, 1899–1906. [Google Scholar] [CrossRef]
- European Parliament and the Council of the European Union. Regulation (EU) No 517/2014 of the European Parliament and of the Council of 16 April 2014 on fluorinated greenhouse gases and repealing Regulation (EC) No 842/2006. Off. J. Eur. Union 2014, 150, 195–230. [Google Scholar]
- European Parliament and the Council of the European Union. Directive 2006/40/EC of the European Parliament and of the Council of 17 May 2006. Off. J. Eur. Union 2006, 161, 1–11. [Google Scholar]
- IFA. GESTIS-Stoffdatenbank. Available online: https://gestis.dguv.de/ (accessed on 19 March 2021).
- DFG. MAK- und BAT-Werte-Liste 2020. Maximale Arbeitsplatzkonzentrationen und Biologische Arbeitsstofftoleranzwerte. Available online: http://0-dx-doi-org.brum.beds.ac.uk/10.34865/mbwl_2020_deu (accessed on 19 March 2021).
- Åhlby, L.; Hodgett, D. The Compression-Absorption Cycle: A High-Temperature Application. In Proceedings of the 4th International Conference on Applications and Efficiency of Heat Pump Systems, Munich, Germany, 1–3 October 1990; pp. 59–68. [Google Scholar]
- Chatzidakis, S.; Rogdakis, E. Das Verhalten der Zwei- und Dreistoffkompressionskältemaschine mit Lösungskreislauf. KI Klima-Kälte-Heizung 1992, 7–8, 255–258. [Google Scholar]
- Tarique, S.M.; Siddiqui, M.A. Performance and economic study of the combined absorption/compression heat pump. Energy Convers. Manag. 1999, 40, 575–591. [Google Scholar] [CrossRef]
- Hannl, D. Absorptions/Kompressions-Wärmepumpe für Hochtemperaturanwendung mit dem Arbeitsstoffgemisch Ammoniak/Lithiumnitrat. Ph.D. Thesis, Technische Universität Graz, Graz, Austria, 2015. [Google Scholar]
- Herold, K.E.; Howe, L.A.; Radermacher, R. Analysis of a hybrid compression-absorption cycle using lithium bromide and water as the working fluid. Int. J. Refrig. 1991, 14, 264–272. [Google Scholar] [CrossRef]
- Ansari, N.A.; Arora, A.; Manjunath, K. Optimum Performance Analysis of a Hybrid Cascade Refrigeration System Using Alternative Refrigerants. Mater. Today Proc. 2018, 5, 28374–28383. [Google Scholar] [CrossRef]
- Gudjonsdottir, V.; Infante Ferreira, C.A.; Rexwinkel, G.; Kiss, A.A. Enhanced performance of wet compression-resorption heat pumps by using NH3-CO2-H2O as working fluid. Energy 2017, 124, 531–542. [Google Scholar] [CrossRef]
- Groll, E.A.; Kruse, H. Kompressionskältemaschine mit Lösungskreislauf—Einsatzmöglichkeiten für die Arbeitsstoffpaare R23/DEGDME und CO2/Aceton. DIE KÄLTE Klimatech. 1992, 45, 206–218. [Google Scholar]
- Moreira-Da-Silva, R.J.B.; Salavera, D.; Coronas, A. Modelling of CO2/acetone fluid mixture thermodynamic properties for compression/resorption refrigeration systems. IOP Conf. Ser. Mater. Sci. Eng. 2019, 595, 1–13. [Google Scholar] [CrossRef]
- Aldás, P.S.D. Bomba de Calor de Compresión/Resorción con CO2/Acetona: Modelización Termodinámica del Ciclo y Estudio Teórico-Experimental del Proceso de Desorción en un Intercambiador de Calor de Placas. Ph.D. Thesis, Universitat Rovira i Virgili, Tarragona, Spain, 2020. [Google Scholar]
- Endo, N.; Maeda, T.; Hasegawa, Y. Performance Estimation of Absorption/Compression Cycle Using Working Pair Dimethyle Ether/Methanol. Transactions of the JSRAE. 2007, Volume 24, No. 3. pp. 193–204. Available online: https://ui.adsabs.harvard.edu/abs/2012TRACE..24..193E/abstract (accessed on 15 May 2021).
- Kawada, A.; Otake, M.; Toyofuku, M. Absorption Compression Heat Pump using TFE/E181. In Proceedings of the Absorption Heat Pump Conference, Tokyo, Japan, 30 September–2 October 1991; pp. 121–126. [Google Scholar]
- Nogués, M.; Bourouis, M.; Boer, D.; Coronas, A. Absorption/compression heat pumps using methanol—TEGDME and trifluoroethanol—TEGDME. In Proceedings of the Heat Pump Systems, Energy Efficiency, and Global Warming; IIF-IIR: Linz, Austria, 1997; pp. 197–204. [Google Scholar]
- Bourouis, M.; Nogués, M.; Boer, D.; Coronas, A. Industrial heat recovery by absorption/compression heat pump using TFE-H2O-TEGDME working mixture. Appl. Therm. Eng. 2000, 20, 355–369. [Google Scholar] [CrossRef]
- Mestra, A.M.; Vallès, M.; Bourouis, M.; Coronas, A. Absorption/compression heat pump with organic fluid mixtures for industrial waste heat recovery. Cycle performance and first experimental results. In Proceedings of the Eurotherm Seminar 72, Valencia, Spain, 31 March–2 April 2003; pp. 397–402. [Google Scholar]
- Mestra Rodríguez, A.M. Revalorización Energética de Residuos Térmicos Mediante Ciclos de Compresión Mecánica de Vapor con Circuito de Solución. Ph.D. Thesis, Universitat Rovira i Virgili, Tarragona, Spain, 2005. [Google Scholar]
- Groll, E.A. Experimentelle und theoretische Untersuchungen von Kompressionskältemaschinen mit Lösungskreislauf. Ph.D. Thesis, University of Hannover, Hannover, Germany, 1994. [Google Scholar]
- Ahrens, M.U.; Hafner, A.; Eikevik, T.M. Compressors for ammonia-water hybrid absorption–compression heat pumps. In Proceedings of the 8th Conference on Ammonia and CO2 Refrigeration Technology, Ohrid, North Macedonia, 11–13 April 2019; pp. 366–373. [Google Scholar]
- Wu, X.; Xing, Z.; He, Z.; Wang, X.; Chen, W. Effects of lubricating oil on the performance of a semi-hermetic twin screw refrigeration compressor. Appl. Therm. Eng. 2017, 112, 340–351. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author (Location) | Year | Cap. [kW] | Tsource [°C] | Tsink [°C] | ∆Tm,lift [K] | COP [-] | Compressor Design | Absorber Design | Desorber Design | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| ACHP with single-stage solution circuit | ||||||||||
| Bercescu et al. (Romania) | 1983 | 15 | 24 | 59 | n/a | 4.9 | oil, recip, t-st | n/a | n/a | [45] |
| Pop et al. (Romania) | 1983 | 4500 | 36 to 30 | 45 to 55 | 16.9 | 2.6 | dry, recip, s-st | Shell/tube horizontal | Shell/tube horizontal | [46,47] |
| Mučić, Scheuermann (Germany) | 1984 | 160 | 60 to 45 | 25 to 78 | −5.6 | 11.3 | oil, recip, s-st | Shell/tube horizontal | Shell/tube horizontal | [48] |
| Stokar, Trepp (Switzerland) | 1987 | 15 | 40 to 15 | 40 to 70 | 28.1 | 4.3 | dry, recip, s-st | Shell/tube vertical | Shell/tube vertical | [49] |
| Mučić (Germany) | 1989 | 1000 | 95 to 95 (const.) | 115 to 115 (const.) | 20.0 | 9.1 | dry, screw, s-st | Shell/tube vertical | Shell/tube vertical | [50] |
| Rane et al. (USA) | 1989 | 7 | 15 (avg.) | 45 (avg.) | n/a | 3.7 | dry, recip, t-st | Shell/tube vertical | Shell/tube vertical | [51] |
| Baksaas, Grandum (Norway) | 1999 | 60 | 48 | 48 to 100 | n/a | 2.1 | oil, recip, t-st | Corrugated PHE | Corrugated PHE | [22] |
| Mongey et al. (North Ireland) | 2001 | 13.5 | 42 to 27 | 42 to 57 | 15.2 | 3.7 | oil, recip, s-st | Corrugated PHE | Corrugated PHE | [52] |
| FKW (Germany) | 2003 | 27 | 43 to 35 | 60 to 72 | 27.0 | 4.3 | oil, twin screw, s-st | Corrugated PHE | Corrugated PHE | [53] |
| Risberg et al. (Norway) | 2004 | 300 | 50 to 15 | 50 to 85 | 36.9 | n/a | oil, recip, t-st | Corrugated PHE | Corrugated PHE | [23] |
| Nordtvedt (Norway) | 2005 | 47 | 50 to 17 | 50 to 93 | 38.7 | 2.4 | oil, recip, t-st | Corrugated PHE | Corrugated PHE | [44] |
| Nordtvedt et al. (Norway) | 2011 | 650 | 48 to 38 | 48 to 87 | 22.8 | 4.5 | oil, recip, t-st | Corrugated PHE | Corrugated PHE | [24] |
| Kim et al. (Republic of Korea) | 2013 | 10 | 50 to 30 | 50 to 90 | 28.9 | 3.0 | oil, recip, t-st | Corrugated PHE | Corrugated PHE | [54] |
| Jung et al. (Republic of Korea) | 2014 | 7.3 | 50 to 30 | 50 to 81 | 25.1 | 2.7 | oil, recip, s-st | Corrugated PHE | Corrugated PHE | [55] |
| Markmann et al. (Germany) | 2019 | 40 | 59 to 49 | 50 to 60 | 1.0 | 2.5 | oil, twin screw, s-st | Corrugated PHE | Corrugated PHE | [56] |
| Ahrens et al. (Norway) | 2021 | 940 | 67 to 60 | 73 to 95 | 20.1 | 5.9 | oil, recip, t-st | Corrugated PHE | Corrugated PHE | [25] |
| Wet compression cycle | ||||||||||
| Malewski (Germany) | 1988 | 500 | 35 | 60 to 80 | n/a | 4.4 | wet, screw, s-st | Shell/tube horizontal | Shell/tube horizontal | [57] |
| Bergmann, Hivessy (Hungary) | 1990 | 1000 | 25 to 5 | 15 to 85 | 27.9 | 4.4 | wet, screw, s-st | Shell/tube horizontal | Shell/tube horizontal | [35] |
| Torstensson, Nowacki (Sweden) | 1991 | 1.4 | 16 to 3 | 35 to 60 | 38.6 | 3.0C | wet, scroll, s-st | Tube/tube coaxial | Tube/tube coaxial | [58] |
| Itard (Netherlands) | 1998 | 13 | 44 to 38 | 40 to 53 | 5.3 | 3.1 | wet, liquid ring, s-st | Plate-fin vertical | Plate-fin vertical | [59] |
| Zaytsev (Netherlands) | 2003 | 18.9 | 70 to 65 | 76 to 92 | 16.3 | 1.4 | wet, twin screw, s-st | Shell/tube vertical | Shell/tube vertical | [60] |
| ACHP with two-stage solution circuit | ||||||||||
| Rane, Radermacher (USA) | 1991 | 4.2 | 4 to −5 | 96 to 104 | 100.5 | 1.0C | dry, recip, t-st | Shell/tube vertical | Shell/tube vertical | [39] |
| ACHP with single circuit and desorber/absorber heat exchange (DAHX) | ||||||||||
| Groll, Radermacher (USA) | 1994 | 5 | 0 to −6 | 58 to 74 | 68.7 | 0.9C | dry, recip, t-st | Shell/tube vertical | Shell/tube vertical | [42] |
| Author (Location) | Year | Exp. | Refrigerant | GHS | Absorbent | GHS | Tmin/Tmax | Ref. |
|---|---|---|---|---|---|---|---|---|
| Inorganic Refrigerant | ||||||||
| Åhlby, Hodgett (Sweden) | 1990 | NH3 (1) |  | H2O (2)/LiBr (3) |  | 0/200 | [84] | |
| Chatzidakis, Rogdakis (Germany) | 1992 | NH3 (1) |  | H2O (2)/LiBr (3) |  | 0/200 | [85] | |
| Tarique, Siddiqui (India) | 1999 | NH3 (1) |  | NaSCN (4) |  | −35/160 | [86] | |
| Hannl (Austria) | 2015 | X | NH3 (1) |  | LiNO3 (5) |  | −40/200 | [87] |
| Herold et al. (USA) | 1991 | H2O (2) | - | LiBr (3) |  | 0/200 | [88] | |
| Ansari et al. (India) | 2018 | H2O (2) | - | LiBr (3) |  | 0/200 | [89] | |
| Gudjonsdottir et al. (Netherlands) | 2017 | NH3 (1)/CO2 (6) |  | H2O (2) | - | 0/200 | [90] | |
| Groll, Kruse (Germany) | 1992 | X | CO2 (6) |  | Acetone (7) |  | −40/80 | [91] |
| Moreira-da-Silva et al. (Spain) | 2019 | CO2 (6) |  | Acetone (7) |  | −40/80 | [92] | |
| Aldás (Spain) | 2020 | CO2 (6) |  | Acetone (7) |  | −40/80 | [93] | |
| Organic Refrigerant | ||||||||
| Endo et al. (Japan) | 2007 | DME (8) |  | MeOH (9) |  | −30/200 | [94] | |
| Kawada et al. (Japan) | 1991 | X | TFE (10) |  | TEGDME (11) |  | 75/200 | [95] |
| Nogues et al. (Spain) | 1997 | TFE (10), MeOH (9) |  | TEGDME (11) |  | 65/200 | [96] | |
| Bourouis et al. (Spain) | 2000 | TFE (6)/H2O (2) |  | TEGDME (11) |  | 75/200 | [97] | |
| Mestra et al. (Spain) | 2003 | X | TFE (10), MeOH (9), |  | PEGDME 500 (12) | n/s | 65/200 | [98] |
| 2005 | HFIP (13) |  | [99] | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahrens, M.U.; Loth, M.; Tolstorebrov, I.; Hafner, A.; Kabelac, S.; Wang, R.; Eikevik, T.M. Identification of Existing Challenges and Future Trends for the Utilization of Ammonia-Water Absorption–Compression Heat Pumps at High Temperature Operation. Appl. Sci. 2021, 11, 4635. https://0-doi-org.brum.beds.ac.uk/10.3390/app11104635
Ahrens MU, Loth M, Tolstorebrov I, Hafner A, Kabelac S, Wang R, Eikevik TM. Identification of Existing Challenges and Future Trends for the Utilization of Ammonia-Water Absorption–Compression Heat Pumps at High Temperature Operation. Applied Sciences. 2021; 11(10):4635. https://0-doi-org.brum.beds.ac.uk/10.3390/app11104635
Chicago/Turabian StyleAhrens, Marcel Ulrich, Maximilian Loth, Ignat Tolstorebrov, Armin Hafner, Stephan Kabelac, Ruzhu Wang, and Trygve Magne Eikevik. 2021. "Identification of Existing Challenges and Future Trends for the Utilization of Ammonia-Water Absorption–Compression Heat Pumps at High Temperature Operation" Applied Sciences 11, no. 10: 4635. https://0-doi-org.brum.beds.ac.uk/10.3390/app11104635