
Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process

King Mongkut’s Institute of Technology Ladkrabang, Prince of Chumphon Campus, Chumphon 86160, Thailand
*
Author to whom correspondence should be addressed.
Appl. Sci. 2021, 11(17), 7891; https://0-doi-org.brum.beds.ac.uk/10.3390/app11177891
Submission received: 1 July 2021
/
Revised: 18 August 2021
/
Accepted: 19 August 2021
/
Published: 26 August 2021
(This article belongs to the Special Issue Intelligent Innovation in Engineering, Applied Sciences and Technology)
Abstract
:The coagulating properties of wood vinegar from para rubber wood, bamboo, and coconut shell used as a substitute for acetic acid in the production process of natural rubber (NR) sheets were investigated and considered. For the dirt and volatile content, the tensile strength at break, the percentage of elongation at break, and the 300% modulus, the results showed that the types of wood vinegar coagulants were not significantly different from acetic acid. However, the Mooney viscosity and plasticity retention index (PRI) properties were significantly different from those of acetic acid. The NR sheet temperature increased rapidly during the first hour after the drying process started due to heat transfer from the hot air. Afterward, the temperature of the NR sheet samples began to stabilize. When the drying process started, the drying temperature was increased, so the trend was reducing the drying time. For the yellowness index (YI) value, the increase in the YI value was related to the type of coagulating material, the increase in the airspeed, and the drying temperature. The dried sheet samples using para rubber wood vinegar as the coagulating material had a color value at the same level as acetic acid and the referent. However, the bamboo and coconut shell wood vinegars were at a lower level. In comparing the YI value data between the experimental results and prediction values, the second-degree model had a better fit in prediction than the zero-degree and first-degree models. This result was confirmed by the higher mean of the coefficient of determination. The dried sheet product coagulated by using wood vinegar had fungus growth prior to supplying it to the customer.
1. Introduction
Para rubber (Hevea brasiliensis) is a well-known plant throughout the world [1,2,3,4]. In 2019, worldwide natural para rubber (NR) production was about 13.5 million metric tons [5]. Thailand is the largest country for NR production and exportation [6]. In 2019, 3.82 million metric tons (USD 1 billion) of Thai NR products were exported to the USA, China, India, and Japan [7]. NR products can be divided into four forms: ribbed smoked sheets (RSS), block rubber, concentrated latex, and miscellaneous other forms such as air-dried sheets (ADS) of rubber [8,9,10]. Due to the number of tires required by the automotive industry increasing, the amount of consumed RSS and ADS rubber also increased [10,11,12].
As is known, the ADS rubber process has the same procedure as RSS production except for the fuel used to dry the NR sheets. When NR sheets are washed and hung on bars to dry in the chamber, hot gas from para rubber wood combustion flows to dry the NR sheets in the RSS drying process, but the ADS rubber process uses hot gas from a heater.
In the ADS rubber process, fresh para rubber latex is tapped and collected as white liquid from para rubber trees by farmers. NR sheets are produced by the addition of a coagulant, such as the commercial acids formic acid and acetic acid, to the fresh latex, which is then compressed by a squeezing machine. As these acids are highly toxic and not environmentally friendly [13,14,15], non-toxic compounds were investigated for use as coagulants in NR sheet production [15,16].
In recent years, much research has studied coagulating material substitutes for the commercial acids in the ADS rubber production process. For instance, the effects of wood vinegar as a coagulant and antifungal agent for ADS rubber in particular were demonstrated [17,18,19,20]. Previous research regarding the effects of wood vinegar as an antifungal agent for ADS rubber has been conducted in laboratories. Fungal inhibition was tested by cultivating Penicillium sp. from an NR sheet (immerse a 1-g piece of an NR sample in 5 mL of 0.85 %wt. NaCl and dilute) in a potato dextrose agar (PDA) for 72 h.
Wood vinegar, a pyroligneous acid by-product of wood charcoal production, is a natural and environmentally friendly substance. Raw wood vinegar is collected during the carbonization or pyrolysis of wood in airless conditions at temperatures in the range of 500–600 °C [21,22,23,24]. Para rubber wood, bamboo, and coconut shell are the standard raw materials with which to produce wood vinegar in Thailand [25,26].
The standard of the Rubber Research Institute of Thailand (RRIT) has divided ADS rubber into five grades from the highest level (one) to the lowest level (five) [27]. In this standard, the chemical and physical properties as well as the color (yellowish or yellowness index (YI) values) are the most important basic characteristics of ADS rubber.
The YI values of the ADS rubber affect the market price considerably because ADS rubber is graded according to the impurities in the sheet, as well as the yellowishness. NR sheets which are exposed to excessive temperatures and drying times are brown and thus subjected to a lower price. To manage the quality of ADS rubber appropriately, a study of NR sheet drying kinetics and color kinetics through analyzing the YI values is necessary.
As is known, NR sheets change from white to yellow or brown after drying because of the Maillard reaction [28,29,30]. The conditions of the acetic acid concentration, room temperature, total drying time, and airflow characteristics directly affect the reaction rate [31]. Previous investigations have shown that most NR drying research has designed and developed a drying chamber by considering the specific energy consumption and physical characteristics of ADS sheets [32,33]. Additionally, a mathematical model that considers the drying kinetics, chamber temperature distribution, and the airflow characteristics during the drying process has been improved [2,32,33,34,35,36,37]. Currently, Junka et al. [38] have been the only ones studying the effects of the drying conditions on the YI value changes in NR sheets when coagulating with acetic acid during the drying process quantitatively. Until now, there has been no research on the drying and color kinetics of NR sheets which used coagulating material substitutes for acetic acids in the ADS rubber production process by analyzing the YI values.
As for ADS sheet production, an acetic acid coagulant is one of the important chemicals to improve the NR sheet quality. However, one other alternative chemical is wood vinegar, which can replace traditional chemicals. Furthermore, because wood vinegar is a natural and environmentally friendly substance, it would be of interest for use as an additive and could become an important factor in ADS sheet production.
Therefore, the purpose of this research was to study the chemical and physical properties and predict the YI value changes of the drying and color kinetics of NR sheets which were related to the coagulating material type, including wood vinegar without purification from para rubber wood, bamboo, and coconut shell plus commercial acetic acid during the drying process. This study would be useful for finding the suitable drying conditions for each coagulating material while still maintaining the ADS rubber color at the level one standard and protecting the environment.
2. Materials and Methods
This section clarifies the raw materials and methods used to consider and analyze the effect of wood vinegar substitutes for acetic acid as the coagulant on the color quality of para rubber sheets drying.
2.1. Wood Vinegars and Acetic Acid
The crude wood vinegar without purification from para rubber wood, bamboo, and coconut shell used as a substitute for acetic acid in this study was supplied by a local manufacturer in Pathiu, Chumphon Province, Thailand. The color of these vinegars was reddish brown. The pH and principal compositions of the wood vinegars were measured with a pH meter (Mettler Toledo, Greifensee, Switzerland) and gas chromatography (performed on a Hewlett-Packard 5890 Series II, Waldbronn, Germany), respectively, while the acetic acid was supplied by a commercial manufacturer in Thailand.
2.2. The Raw NR Sheets
The NR sheets used in this study were obtained from the Agriculture, Food and Energy Center of King Mongkut’s Institute of Technology Ladkrabang from the Prince of Chumphon Campus, Pathiu, Chumphon Province, Thailand. The sheets selected related to the capacity of the chamber and the rubber sheets with initial moisture content on a dry weight basis (d.b.) were reduced in size for the laboratory test. The length, width, and thickness of each sheet sample were 300 mm, 100 mm, and 3 mm, respectively, and the weight was 100 g.
2.3. Drying Chamber
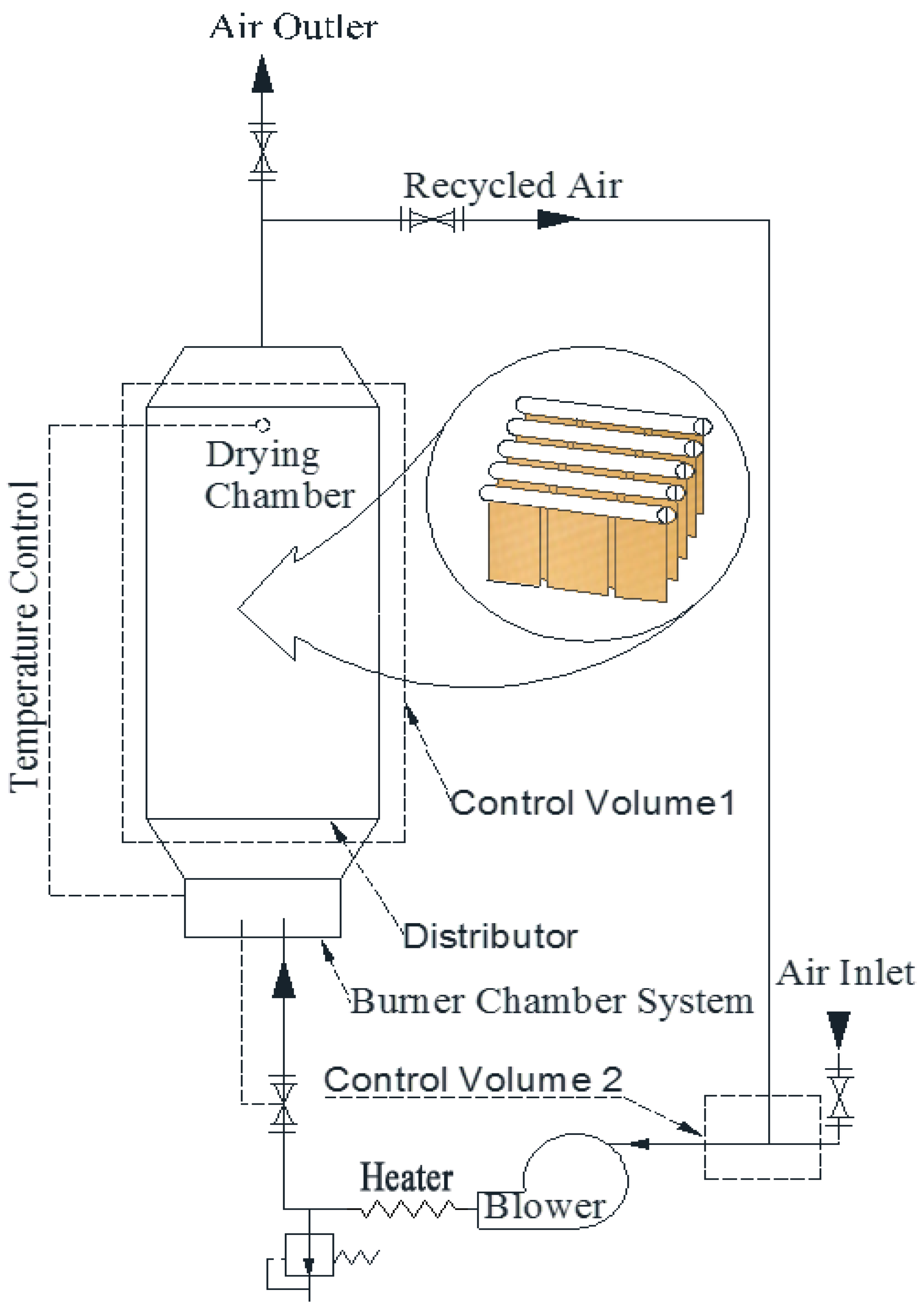
Figure 1 shows the hot air oven chamber used in this study, having dimensions of 600 mm × 800 mm × 1000 mm. It was constructed of steel. A centrifugal blower (Nitco, model RB60-520, Hessdorf, Germany) driven by a 2.2-kW motor and a 1.5-kW heater (Maxthermo, model MC-2438, Taiwan) were also used as the airspeed and temperature controllers, respectively.
2.4. Sampling Methods
Each NR sheet was produced in a tank by adding the coagulant into diluted NR latex (2000 mL filtered fresh NR latex + 3000 mL water). During the NR latex coagulation process, the latex completely coagulated within 3 h when using each of the wood vinegar substitutes and the commercial acetic acid. For the experimental conditions, 40 sheets of NR sheet samples (4 groups × 10 sheets) were measured and recorded. Dependent on the sample NR sheet coagulating material type condition, they were divided into four groups: para rubber wood vinegar, bamboo wood vinegar, coconut shell wood vinegar, and commercial acetic acid. For each experimental sample group, there were five replications. The sheet samples for every experiment were hung on four bamboo bars in the drying room. The air speed conditions were set at 0.3, 0.5, and 0.7 m/s [39,40]. The drying temperatures were 50, 60, and 70 °C [7,39,40,41]. Each NR sheet was taken out of the drying room after different drying times to record the NR sheet moisture content by the method of ASAE [42] and the temperature using an infrared thermometer (Benetech, model GM-700, Guangdong, China). The moisture of the NR sheets were reduced until a final level of 3.0 ± 1.0% d.b. in accordance with the ADS rubber standard of the RRIT. Thus, 1800 data samples (4 groups × 10 times × 3 velocities × 3 temperatures × 5 replications) were used for the construction of the models. The reference sample was a high-quality NR sheet coagulated by using commercial acetic acid with chemical and physical properties and a color within the level 1 ADS rubber standard from the Clong Wang Chang Cooperative in Pathiu, Chumphon Province, Thailand. The final moisture level of this sample was 3.0% d.b. after sun drying for 14 days.
2.5. Chemical and Physical Properties Analysis
The total particle mass concentration (TPMC) of the smoke particles from the para rubber chemical properties of the PR sheet sample, dirt content, and volatile content [43] were calculated by the Standard Malaysian Rubber (SMR) methods, and the physical properties of the experimental sheets were recorded by a texture analyzer (Lloyd Instruments, TA Plus, Hampshire, UK) with a 1-kN static load cell and calculated by tensile testing [44]. The Mooney viscosity [45] and plasticity retention index (PRI) [46] were calculated and considered. The Mooney viscosity value was determined with a viscometer (TECHPRO), while the PRI value could be calculated by Equation (1) [46]:
where P0 is the initial plasticity and P30 is the plasticity number after aging for 30 min at 140 °C in the NR sample.
2.6. Color Analysis
The color value of the NR sheet drying samples in this research was directly measured by using a color meter (Minolta, Model CR400, Osaka, Japan). The color parameters were shown as the average of three readings: lightness (L*), redness (a*), and yellowness (b*). Each sample was measured at 10 different points and repeated 5 times. The equation of the YI value, Equation (2), was determined by the magnitude of deviation in chroma from the whiteness and the YI value, which could be calculated as explained by Zou et al. [47]:
where X, Y, and Z are the color coordinates in the CIELAB color space model.
2.7. Color Kinetic Expression
The zero, first, and second-order rate reaction equations were used to predict the color change in the NR sheet during the drying process [48]. The reaction rate in the zero order was constant at all times, while the reaction rate in the first- and second-order depended on the substrate concentration, where t is the drying time and (h) and k are the reaction rate constant (h−1). Thus, the rate reaction equations were written.
The zero-order rate reaction equation could be calculated as in Equation (3):
The first-order rate reaction equation could be calculated as in Equation (4):
The second-order rate reaction equation could be calculated as in Equation (5):
According to Equation (6), the Arrhenius equation, the dependence on the temperature of the reaction rate was used to find the k value by a graphical plot in each order of the equation [48,49], where R is the universal gas constant (J mol−1 K−1), E is the activation energy of the rate constant (J mol−1), A is the frequency factor (h−1), and T is the drying temperature (K). Thus, this was written as follows in Equation (6):
For the color prediction, the color change was predicted using the YI value of NR sheet during the drying process. The zero-, first-, and second-order rate reactions could then be written.
The zero-order prediction models could be calculated by Equation (7):
The first-order prediction models could be calculated by Equation (8):
The second-order prediction models could be calculated by Equation (9):
2.8. Statistical Analysis
Analysis of variance (ANOVA) was used for graphical analyses of the data to define the interaction between the responses and to estimate the statistical parameters and the process variables. The significant model terms were evaluated by the probability value (p-value) at a 95% confidence interval.
3. Results and Discussion
3.1. The pH and Principal Compositions of the Wood Vinegars
The vinegars in this study had pH values between 2.65 and 2.71. The principal compositions of these vinegars as analyzed by gas chromatography (performed on a Hewlett-Packard 5890 Series II) were as follows: para rubber wood (acetic acid, 11.67 g/L; phenol, 2.82 g/L; and methanol, 0.52 g/L), bamboo (acetic acid, 10.59 g/L; phenol, 2.08 g/L; and methanol, 0.44 g/L), and coconut shell (acetic acid, 10.22 g/L; phenol, 2.15 g/L; and methanol, 0.41 g/L).
3.2. NR Latex Coagulation
During this process, fresh NR latex completed coagulation within 3 h when using wood vinegar without purification from para rubber wood, bamboo, coconut shell, and the commercial acetic acid. For the unsmoked rubber sheet colors before the drying process under the type of coagulating material, the sheet was rather white. In comparing the YI values between each experimental and reference result, the values were between 35.1 and 35.7 before the test started.
3.3. Chemical and Physical Properties of the NR Sheets
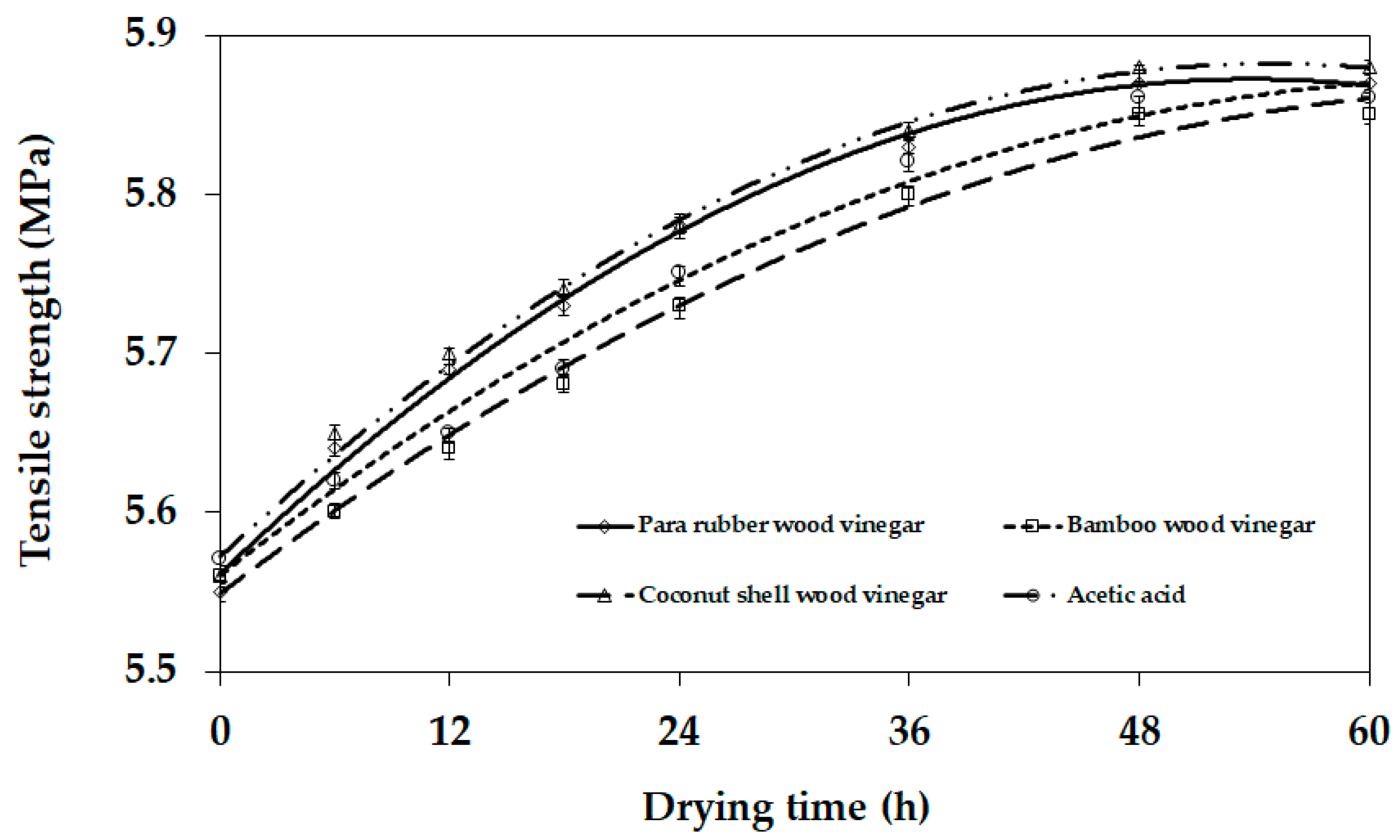
Table 1 presents the chemical and physical properties of the NR sheets which were related to the type of coagulant material. The results of the average dirt and volatile contents of the NR sheets showed that the different types of wood vinegar coagulants were not significantly different from acetic acid. This result was due to acetic acid being the major component of wood vinegars. For the physical properties, Figure 2 shows that the tensile strength at break of the NR sheet samples changed during the drying process. Figure 2 presents that an increase in drying time had the influence of increasing the tensile strength at break for all samples. This result was due to the space between the rubber molecules being decreased after water molecule evaporation [50,51]. In comparing the tensile strength at break values between each experimental and reference result, it is shown that all the wood vinegar coagulating materials were not significantly different from the acetic acid. The results show that the average percentage of elongation at break and the 300% modulus were not significantly different.
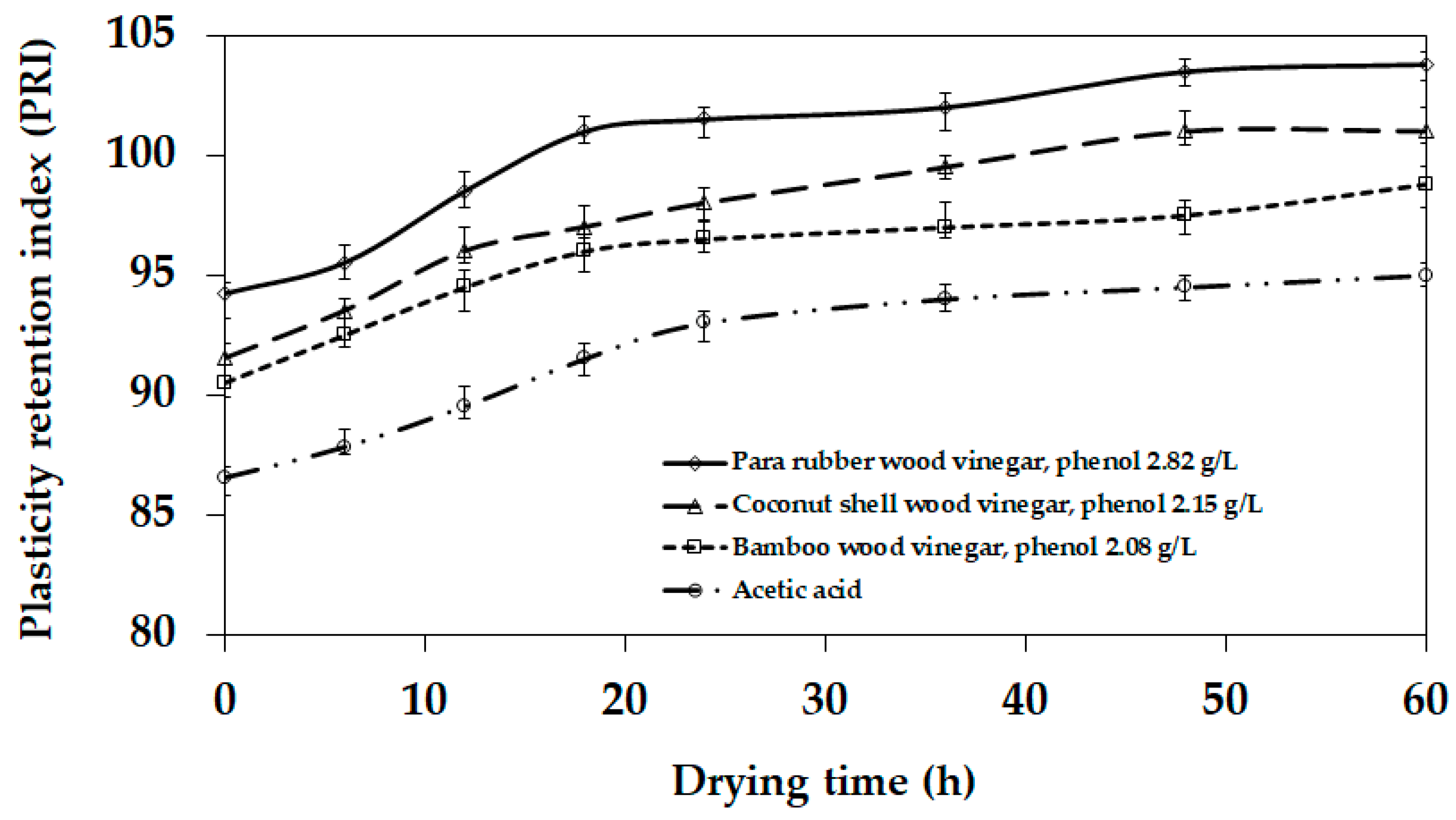
Figure 3 and Figure 4 present the effect of the type of coagulating material on the Mooney viscosity and plasticity retention index for the sheet rubber, respectively. In comparing the phenolic group among the four coagulating materials (para rubber wood vinegar > coconut shell wood vinegar > bamboo wood vinegar > acetic acid), an increasing number of phenolic groups in the NR latex reacted with the amine groups in the rubber [52,53], which increased the Mooney viscosity and PRI of the NR sheet. Therefore, the phenolic group in the NR latex had a strong influence on the Mooney viscosity and PRI properties of the sheet. This agreed with the results reported in [52,53]. Note that the results indicated that the concentration of acids influenced the Mooney viscosity, PRI properties, and the manufacturing process more than the acid types.
3.4. Drying Kinetics of the NR Sheets
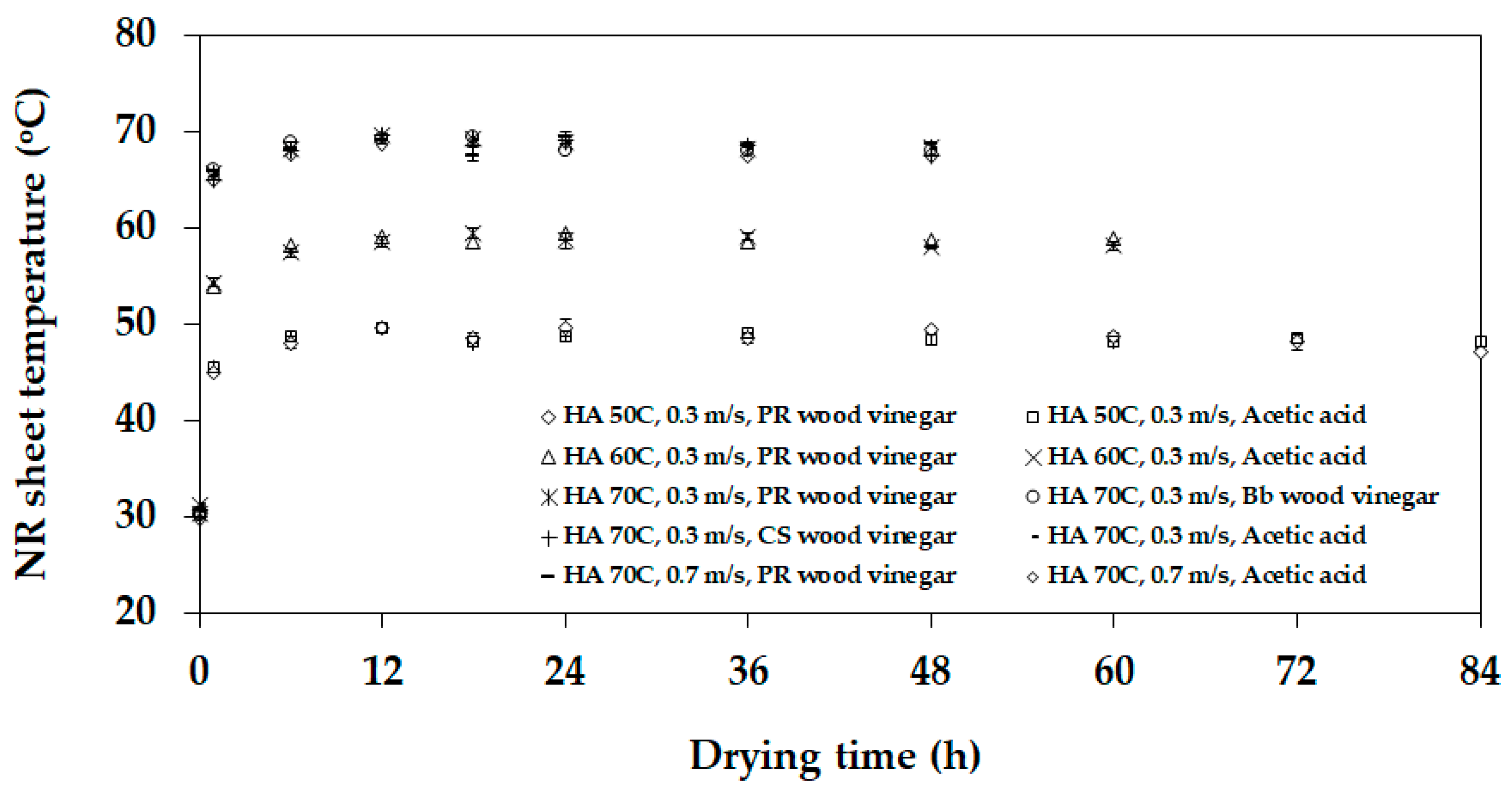
Figure 5 presents the NR sheet temperature change during the drying process at each type of coagulating material, airspeed, and temperature. Figure 5 shows the example data of the experimental values at various drying temperatures (50 °C, 60 °C, and 70 °C), where the airspeed was controlled at 0.3 m/s and 0.7 m/s. Initially, the NR sheet temperature samples were at approximately 30 °C. The NR sheet temperature increased rapidly during the first hour after the drying process started due to heat transfer from the hot air, and subsequently, the NR sheet sample temperature stabilized. The results show that increasing the air speed did not affect the NR sheet temperature at the same drying temperature and time period. This agreed with the results reported in [7,38,54,55]. In addition, the results found that the type of coagulating material and air speed value did not affect the NR sheet temperature.
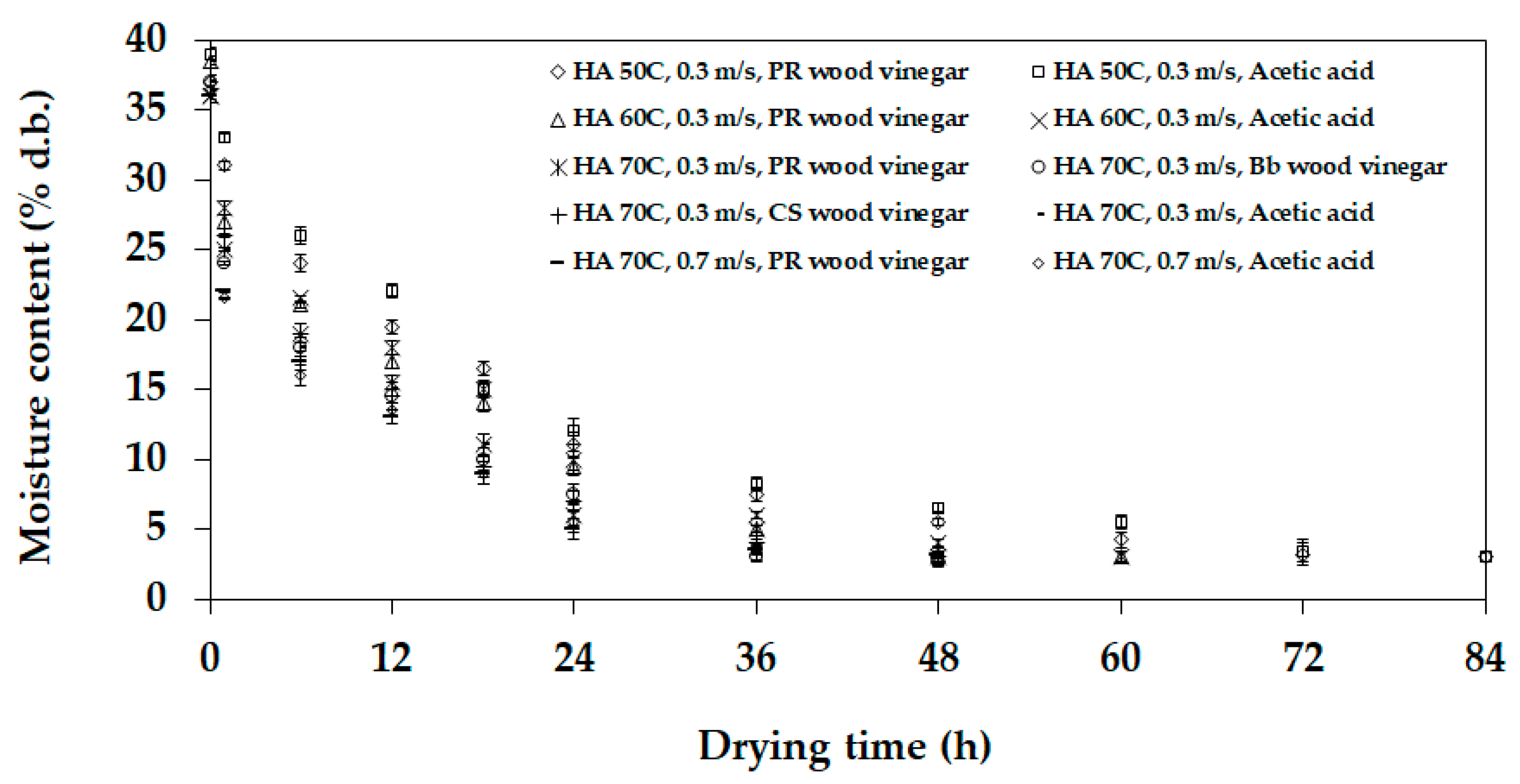
Figure 6 presents the NR sheet moisture change during the drying process for each type of coagulating material, airspeed, and temperature. When the drying process started, the NR sheet moisture rapidly reduced through convection heat transfer over the first 12 h. Afterward, the decrease in moisture of the samples was at a constant rate due to heat diffusion until drying finished at a final moisture of 3.0% d.b. [7,56]. For this reason, as the drying temperature was increased, the drying time reduced.
3.5. Color Kinetics of the NR Sheets
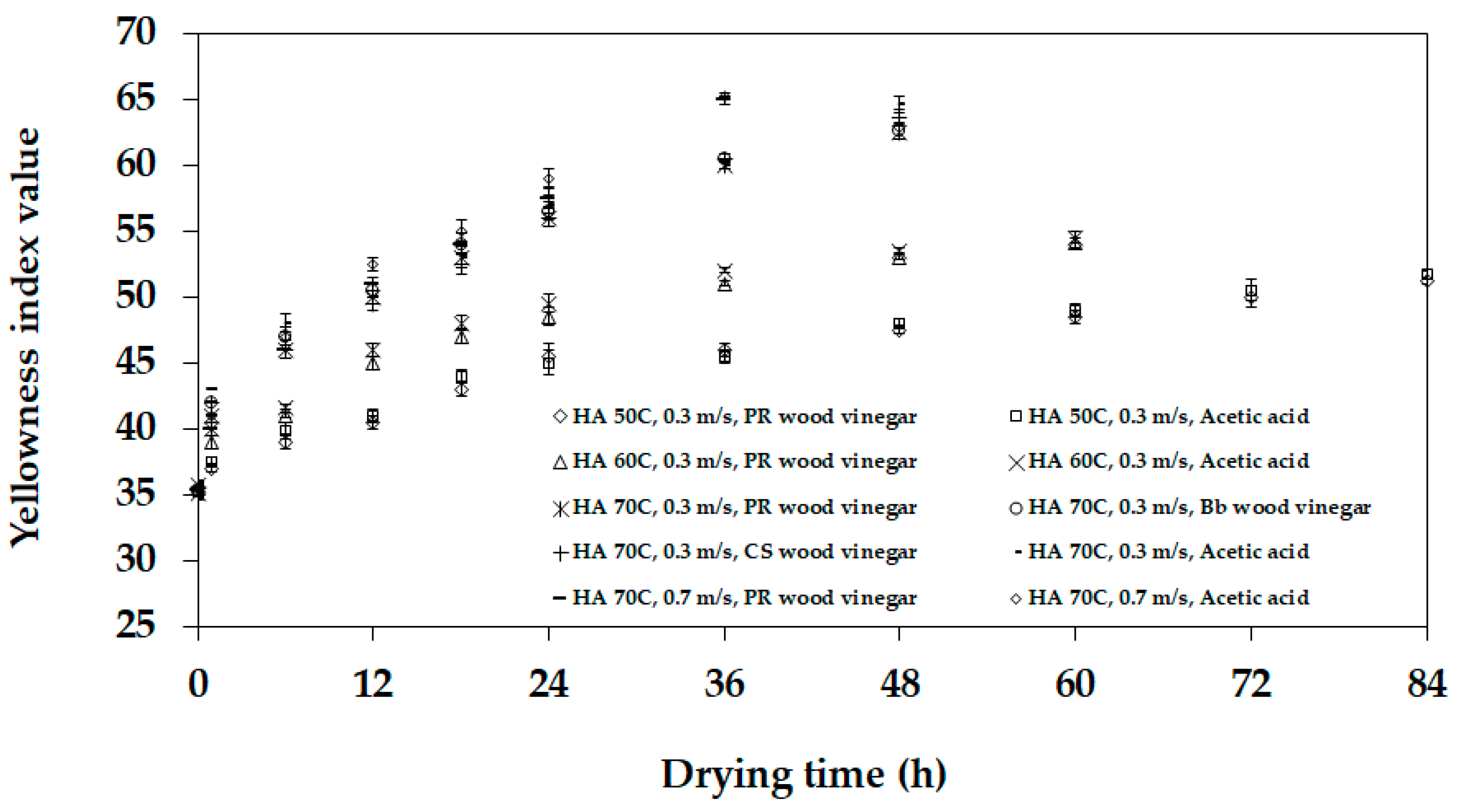
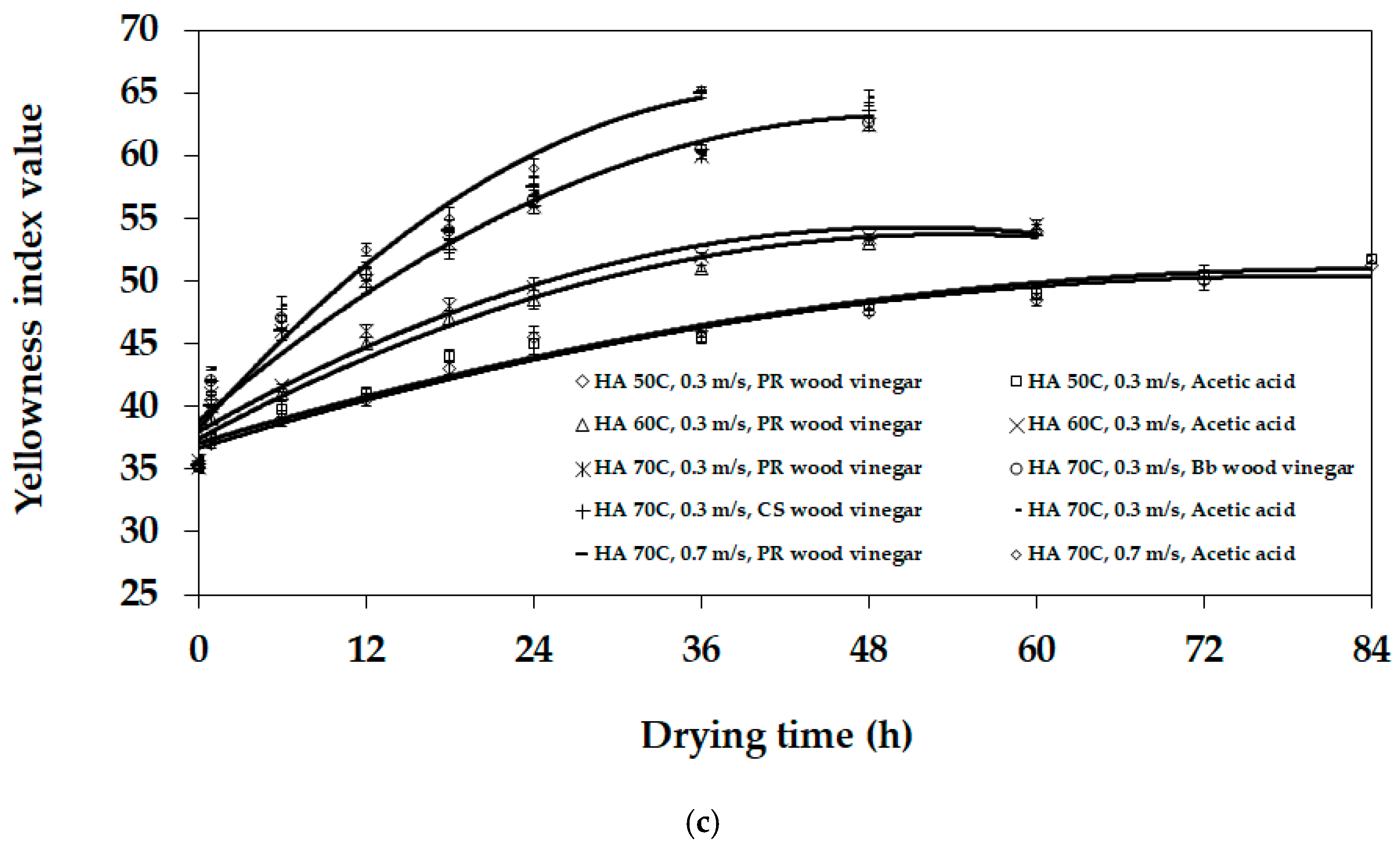
Figure 7 presents the YI kinetics of the NR sheet change during the drying process for each type of coagulating material, airspeed, and temperature. When the test started, the YI values of the experimental NR sheets and reference were between 35.1 and 35.7. Figure 7 presents that the increase in YI value related to the type of coagulating material and the increase in the airspeed and drying temperature.
Table 2 shows the experimental and predicted average YI value of the NR sheet samples at the final moisture content and total drying time. The results showed that the average YI values of the dried NR sheet by hot air were between 51.2 and 67.6, while that of the reference NR sheet was 59.8. For the type of coagulating materials, the dried sheet samples using para rubber wood vinegar as the coagulating material had a color value at the same level as the acetic acid and the referent. However, the bamboo and coconut shell wood vinegar were at lower levels. At the lower drying temperature, the airspeed affected the YI value, but for the higher temperature it was not affected. The results showed that the increase in temperature had a prime influence on increasing the average YI values. For the NR sheet samples dried at 70 °C, the average YI value of all the samples was higher than that of the reference, which presented that their color was falling below the level 1 standard of the ADS rubber.
For the changed NR sheet, the browning process was categorized into two interactions: non-enzymatic and enzymatic browning. As is known, the sheet color change in the non-enzymatic browning reactions was divided into two interactions: lipid oxidation and the Maillard interaction. For the lipid oxidation process, the NR sheet has unsaturated fatty acid elements. When it is oxidized by the oxygen in the air, the pigments in the sheets change by forming colored polymers [57,58]. The Maillard reaction occurs as the color value of the product changes during the drying process [58,59]. In this experimental case, the amino and carbonyl compounds in the rubber sheets were changed to the colored melanoidins after receiving heat. Much research [58,59,60] has concluded that the decrease in the amino and carbonyl compound levels before drying starts has a strong influence on decreasing the brownness color value on the product’s surface area after drying. Therefore, the increased value of the brownness color on the dried NR sheet surface area showed that the NR sheet had a high value of the amino and carbonyl compounds remaining before the drying process started. For this reason, this indicated that a part of the amino and carbonyl compounds was removed from the NR latex in the coagulating process. The results present that the dried NR sheet samples using para rubber wood vinegar and acetic acid as the coagulating material had lower brownness color values on the surface area than the samples using bamboo and coconut shell wood vinegar. Thus, this indicates that the para rubber wood vinegar had a high capability for decreasing the amino and carbonyl compound values to the same level as acetic acid and a better level than bamboo and coconut shell wood vinegar. In other words, amino and carbonyl compounds were removed from the NR latex with acid substances, especially acetic acid. This may be due to the para rubber wood vinegar having a higher value of acetic acid than the bamboo and coconut shell wood vinegar. In addition, the results found that the Maillard interaction rate was higher with the increasing change in the water activity of the rubber sheets and the drying temperature.
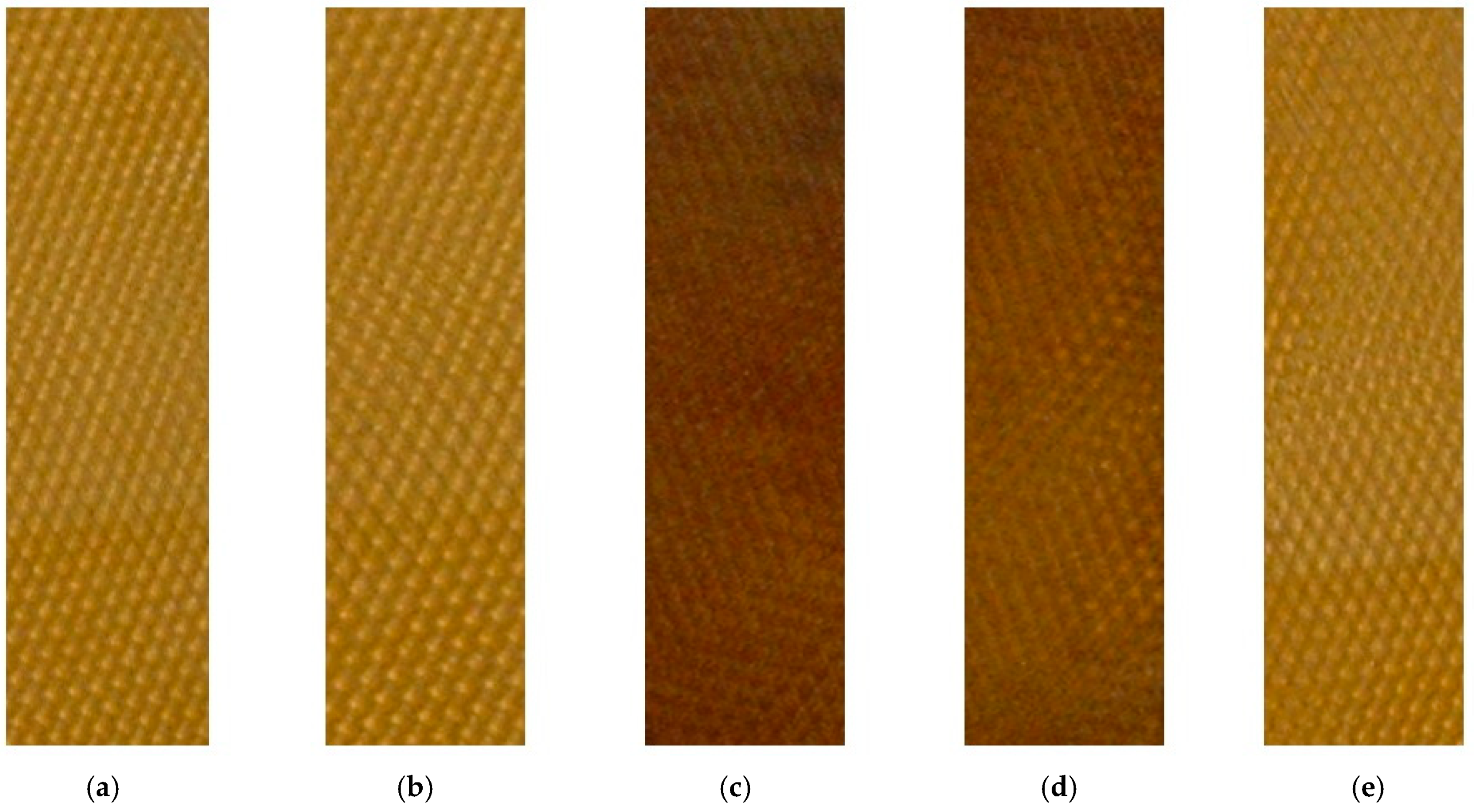
Enzymatic browning occurs when the polyphenols in an NR sheet are oxidized by the catalytic. This reaction reacts with other compounds in the sheet to create the colored polymeric compounds. The colors of each experimental sheet sample and the referent are presented in Figure 8. The results show that the NR sheet samples using para rubber wood vinegar as the coagulating material had a color value at the same level as the acetic acid and the referent.
3.6. The Rate of Constant Determination
Table 3 presents the activation energy and frequency factor values of the expressed rate constant for the various coagulating materials, airspeeds, and orders. In each order, these values were determined by the YI values from the experiments and a plot to find and compare the constant of the experimental reaction rate.
In this model, as a procedure to determine the best fit line with the data, the least-squares technique was used to calculate the activation energy and frequency factor values of the expressed rate constant for the various coagulating materials, airspeeds, and orders. For the same type of coagulating material and order of reactions, Table 3 presents that decreasing the airspeed increased both the activation energy and frequency factor values.
3.7. YI Value Prediction
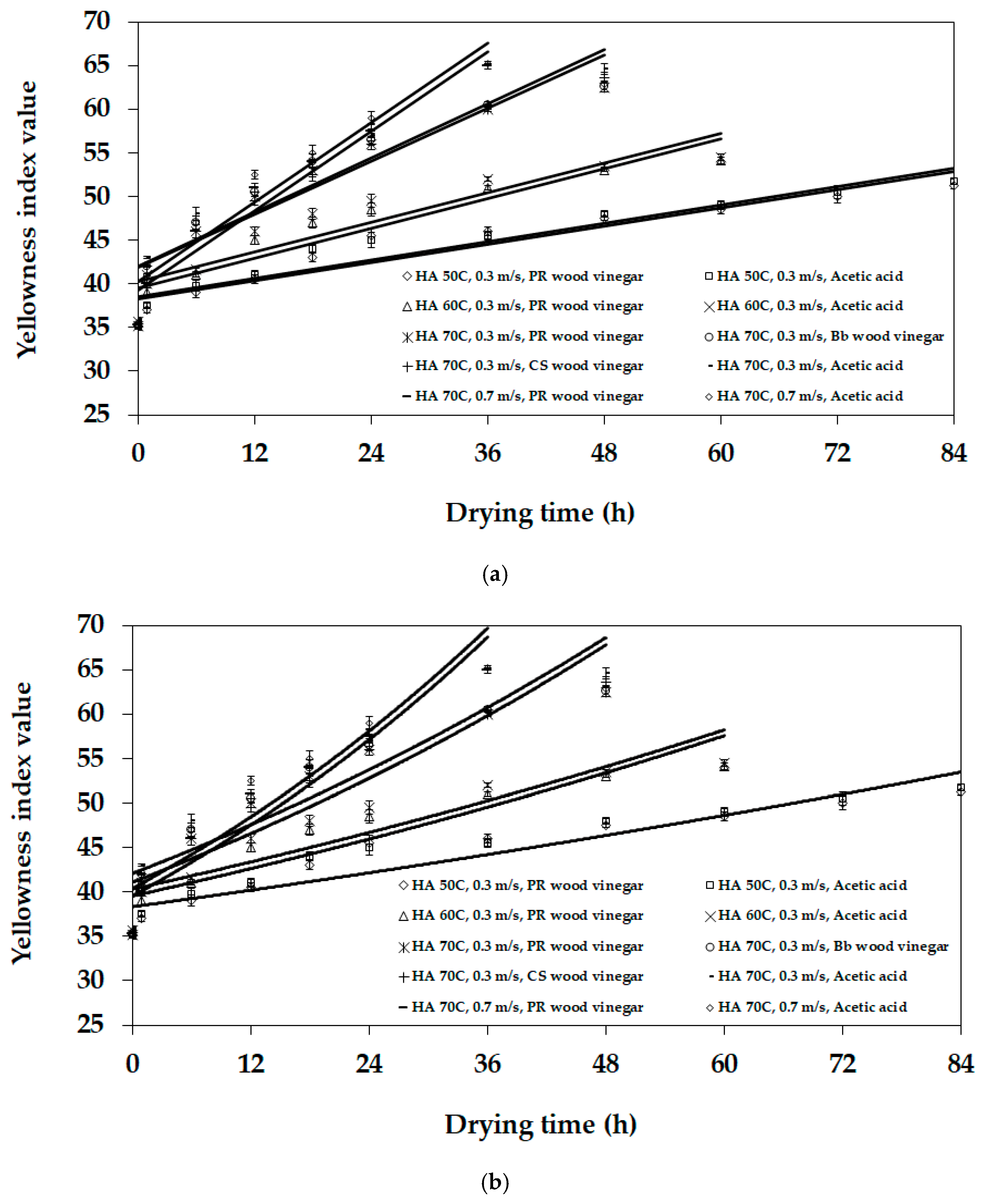
In comparing the YI value data between the experimental results and the prediction values, the second-degree model had a better fit for prediction than the zero-degree and first-degree models. This result was confirmed by the higher mean of the coefficient of determination (Figure 9a–c). The mean of the coefficient of determination, or R2, was between 0.8817 and 0.9675, which is satisfactory (Figure 9c). Hence, the response of these models showed an increasing trend of the YI values as the drying time progressed.
3.8. Fungi Growth on the Dried Rubber Sheet Product’s Surface after Storage
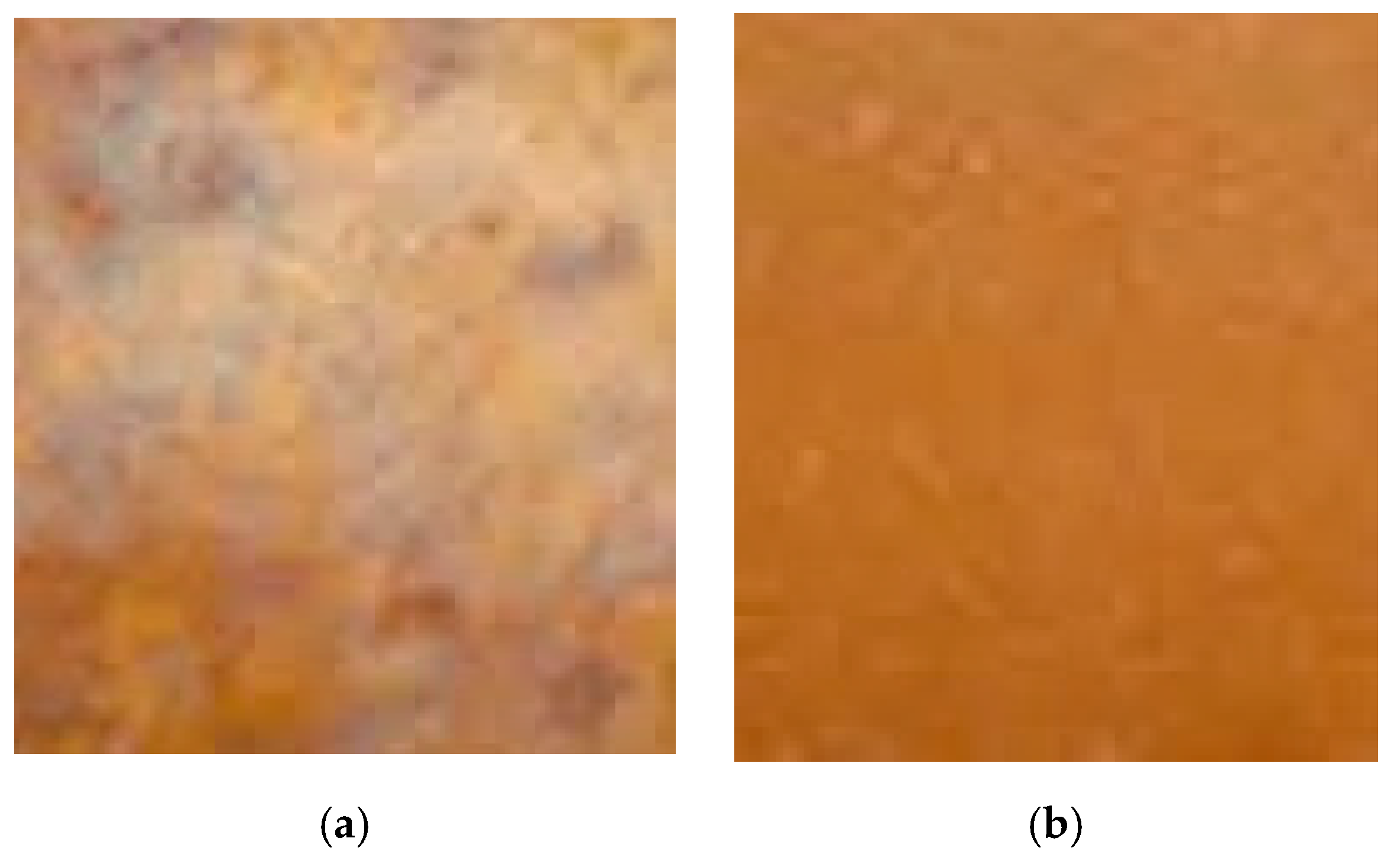
As is known, the dried sheet product is stored for approximately 6 months at room temperature before supplying it to customers, and this was replicated during this study. Table 4 shows how the type of coagulating material affected fungus growth after storage. Under the NR latex coagulating with acetic acid (Figure 10), the dried sheet surface was found to have fungus growth over 50% of the surface area after approximately 3 months in storage and the referent sheet (sun-dried) displayed the same result. For the latex samples coagulated by using all the wood vinegars, the dried sheet product displayed fungus growth prior to supplying it to the customer. For this reason, the wood vinegars in this study comprised a phenol component which could have prevented the sheet from fungus growth [8,25,61,62].
Although fungus problems on the dried sheet could be solved by going through the drying process again, energy consumption and the cost of production would be increased [39,63]. Additionally, acetic acid can cause harmful effects on humans such as irritation of the nose, throat, and eyes, chest tightness, cough, fever, and headache. In serious cases, eye damage, increased heart rate, and damage to the airways can occur [64,65].
Aside from the type of coagulating material, drying temperature, and airspeed, there may be other variables that should be considered, such as acetic acid or wood vinegar concentration values, the NR latex concentration, pressure, atmosphere relative humidity, and others.
From a cost perspective in the production process, the ADS sheet produced by coagulating through the use of wood vinegar from para rubber wood, bamboo, and coconut shell is more cost-effective than the normal addition of acetic acid by about 3.5%. Note that the cost of normal ADS sheet production was referenced from the Thailand Rubber Research Institute [8].
4. Conclusions
The results of this research present that wood vinegar from para rubber wood, bamboo, and coconut shell can be used as a substitute for acetic acid in the production process of natural rubber (NR) sheets. For the Mooney viscosity and PRI of the NR sheets, the results showed that the wood vinegar coagulation differed significantly from acetic acid. Although other properties were not significantly different from acetic acid, when the drying process started, the drying temperature was increased, so the drying time was reduced. The results show that the increase in temperature had a prime influence on increasing the YI values. The second-degree model had a better fit in YI value prediction than the zero-degree or first-degree models. The dried sheet product coagulated using wood vinegar had fungus growth for over 6 months. Thus, the coagulating of wood vinegar used as a substitute for acetic acid in the production process of NR sheets could decrease energy consumption and the cost of production, as it did not require repeating the drying process. Future work using this knowledge should consider and analyze the acetic acid or wood vinegar concentration values, NR latex concentration, pressure, and atmosphere relative humidity to improve the process and product.
Author Contributions
Conceptualization, W.K. and P.D.; writing—original draft preparation, W.K.; resources, W.K.; writing—review and editing, P.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors thank the Center of Excellence in Technology, Agri, Food, Renewable Energy and Energy Efficiency Enhancement for the sustainable community and industrial development and King Mongkut’s Institute of Technology Ladkrabang (KMITL), Prince of Chumphon Campus for providing the opportunity to perform this research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kalasee, W.; Dangwilailux, P. Prediction of size distribution and mass concentration of smoke particles on moisture content and combustion period from para rubber wood burning. Appl. Sci. 2021, 11, 5649. [Google Scholar] [CrossRef]
- Kalasee, W.; Teekapakvisit, C. A review of air pollution and solutions way management related to Ribbed smoked sheets (RSS) production of community-level rubber cooperatives in Thailand: Smoke, soot and PAHs particles. Pollution 2020, 6, 267–284. [Google Scholar]
- Tekasakul, P.; Furuuchi, M.; Tekasakul, S.; Chomanee, J.; Otani, Y. Characteristics of PAHs in particles in the atmospheric environment of Hat Yai city, Thailand, and relationship with rubber-wood burning in rubber sheet production. Aerosol Air Qual. Res. 2008, 8, 265–278. [Google Scholar] [CrossRef] [Green Version]
- Ekburanawat, J. Biomass pellets electrical power generation system by using gasification technology. RMUTI J. Sci. Technol. 2018, 11, 32–42. [Google Scholar]
- Agricultural Commodities Price Report of Thailand. 2020. Available online: https://www.bot.or.th (accessed on 27 January 2021).
- Office of Industrial Economics. 2020. Available online: http://rubber.oie.go.th (accessed on 15 January 2021).
- Kalasee, W. Improvement soot particles separation equipments for rubber smoking chamber. Aerosol Air Qual. Res. 2009, 9, 333–341. [Google Scholar] [CrossRef] [Green Version]
- Thailand Rubber Research Institute. Ministry of Agriculture and Cooperatives. 2018. Available online: http:///www.rubberthai.com (accessed on 12 June 2020).
- Rattanamechaiskul, C.; Junka, N.; Potichalung, J.; Wingwon, T.; Boontum, W.; Srisang, N. Whiteness index prediction of para rubber sheet during hot air drying. KKU Eng. J. 2016, 43, 331–333. [Google Scholar]
- Assi, M.; Kassem, E. Evaluation of Adhesion and Hysteresis Friction of Rubber–Pavement System. Appl. Sci. 2017, 7, 1029. [Google Scholar]
- Shaker, R.; Rodrigue, D. Rotomolding of thermoplastic elastomers based on low-density polyethylene and recycled natural rubber. Appl. Sci. 2019, 9, 5430. [Google Scholar] [CrossRef] [Green Version]
- Katarzyna, P.; Izabela, P.; Patrycja, B.; Weronika, K.; Andrzej, T. LCA as a tool for the environmental management of car tire manufacturing. Appl. Sci. 2020, 10, 7015. [Google Scholar] [CrossRef]
- Madsa-ih, Y. Decoloration of natural rubber (Hevea brasiliensis) latex. Master’s Thesis, Prince of Songkla University, Songkhla, Thailand, 2012. [Google Scholar]
- Kos, L.; Michalska, K.; Żylla, R.; Perkowski, J. Effect of acetic acid on pollutant decomposition in textile wastewater treated by the Fenton method. Environ. Prot. Eng. 2012, 38, 29–39. [Google Scholar] [CrossRef]
- Payamara, J. Usage of wood vinegar as new organic substance. Int. J. ChemTech Res. 2011, 3, 1658–1662. [Google Scholar]
- Chalermsan, Y.; Peerapan, S. Wood vinegar: By-product from rural charcoal kiln and its role in plant protection. Asian J. Food Agro-Ind. 2009, 2, S189–S195. [Google Scholar]
- Ratanapisit, J.; Apiraksakul, S.; Rerngnarong, A.; Chungsiriporn, J.; Bunyakarn, C. Preliminary evaluation of production and characterization of wood vinegar from rubber-wood. Songklanakarin J. Sci. Technol. 2009, 31, 343–349. [Google Scholar]
- Yang, J.; Yang, C.; Liang, M.; Gao, Z.; Wu, Y.; Chuang, L. Chemical composition, antioxidant, and antibacterial activity of wood vinegar from Litchi chinensis. Molecules 2016, 21, 1150. [Google Scholar] [CrossRef] [Green Version]
- Nunkaew, T.; Kantachote, D.; Chaiprapat, S.; Nitoda, T.; Kanzaki, H. Use of wood vinegar to enhance 5-aminolevulinic acid production by selected Rhodopseudomonas palustris in rubber sheet wastewater for agricultural use. Saudi J. Biol. Sci. 2018, 25, 642–650. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Namtaku, K. Efficiency of wood vinegar from coconut shell to anti-fungal on para rubber sheet. Prawarun. Agric. J. 2017, 14, 41–49. [Google Scholar]
- Mu, J.; Uehara, T.; Furuno, T. Effect of bamboo vinegar on regulation of germination and radicle growth of seed plants II: Composition of moso bamboo vinegar at different collection temperature and its effects. J. Wood Sci. 2004, 50, 470–476. [Google Scholar] [CrossRef]
- Akinola, A.O. Effect of Temperature on product yield of pyrolysis of Seven selected wood species in south west Nigeria. Int. J. Emerg. Res. Manag. Technol. 2016, 9359, 176–181. [Google Scholar]
- Puttinun, P. Wood vinegar. Nat. Agric. 2011, 9, 928–933. [Google Scholar]
- Kolokolova, O. Biomass Pyrolysis and Optimisation for Bio-Bitumen. Ph.D. Thesis, University of Canterbury, Canterbury, New Zealand, 2013. [Google Scholar]
- Kalasee, W. A wood vinegar machine for sawdust and wood dust. SDU Res. J. 2008, 1, 45–54. [Google Scholar]
- Pimsuta, M.; Sosa, N.; Deekamwong, K.; Keawkumay, C.; Thathong, Y.; Rakmae, S.; Junpirom, S.; Prayoonpokarach, S.; Wittayakun, J. Charcoal and wood vinegar from pyrolysis of lead tree wood and activated carbon from physical activation. Suranaree J. Sci. Technol. 2018, 25, 177–190. [Google Scholar]
- Thailand Rubber Research Institute, Department of Agriculture, Ministry of Agriculture and Cooperative. International Standard of Quality and Packing for Natural Rubber Grades; Thailand Rubber Research Institute, Department of Agriculture, Ministry of Agriculture and Cooperative: Bangkok, Thailand, 2012. [Google Scholar]
- Bornhorst, E.; Tang, J.; Sablani, S.; Canovas, G. Thermal pasteurization process evaluation using mashed potato model food with Maillard reaction products. Food Sci. Technol. 2017, 82, 454–463. [Google Scholar] [CrossRef]
- Nursten, H. The Maillard Reaction: Chemistry, Biochemistry and Implications; Royal Society of Chemistry: Cambridge, UK, 2005. [Google Scholar]
- Hellwig, M.; Henle, T. Baking, ageing, diabetes: A short history of the maillard reaction. Angew. Chem. Int. Ed. 2014, 53, 10316–10329. [Google Scholar] [CrossRef] [PubMed]
- Ameur, L.; Mathieu, O.; Lalanne, V.; Trystram, G.; Aragon, I. Comparison of the effects of sucrose and hexose on furfural formation and browning in cookies baked at different temperatures. Food Chem. 2007, 101, 1407–1416. [Google Scholar] [CrossRef]
- Tekasakul, P.; Promtong, M. Energy efficiency enhancement of natural rubber smoking process by flow improvement using a CFD technique. Appl. Energy 2008, 85, 878–895. [Google Scholar] [CrossRef]
- Tekasakul, P.; Dejchanchaiwong, R.; Tirawanichakul, Y.; Tirawanichakul, S. Three dimensional numerical modeling of heat and moisture transfer in natural rubber sheet drying process. Dry. Technol. 2015, 33, 1124–1137. [Google Scholar] [CrossRef]
- Dejchanchaiwong, R.; Tirawanichakul, Y.; Tirawanichakul, S.; Tekasakul, P. Single-phase and multi-phase models for temperature and relative humidity calculations during forced convection in a rubber-sheet drying chamber. Maejo Int. J. Sci. Technol. 2014, 8, 207–220. [Google Scholar]
- Dejchanchaiwong, R.; Arkasuwan, A.; Kumar, A.; Tekasakul, P. Mathematical modeling and performance investigation of mixed-mode and indirect solar dryers for natural rubber sheet drying. Energy Sustain. Dev. 2016, 34, 44–53. [Google Scholar] [CrossRef]
- Dejchanchaiwong, R.; Tirawanichakul, Y.; Tirawanichakul, S.; Kumar, A.; Tekasakul, P. Conjugate heat and mass transfer modeling of a new rubber smoking room and experimental validation. Appl. Therm. Eng. 2017, 112, 761–770. [Google Scholar] [CrossRef]
- Ninchuewong, T.; Ekphon, A.; Tirawanichakul, S.; Tirawanichakul, Y. Drying of air dried sheet rubber using hot air dryer and 280 solar dryer for small entrepreneurs and small rubber cooperatives. Burapha Sci. J. 2012, 17, 50–59. [Google Scholar]
- Junka, N.; Rattanamechaiskul, C.; Prachayawarakorn, S.; Soponronnarit, S. Drying guideline to control colour quality of para rubber sheet by computation method. Biosyst. Eng. 2018, 176, 151–161. [Google Scholar] [CrossRef]
- Kalasee, W. Improvement of Rubber Smoke Room by Hot Gas Filtration of the Smoke Prior to Direct Heat Transfer with Rubber Sheets. Master’s Thesis, Prince of Songkla University, Songkhla, Thailand, 2005. [Google Scholar]
- Tanwanichkul, B.; Thepa, S.; Rordprapat, W. Thermal modeling of the forced convection sandwich greenhouse drying system for rubber sheets. Energy Convers. Manag. 2013, 74, 511–523. [Google Scholar] [CrossRef]
- Jeentada, W.; Kongboon, P.; Boonyanuwat, S.; Sirirak, C. Thin-layer drying models for para rubber sheet. KKU Eng. J. 2013, 41, 99–108. [Google Scholar]
- Tirawanichakul, Y.; Tirawanichakul, S. Mathematical model of fixed-bed drying and strategies for crumb rubber producing STR20. Dry. Technol. 2008, 26, 1388–1395. [Google Scholar] [CrossRef]
- Rubber Research Institute of Malaysia. RRIM Test Methods for Standard Malaysian Rubbers. SMR Bulletin No. 7 Part B 4. 2018. Available online: https://rios.lgm.gov.my/cms/fedDigiContentDetail.jsp?searchText=&selTab=digiCon&id=vital1:95985&type=eBook (accessed on 12 June 2020).
- ISO 37. Type 1, Rubber, Vulcanized or Thermoplastic-Determination of Tensile Stress–Strain Properties; International Organization for Standardization (ISO): Geneva, Switzerland, 2017. [Google Scholar]
- ASTM D1646:2019. Standard Test Methods for Rubber-Viscosity, Stress Relaxation, and Pre-Vulcanization Characteristics (Mooney Viscometer); ASTM: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM D3194-04. Standard Test Methods for Natural Rubber—Plasticity Retention Index (PRI); ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Zou, Y.; Sun, Y.; Zhang, Y.; He, J.; Tang, Z.; Zhu, L.; Luo, Y.; Liu, F. Antioxidative behavior of a novel samarium complex in styrene-butadiene rubber/silica composites. Polym Degrad. Stab. 2016, 133, 201–210. [Google Scholar] [CrossRef]
- Xiao, H.; Law, C.; Sun, D.; Gao, Z. Color change kinetics of American ginseng (Panax quinquefolium) slices during air impingement drying. Dry. Technol. 2014, 32, 418–427. [Google Scholar] [CrossRef]
- Yang, X.; Deng, L.; Mujumdar, A.; Xiao, H.; Zhang, Q.; Kan, Z. Evolution and modeling of colour changes of red pepper (Capsicum annuum L.) during hot air drying. J. Food Eng. 2018, 231, 101–108. [Google Scholar] [CrossRef]
- Nakazono, T.; Matsumoto, A. Mechanical properties and thermal aging behavior of styrene-butadiene rubbers vulcanized using liquid diene polymers as the plasticizer. J. Appl. Polym. Sci. 2010, 118, 2314–2320. [Google Scholar] [CrossRef]
- Hirata, K.; Moriguchi, M. Bio-based liquid rubber for tire application. Rubber World 2017, 256, 50–55. [Google Scholar]
- Manteghi, A.; Ahmadi, S.; Arabi, H. Enhanced thermo-oxidative stability through covalent attachment of hindered phenolic antioxidant on surface functionalized polypropylene. Polymer 2018, 138, 41–48. [Google Scholar] [CrossRef]
- Rungsanthie, K.; Suwanruji, P.; Tantatherdtam, R.; Chollakup, R. Effect of non-rubber components on viscosity stabilization of natural rubber. Int. Conf. Polym. Process. Soc. 2012, 11, 11–15. [Google Scholar]
- Rattanamechaiskul, C.; Chungcharoen, T.; Srisang, N.; Ruttanadech, N.; Prachayawarakorn, S.; Junka, N. Effective moisture diffusivity determination of para rubber sheet during drying. In Proceedings of the 3rd Asia Pacific Rubber Conference, Surat Thani, Thailand, 16–17 November 2017. [Google Scholar]
- Pupakapanpong, C.; Tirawanichakul, S.; Tirawanichakul, Y. Drying modeling and energy consumption of air dried sheet (ADS) rubber by solar and biomass energy. Appl. Mech. Mater. 2014, 541–542, 1017–1021. [Google Scholar] [CrossRef]
- Promtong, M.; Tekasakul, P. CFD Study of Flow in Rubber Smoking-room: I. Validation with the Present Smoking-room. Appl. Therm. Eng. 2007, 27, 2113–2121. [Google Scholar] [CrossRef]
- Mekkriengkrai, D.; Sakdapipanich, J.T.; Tanaka, Y. Structural characterization of terminal groups in natural rubber: Origin of nitrogenous groups. Rubber Chem. Technol. 2007, 79, 366–379. [Google Scholar] [CrossRef]
- Eng, A.; Tanaka, Y.; Gan, S. FTIR studies on amino groups in purified Hevea rubber. J. Nat. Rubber Res. 1992, 7, 152–155. [Google Scholar]
- Sansatsadeekul, J.; Sakdapipanich, J.; Rojruthai, P. Characterization of associated proteins and phospholipids in natural rubber latex. J. Biosci. Bioeng. 2011, 111, 628–634. [Google Scholar] [CrossRef]
- Tarachiwin, L.; Sakdapipanich, J.; Ute, K.; Kitayama, T.; Bamba, T.; Fukusaki, E.; Kobayashi, A.; Tanaka, Y. Structural characterization of alpha-terminal group of natural rubber. 1. Decomposition of branch-points by lipase and phosphatase treatments. Biomacromolecules 2005, 6, 1851–1857. [Google Scholar] [CrossRef]
- Kalasee, W.; Thungsotanon, D.; Srisang, N.; Daungwilailux, P. The effect of wood vinegar concentration on the quality of rubber sheets. In Proceedings of the 13th Annual Conference of Thai Society of Agricultural Engineering, Chiang Mai, Thailand, 4–5 April 2013. [Google Scholar]
- Amen-Chen, C.; Pakdel, H.; Roy, C. Production of monomeric phenols by thermochemical conversion of biomass: A review. Bioresour. Technol. 2001, 79, 277–299. [Google Scholar] [CrossRef]
- Purba, L.; Tekasakul, P. Computational fluid dynamics Study of flow and aerosol concentration patterns in a ribbed smoked sheet rubber factory. Part. Sci. Technol. 2012, 30, 220–237. [Google Scholar] [CrossRef]
- Clinical and Laboratory Standards Institute. M100-S24: Performance Standards for Antimicrobial Susceptibility Testing; CLSI: Wayne, PA, USA, 2014. [Google Scholar]
- Prydderch, H.; Haiβ, A.; Spulak, M.; Quilty, B.; Kümmerer, K.; Heise, A.; Gathergood, N. Mandelic Acid Derived Ionic Liquids: Synthesis, Toxicity and Biodegradability. RSC Adv. 2017, 7, 2115–2126. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Schematic diagram of the drying system.

Figure 2.
Tensile strength at break change during the drying process.

Figure 3.
Mooney viscosity change during the drying process.

Figure 4.
Plasticity retention index change during the drying process.

Figure 5.
The NR sheet temperature change during the drying process (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).
Figure 5.
The NR sheet temperature change during the drying process (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).

Figure 6.
The NR sheet moisture content change during the drying process (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).
Figure 6.
The NR sheet moisture content change during the drying process (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).

Figure 7.
The yellowness kinetics of the NR sheet change during the drying process (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).
Figure 7.
The yellowness kinetics of the NR sheet change during the drying process (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).

Figure 8.
The color of each experimental sheet sample and the referent for (a) para rubber wood vinegar; (b) acetic acid; (c) bamboo wood vinegar; (d) coconut shell wood vinegar; and (e) the referent.
Figure 8.
The color of each experimental sheet sample and the referent for (a) para rubber wood vinegar; (b) acetic acid; (c) bamboo wood vinegar; (d) coconut shell wood vinegar; and (e) the referent.

Figure 9.
Comparison of predicted and experimental YI values: (a) zero-degree model; (b) first-degree model; and (c) second-degree model (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).
Figure 9.
Comparison of predicted and experimental YI values: (a) zero-degree model; (b) first-degree model; and (c) second-degree model (HA = hot air, PR = para rubber, Bb = bamboo, and CS = coconut shell).


Figure 10.
The fungus growth on the dried rubber sheet product surface after approximately three months of storage: (a) acetic acid and referent and (b) wood vinegars.
Figure 10.
The fungus growth on the dried rubber sheet product surface after approximately three months of storage: (a) acetic acid and referent and (b) wood vinegars.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The chemical and physical characteristics of the NR sheet results related to the type of coagulating material.
Table 1.
The chemical and physical characteristics of the NR sheet results related to the type of coagulating material.
| Type of NR Sheet | Type of Coagulating Material | |||
|---|---|---|---|---|
| Raw Wood Vinegars | Acetic Acid | |||
| Para Rubber Wood | Bamboo | Coconut Shell | ||
| Before drying | ||||
| Dirt content (%w/w) | 0.048 | 0.055 | 0.052 | 0.054 |
| Volatile content (%w/w) | 0.79 | 0.87 | 0.85 | 0.83 |
| After drying | ||||
| Dirt content (%w/w) | 0.037 | 0.043 | 0.039 | 0.042 |
| Volatile content (%w/w) | 0.49 | 0.56 | 0.52 | 0.53 |
| Elongation at break (%) | 669 | 682 | 678 | 671 |
| 300% modulus (MPa) | 1.0 | 1.0 | 1.0 | 1.0 |
Table 2.
The experimental and predictable YI value of the NR sheet samples at the final moisture content and the total drying time (temp. = temperature, PR = para rubber, Bb = bamboo, and CS = coconut shell).
Table 2.
The experimental and predictable YI value of the NR sheet samples at the final moisture content and the total drying time (temp. = temperature, PR = para rubber, Bb = bamboo, and CS = coconut shell).
| Type of Coagulating Material | Velocity (m/s) | Drying Temp. (°C) | Drying Time (h) | YI Value Experiment | YI Value Prediction (Order) | ||
|---|---|---|---|---|---|---|---|
| Zero | First | Second | |||||
| PR wood vinegar | 0.3 | 50 | 84 | 51.2 ± 1.2 b | 50.3 | 50.7 | 50.3 |
| 60 | 60 | 54.1 ± 0.3 c | 54.7 | 54.6 | 56.2 | ||
| 70 | 48 | 62.5 ± 1.2 b | 59.8 | 61.4 | 68.9 | ||
| 0.5 | 50 | 80 | 52.6 ± 0.8 d | 52.1 | 53.7 | 55.8 | |
| 60 | 52 | 56.8 ± 1.0 f,g | 57.3 | 62.1 | 64.5 | ||
| 70 | 42 | 63.8 ± 0.3 c | 64.2 | 64.8 | 67.2 | ||
| 0.7 | 50 | 75 | 54.5 ± 0.9 a | 53.7 | 56.1 | 58.5 | |
| 60 | 44 | 57.2 ± 0.3 c | 57.7 | 58.9 | 59.7 | ||
| 70 | 36 | 64.9 ± 1.2 b | 63.7 | 65.8 | 68.5 | ||
| Bb wood vinegar | 0.3 | 50 | 84 | 60.5 ± 0.7 e,f | 61.8 | 63.2 | 64.6 |
| 60 | 60 | 61.8 ± 1.0 f,g | 63.1 | 64.6 | 65.9 | ||
| 70 | 48 | 63.6 ± 0.8 d | 62.6 | 64.5 | 65.3 | ||
| 0.5 | 50 | 80 | 62.7 ± 1.2 b | 59.3 | 62.2 | 68.1 | |
| 60 | 52 | 62.9 ± 0.8 g,h | 63.5 | 65.1 | 67.8 | ||
| 70 | 42 | 65.1 ± 1.2 b | 63.8 | 65.7 | 71.3 | ||
| 0.7 | 50 | 75 | 64.8 ± 1.0 f,g | 63.5 | 68.7 | 73.4 | |
| 60 | 44 | 63.4 ± 1.2 b | 61.2 | 64.6 | 69.2 | ||
| 70 | 36 | 67.6 ± 1.5 a,b | 62.8 | 67.4 | 72.1 | ||
| CS wood vinegar | 0.3 | 50 | 84 | 60.9 ± 0.7 e,f | 62.1 | 63.7 | 65.1 |
| 60 | 60 | 62.8 ± 0.6 d,e | 63.1 | 65.2 | 67.7 | ||
| 70 | 48 | 64.6 ± 1.2 b | 62.8 | 69.2 | 71.5 | ||
| 0.5 | 50 | 80 | 61.4 ± 0.8 d | 60.3 | 62.5 | 64.7 | |
| 60 | 52 | 63.5 ± 1.0 f,g | 64.2 | 65.8 | 67.1 | ||
| 70 | 42 | 65.8 ± 1.0 f,g | 63.9 | 65.5 | 69.2 | ||
| 0.7 | 50 | 75 | 63.1 ± 0.8 d | 62.8 | 64.7 | 66.3 | |
| 60 | 44 | 64.7 ± 1.0 f,g | 64.3 | 67.6 | 72.9 | ||
| 70 | 36 | 67.1 ± 1.5 a,b | 62.3 | 66.3 | 71.9 | ||
| Acetic acid | 0.3 | 50 | 84 | 51.7 ± 1.2 b | 50.9 | 51.4 | 50.8 |
| 60 | 60 | 54.5 ± 0.3 c | 54.2 | 54.8 | 56.7 | ||
| 70 | 48 | 62.6 ± 0.6 de | 63.7 | 64.5 | 67.1 | ||
| 0.5 | 50 | 80 | 56.5 ± 0.8 d | 54.2 | 55.3 | 56.8 | |
| 60 | 52 | 57.8 ± 1.0 f,g | 59.2 | 63.7 | 64.9 | ||
| 70 | 42 | 64.8 ± 1.2 b | 61.8 | 63.6 | 68.3 | ||
| 0.7 | 50 | 75 | 58.3 ± 1.5 a,b | 55.3 | 57.2 | 62.5 | |
| 60 | 44 | 59.4 ± 0.7 e,f | 60.2 | 64.5 | 66.9 | ||
| 70 | 36 | 65.2 ± 0.3 c | 64.9 | 65.8 | 67.7 | ||
| Reference | 59.8 ± 0.9 a | ||||||
a–h: Different letters in the same column indicate a significant difference at a certain p-value (p < 0.05).
Table 3.
The activation energy and frequency factor values of the expressed rate constant (PR = para rubber, Bb = bamboo, and CS = coconut shell).
Table 3.
The activation energy and frequency factor values of the expressed rate constant (PR = para rubber, Bb = bamboo, and CS = coconut shell).
| Type of Coagulating Material | Velocity (m/s) | Order of the Reaction Rate Constant | |||||
|---|---|---|---|---|---|---|---|
| Zero | First | Second | |||||
| A (h−1) | E (J/mol) | A (h−1) | E (J/mol) | A (h−1) | E (J/mol) | ||
| PR wood vinegar | 0.3 | 18.6 × 106 | 46,497.8 | 19.1 × 106 | 45,042.4 | 7.4 × 106 | 44,997.4 |
| 0.5 | 15.9 × 106 | 44,928.9 | 14.2 × 106 | 42,853.8 | 5.7 × 106 | 42,028.6 | |
| 0.7 | 12.7 × 106 | 43,167.8 | 11.3 × 106 | 41,987.4 | 2.8 × 106 | 41,256.9 | |
| Bb wood vinegar | 0.3 | 20.2 × 106 | 48,257.4 | 21.2 × 106 | 46.383.6 | 7.8 × 106 | 45,227.4 |
| 0.5 | 17.6 × 106 | 45,578.6 | 16.1 × 106 | 44,027.8 | 5.2 × 106 | 43,227.8 | |
| 0.7 | 12.5 × 106 | 44,217.4 | 12.5 × 106 | 42,369.6 | 3.5 × 106 | 41,828.6 | |
| CS wood vinegar | 0.3 | 20.6 × 106 | 48,828.6 | 21.3 × 106 | 45,994.7 | 7.1 × 106 | 45,043.1 |
| 0.5 | 18.7 × 106 | 47,307.4 | 15.1 × 106 | 43,854.8 | 4.9 × 106 | 42,895.6 | |
| 0.7 | 11.9 × 106 | 45,267.6 | 11.9 × 106 | 42,778.9 | 2.8 × 106 | 41,774.8 | |
| Acetic acid | 0.3 | 19.5 × 106 | 47,528.6 | 20.4 × 106 | 46,572.4 | 8.3 × 106 | 45,341.8 |
| 0.5 | 16.7 × 106 | 45,347.4 | 15.5 × 106 | 43,712.9 | 5.9 × 106 | 42,879.8 | |
| 0.7 | 13.8 × 106 | 43,978.8 | 12.6 × 106 | 42,225.6 | 3.3 × 106 | 41,936.7 | |
Table 4.
The fungus growth on the surface area of the dried sheet product after storage (PR = para rubber, Bb = bamboo, and CS = coconut shell).
Table 4.
The fungus growth on the surface area of the dried sheet product after storage (PR = para rubber, Bb = bamboo, and CS = coconut shell).
| Type of Coagulating Material | The Fungus Growth after Storage for Approximately Six Months |
|---|---|
| PR wood vinegar | No |
| Bb wood vinegar | No |
| CS wood vinegar | No |
| Acetic acid | Yes (3–6 month) |
| Reference | Yes (3–6 month) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kalasee, W.; Dangwilailux, P. Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process. Appl. Sci. 2021, 11, 7891. https://0-doi-org.brum.beds.ac.uk/10.3390/app11177891
AMA Style
Kalasee W, Dangwilailux P. Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process. Applied Sciences. 2021; 11(17):7891. https://0-doi-org.brum.beds.ac.uk/10.3390/app11177891
Chicago/Turabian StyleKalasee, Wachara, and Panya Dangwilailux. 2021. "Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process" Applied Sciences 11, no. 17: 7891. https://0-doi-org.brum.beds.ac.uk/10.3390/app11177891
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.