
Preparation and Characterization of Glass-Fiber-Reinforced Modified Polyphenylene Oxide by a Direct Fiber Feeding Extrusion Process

Abstract
:1. Introduction
2. Experiments
2.1. Materials
2.2. Preparation of the GF/mPPO Masterbatch
2.3. Preparation of the GF/mPPO Composite
2.4. Characterization of the GF/mPPO Composites
3. Results and Discussion
3.1. Physical Properties
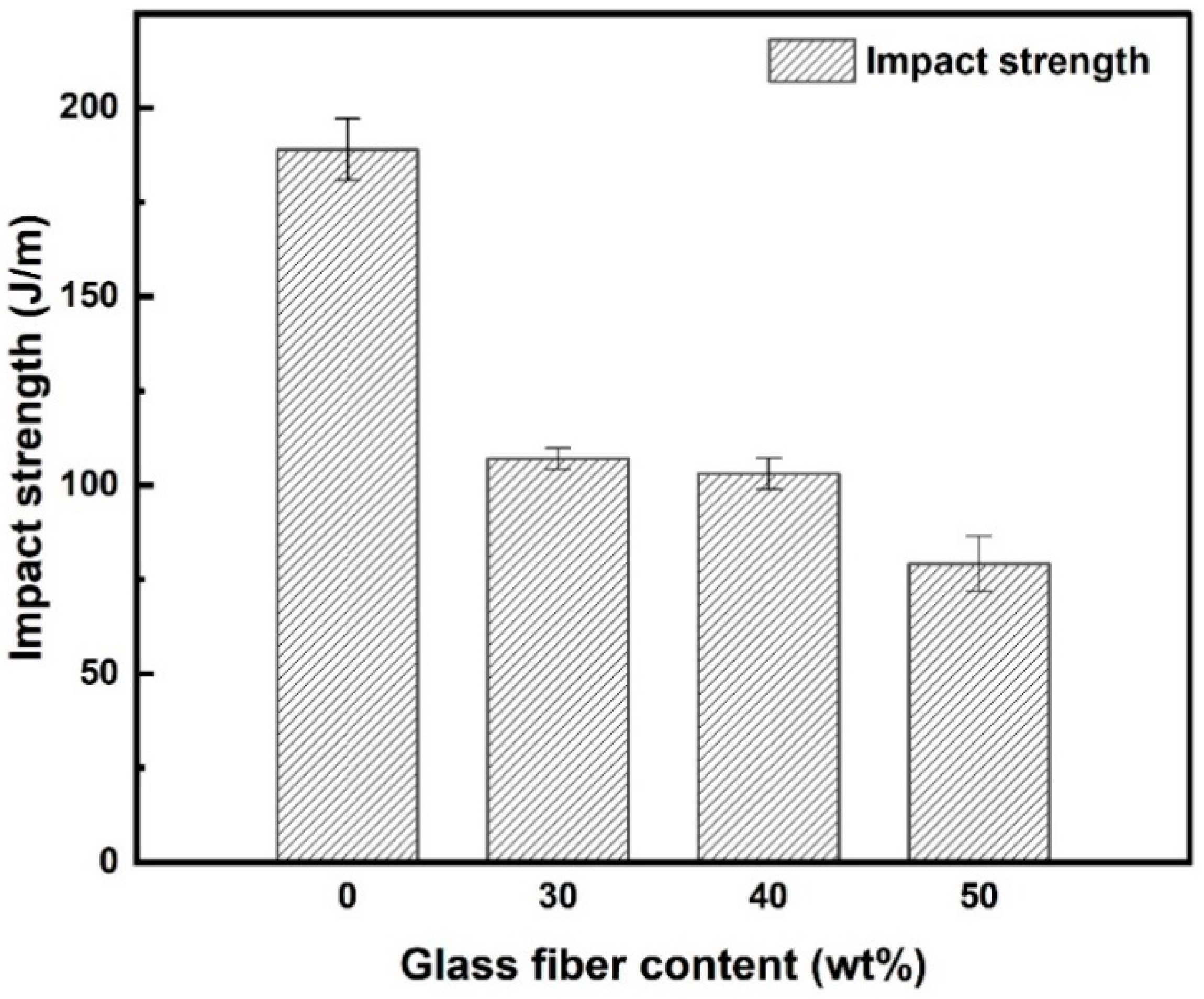
3.2. Mechanical Properties
3.3. Thermal Properties
3.4. Dynamic Mechanical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fu, S.-F.; Lauke, B.; Mai, Y.-W. Science and Engineering of Short Fiber-Reinforced Polymer Composite, 2nd ed.; Woodhead Publishing: Oxford, UK, 2019; pp. 1–32. [Google Scholar]
- Gopalraj, S.K.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 1–21. [Google Scholar]
- Tang, W.; Guo, X.; Li, D.; Zhu, E.; Yuan, H. Simultaneous toughening of PPO/HIPS/glass fiber reinforced composites with thermoplastic rubbers. J. Appl. Polym. Sci. 2014, 131, 40299. [Google Scholar] [CrossRef]
- Hwang, S.H.; Kim, Y.S.; Cha, H.C.; Jung, J.C. Thermal and physical properties of poly (phenylene oxide) blends with glass fiber reinforced syndiotactic polystyrene. Polymer 1999, 40, 5957–5960. [Google Scholar] [CrossRef]
- Liu, H.; Liao, K. Tensile behavior and morphology studies of glass-fiber-reinforced polymeric in situ hybrid composites. J. Appl. Polym. Sci. 2004, 94, 211–221. [Google Scholar] [CrossRef]
- Trachte, K.L.; DiBenedetto, A.T. Fracture properties of polyphenylene oxide composites. Int. J. Polym. Mater. 1971, 1, 75–94. [Google Scholar] [CrossRef]
- Li, B.; Zhang, Y.; Bai, X.; Wang, S.; Ji, J. Effect of PPO-g-MA on structures and properties of PPO/PA6/short glass fiber composites. J. Polym. Sci. Part B Polym. Phys. 2009, 47, 2188–2197. [Google Scholar] [CrossRef]
- Ning, H.; Lu, N.; Hassen, A.A.; Chawla, K.; Selim, M.; Pillay, S. A review of Long fibre thermoplastic (LFT) composites. Int. Mater. Rev. 2020, 65, 164–188. [Google Scholar] [CrossRef]
- Yan, X.; Cao, S. Structure and interfacial shear strength of polypropylene-glass fiber/carbon fiber hybrid composites fabricated by direct fiber feeding injection molding. Compos. Struct. 2018, 185, 362–372. [Google Scholar] [CrossRef]
- Truckenmuller, F.M. Direct processing of continuous fibers onto injection molding machines. J. Reinf. Plasti. Compos. 1993, 12, 624–632. [Google Scholar] [CrossRef]
- Hadimani, P.; Narasimha Murthy, H.N.; Mudbidre, R. Thermal and mechanical properties of glass fibre reinforced polyphenylene ether/polystyrene/nylon-6 ternary blends. Polym. Polym. Compos. 2021, 29, 1075–1088. [Google Scholar]
- An, H.J.; Kim, J.S.; Kim, K.Y.; Lim, D.Y.; Kim, D.H. Mechanical and thermal properties of long carbon fiber-reinforced polyamide 6 composites. Fibers Polym. 2014, 15, 2355–2359. [Google Scholar] [CrossRef]
- Vaxman, A.; Narkis, M.; Siegmann, A.; Kenig, S. Void formation in short-fiber thermoplastic composites. Polym. Compos. 1989, 10, 449–453. [Google Scholar] [CrossRef]
- Vaxman, A.; Narkis, M.; Siegmann, A.; Kenig, S. Short fiber reinforced thermoplastics. II. Interrelation between fiber orientation and rheological properties of glass fiber-reinforced Noryl. Polym. Compos. 1989, 10, 84–91. [Google Scholar] [CrossRef]
- Vaxman, A.; Narkis, M.; Siegmann, A.; Kenig, S. Short-Fiber Thermoplastics Composites: Fiber Fracture During Melt Processing; Wiley Encyclopedia of Composites: Hoboken, NJ, USA, 2011; pp. 1–19. [Google Scholar]
- Fu, S.Y.; Hu, X.; Yue, C.Y. Effects of fiber length and orientation distributions on the mechanical properties of short-fiber-reinforced polymers a review. J. Soc. Mater. Sci. 1999, 48, 74–83. [Google Scholar] [CrossRef] [Green Version]
- Tseng, H.C.; Chang, R.Y.; Hsu, C.H. Numerical prediction of fiber orientation and mechanical performance for short/long glass and carbon fiber-reinforced composites. Compos. Sci. Technol. 2017, 144, 51–56. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B.; Mäder, E.; Yue, C.Y.; Hu, X. Tensile properties of short-glass-fiber-and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Bair, H.E. Quantitative thermal analysis of polyblends. Polym. Eng. Sci. 1970, 10, 247–250. [Google Scholar] [CrossRef]
- Whitfield, T.; Kuboki, T.; Wood, J.; Ugresic, V.; Sathyanarayana, S.; Dagnon, K. Thermal properties of glass fiber reinforced polyamide 6 composites throughout the direct long-fiber reinforced thermoplastic process. Polym. Eng. Sci. 2018, 58, 46–54. [Google Scholar] [CrossRef]
- Ota, W.N.; Amico, S.C.; Satyanarayana, K.G. Studies on the combined effect of injection temperature and fiber content on the properties of polypropylene-glass fiber composites. Compos. Sci. Technol. 2005, 65, 873–881. [Google Scholar] [CrossRef]
- Jachowicz, J.; Kryszewski, M.; Mucha, M. Thermal degradation of the blend poly (2,6-dimethyl-1,4-phenylene oxide)-polystyrene. Macromolecules 1984, 17, 1315–1321. [Google Scholar] [CrossRef]
- Sherif, G.; Chukov, D.I.; Tcherdyntsev, V.V.; Torokhov, V.G.; Zherebtsov, D.D. Effect of Glass Fibers Thermal Treatment on the Mechanical and Thermal Behavior of Polysulfone Based Composites. Polymers 2020, 12, 902. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chukov, D.I.; Nematulloev, S.G.; Tcherdyntsev, V.V.; Torokhov, V.G.; Stepashkin, A.A.; Zadorozhnyy, M.Y.; Zherebtsov, D.D.; Sherif, G. Structure and Properties of Polysulfone Filled with Modified Twill Weave Carbon Fabrics. Polymers 2020, 12, 50. [Google Scholar] [CrossRef] [PubMed] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Fiber Weight Fraction (wt%) | Fiber Volume Fraction (vol%) | Void Volume Fraction (vol%) | |
|---|---|---|---|---|
| Masterbatch | 1.319 | 52.0 | 26.3 | 14.6 |
| GF/mPPO 30 | 1.275 | 29.1 | 14.5 | 1.8 |
| GF/mPPO 40 | 1.361 | 37.3 | 19.9 | 1.2 |
| GF/mPPO 50 | 1.495 | 48.9 | 28.6 | 0.7 |
| Max. (μm) | Min. (μm) | Ln (μm) | Lw (μm) | FLD (Lw/Ln) | |
|---|---|---|---|---|---|
| Masterbatch | 10,772.80 | 38.44 | 913.43 | 2930.57 | 3.21 |
| GF/mPPO 30 | 1187.04 | 40.17 | 298.98 | 411.52 | 1.38 |
| GF/mPPO 40 | 1153.20 | 38.56 | 294.64 | 393.99 | 1.34 |
| GF/mPPO 50 | 931.33 | 28.46 | 291.88 | 390.69 | 1.34 |
| GF/mPPO 30 | GF/mPPO 40 | GF/mPPO 50 | |
|---|---|---|---|
| λσ | 0.126 | 0.129 | 0.113 |
| λE | 0.544 | 0.587 | 0.604 |
| Glass Transition Temperature, Tg (°C) | Decomposition Temperature | ||
|---|---|---|---|
| T5% (°C) | T10% (°C) | ||
| Neat mPPO | 142.45 | 387.16 | 399.44 |
| GF/mPPO 30 | 141.53 | 393.81 | 405.71 |
| GF/mPPO 40 | 140.85 | 394.90 | 407.52 |
| GF/mPPO 50 | 140.58 | 397.21 | 410.00 |
| Onset Temperature in Storage Modulus (°C) | Peak Temperature in tan δ (°C) | |
|---|---|---|
| Neat mPPO | 137.81 | 152.07 |
| GF/mPPO 30 | 138.15 | 152.55 |
| GF/mPPO 40 | 137.89 | 152.18 |
| GF/mPPO 50 | 137.70 | 151.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahn, S.; Lee, J.-C.; Kim, K.-Y. Preparation and Characterization of Glass-Fiber-Reinforced Modified Polyphenylene Oxide by a Direct Fiber Feeding Extrusion Process. Appl. Sci. 2021, 11, 10266. https://0-doi-org.brum.beds.ac.uk/10.3390/app112110266
Ahn S, Lee J-C, Kim K-Y. Preparation and Characterization of Glass-Fiber-Reinforced Modified Polyphenylene Oxide by a Direct Fiber Feeding Extrusion Process. Applied Sciences. 2021; 11(21):10266. https://0-doi-org.brum.beds.ac.uk/10.3390/app112110266
Chicago/Turabian StyleAhn, SeungJae, Jae-Chul Lee, and Ki-Young Kim. 2021. "Preparation and Characterization of Glass-Fiber-Reinforced Modified Polyphenylene Oxide by a Direct Fiber Feeding Extrusion Process" Applied Sciences 11, no. 21: 10266. https://0-doi-org.brum.beds.ac.uk/10.3390/app112110266