
Fast, Accurate, and Reliable Detection of Damage in Aircraft Composites by Advanced Synergistic Infrared Thermography and Phased Array Techniques

 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Featured Application
Abstract
1. Introduction
2. Material and Methods
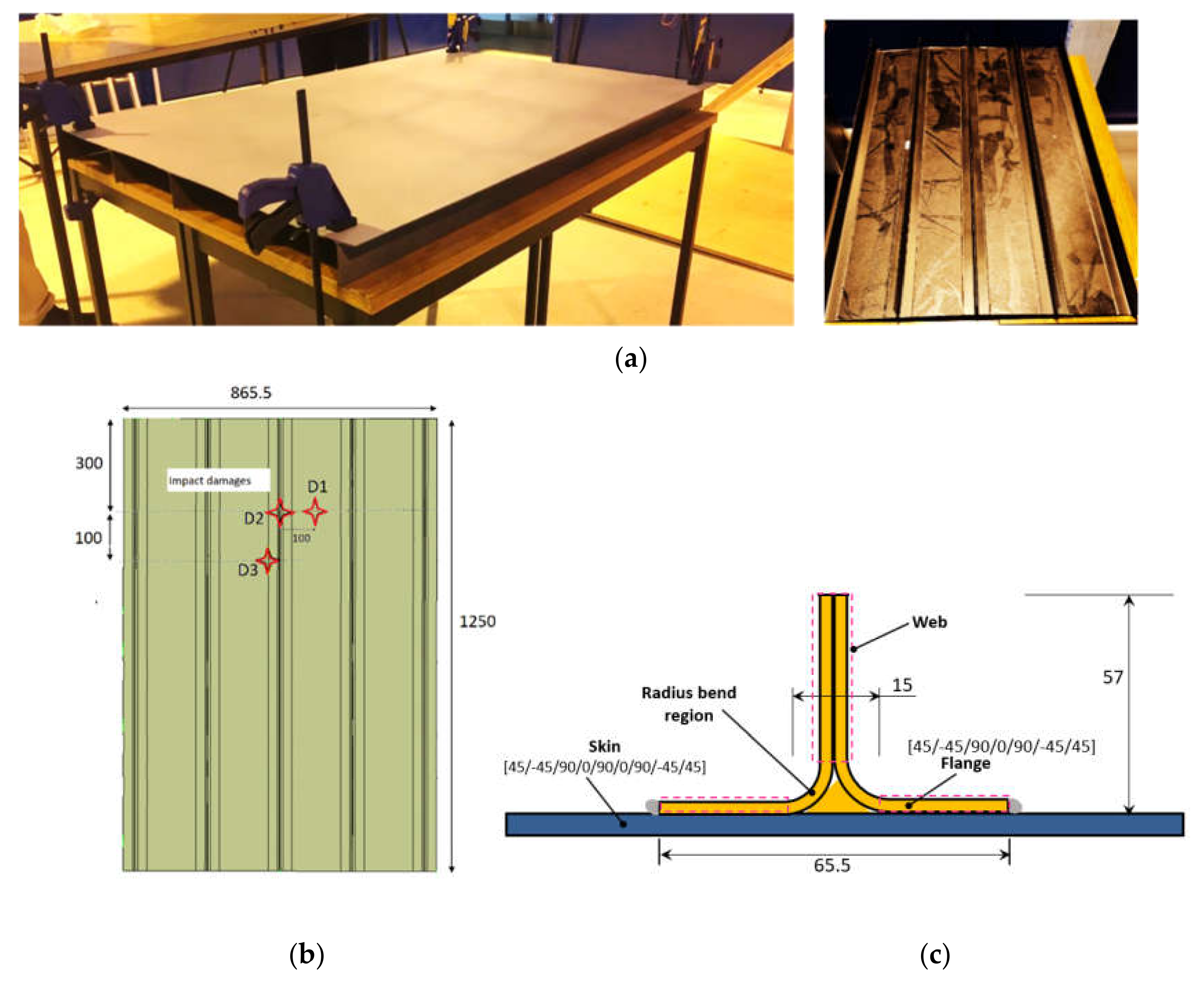
2.1. Description of Materials and Specimens
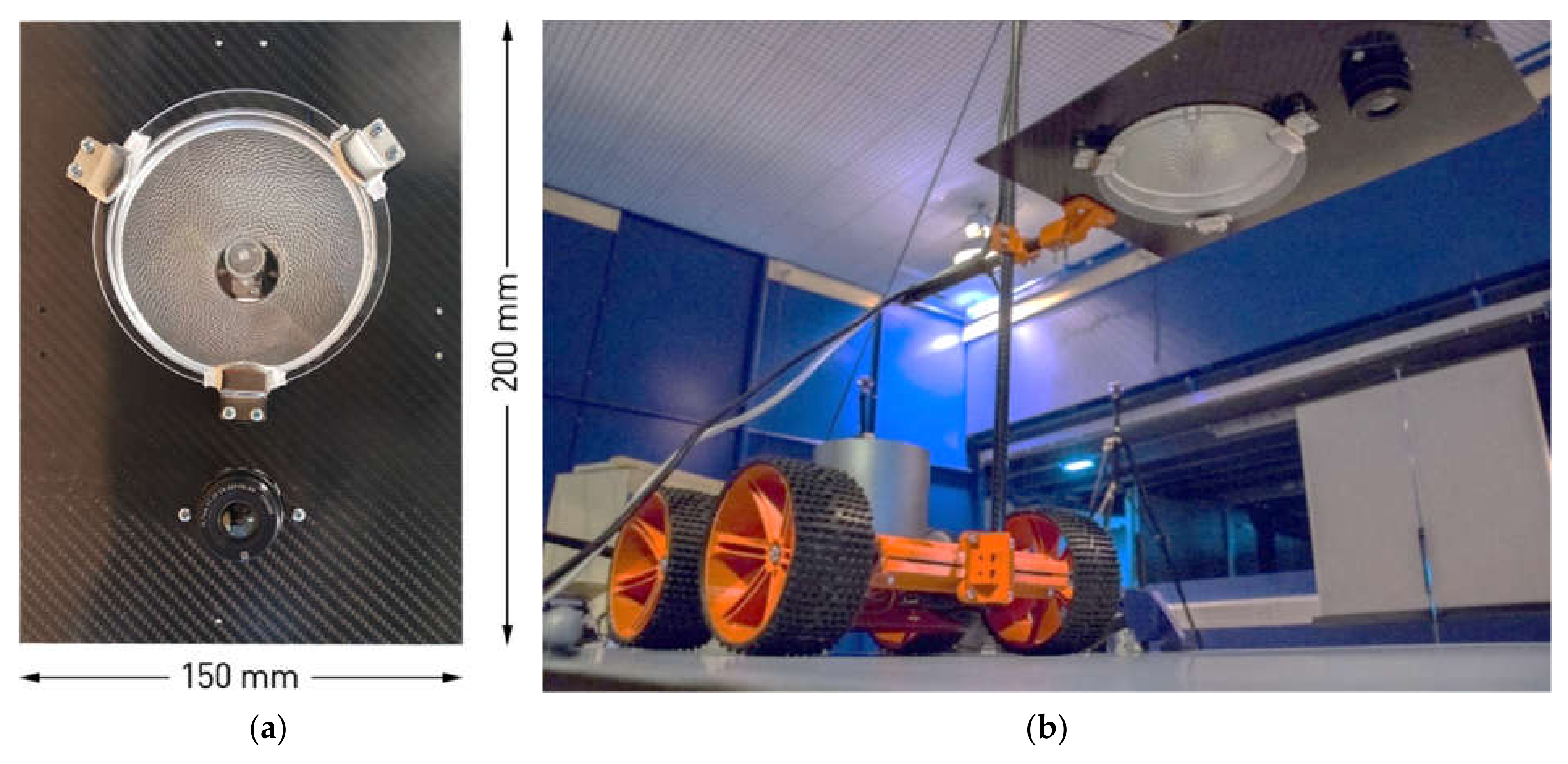
2.2. Experimental Setup Details—IRT
2.3. Experimental Setup and PA Module
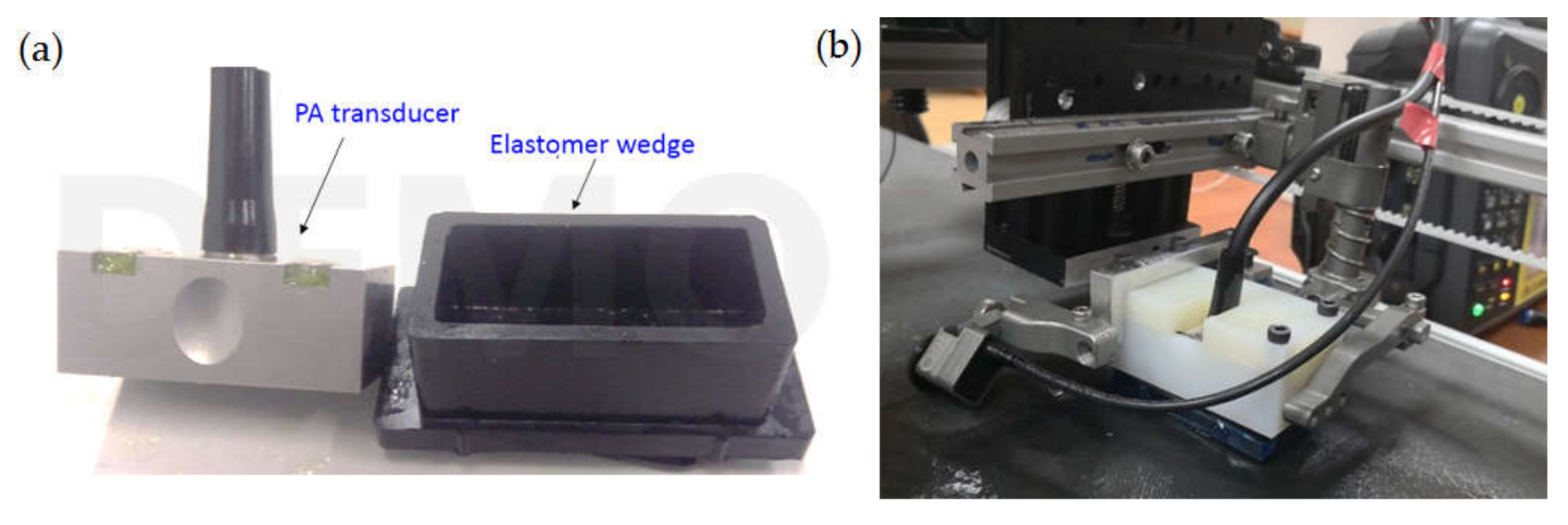
2.3.1. PA Module Development
PA Transducer
Wedge
Mist Couplant Delivery
Positioning Device
2.3.2. PA Inspection Procedure
2.3.3. PA Inspection Data Post-Processing
3. Results and Discussion
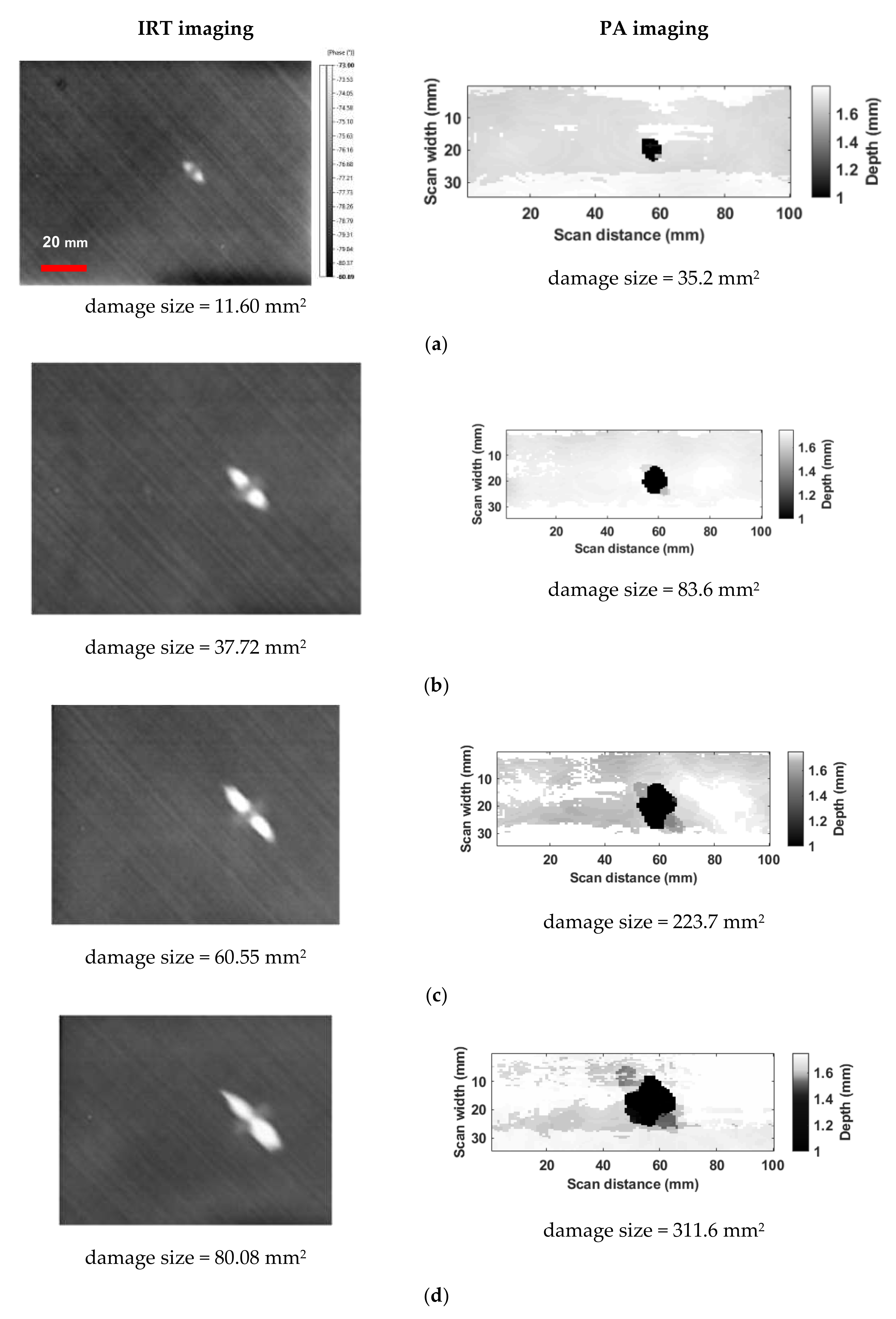
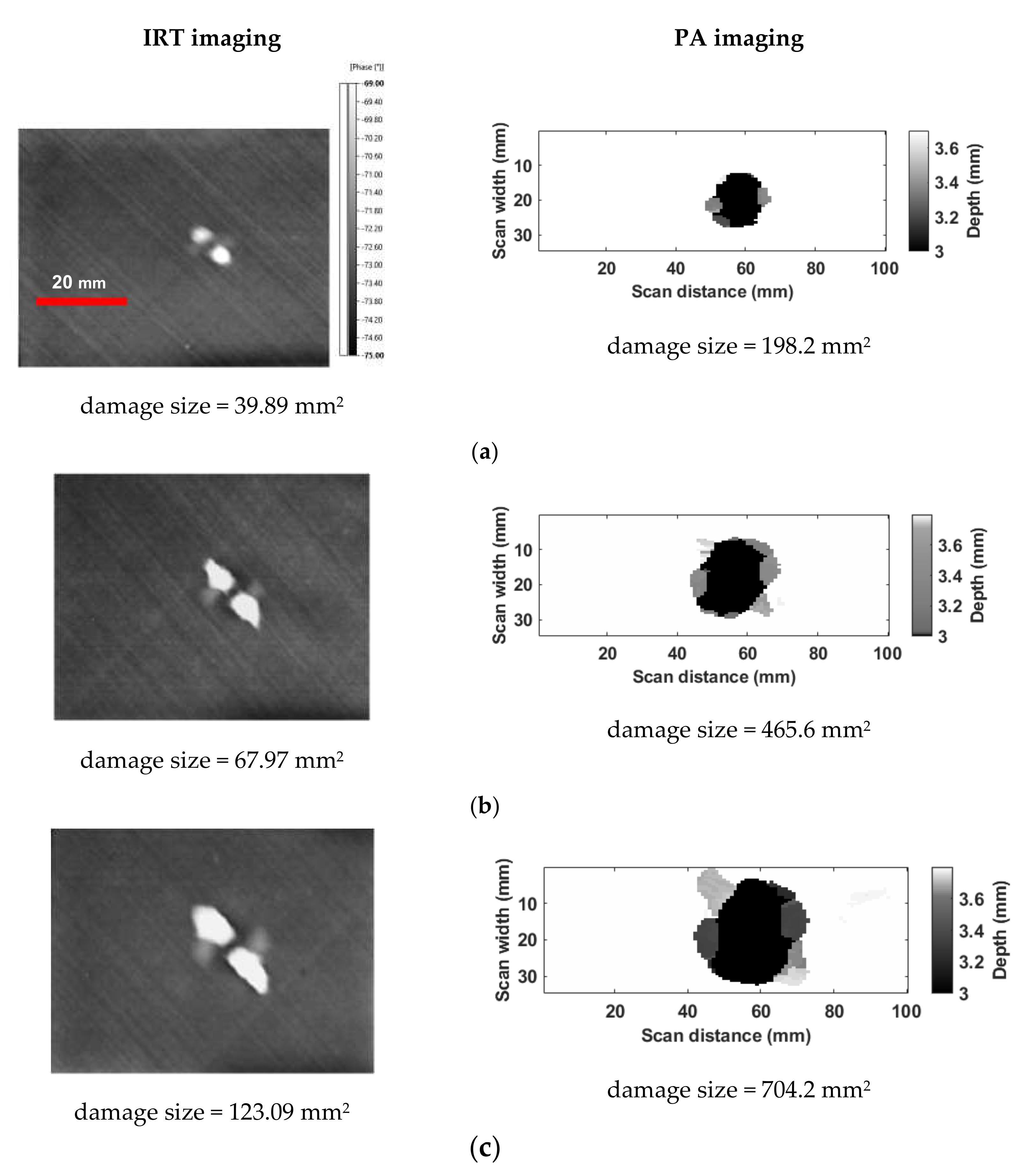
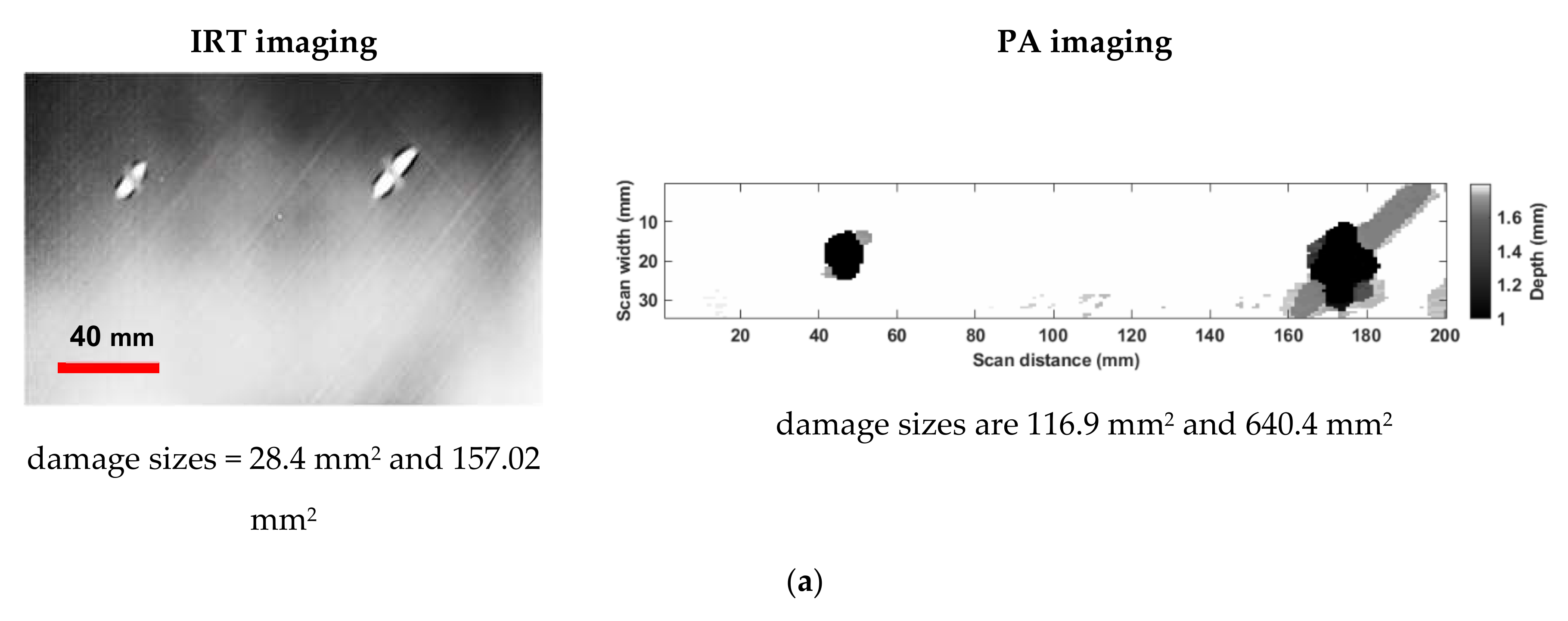
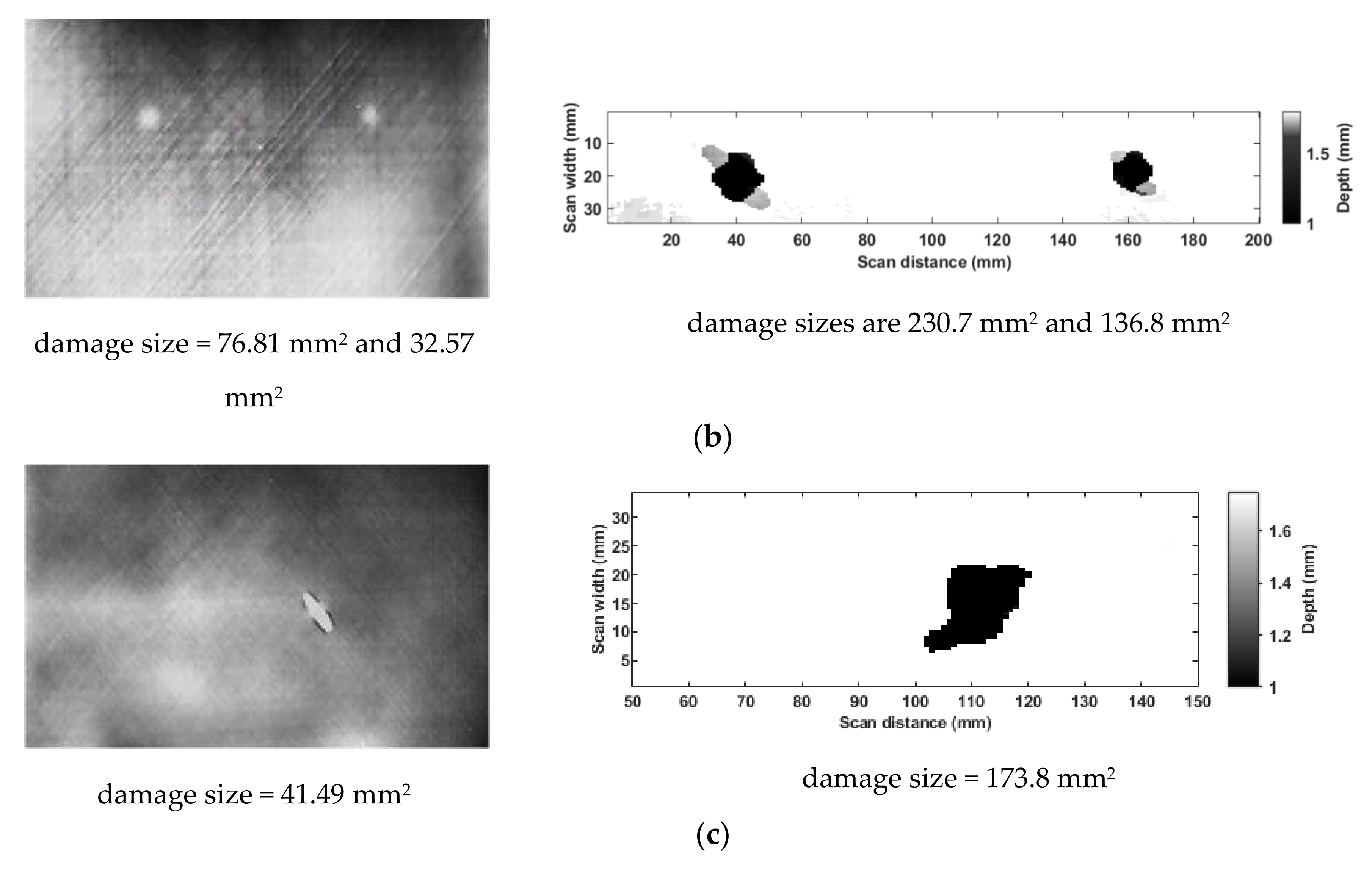
3.1. Results of Manual IRT and PA Inspection on Coupons and Laminates
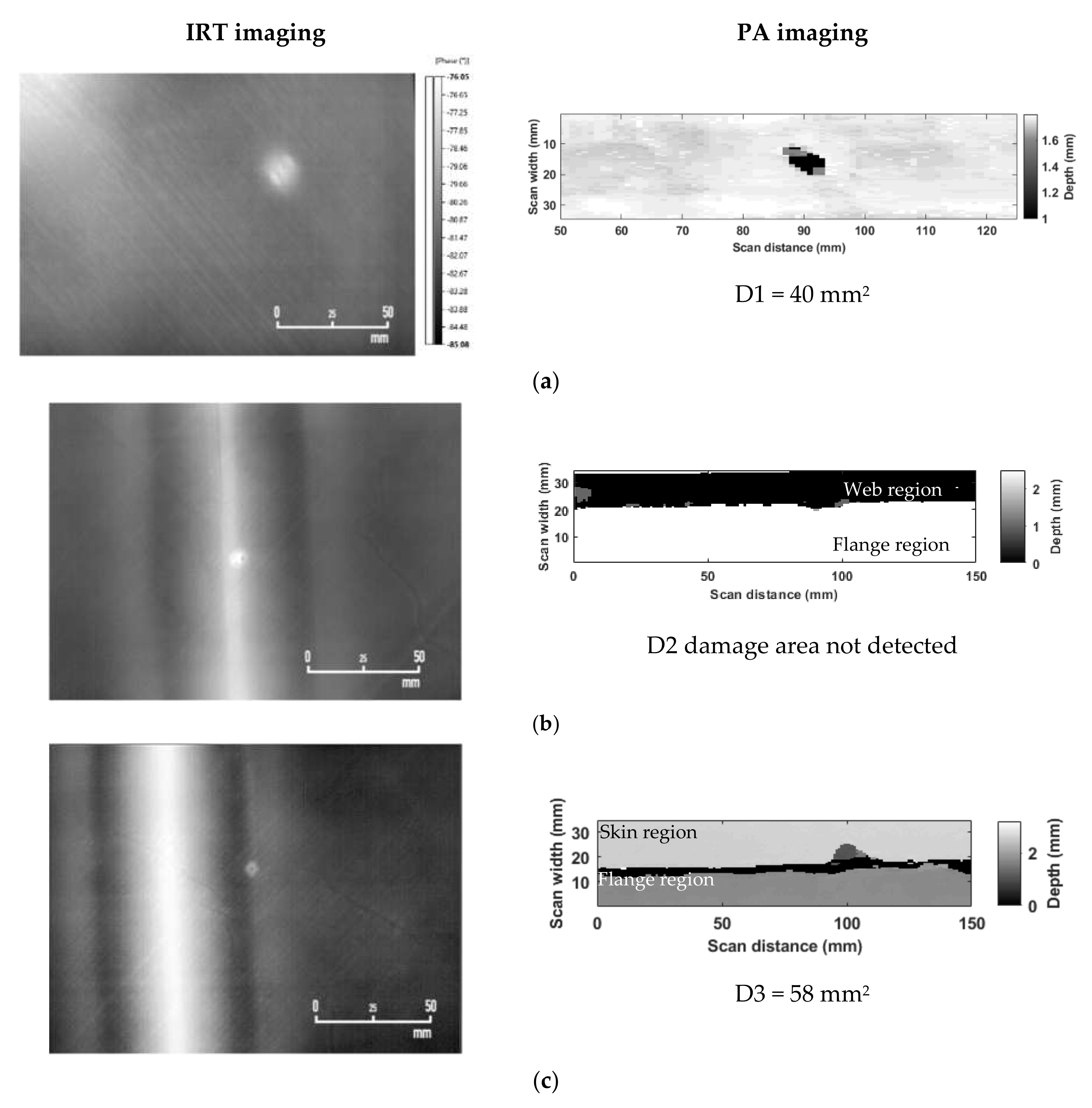
3.2. Automated IRT and PA Inspection on Stiffened Panel
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Wenk, L.; Bockenheimer, C. Structure health monitoring. Airbus Tech. Mag. 2014, 54, 23–29. [Google Scholar]
- Morteau, E.; Faivre, V. Damage tolerant composite fuselage sizing. Airbus Tech. Mag. 2011, 48, 15–19. [Google Scholar]
- Avdelidis, N.P.; Hawtin, B.C.; Almond, D.P. Transient thermography in the assessment of defects of aircraft composites. Ndt E Int. 2003, 36, 433–439. [Google Scholar] [CrossRef]
- Freemantle, R.J.; Hankinson, N.; Brotherhood, C.J. Rapid phased array ultrasonic imaging of large area composite aerospace structures. Insight—Non-Destr. Test. Cond. Monit. 2005, 47, 129–132. [Google Scholar] [CrossRef]
- Ackert, S.P. Evaluation & Insights of Commercial Aircraft Maintenance Programs. Available online: http://www.aircraftmonitor.com/research-reports.html (accessed on 18 February 2021).
- Fernandez, R.F.; Keller, K.; Robins, J. Design of a system for Aircraft Fuselage Inspection. In Proceedings of the 2016 IEEE Systems and Information Engineering Design Symposium (SIEDS), Charlottesville, VA, USA, 29–29 April 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 283–288. [Google Scholar]
- Katnam, K.B.; Da Silva, L.F.M.; Young, T.M. Bonded repair of composite aircraft structures: A review of scientific challenges and opportunities. Prog. Aerosp. Sci. 2013, 61, 26–42. [Google Scholar] [CrossRef]
- Dragan, K.; Synaszko, P. In-Service Flaw Detection and Quantification in the Composite Structures of Aircraft. Fatigue Aircr. Struct. 2009, 2009, 37–41. [Google Scholar] [CrossRef]
- TecFlex Scanner. Available online: http://www.tecscan.ca/products/manual-scanners/tecflex-scanner/ (accessed on 18 February 2021).
- Liang, T.; Ren, W.; Tian, G.Y.; Elradi, M.; Gao, Y. Low energy impact damage detection in CFRP using eddy current pulsed thermography. Compos. Struct. 2016, 143, 352–361. [Google Scholar] [CrossRef] [Green Version]
- Meola, C.; Boccardi, S.; Carlomagno, G.M.; Boffa, N.D.; Ricci, F.; Simeoli, G.; Russo, P. Impact damaging of composites through online monitoring and non-destructive evaluation with infrared thermography. Ndt E Int. 2017, 85, 34–42. [Google Scholar] [CrossRef]
- Katunin, A.; Dragan, K.; Dziendzikowski, M. Damage identification in aircraft composite structures: A case study using various non-destructive testing techniques. Compos. Struct. 2015, 127, 1–9. [Google Scholar] [CrossRef]
- Bates, D.; Smith, G.; Lu, D.; Hewitt, J. Rapid thermal non-destructive testing of aircraft components. Compos. Part. B Eng. 2000, 31, 175–185. [Google Scholar] [CrossRef]
- Meola, C.; Carlomagno, G.M.; Squillace, A.; Vitiello, A. Non-destructive evaluation of aerospace materials with lock-in thermography. Eng. Fail. Anal. 2006, 13, 380–388. [Google Scholar] [CrossRef]
- Wu, D.; Salerno, A.; Malter, U.; Aoki, R.; Kochendorfer, R.; Kachele, P.K.; Woithe, K.; Pfister, K.; Busse, G. Inspection of aircraft structural components using lock-in thermography. In Proceedings of the 1996 International Conference on Quantitative InfraRed Thermography; QIRT Council, Stuttgart, Germany, 2–5 September 1996. [Google Scholar]
- Myriounis, D.P.; Kordatos, E.Z.; Hasan, S.T.; Matikas, T.E. Crack-Tip Stress Field and Fatigue Crack Growth Monitoring Using Infrared Lock-In Thermography in A359/SiCp Composites. Strain 2011, 47, e619–e627. [Google Scholar] [CrossRef]
- Chrysochoos, A.; Dupre, J.C. An infrared set-up for continuum thermomechanics. In Proceedings of the 1992 International Conference on Quantitative InfraRed Thermography; QIRT Council, Paris, France, 7–9 July 1992. [Google Scholar]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [Green Version]
- Hellard, G. Composites in Airbus—A Long Story of Innovations and Experiences. In Proceedings of the Global Investment Forum, Geneva, Switzerland, 2–3 June 2016; pp. 1–26. [Google Scholar]
- Farmaki, S.; Exarchos, D.A.; Tragazikis, I.K.; Matikas, T.E.; Dassios, K.G. A Novel Infrared Thermography Sensing Approach for Rapid, Quantitative Assessment of Damage in Aircraft Composites. Sensors 2020, 20, 4113. [Google Scholar] [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M. A quantitative approach to retrieve delamination extension from thermal images recorded during impact tests. Ndt E Int. 2018, 100, 142–152. [Google Scholar] [CrossRef]
- Kordatos, E.Z.; Exarchos, D.A.; Stavrakos, C.; Moropoulou, A.; Matikas, T.E. Infrared thermographic inspection of murals and characterization of degradation in historic monuments. Constr. Build. Mater. 2013, 48, 1261–1265. [Google Scholar] [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M.; Boffa, N.D.; Monaco, E.; Ricci, F. Nondestructive evaluation of carbon fibre reinforced composites with infrared thermography and ultrasonics. Compos. Struct. 2015, 134, 845–853. [Google Scholar] [CrossRef]
- Schmutzler, H.; Alder, M.; Kosmann, N.; Wittich, H.; Schulte, K. Degradation monitoring of impact damaged carbon fibre reinforced polymers under fatigue loading with pulse phase thermography. Compos. Part. B Eng. 2014, 59, 221–229. [Google Scholar] [CrossRef]
- Gaudenzi, P.; Bernabei, M.; Dati, E.; De Angelis, G.; Marrone, M.; Lampani, L. On the evaluation of impact damage on composite materials by comparing different NDI techniques. Compos. Struct. 2014, 118, 257–266. [Google Scholar] [CrossRef]
- Dionysopoulos, D.; Fierro, G.-P.M.; Meo, M.; Ciampa, F. Imaging of barely visible impact damage on a composite panel using nonlinear wave modulation thermography. Ndt E Int. 2018, 95, 9–16. [Google Scholar] [CrossRef]
- Quattrocchi, A.; Freni, F.; Montanini, R. Comparison between air-coupled ultrasonic testing and active thermography for defect identification in composite materials. Nondestruct. Test. Eval. 2021, 36, 97–112. [Google Scholar] [CrossRef]
- Duan, Y.; Zhang, H.; Maldague, X.P.V.; Ibarra-Castanedo, C.; Servais, P.; Genest, M.; Sfarra, S.; Meng, J. Reliability assessment of pulsed thermography and ultrasonic testing for impact damage of CFRP panels. Ndt E Int. 2019, 102, 77–83. [Google Scholar] [CrossRef]
- Quattrocchi, A.; Freni, F.; Montanini, R. Air-coupled ultrasonic testing to estimate internal defects in composite panels used for boats and luxury yachts. Int. J. Interact. Des. Manuf. 2020, 14, 35–41. [Google Scholar] [CrossRef]
- Deane, S.; Avdelidis, N.P.; Ibarra-Castanedo, C.; Zhang, H.; Nezhad, H.Y.; Williamson, A.A.; Mackley, T.; Maldague, X.; Tsourdos, A.; Nooralishahi, P. Comparison of Cooled and Uncooled IR Sensors by Means of Signal-to-Noise Ratio for NDT Diagnostics of Aerospace Grade Composites. Sensors 2020, 20, 3381. [Google Scholar] [CrossRef]
- Andrikopoulos, G.; Nikolakopoulos, G. Vortex Actuation via Electric Ducted Fans: An Experimental Study. J. Intell. Robot. Syst. 2019, 95, 955–973. [Google Scholar] [CrossRef] [Green Version]
- Andrikopoulos, G.; Papadimitriou, A.; Brusell, A.; Nikolakopoulos, G. On Model-based adhesion control of a vortex climbing robot. In Proceedings of the 2019 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), The Venetian Macau, Macau, China, 3–8 November 2019; IEEE: Piscataway, NJ, USA. [Google Scholar]
- Gray, I.; Padiyar, M.J.; Petrunin, I.; Raposo, J.; Zanotti Fragonara, L.; Kostopoulos, V.; Loutas, T.; Psarras, S.; Sotiriadis, G.; Tzitzilonis, V.; et al. A novel approach for the autonomous inspection and repair of aircraft composite structures. In Proceedings of the 18th European Conference on Composite Materials (ECCM), Athens, Greece, 25–28 June 2018; pp. 24–28. [Google Scholar]
- CompInnova. CompInnova: An Advanced Methodology for the Inspection and Quantification of Damage on Aerospace Composites and Metals using an Innovative Approach. Available online: http://compinnova.net/.
- Mohammadkhani, R.; Zanotti Fragonara, L.; Padiyar, M.J.; Petrunin, I.; Raposo, J.; Tsourdos, A.; Gray, I. Improving Depth Resolution of Ultrasonic Phased Array Imaging to Inspect Aerospace Composite Structures. Sensors 2020, 20, 559. [Google Scholar] [CrossRef] [Green Version]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Padiyar M., J.; Zanotti Fragonara, L.; Petrunin, I.; Raposo, J.; Tsourdos, A.; Gray, I.; Farmaki, S.; Exarchos, D.; Matikas, T.E.; Dassios, K.G. Fast, Accurate, and Reliable Detection of Damage in Aircraft Composites by Advanced Synergistic Infrared Thermography and Phased Array Techniques. Appl. Sci. 2021, 11, 2778. https://0-doi-org.brum.beds.ac.uk/10.3390/app11062778
Padiyar M. J, Zanotti Fragonara L, Petrunin I, Raposo J, Tsourdos A, Gray I, Farmaki S, Exarchos D, Matikas TE, Dassios KG. Fast, Accurate, and Reliable Detection of Damage in Aircraft Composites by Advanced Synergistic Infrared Thermography and Phased Array Techniques. Applied Sciences. 2021; 11(6):2778. https://0-doi-org.brum.beds.ac.uk/10.3390/app11062778
Chicago/Turabian StylePadiyar M., Janardhan, Luca Zanotti Fragonara, Ivan Petrunin, Joao Raposo, Antonios Tsourdos, Iain Gray, Spyridoyla Farmaki, Dimitrios Exarchos, Theodore E. Matikas, and Konstantinos G. Dassios. 2021. "Fast, Accurate, and Reliable Detection of Damage in Aircraft Composites by Advanced Synergistic Infrared Thermography and Phased Array Techniques" Applied Sciences 11, no. 6: 2778. https://0-doi-org.brum.beds.ac.uk/10.3390/app11062778