1. Introduction
The benefits of the wood composites, manufactured from laminated wood, adhesives and other materials, include their better dimensional stability, homogenous mechanical properties and higher durability [
1]. These products include plywood and wood-based panels in veneer form.
Plywood is a rigid structural element, composed of wood veneers glued together so that the grain orientation of the veneer is perpendicular to the grain orientation of the adjacent layer; this alternation in the grain direction of its layers makes plywood resistant to delamination, allowing anchors to be placed very close to the edges of a panel [
2,
3]. Plywood properties depend on the wood species used; in some cases these panels are based on species, such as Radiata Pine, that have poor mechanical properties, so although plywood boards are highly valued worldwide and they have an assured market and many other factors in their favor, researchers are always looking to improve them in some way. One option is reinforcing them with different types of fibers, which is mainly to improve their mechanical properties, or in other cases to reduce costs by complementing another fiber or to reduce the maintenance of the structural element.
The mechanical properties of fiber-reinforced composites depend mostly on the stress transfer mechanism in the polymeric composite from the matrix of fibers. These also depend on the length of the fibers, their orientation, the volume fraction and the direction of external loading [
4].
The use of fiber reinforcements in the veneer industry for wide-ranging applications is low. For structural materials, the common fiber reinforcement is the glass fiber, but for special applications carbon fibers, aramids fibers and basalt fibers can also be used [
2,
5].
Carbon fiber (CF) is an ideal reinforcement for polymer composites due to its excellent mechanical properties and light weight. Additionally, this fiber is a unique material because its properties cover a wide range of thermo-physical properties that can be adapted to the desired application [
6,
7]. In addition, CF, compared to other synthetic fibers, acquires a pioneering position in structural application due to its higher fiber structure in combination with physical and mechanical properties in both compressive and tensile modes [
8]. However, its main limitation is its high cost [
9].
Basalt fiber (BF) is a material composed of extremely fine fibers. It has many excellent properties such as high strength, electrical insulation, corrosion resistance, high temperature resistance, low thermal conductivity, a very high modulus, excellent stability, good chemical resistance. It is also natural, environmentally friendly, non-toxic and cheap. Properties of basalt fibers are better than glass fiber, and it is significantly cheaper than carbon fibers [
5,
10].
For the reinforcement fiber and the plywood bonding it is necessary to use adhesives. Two quite common adhesives are epoxy resin and polyvinyl acetate. The former, epoxy resin (ER), is the most significant category of thermosetting resins for several engineering applications. ER has high stiffness and strength, corrosion and microbial organisms, excellent dielectric behavior, resistance to chemicals, low shrinkage during cure, and good thermal features. This resin has been widely utilized in cryogenic engineering technologies as an impregnating material, adhesive or matrix for fiber-reinforced composites [
11]. On the other hand, polyvinyl acetate (PVA), the thermoplastics adhesive, softens when the temperature is increased to a particular level and hardens again when cooled [
12]. It develops good adhesion to wood and wood-based materials, and has the advantage of being a one-part system, with long shelf and pot lives. It also has a reasonably rapid cure at room temperature [
13] and is less harsh for the environment than conventionally used resins [
14].
In the past years, there have been different types of approaches to the enhancement of plywood properties with FRP. Among them, Bal et al. [
15] used glass fiber to increase the physical and mechanical properties of plywood. Carbon fiber has also improved plywood properties; Ashori et al. [
16] use it with the addition of waste rubber powder and methylene diphenyl isocyanate resin, Zhang et al. [
17], use it applying a plasma treatment to also improve the interfacial bonding between the veneers and the fiber and Auriga et al. [
18], use it on reinforced plywood bonded with melamine-urea-formaldehyde (MUF), where two different fiber orientations were tested. Authors such as Kramár et al. [
14,
19] and Lohmus et al. [
20] have enhanced plywood’s physical and mechanical properties using basalt fibers with different types of adhesives.
In general, all the different approaches of plywood reinforcement described include different types, combinations and treatments on the fibers and adhesives, fiber orientations, grammages and location. However, very little include basalt fiber just placed on the surface of a Pinus radiata D. DON plywood, in comparison to well-known glass and carbon fibers, so this research also innovates and bring an environmental option, by comparing the use of basalt fiber with carbon fiber. Therefore, the aim of this work was to compare the physical and mechanical properties of plywood—made of a wood specie with low structural properties—reinforced with carbon and basalt fiber glued with polyvinyl acetate adhesive and epoxy resin on a laboratory scale.
4. Discussion
4.1. Physical Properties
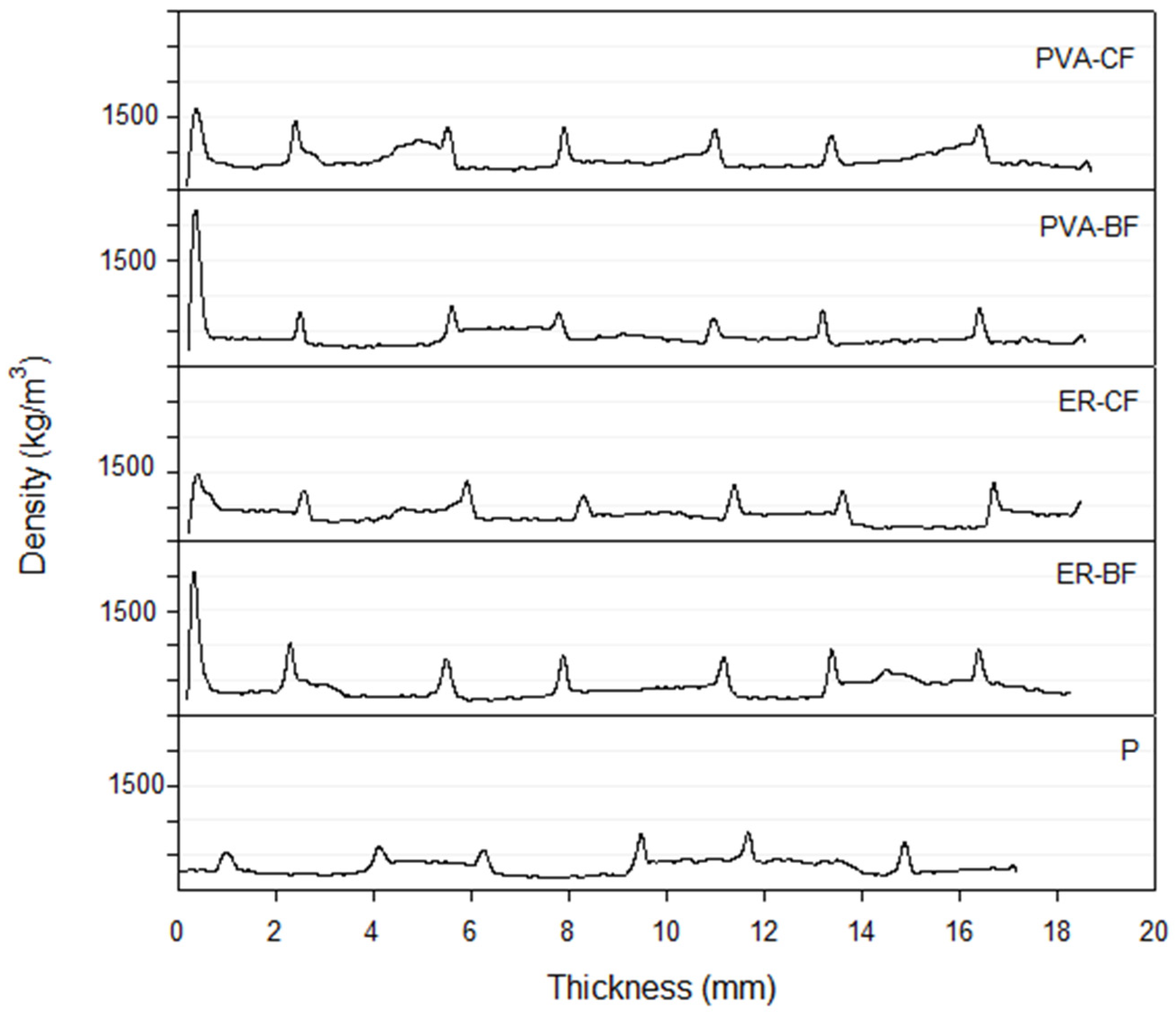
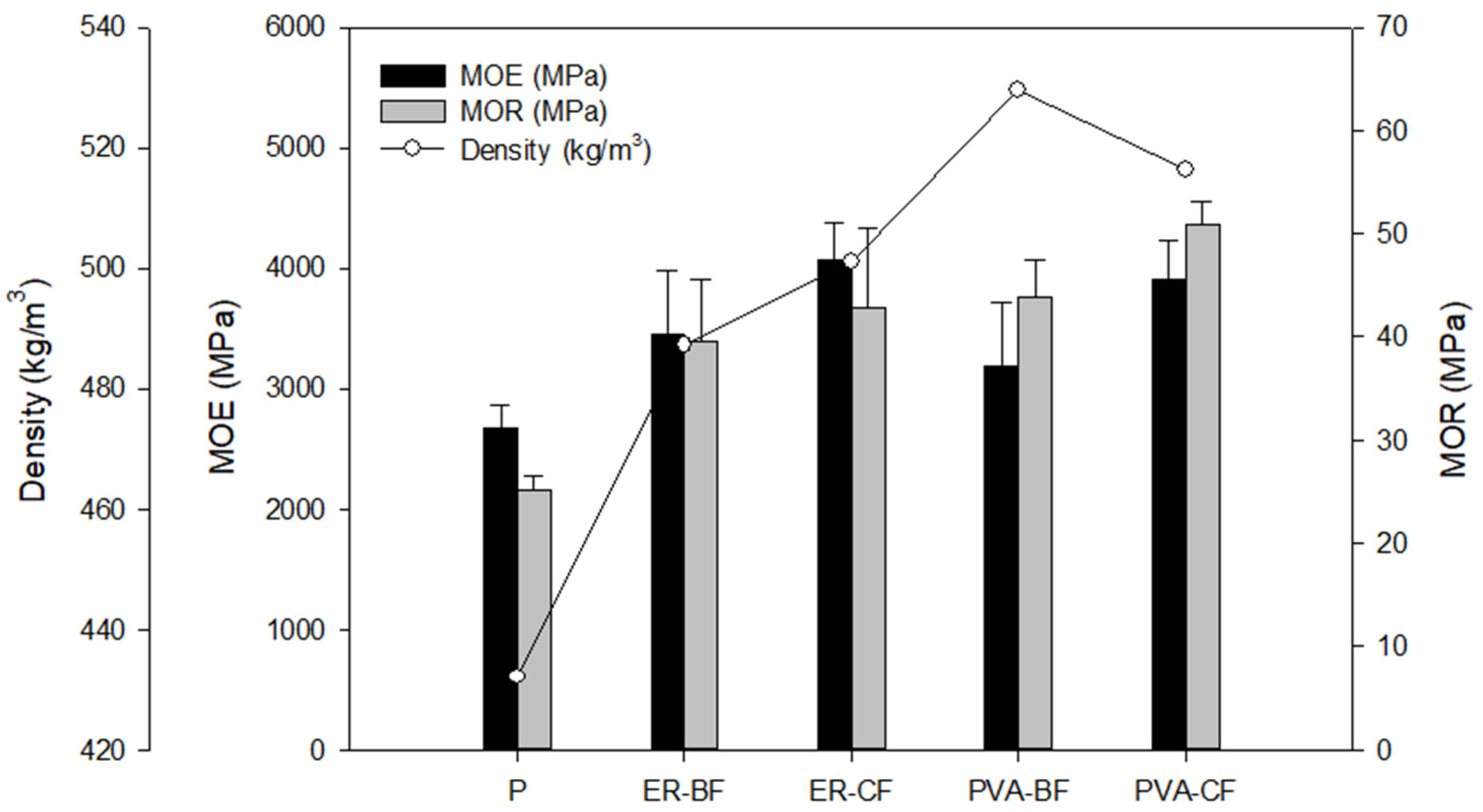
The FRP–plywood presented higher density values than the plywood, due to the incorporation of the basalt and carbon fiber with epoxy resin and polyvinyl acetate matrixes, which have a higher density than wood, but there was no direct relationship between the type of fiber and the type of adhesive with the increase in the density of the sample, despite the fact that the density profile showed that the highest peak on the surface was presented by the samples reinforced with basalt fibers.
The moisture content of the samples presented results in the expected range for their conditioning (8–12%). The swelling of the samples did not present significant differences. Additionally, the water absorption decreased in the FRP–plywood samples, due to the waterproofing effect on the surface caused by the presence of the FRP.
4.2. Mechanical Properties
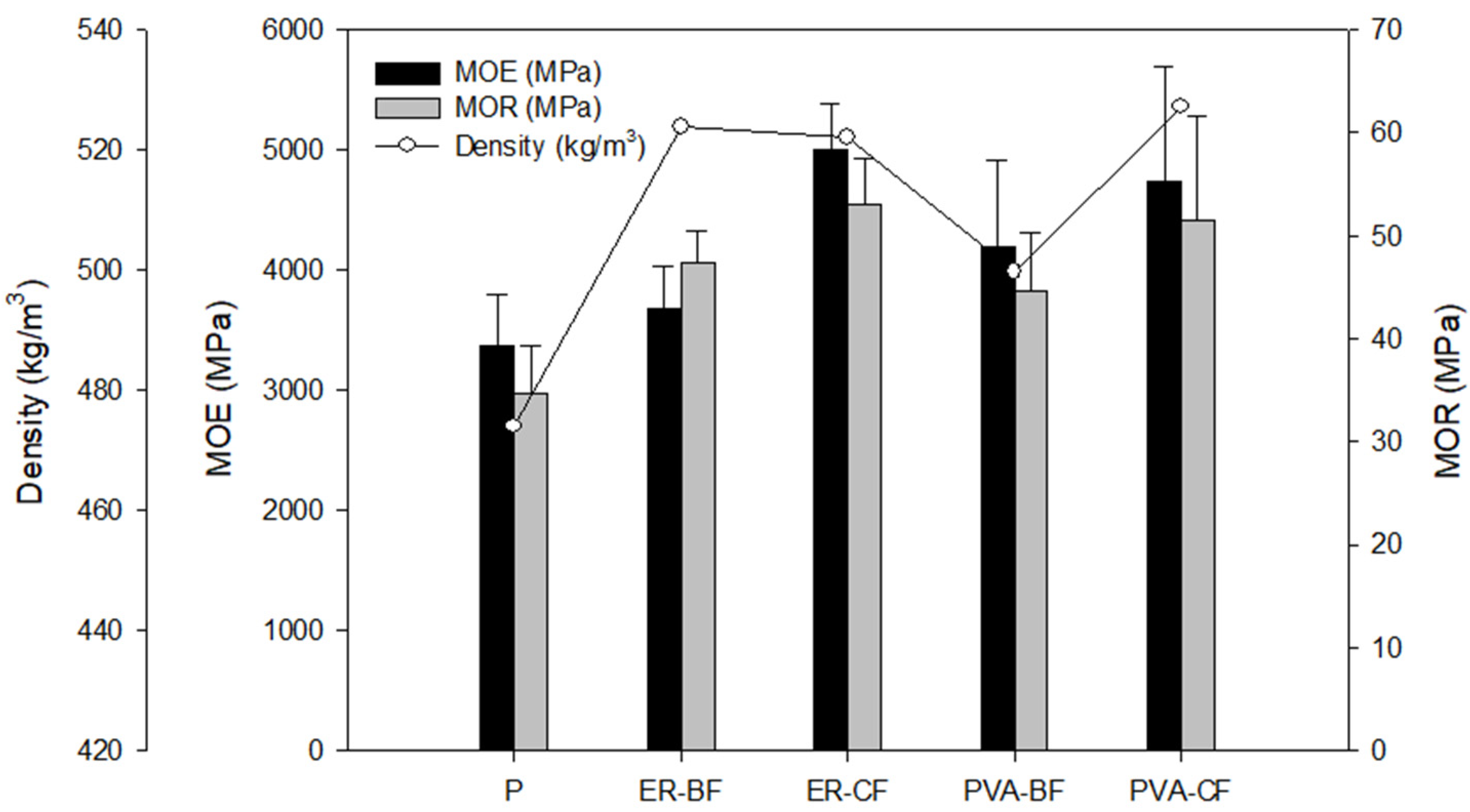
FRP–plywood presented better bending results, in stiffness and strength in both the parallel and the perpendicular direction, with respect to plywood. This is generally attributed to the capacity of fibers and adhesives (FRP) to enhance the mechanical properties of plywood.
The bending test stiffness (MOE) and strength (MOR) were higher in the parallel direction than in the perpendicular direction. In the parallel direction, the ER–CF sample presented an increase of 48.2% and 52.8% of the MOE and MOR, respectively. In the perpendicular direction, the ER–CF sample was also the one that presented the greatest increase in MOE (52.0%), but it was the PVA–CF sample that presented the greatest increase in MOR (102.9%).
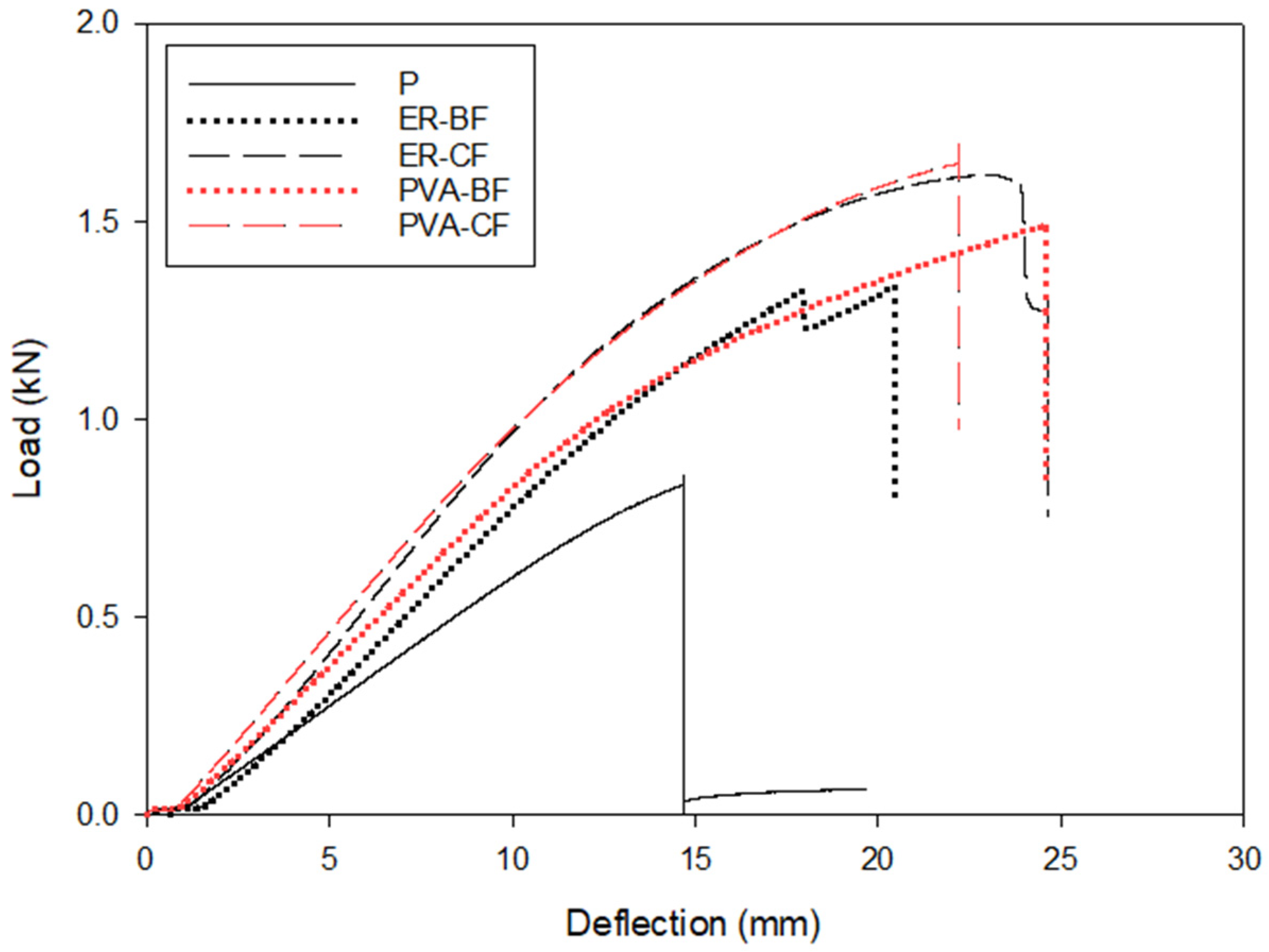
The orientation of the veneers on the surface of the plywood defines the parallel and perpendicular direction of these. The greater strength of the structure of the wood fibers in the longitudinal direction is the cause of the greater strength to bending in the parallel direction of plywood. This gives it a higher MOR and MOE due to the longitudinal tensile and compressive strength of the wood, as well as a lower deflection of the samples during the test [
26]. Incorporating FRP in the flexo-tensile surface of the plywood increases its stiffness and strength to parallel and perpendicular bending, changing its failure behavior from a brittle material to a more ductile material [
14,
19,
27,
28].
The results obtained were in accordance with those from Kramár et al. [
19], in which a 15-layered plywood reinforced with basalt fiber and bonded with epoxy resin on the tension side showed, in most instances, a better performance than the control panel. Kramár et al. [
16], compared plywood samples reinforced with one and two layers of basalt fiber and bonded with PVA adhesive. The results obtained by these authors were also consistent with those obtained in the present study, where values of bending stiffness and strength of the FRP–plywood were higher than the control panel.
With regard to the different behavior of the different adhesives used, similar results were published by Chanda et al. [
29], who noted that PVA adhesive may impart superior bonding strength in the longitudinal tensile plane compared to the epoxy resin used, due to the intermolecular bonding, while the ER have better tensile properties when loaded in the transverse direction, which can be caused by the stronger thermosetting adhesive used.
This performance was observed for MOE and MOR of the BF reinforced samples and for MOE of the CF reinforced samples. So, the material properties and composite performance will be derived from the thermoplastic or thermoset adhesive and from the fiber reinforcement used, but also from the bonding mechanisms between these components [
30].
Additionally, the stronger curing state and the brittle nature of the ER can also result in increased strength values in a perpendicular direction [
29]. On the contrary, the PVA adhesive is the least brittle among wood bonding adhesives; it has the ability to sustain high deformations without fractures [
31], behavior that was evidenced with the higher strength values in the parallel direction. The results with the different adhesives used can lead to different uses of the FRP–plywood depending on the direction of the fiber.
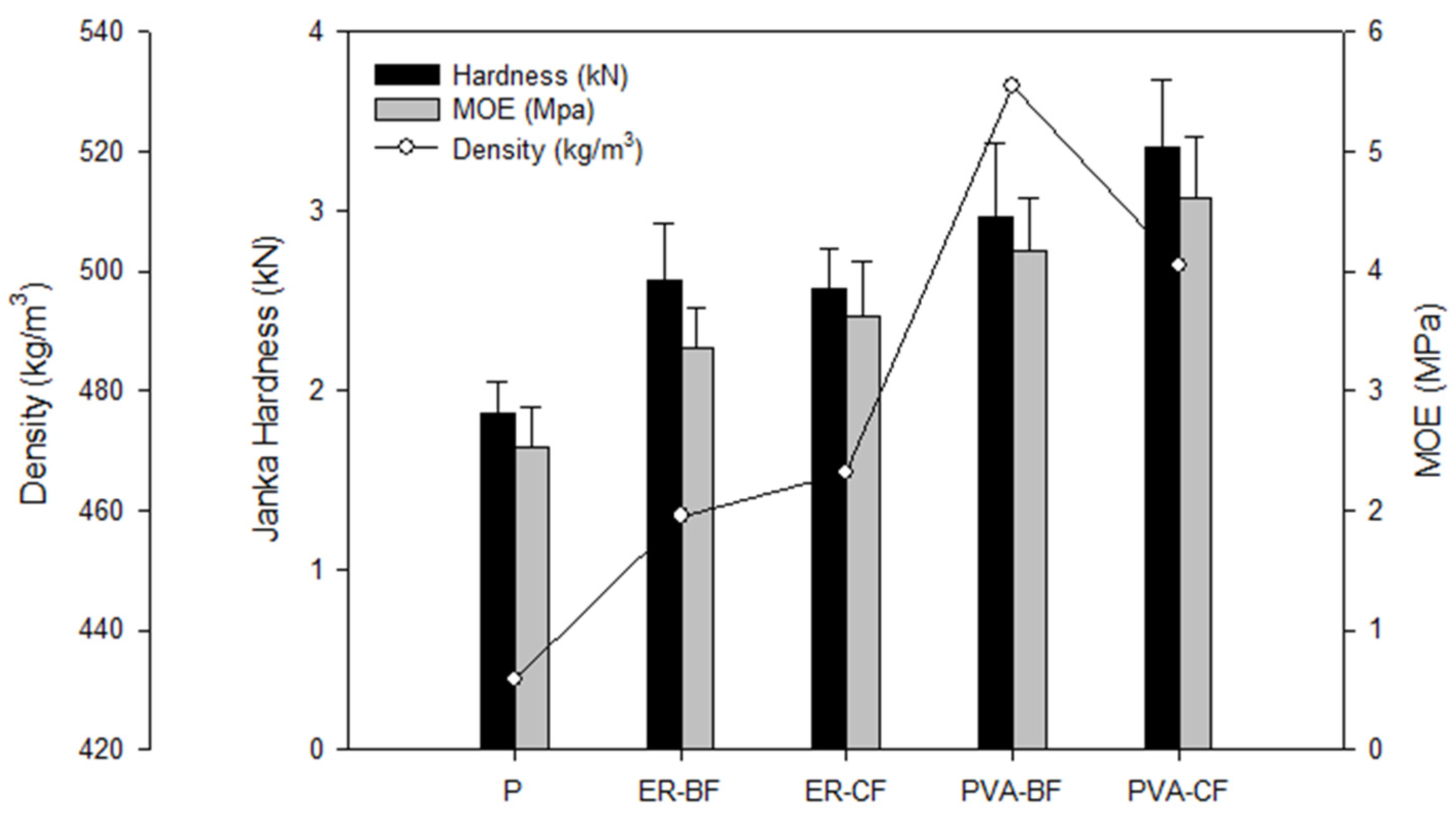
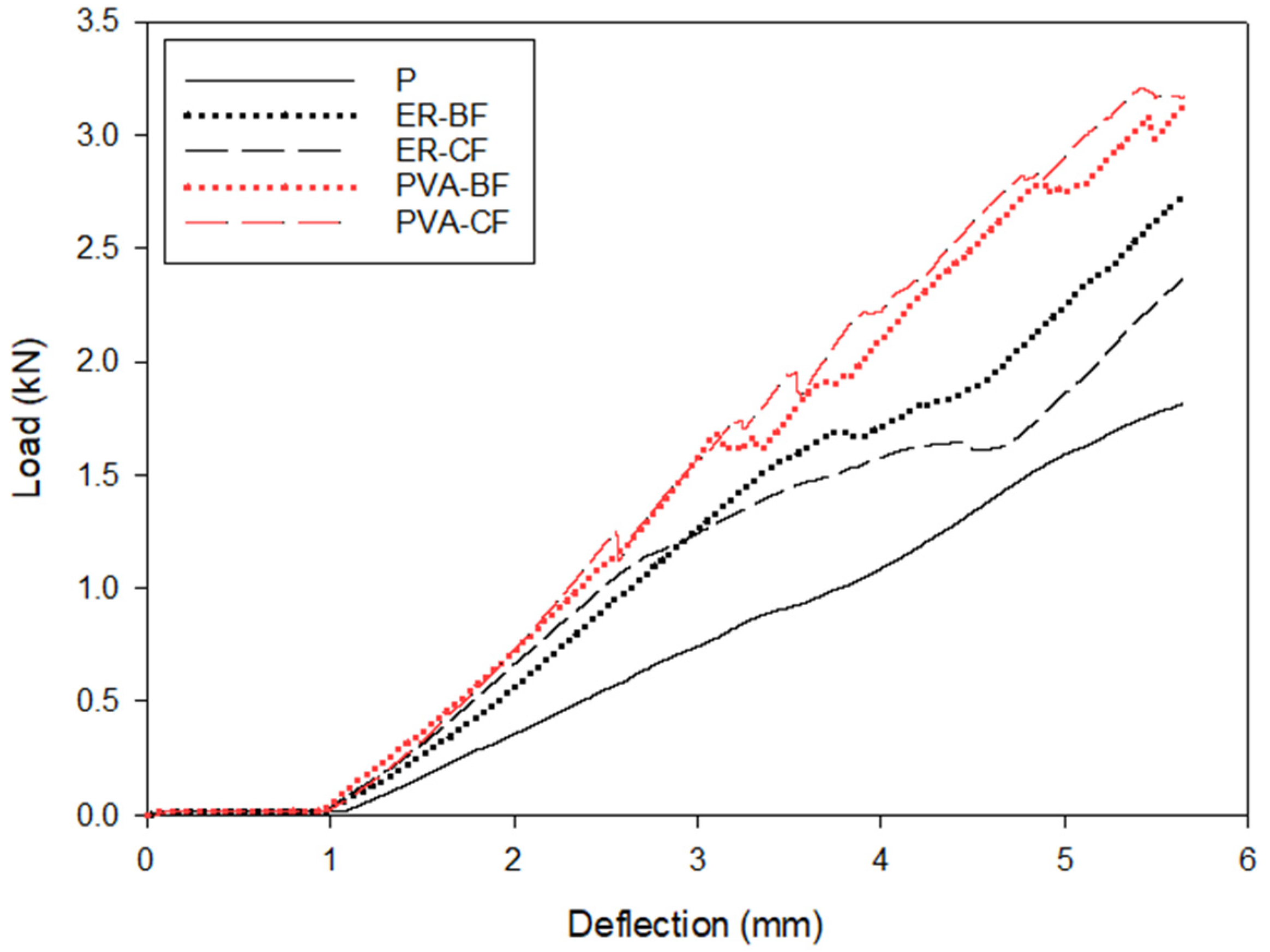
Hardness results are presented in
Table 5 and are shown in
Figure 8 and
Figure 9. Janka hardness is an important property to define the end use of FRP–plywood, especially when used as flooring components [
32]. The FRP–plywood showed a higher Janka hardness. The PVA–CF sample presented the highest hardness and stiffness values, with increases of 79.0% and 82.9%, respectively. In this case, fibers bonded with PVA, an adhesive with ductile behavior, tend to have higher hardness values than fibers bonded with ER, an adhesive with brittle behavior. Similar results were published by Ulker [
33], who obtained higher hardness values for particleboard when reinforced compared to the reference panel.
5. Conclusions
It was shown that the FRP–plywood can increase the mechanical properties of stiffness and strength in bending, and the Janka hardness of plywood.
The flexural properties of the FRP–plywood in the parallel direction had an increase of 48.2% for MOE and 52.8% for MOR, while in the perpendicular direction they had an increase of 52.0% and 102.9% for MOE and MOR, respectively. The best results were obtained with carbon fiber.
The FRP–plywood showed at least a 37% increase in Janka hardness, obtaining superior results with the PVA adhesive in the two reinforcing fibers used.
In general, the use of carbon and basalt fibers with the PVA adhesive caused a more ductile behavior of the FRP–plywood.
Finally, FRP–plywood PVA–BF and PVA–CF may be a new option for composite wood materials, with their ductile behavior and superior mechanical properties, especially in the perpendicular direction, where the increases were greater than the unreinforced plywood. In general, the advantage of the proposed compositions used is that when bonded with PVA adhesive, it has a less negative impact on the environment and is cost-attractive; also, the basalt fiber may be easy to obtain due to the presence of basalt rocks in Chilean volcanos.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}