
WELDMAP: A Photogrammetric Suite Applied to the Inspection of Welds


 ,
,  , and
, and 
Abstract
:1. Introduction
2. Methods
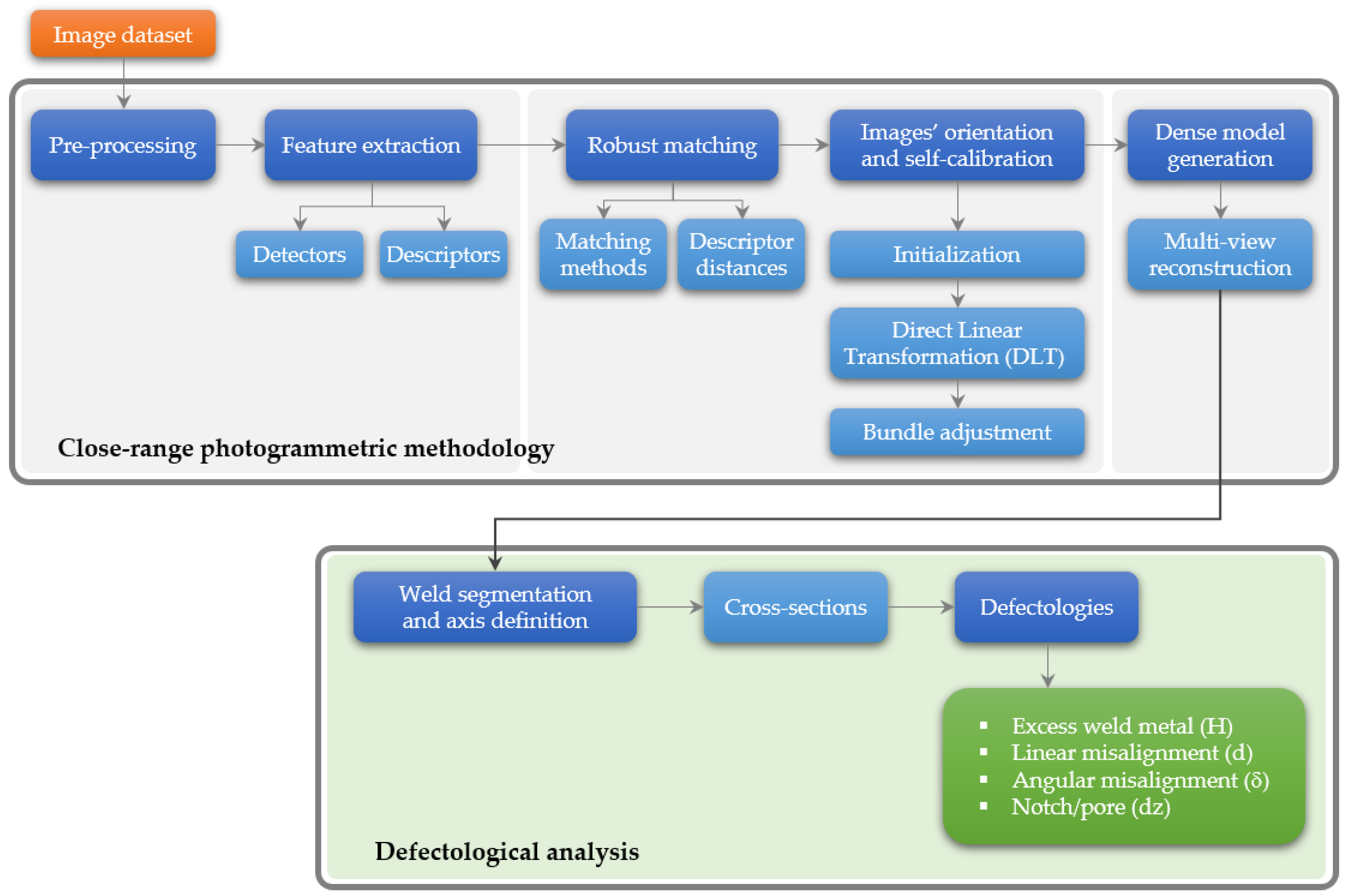
2.1. Close-Range Photogrammetric Methodology
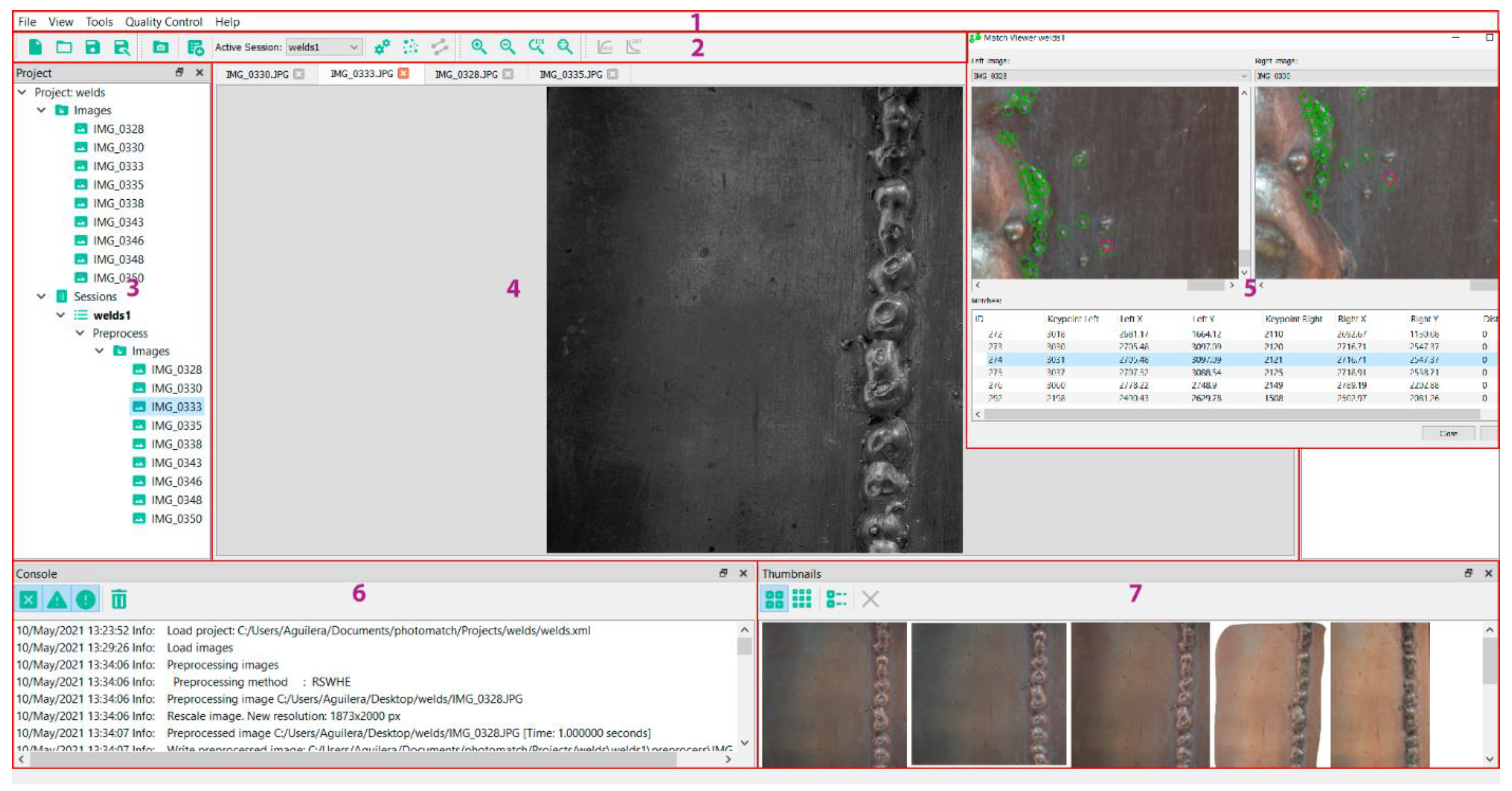
Extraction and Matching of Features
2.2. Orientation and Dense Model Generation
2.2.1. Images’ Orientation and Self-Calibration
- First, the initialisation of the first image pair was carried out, selecting the best pair of images. To this end, a trifold criterion was established for selecting the initial image pair: (i) guarantee a good ray intersection; (ii) contain a considerable number of matching points; (iii) present a good matching points distribution along the image format. Note that initialising with a good image pair usually results in a more reliable and accurate reconstruction.
- Second, once the image pair was initialised, image triangulation was performed through the direct linear transformation (DLT) [45], taking the matching points and the camera pose provided by the fundamental matrix as input data. Afterwards, and considering this initial image pair as a reference, new images were firstly registered and then triangulated using again the DLT. The DLT allows us to estimate first the camera pose and then to triangulate matching points in a direct way, that is, without initial approximations and without calibration camera parameters. As a result, 2D–3D correspondences are provided together with the registration of the images.
- Third, although all the images were registered and triangulated based on DLT, this method suffers from limited accuracy and reliability, which could drift quickly to a non-convergent state. To cope with this problem, a bundle adjustment (BA) based on a collinearity condition [24] was applied with a threefold purpose: (i) compute registration and triangulation together and in a global way; (ii) consider the estimation of the inner parameters of the camera, self-calibration; (iii) obtain more accuracy and precision in the image orientation and self-calibration, using a non-linear iterative procedure supported by the collinearity condition that minimises the reprojection error.
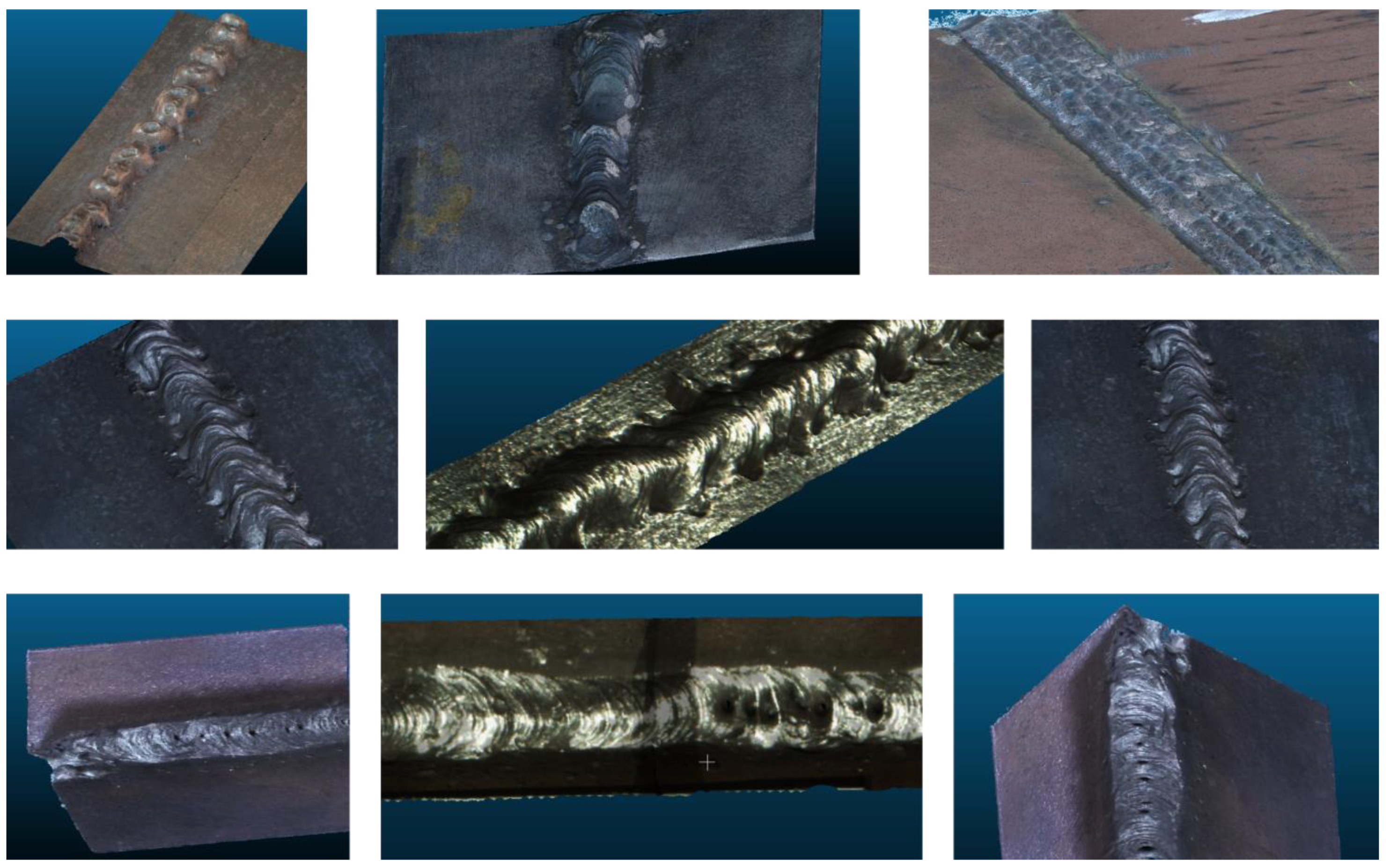
2.2.2. Dense Model Generation
2.3. Defectology Analysis
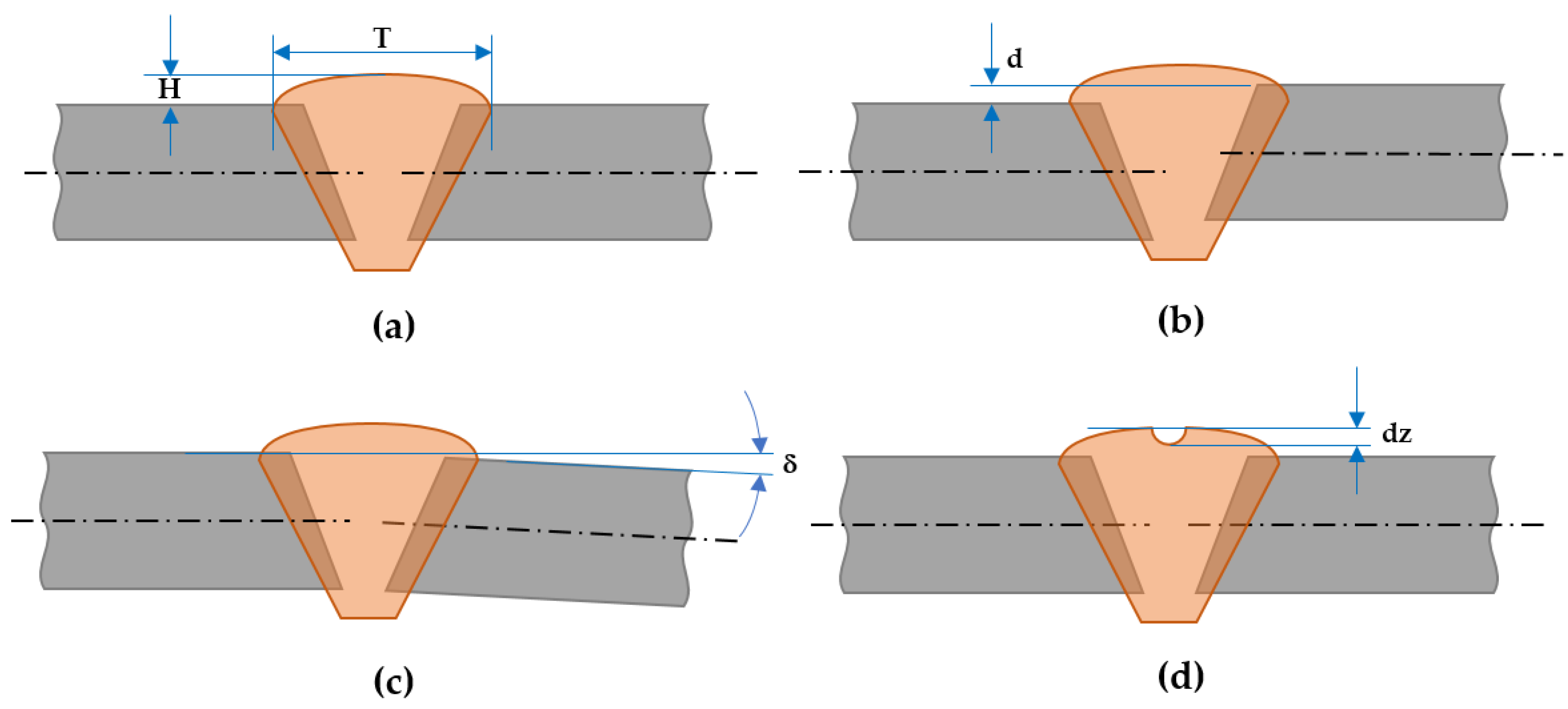
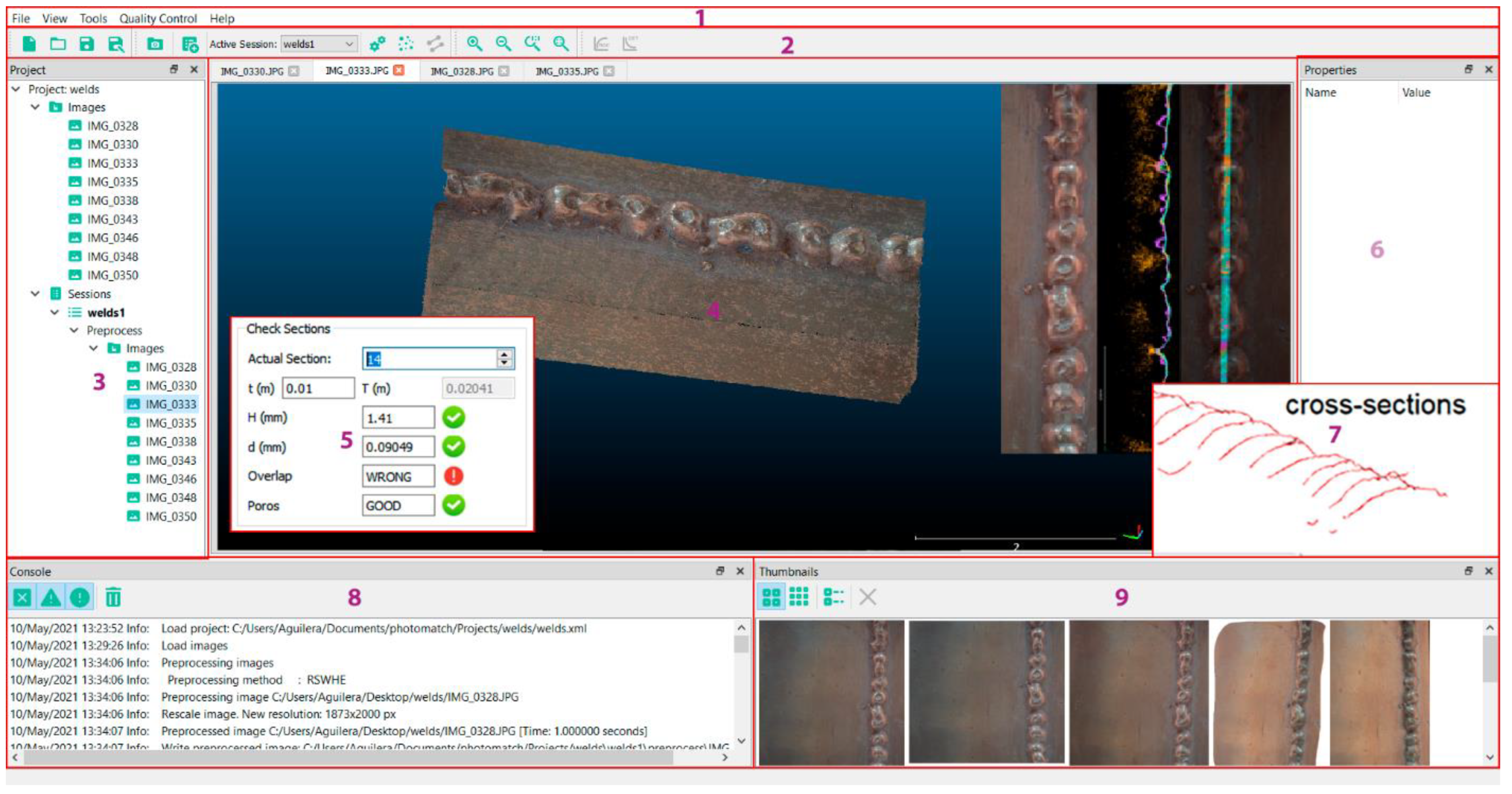
- Excess weld metal (H) (ref. 502): it is related to the height of the bead over the plaque, H. The following criterion (B level) is established: H ≥ 1 mm + 0.1 × T, T being the width of the bead (max h = 0.5 mm). If this value exceeds 10% of the bead width, a defectology warning will be generated.
- Linear misalignment (d) (ref. 5071): it is related to the different heights between plaques, d. The following criterion (B level) is established: d ≥ 0.1 × t, t being the thickness of the plaque. If this value exceeds 10% of the plaque thickness, a defectology warning will be generated.
- Angular misalignment (δ) (ref. 508): it is related to the different orientations between plaques, δ. The following criterion (C level) is established: δ [nl − nr] ≥ 2°, being nl and nr the normal vector of plaque left and right, respectively.
- End crater pipe (dz) (ref. no. 2025): it consists of the detection of holes or depressed areas in the weld beam, dz. The most efficient way to detect them is by analysing the transversal profiles resulting from the weld, establishing a threshold of dz < 0.2 t, t being the thickness of the plaque, with a maximum of 2 mm (D level).
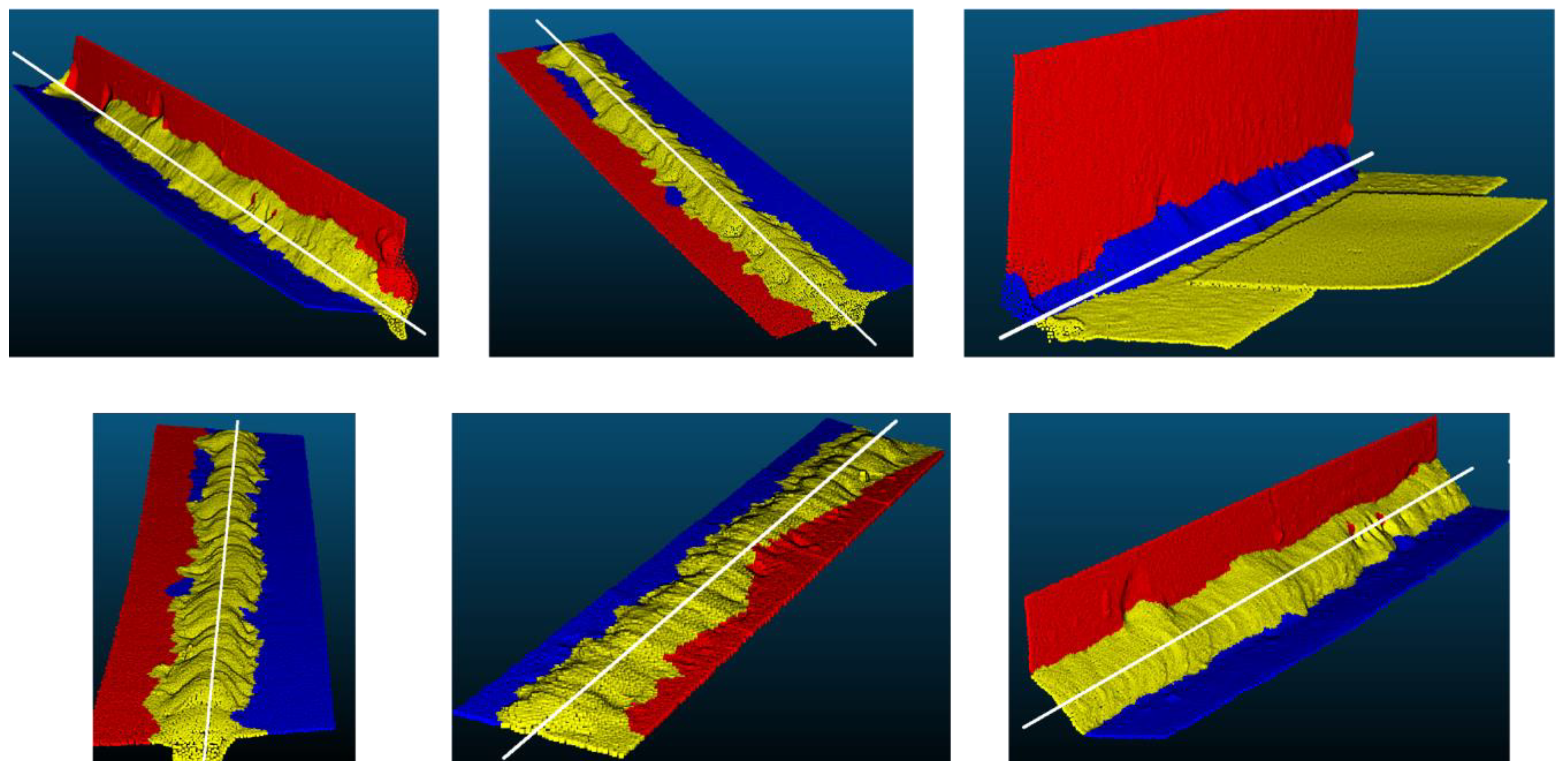
2.3.1. Weld Segmentation and Axis Definition
2.3.2. Cross-Sections Generation and Defects Analysis
- The excess weld metal, H, was computed automatically, extracting the width of the bead based on the semantic classification of the bead along the axis and taking the median as a robust reference [51].
- The linear misalignment, d, was computed automatically, extracting the orthogonal distance between plaques based on the classification of the plaques along the axis and considering the median as a robust reference. The thickness of the weld, t, was provided by the manufacturer or measured directly in the 3D model.
- The angular misalignment, δ, was computed by applying principal component analysis (PCA) to those points in that belong to the left and right plaques previously classified. Particularly, the third eigenvector was estimated as a normal vector for each plaque, nl, nr and thus used for computing the angular misalignment, δ, between plaques. Here, a threshold value of 0.9 was empirically defined, so normal vectors with the lower vertical component were discarded.
- The presence of notches or pores, dz, was computed adjusting a plane to the plaques previously classified using RANSAC algorithm [50] and analysing the orthogonal distance from the cross-sections to the fitted plane. All those points that generate an orthogonal distance ≥ 2 mm were considered as notches or pores.
3. Results and Discussion
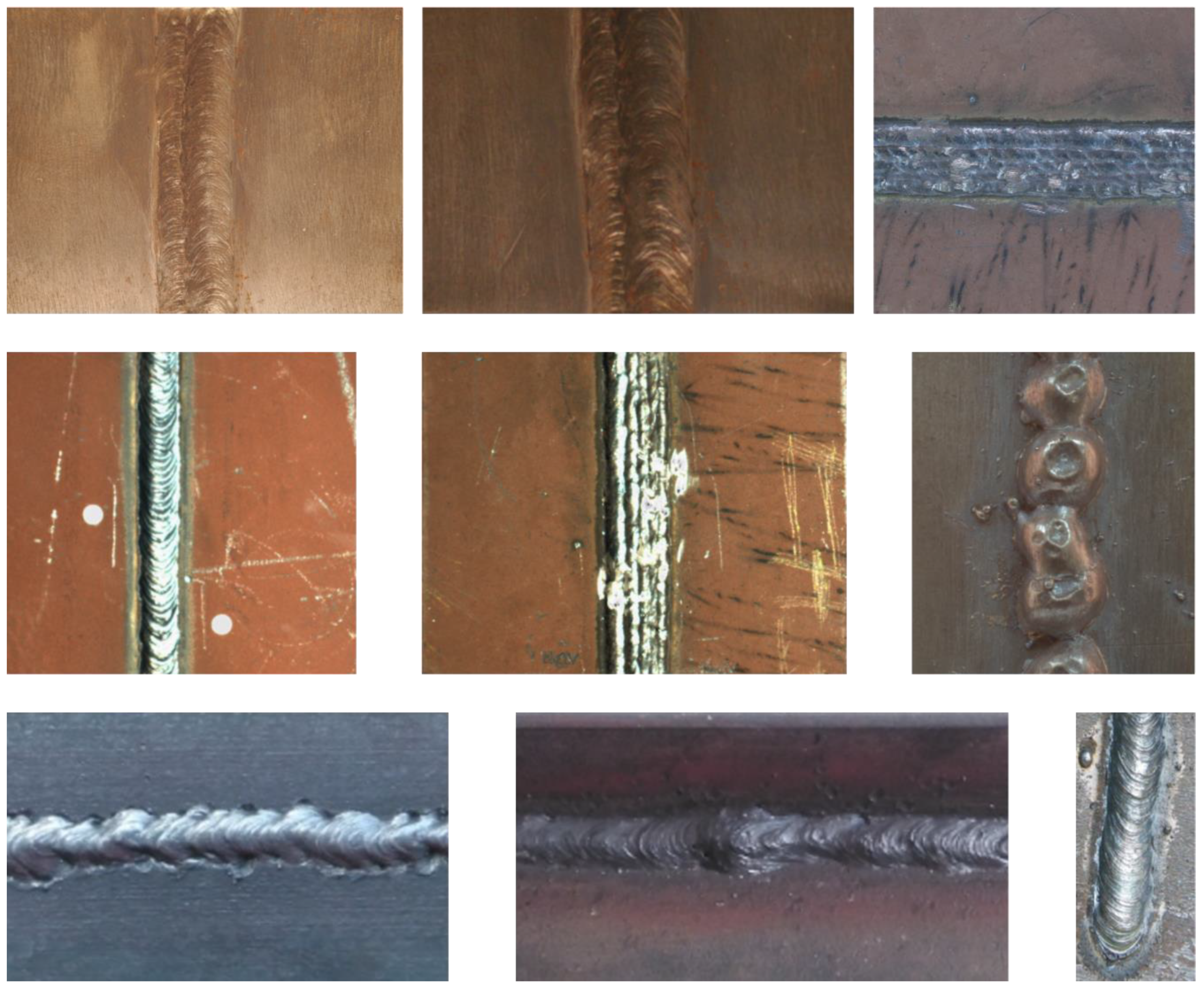
3.1. Study Cases
3.2. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nobrega, G.; Souza, M.S.; Rodríguez-Martín, M.; Rodríguez-Gonzálvez, P.; Ribeiro, J. Parametric Optimization of the GMAW Welding Process in Thin Thickness of Austenitic Stainless Steel by Taguchi Method. Appl. Sci. 2021, 11, 8742. [Google Scholar] [CrossRef]
- ISO 6520-1:2007; Welding and allied Processes—Classification of Geometric Imperfections in Metallic Materials—Part 1: Fusion Welding. International Organization for Standardization: Geneva, Switzerland, 2007. Available online: https://www.iso.org/standard/40229.html (accessed on 29 December 2021).
- ISO 5817:2014; Welding. Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded). Quality Levels for Imperfections. International Organization for Standardization: Geneva, Switzerland, 2014. Available online: https://www.iso.org/standard/54952.html (accessed on 29 December 2021).
- ISO 10042:2018; Welding. Arc-Welded Joints in Aluminium and Its Alloys. Quality Levels for Imperfection. International Organization for Standardization: Geneva, Switzerland, 2018. Available online: https://www.iso.org/standard/70566.html (accessed on 29 December 2021).
- PD 5500:2018; Specification for Unfired Fusion Welded Pressure Vessels. British Standards Institution: London, UK, 2018. Available online: https://0-shop-bsigroup-com.brum.beds.ac.uk/ProductDetail/?pid=000000000030366997 (accessed on 29 December 2021).
- Rodríguez-Gonzálvez, P.; Rodríguez-Martín, M.; Ramos, L.F.; González-Aguilera, D. 3D reconstruction methods and quality assessment for visual inspection of welds. Autom. Constr. 2017, 79, 49–58. [Google Scholar] [CrossRef]
- ISO 17637:2016; Non-Destructive Testing of Welds—Visual Testing of Fusion-Welded Joints. International Organization for Standardization: Geneva, Switzerland, 2016. Available online: https://www.iso.org/standard/67259.html (accessed on 29 December 2021).
- ISO 9712:2012; Non-Destructive Testing—Qualification and Certification of NDT Personnel. International Organization for Standardization: Geneva, Switzerland, 2012. Available online: https://www.iso.org/standard/57037.html (accessed on 29 December 2021).
- Rodríguez-Martín, M.; Lagüela, S.; González-Aguilera, D.; Rodríguez-Gonzálvez, P. Procedure for quality inspection of welds based on macro-photogrammetric three-dimensional reconstruction. Opt. Laser Technol. 2015, 73, 54–62. [Google Scholar] [CrossRef]
- Zhang, L.; Ke, W.; Ye, Q.; Jiao, J. A novel laser vision sensor for weld line detection on wall-climbing robot. Opt. Laser Technol. 2014, 60, 69–79. [Google Scholar] [CrossRef]
- Lei, T.; Rong, Y.; Wang, H.; Huang, Y.; Li, M. A review of vision-aided robotic welding. Comput. Ind. 2020, 123, 103326. [Google Scholar] [CrossRef]
- Dinham, M.; Fang, G. Autonomous weld seam identification and localisation using eye-in-hand stereo vision for robotic arc welding. Robot. Comput. Integr. Manuf. 2013, 29, 288–301. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Control of 3D weld pool surface. Control Eng. Pract. 2013, 21, 1469–1480. [Google Scholar] [CrossRef]
- Caggiano, A.; Nele, L.; Sarno, E.; Teti, R. 3D Digital Reconfiguration of an Automated Welding System for a Railway Manufacturing Application. In Proceedings of the 8th International Conference on Digital Enterprise Technology, Stuttgart, Germany, 25–28 March 2014; Volume 25, pp. 39–45. [Google Scholar] [CrossRef]
- Jia, N.; Li, Z.; Ren, J.; Wang, Y.; Yang, Y. 3D reconstruction method based on grid laser and gray scale photo for visual inspection of welds. Opt. Laser Technol. 2019, 119, 105648. [Google Scholar] [CrossRef]
- Lei, T.; Wang, W.; Rong, Y.; Xiong, P.; Huang, Y. Cross-lines laser aided machine vision in tube-to-tube sheet welding for welding height control. Opt. Laser Technol. 2020, 121, 105796. [Google Scholar] [CrossRef]
- Bračun, D.; Sluga, A. Stereo vision based measuring system for online welding path inspection. J. Mater. Process. Technol. 2015, 223, 328–336. [Google Scholar] [CrossRef]
- Rodríguez-Martín, M.; Rodríguez-Gonzálvez, P.; Lagüela, S.; González-Aguilera, D. Macro-photogrammetry as a tool for the accurate measurement of three-dimensional misalignment in welding. Autom. Constr. 2016, 71, 189–197. [Google Scholar] [CrossRef]
- Rodríguez-Martín, M.; Lagüela, S.; González-Aguilera, D.; Rodríguez-Gonzálvez, P. Crack-Depth Prediction in Steel Based on Cooling Rate. Adv. Mater. Sci. Eng. 2016, 2016, 1016482. [Google Scholar] [CrossRef] [Green Version]
- Remondino, F. Heritage Recording and 3D Modeling with Photogrammetry and 3D Scanning. Remote Sens. 2011, 3, 1104–1138. [Google Scholar] [CrossRef] [Green Version]
- Evgenikou, V.; Georgopoulos, A. Investigating 3d reconstruction methods for small artifacts. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2015, XL-5/W4, 101–108. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Martín, M.; Rodríguez-Gonzálvez, P.; González-Aguilera, D.; Fernández-Hernández, J. Feasibility Study of a Structured Light System Applied to Welding Inspection Based on Articulated Coordinate Measure Machine Data. IEEE Sens. J. 2017, 17, 4217–4224. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Aguilera, D.; Ruiz de Ona, E.; Lopez-Fernandez, L.; Farella, E.M.; Stathopoulou, E.; Toschi, I.; Remondino, F.; Fusiello, A.; Nex, F. Photomatch: An open-source multi-view and multi-modal feature matching tool for photogrammetric applications. ISPRS Ann. Photogramm. Remote Sens. Spat. Inf. Sci. 2020, 43, 213–219. [Google Scholar] [CrossRef]
- Schönberger, J.L.; Frahm, J. Structure-from-Motion Revisited. In IEEE Conference on Computer Vision and Pattern Recognition (CVPR); IEEE: Las Vegas, NV, USA, 2016; pp. 4104–4113. [Google Scholar]
- González-Aguilera, D.; López-Fernández, L.; Rodríguez-Gonzálvez, P.; Hernández-López, D.; Guerrero, D.; Remondino, F.; Menna, F.; Nocerino, E.; Toschi, I.; Ballabeni, A.; et al. GRAPHOS–open-source software for photogrammetric applications. Photogramm. Rec. 2018, 33, 11–29. [Google Scholar] [CrossRef] [Green Version]
- Aicardi, I.; Nex, F.; Gerke, M.; Lingua, A.M. An image-based approach for the co-registration of multi-temporal UAV image datasets. Remote Sens. 2016, 8, 779. [Google Scholar] [CrossRef] [Green Version]
- Gaiani, M.; Apollonio, F.I.; Ballabeni, A.; Remondino, F. Securing color fidelity in 3D architectural heritage. Sensors 2017, 17, 2437. [Google Scholar] [CrossRef] [Green Version]
- Jende, P.; Nex, F.; Gerke, M.; Vosselman, G. A fully automatic approach to register mobile mapping and airborne imagery to support the correction of platform trajectories in GNSS-denied urban areas. ISPRS J. Photogramm. Remote Sens. 2018, 141, 86–99. [Google Scholar] [CrossRef]
- Lal, S.; Chandra, M. Efficient algorithm for contrast enhancement of natural images. Int. Arab. J. Inf. Technol. 2014, 11, 95–102. [Google Scholar]
- Liu, Y.F.; Guo, J.M.; Lai, B.S.; Lee, J.D. High efficient contrast enhancement using parametric approximation. In Proceedings of the 2013 IEEE International Conference on Acoustics, Speech and Signal Processing, Vancouver, BC, Canada, 26–31 May 2013; pp. 2444–2448. [Google Scholar] [CrossRef]
- Kim, M.; Chung, M.G. Recursively separated and weighted histogram equalization for brightness preservation and contrast enhancement. IEEE Trans. Consum. Electron. 2008, 54, 1389–1397. [Google Scholar] [CrossRef]
- Wallis, K.F. Seasonal adjustment and relations between variables. J. Am. Stat. Assoc. 1974, 69, 18–31. [Google Scholar] [CrossRef]
- Lowe, D.G. Distinctive image features from scale-invariant keypoints. Int. J. Comput. Vis. 2004, 60, 91–110. [Google Scholar] [CrossRef]
- Bay, H.; Tuytelaars, T.; Gool, L.V. SURF: Speeded-Up Robust Features. In European Conference on Computer Vision; Springer: Berlin, Germany, 2006; pp. 404–417. [Google Scholar] [CrossRef]
- Matas, J.; Chum, O.; Urban, M.; Pajdla, T. Robust wide-baseline stereo from maximally stable extremal regions. Image Vis. Comput. 2004, 22, 761–767. [Google Scholar] [CrossRef]
- Tombari, F.; Di Stefano, L. Interest Points via Maximal Self-Dissimilarities. In Asian Conference on Computer Vision; Springer: Cham, Swizerland, 2014; pp. 586–600. [Google Scholar] [CrossRef] [Green Version]
- Rublee, E.; Rabaud, V.; Konolige, K.; Bradski, G.R. ORB: An efficient alternative to SIFT or SURF. In Proceedings of the 2011 International Conference on Computer Vision, Barcelona, Spain, 6–13 November 2011; pp. 2564–2571. [Google Scholar] [CrossRef]
- Alcantarilla, P.F.; Nuevo, J.; Bartoli, A. Fast explicit diffusion for accelerated features in nonlinear scale spaces. In Proceedings of the British Machine Vision Conference 2013, Bristol, UK, 9–13 September 2013; Volume 34, pp. 1281–1298. [Google Scholar]
- Leutenegger, S.; Chli, M.; Siegwart, R. BRISK: Binary robust invariant scalable keypoints. In Proceedings of the 2011 International Conference on Computer Vision, Barcelona, Spain, 6–13 November 2011; pp. 2548–2555. [Google Scholar] [CrossRef] [Green Version]
- Trzcinski, T.; Christoudias, M.; Lepetit, V. Learning Image Descriptors with Boosting. IEEE Trans. Pattern Anal. Mach. Intell. 2014, 37, 597–610. [Google Scholar] [CrossRef] [Green Version]
- Calonder, M.; Lepetit, V.; Ozuysal, M.; Trzcinski, T.; Strecha, C.; Fua, P. BRIEF: Computing a local binary descriptor very fast. IEEE Trans. Pattern Anal. Mach. Intell. 2011, 34, 1281–1298. [Google Scholar] [CrossRef] [Green Version]
- Tola, E.; Lepetit, V.; Fua, P. Daisy: An efficient dense descriptor applied to wide-baseline stereo. IEEE Trans. Pattern Anal. Mach. Intell. 2010, 32, 815–830. [Google Scholar] [CrossRef] [Green Version]
- Alahi, A.; Ortiz, R.; Vandergheynst, P. Freak: Fast retina keypoint. In Proceedings of the 2012 IEEE Conference on Computer Vision and Pattern Recognition, Providence, RI, USA, 16–21 June 2012; pp. 510–517. [Google Scholar] [CrossRef] [Green Version]
- Schaffalitzky, F.; Zisserman, A. Multi-view matching for unordered image sets, or How do I organize my holiday snaps? In European Conference on Computer Vision; Springer: Berlin, Germany, 2002; pp. 414–431. [Google Scholar]
- Abdel-Aziz, Y.I.; Karara, H.M.; Hauck, M. Direct linear transformation from comparator coordinates into object space coordinates in close-range photogrammetry. Photogramm. Eng. Remote Sens. 2015, 81, 103–107. [Google Scholar] [CrossRef]
- Langguth, F.; Sunkavalli, K.; Hadap, S.; Goesele, M. Shading-aware multi-view stereo. In European Conference on Computer Vision; Springer: Cham, Switzerland, 2016; pp. 469–485. [Google Scholar]
- Semerjian, B. A new variational framework for multiview surface reconstruction. In European Conference on Computer Vision; Springer: Cham, Switzerland, 2014; pp. 719–734. [Google Scholar]
- Li, S. Markov Random Field Modeling in Image Analysis; Springer: Cham, Switzerland, 2001. [Google Scholar]
- Boykov, Y.; Veksler, O.; Zabih, R. Fast approximate energy minimization via graph cuts. IEEE Trans. Pattern Anal. Mach. Intell. 2001, 23, 1222–1239. [Google Scholar] [CrossRef] [Green Version]
- Fischler, M.A.; Bolles, R.C. Random sample consensus: A paradigm for model fitting with applications to image analysis and automated cartography. Commun. ACM 1981, 24, 381–395. [Google Scholar] [CrossRef]
- Rodríguez-Gonzálvez, P.; Garcia-Gago, J.; Gomez-Lahoz, J.; González-Aguilera, D. Confronting passive and active sensors with non-Gaussian statistics. Sensors 2014, 14, 13759–13777. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, C. A GPU Implementation of Scale Invariant Feature Transform (SIFT). Available online: https://github.com/pitzer/SiftGPU (accessed on 2 January 2022).
- Huang, W.; Kovacevic, R. Development of a real-time laser-based machine vision system to monitor and control welding processes. Int. J. Adv. Manuf. Technol. 2012, 63, 235–248. [Google Scholar] [CrossRef]
- Ye, G.; Guo, J.; Sun, Z.; Li, C.; Zhong, S. Weld bead recognition using laser vision with model-based classification. Robot. Comput. Manuf. 2018, 52, 9–16. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Photogrammetric Stereoscopic Arm | Compact Handheld Camera | |
|---|---|---|
| Resolution (mm) | 0.05–0.06 mm | ≤0.2 mm |
| Precision (mm) | 0.10–0.15 mm | ≤0.4 mm |
| Type of Defect | Criterion for the Quality Assessment (mm/°) | No. Weld | Positioning along Bead Axis x (mm) | Results | |
|---|---|---|---|---|---|
| Excess Weld Metal | H ≥ 0.1T + 1 | 1 | 28.2 | 2.59 ≥ 1.98 | not pass |
| 4 | 150.8 | 3.01 ≥ 1.75 | not pass | ||
| 6 | 161.0 | 4.23 ≥ 3.98 | not pass | ||
| Linear misalignment | d ≥ 0.1t | 1 | 23.4 | 0.75 ≥ 0.70 | not pass |
| 2 | 74.5 | 1.45 ≥ 1.20 | not pass | ||
| 5 | 110.9 | 0.68 ≥ 0.50 | not pass | ||
| Angular misalignment | δ [nl − nr] ≥ 2° | 3 | 15.3 | 2.5 | not pass |
| 3 | 90.6 | 2.7 | not pass | ||
| 3 | 115.4 | 3.0 | not pass | ||
| Notch or pore | dz ≥ 2 mm | 1 | 12.3 | 2.3 | not pass |
| 4 | 60.6 | 2.8 | not pass | ||
| 5 | 116.3 | 3.2 | not pass | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oña, E.R.d.; Rodríguez-Martin, M.; Rodríguez-Gonzálvez, P.; Mora, R.; González-Aguilera, D. WELDMAP: A Photogrammetric Suite Applied to the Inspection of Welds. Appl. Sci. 2022, 12, 2553. https://0-doi-org.brum.beds.ac.uk/10.3390/app12052553
Oña ERd, Rodríguez-Martin M, Rodríguez-Gonzálvez P, Mora R, González-Aguilera D. WELDMAP: A Photogrammetric Suite Applied to the Inspection of Welds. Applied Sciences. 2022; 12(5):2553. https://0-doi-org.brum.beds.ac.uk/10.3390/app12052553
Chicago/Turabian StyleOña, Esteban Ruiz de, Manuel Rodríguez-Martin, Pablo Rodríguez-Gonzálvez, Rocio Mora, and Diego González-Aguilera. 2022. "WELDMAP: A Photogrammetric Suite Applied to the Inspection of Welds" Applied Sciences 12, no. 5: 2553. https://0-doi-org.brum.beds.ac.uk/10.3390/app12052553