
A Proposed Method to Evaluate the Effect of Changing the Kerfing Parameters upon the Static Bending Behavior of Flexible Plywood Panels Cut by Laser


Abstract
:1. Introduction
2. Materials and Methods
- A specimen derived from standard EN 310 [16], where dimensional recommendations were preserved (210 × 50 × 8 mm), but the sample was flexibilized in the central zone by kerfing with a laser at a 10 mm model pitch and on a 50 mm length (app. 30% of the distance between the testing supports). This was referred as “simple flexible sample” with a code indicating the pitch and flexibilization length: 10/50 (Figure 1b).
- A modified specimen, derived from the standard test sample, to which a frame was added so that only the middle element/rail was subjected to bending. Frame dimensions were: 350 × 150 mm. The dimensions of the middle rail were 250 × 50 × 8 (mm), tested at a distance of 160 mm between the testing supports. It was referred as “framed rigid” or “reference” (Figure 1c).
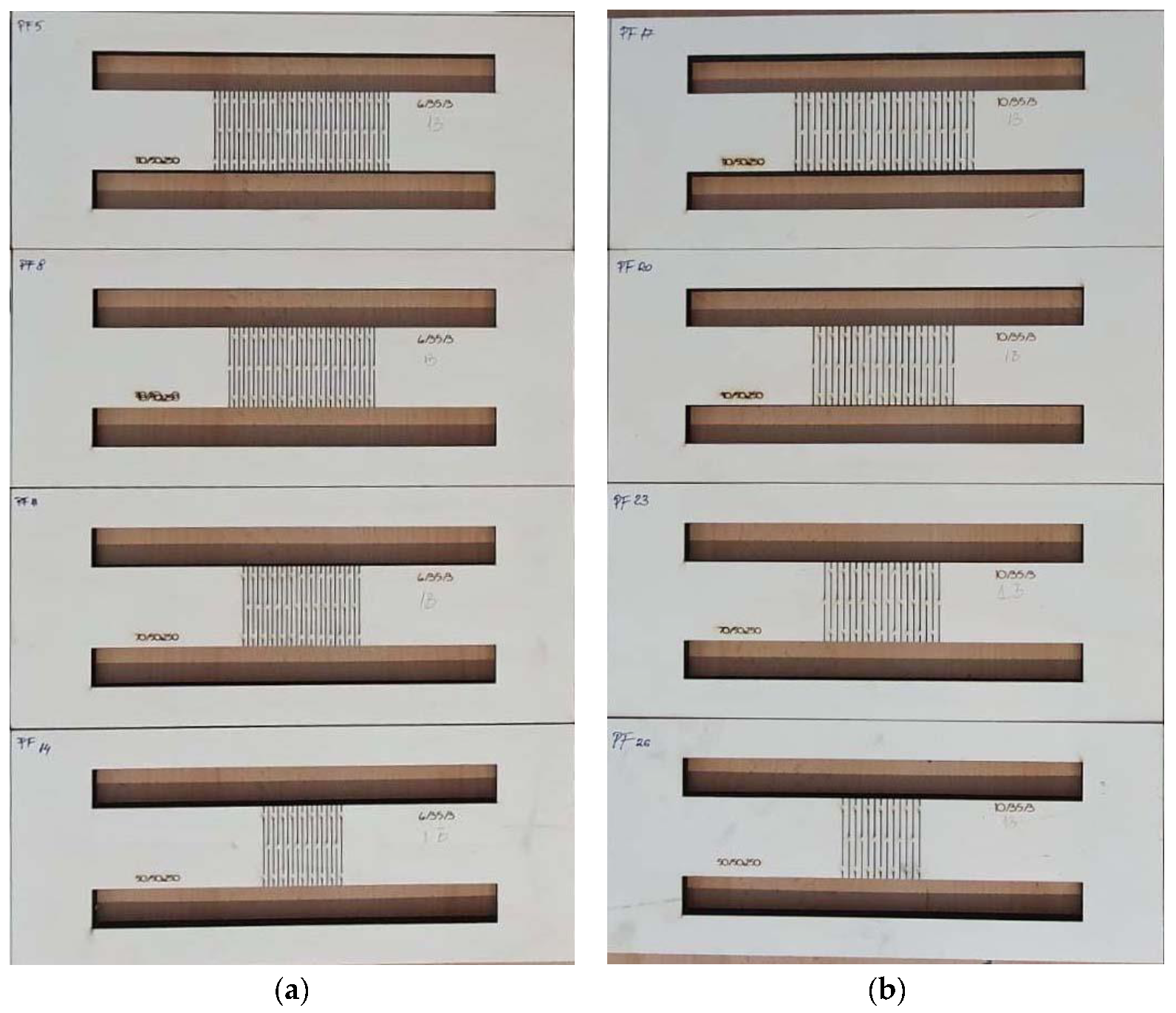
- The modified specimens, to which a frame was added, as above, where the standard middle rail respected the standard dimensions, but the inner rail was flexibilized, similar to the “simple flexible sample”. The kerfing was made on different lengths: 50, 70, 90, and 110 mm (corresponding to a range from app. 30 to 70% of the distance between the testing supports). This type of specimen is referred as “framed flexible sample”, having a code related to the combination of model pitch and flexibilization length: 6/50, 6/70. 6/90. 6/110, 10/50, 10/70, 10/90, and 10/110 (Figure 1d and Figure 2).
- Test and compare the effect of using a framed specimen with a rigid inner rail, instead of a classic standard specimen.
- Test the effect of kerfing the simple sample in comparison with the standard and with framed flexible ones.
- From the above, decide upon the selection of the most appropriate testing samples, capable to sense the effect of changing the flexibilization variables
- Testing the effect of flexibilization variables in static bending: model pitch (6 and 10 mm) and flexibilization length (50, 70, 90, and 110 mm).
3. Results
3.1. Microscopic Examination
3.2. Comparisons between Types of Test Specimens: Standard, Simple Flexible, and Framed Flexible
3.3. Comparisons between the Standard and Framed Rigid Specimens
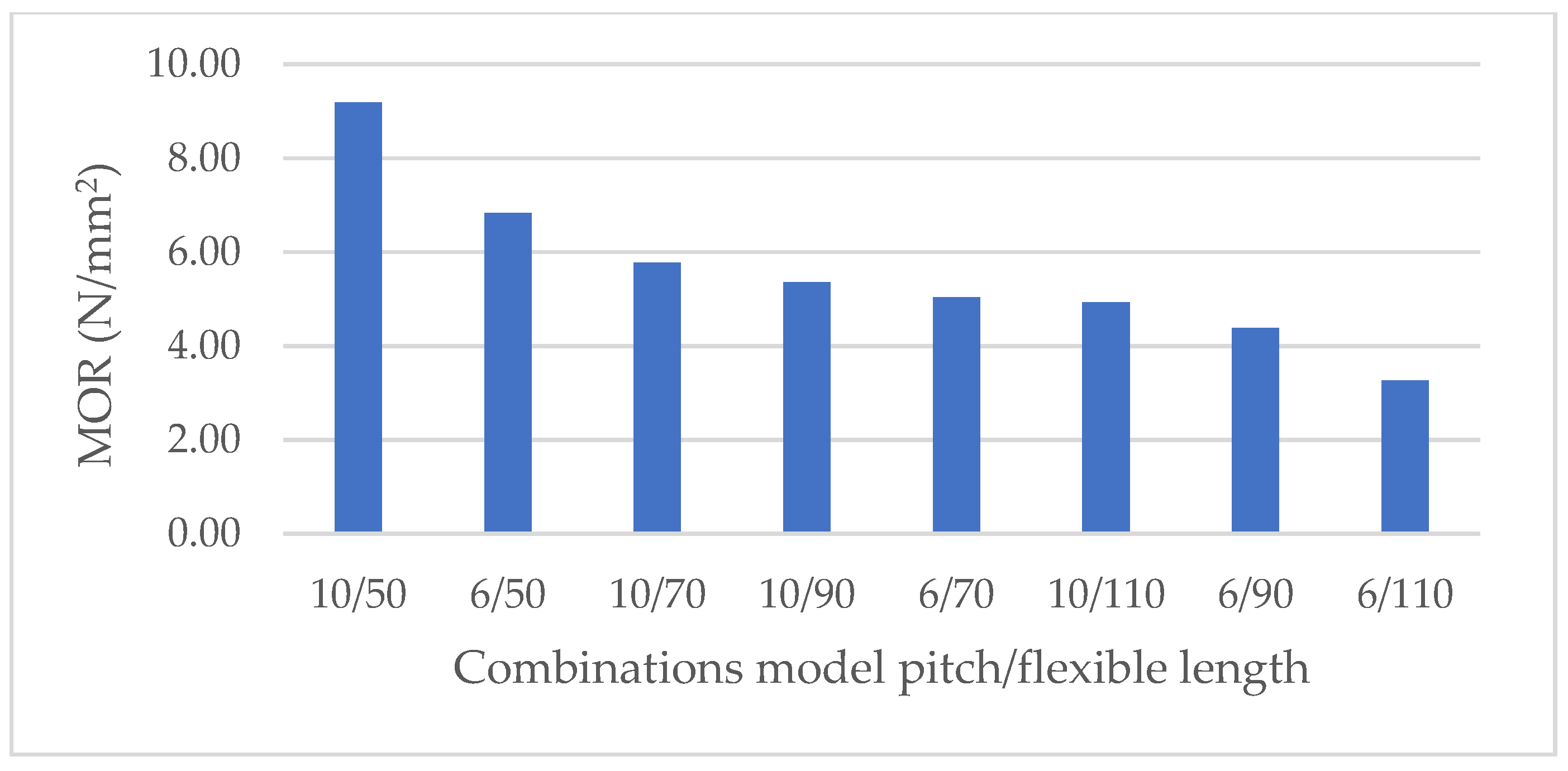
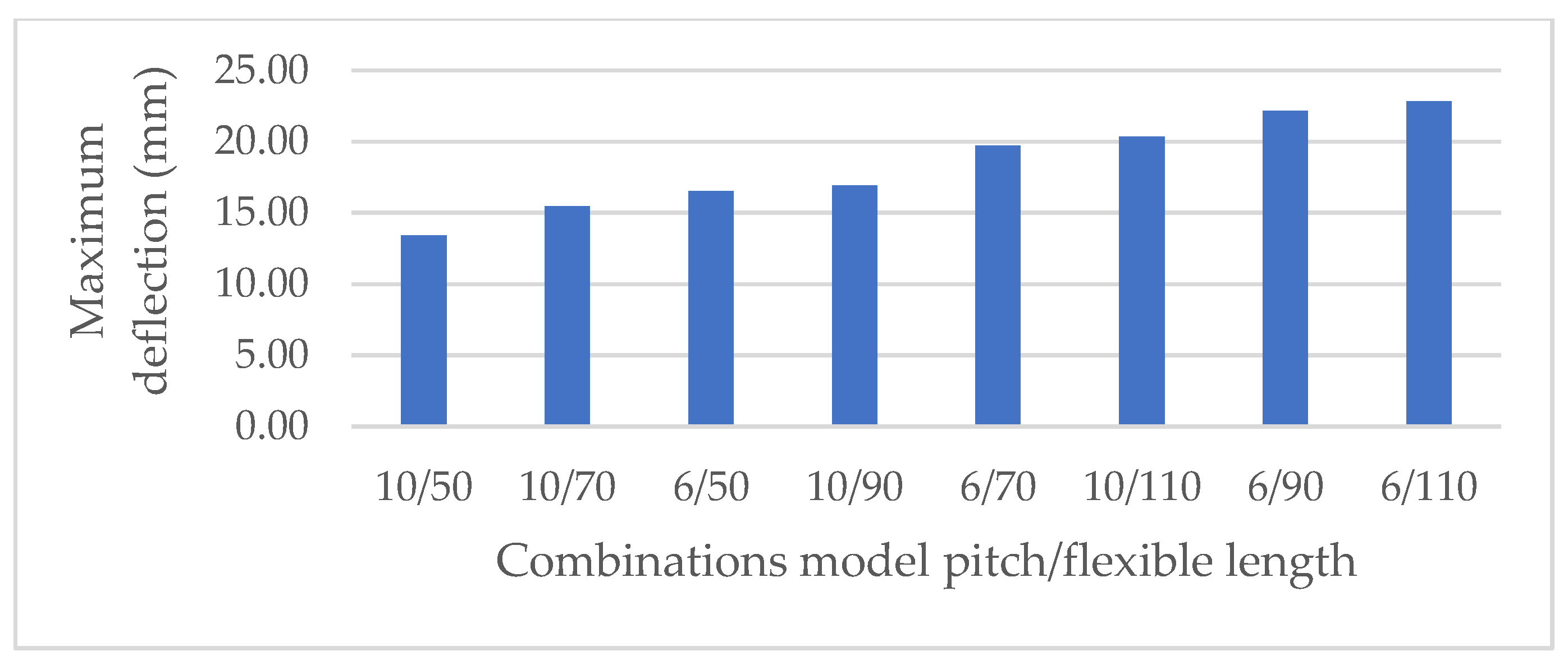
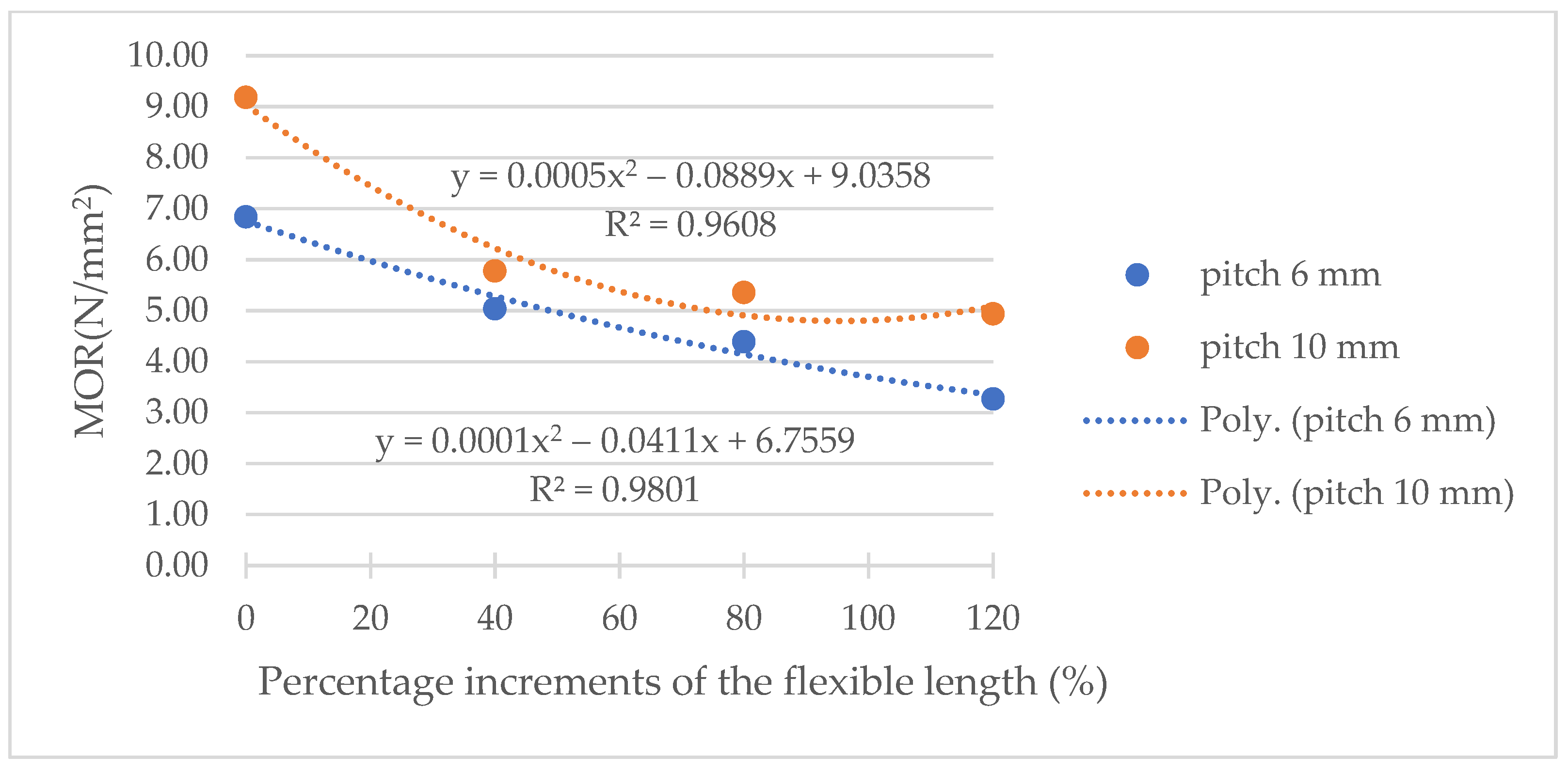
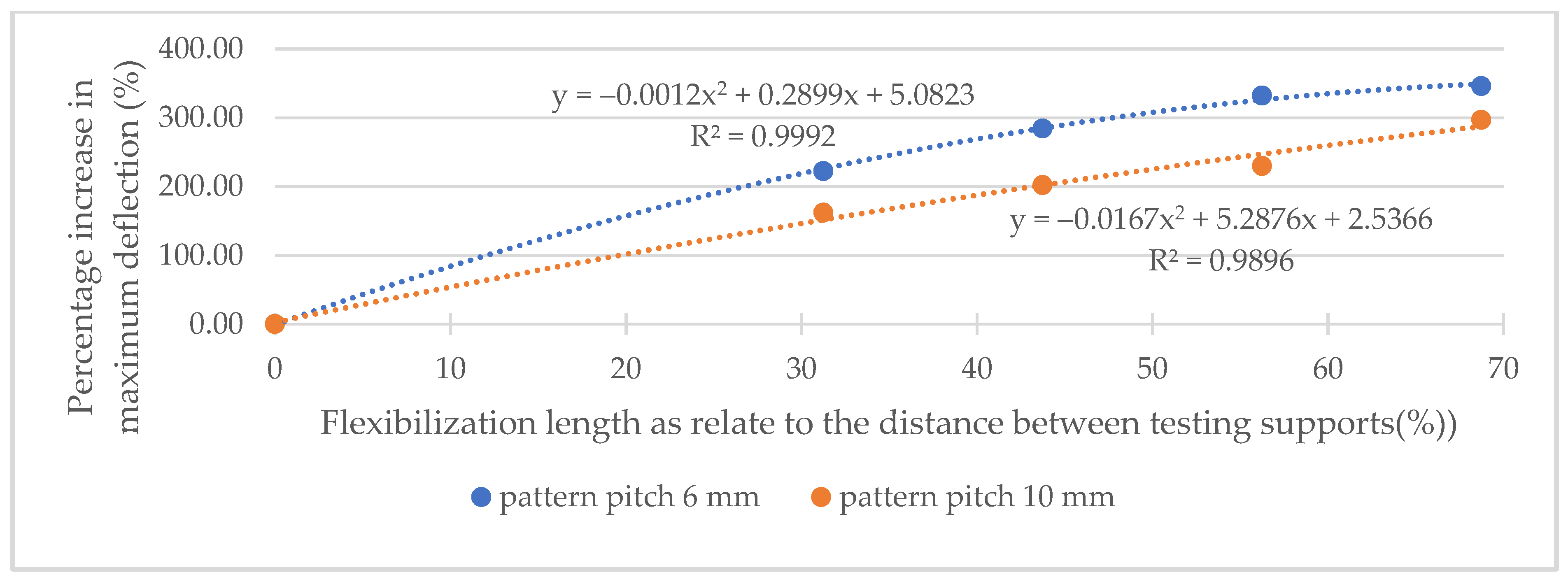
3.4. Study regarding the Impact of Flexibilization Parameters upon the MOE, MOR, and Maximum Deflection in Static Bending
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kang, H.G. A Study on the Technique and Process of Bending Wood. KFS J. 2010, 21, 459–468. [Google Scholar]
- Gutowski, S.M. Bend, Break, and Learn. Master’s Thesis, University of Iowa, Iowa City, IA, USA, 2019. [Google Scholar]
- Chen, R.; Turman, C.; Jiang, M.; Kalantar, N.; Moreno, M.; Muliana, A. Mechanics of kerf patterns for creating freeform structures. Acta Mech. 2020, 231, 3499–3524. [Google Scholar] [CrossRef]
- Shahid, Z.; Hubbard, J.E.; Kalantar, N.; Muliana, A. An investigation of the dynamic response of architectural kerf structures. Acta Mech. 2022, 233, 157–181. [Google Scholar] [CrossRef]
- Kalama, A.M.; Tzoni, D.; Symeonidou, I. Kerf Bending: A Genealogy of Cutting Patterns for Single and Double Curvature. In Proceedings of the 7th International Conference on Geometry and Graphics Mongeometrija, Faculty of Mechanical Engineering, Belgrade, Serbia, 18–21 September 2020. [Google Scholar]
- Zarrinmehr, S.; Ettehad, M.; Kalantar, N.; Borhani, A.; Sueda, S.; Akleman, E. Interlocked Archimedean spirals for conversion of planar rigid panels into locally flexible panels with stiffness control. Comput. Graph. Amst. 2017, 66, 93–102. [Google Scholar] [CrossRef]
- Super Flexible Laser Cut Plywood. Available online: http://lab.kofaktor.hr/en/portfolio/super-flexible-laser-cut-plywood (accessed on 2 March 2022).
- Kalantar, N.; Borhani, A. Informing deformable formworks, parameterizing deformation behavior of a non-stretchable membrane via kerfing. In Learning, Prototyping and Adapting—Proceedings of the 23rd CAADRIA Conference—Volume 2, Beijing, China, 17–19 May 2018; Tsinghua University: Beijing, China, 2018; pp. 339–348. [Google Scholar]
- Dukta.com. Available online: https://dukta.com/en/projects/boutique/ (accessed on 2 March 2022).
- Pinterest. Available online: https://www.pinterest.ie/pin/375206212688700052/ (accessed on 2 March 2022).
- Capone, M.; Lanzara, E. Kerf bending: Ruled double curved surfaces manufacturing. In Proceedings of the 22th Conference of the Iberoamerican Society of Digital Graphics, São Paulo, Brazil, 7–9 November 2018. [Google Scholar]
- Jensen, M.B.; Blindheim, J.; Steinert, M. Prototyping shape-changing interfaces—An evaluation of living hinges’ abilities to resemble organic, shape-changing interfaces. In Proceedings of the 21st International Conference on Engineering Design (ICED17), Volume 4, Design Methods and Tools, Vancouver, BC, Canada, 21–25 August 2017. [Google Scholar]
- Güzelci, O.Z.; Alaçam, S.; Bacinoğlu, S.Z. Three-step experimentation on embedding curvature to rigid planar materials through cut patterns. Gestão e Tecnologia de Projetos 2017, 12, 93–107. [Google Scholar] [CrossRef]
- Greenberg, E.; Körner, A. Subtractive manufacturing for variable-stiffness plywood composite structures. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Cardiff University, Cardiff, UK, 28–30 April 2014. [Google Scholar]
- EN 635-2: 1995; Plywood-Classification by Surface Appearance. Part 2-Hardwood. European Committee for Standardization: Brussels, Belgium, 1995.
- EN 310: 1993; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. British Standards Institution: London, UK, 1993.
- Obrary, Living Hinge Swatches. Available online: https://obrary.com/products/living-hinge-patterns (accessed on 5 April 2022).
- Bodig, J.; Jayne, B.A. Mechanics of Wood and Wood Composites; Krieger Publishing: Melbourne, FL, USA, 1993; p. 736. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Specimen Identifier | F1 N | F2 N | a1 mm | a2 mm | Em N/mm2 | Fmax N/mm2 | fm N/mm2 | aFmax mm | FBreak N | fBreak N/mm2 | aBreak mm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | Standard rigid | 48.70 | 194.90 | 0.72 | 2.26 | 3800.00 | 487.00 | 36.50 | 7.90 | 487.00 | 37.00 | 7.90 |
| 10/50 | Simple flexible | 1.50 | 6.15 | 0.47 | 11.18 | 17.15 | 15.30 | 1.15 | 42.25 | 13.25 | 1.00 | 58.05 |
| stdev | 0.14 | 0.64 | 0.30 | 0.30 | 1.77 | 1.56 | 0.12 | 1.77 | 1.34 | 0.00 | 1.77 | |
| 10/50 | Framed flexible | 12.25 | 49.00 | 1.38 | 5.40 | 369.00 | 125.00 | 9.19 | 13.43 | 96.70 | 7.50 | 13.98 |
| stdev | 0.69 | 2.88 | 0.06 | 0.17 | 2.83 | 9.90 | 0.55 | 0.88 | 25.88 | 2.12 | 1.51 |
| Code | Specimen Identifier | F1 N | F2 N | a1 mm | a2 mm | Em N/mm2 | Fmax N/mm2 | fm N/mm2 | aFmax mm | FBreak N | fBreak N/mm2 | aBreak mm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | Standard rigid | 48.70 | 194.90 | 0.72 | 2.26 | 3800.00 | 487.00 | 36.50 | 7.90 | 487.00 | 37.00 | 7.90 |
| Reference | Framed rigid | 52.73 | 210.88 | 0.78 | 2.23 | 4395.00 | 512.00 | 39.53 | 5.13 | 512.00 | 38.50 | 5.13 |
| Code | Specimen Identifier | F1 N | F2 N | a1 mm | a2 mm | Em N/mm2 | Fmax N/mm2 | fm N/mm2 | aFmax mm | FBreak N | fBreak N/mm2 | aBreak mm | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ref. | Framed rigid | Mean | 52.73 | 210.88 | 0.78 | 2.23 | 4395.00 | 512.00 | 39.53 | 5.13 | 512.00 | 38.50 | 5.13 |
| stdev | 11.61 | 46.42 | 0.11 | 0.31 | 7.07 | 24.04 | 8.74 | 1.26 | 24.04 | 2.12 | 1.26 | ||
| 10/50 | Framed flexible | Mean | 12.25 | 49.00 | 1.38 | 5.40 | 369.00 | 125.00 | 9.19 | 13.43 | 96.70 | 7.50 | 13.98 |
| stdev | 0.69 | 2.88 | 0.06 | 0.17 | 2.83 | 9.90 | 0.55 | 0.88 | 25.88 | 2.12 | 1.51 | ||
| 10/70 | Framed flexible | Mean | 7.70 | 30.80 | 1.53 | 5.92 | 212.50 | 77.03 | 5.78 | 15.48 | 66.58 | 4.50 | 15.48 |
| stdev | 1.88 | 7.45 | 0.31 | 1.05 | 20.51 | 18.61 | 1.40 | 2.42 | 17.05 | 0.71 | 2.42 | ||
| 10/90 | Framed flexible | Mean | 7.15 | 28.60 | 1.86 | 7.49 | 152.00 | 71.45 | 5.36 | 16.90 | 67.40 | 5.00 | 17.20 |
| stdev | 0.64 | 2.40 | 0.18 | 0.08 | 9.90 | 6.01 | 0.45 | 1.13 | 0.99 | 0.00 | 0.85 | ||
| 10/110 | Framed flexible | Mean | 6.57 | 26.30 | 2.83 | 10.31 | 103.50 | 65.77 | 4.93 | 20.33 | 63.10 | 4.67 | 20.33 |
| stdev | 0.35 | 1.41 | 0.19 | 0.43 | 9.19 | 3.47 | 0.26 | 0.74 | 7.17 | 0.58 | 0.74 | ||
| 6/50 | Framed flexible | Mean | 9.38 | 36.48 | 1.70 | 6.33 | 239.00 | 91.28 | 6.84 | 16.53 | 84.60 | 7.00 | 16.68 |
| stdev | 2.13 | 7.01 | 0.30 | 1.01 | 18.00 | 17.72 | 1.32 | 2.64 | 18.64 | 1.00 | 2.63 | ||
| 6/70 | Framed flexible | Mean | 6.70 | 26.83 | 2.15 | 8.38 | 129.33 | 67.13 | 5.04 | 19.70 | 67.03 | 5.00 | 19.70 |
| stdev | 0.26 | 1.02 | 0.24 | 0.45 | 2.08 | 2.51 | 0.19 | 1.78 | 2.34 | 0.00 | 1.78 | ||
| 6/90 | Framed flexible | Mean | 5.85 | 23.45 | 3.16 | 11.18 | 87.55 | 58.55 | 4.39 | 22.15 | 55.30 | 4.50 | 22.15 |
| stdev | 0.35 | 1.63 | 0.30 | 0.76 | 1.20 | 4.03 | 0.31 | 1.91 | 8.63 | 0.71 | 1.91 | ||
| 6/110 | Framed flexible | Mean | 4.35 | 17.40 | 3.49 | 12.26 | 59.40 | 43.55 | 3.27 | 22.85 | 38.35 | 3.00 | 22.90 |
| stdev | 0.64 | 2.55 | 0.44 | 0.83 | 5.94 | 6.29 | 0.47 | 1.63 | 4.88 | 0.00 | 1.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Condoroţeanu, C.-D.; Gurău, L.; Coşereanu, C.; Georgescu, S.-V. A Proposed Method to Evaluate the Effect of Changing the Kerfing Parameters upon the Static Bending Behavior of Flexible Plywood Panels Cut by Laser. Appl. Sci. 2022, 12, 4303. https://0-doi-org.brum.beds.ac.uk/10.3390/app12094303
Condoroţeanu C-D, Gurău L, Coşereanu C, Georgescu S-V. A Proposed Method to Evaluate the Effect of Changing the Kerfing Parameters upon the Static Bending Behavior of Flexible Plywood Panels Cut by Laser. Applied Sciences. 2022; 12(9):4303. https://0-doi-org.brum.beds.ac.uk/10.3390/app12094303
Chicago/Turabian StyleCondoroţeanu, Cristina-Daria, Lidia Gurău, Camelia Coşereanu, and Sergiu-Valeriu Georgescu. 2022. "A Proposed Method to Evaluate the Effect of Changing the Kerfing Parameters upon the Static Bending Behavior of Flexible Plywood Panels Cut by Laser" Applied Sciences 12, no. 9: 4303. https://0-doi-org.brum.beds.ac.uk/10.3390/app12094303