1. Introduction
In the rotor mechanism of an aero-engine, gear drive plays an important role as its main transmission mode. The motion and power between any two axes in the space are transferred by the direct contact of the tooth profile, which has the advantages of large transmission power, stable and reliable transmission, high efficiency and long service life in the gear mechanism [
1]. Due to the advantages discussed above, gear drive is widely used in the transmission systems of aero-engines. However, because of the harsh working environment of high-speed, high temperature and high alternating load, the central bevel gear has a tendency to fail due to fatigue [
2,
3,
4]. The forms of gear failure usually include pitting erosion, tooth-breaking, plastic deformation, etc. [
5,
6,
7,
8], among which aviation bevel-gear whole-tooth fracture and block drop fault caused by the propagation of the fatigue source at the tooth root due to strong vibrational impacts caused by TWR lead to oil cut off, power cut off, surge stop and even plane crash accidents, which usually occur suddenly and have disastrous consequences. Therefore, it is the response of the gear under TWV conditions that should be studied. However, it is difficult to obtain the dynamic response of the fatigue source at the tooth root due to the working environment and the structure of the bevel gear. Therefore, in view of the above reasons, it is particularly significant and necessary to analyze the characteristics of the bevel gear in aero-engine TWR and stress distribution accurately through the combination of experiments and simulations so as to provide a theoretical basis and fault diagnosis of such accidents in aero-engine gear systems.
Some progress has been made in the theoretical research and gear dynamics in relation to gears in aero-engine TWR. Sun et al. [
9] studied the vibration characteristics of rotating, cylindrical thin shells under different boundary conditions by using Fourier series expansion, taking into account the effects of centrifugal force, Coriolis force and toroidal tensor caused by rotation, and finally derived the exact frequency expression of any type of rotating thin cylinders with classical boundary conditions. Cooley et al. [
10] studied the vibration mode and frequency of spur planetary gears in the single vibration mode in a rotating reference frame and a stationary reference frame. They found that the frequency content of motion was different between the rotating carrier and the base, which is helpful when analyzing the experimental measurement results of planetary gears. Wang et al. [
11] used thin shell theory to analyze the frequency response of six different forms of mode expansion. He proposed a more concise and accurate mode for the expansion method of TWV and compared the results of the analytical method and numerical method to prove the reliability of the method. Hu et al. [
12] studied the self-excited vibration of spur gears based on the energy method, proposed a theoretical method for predicting the occurrence of the self-excited vibration of thin spur gears and described the conditions and loads of the occurrence of the self-excited vibrations. Kaharaman et al. [
13] established a three-degree-of-freedom dynamic model for a gear-rotor-bearing system, taking into account the effects of the nonlinearities associated with radial clearances in the radial rolling element bearings and backlash between a spur gear pair. Afterward, they verified this approximate bearing model by comparing the steady-state frequency spectra, a criterion used to classify the steady-state solutions was presented, and the conditions for chaotic, quasi-periodic and subharmonic steady-state solutions were determined. Raghothama et al. [
14] used the incremental harmonic balance (IHB) method to investigate the periodic motions of a nonlinear geared rotor-bearing system. The periodic solutions and subharmonic solutions obtained through the use of the IHB method compared very well with those obtained through numerical integration. Parker et al. [
15] considered more influencing factors, such as a series of nonlinear factors: component manufacturing error, comprehensive transmission error, wear error and tooth side clearance, to establish a spur planetary transmission dynamics model, and studied the natural vibration characteristics of a multistage planetary gear system based on the established model. Kimme Simon et al. [
16] used simulation technology to undertake a detailed analysis of gear production and processing processes and studied the influence of gear meshing acoustics during gear processing. Özgüven et al. [
17] established a six-degree-of-freedom nonlinear semidefinite model with time-varying mesh stiffness, which was developed for the dynamic analysis of spur gears. In the nonlinear model developed, several factors such as time-varying mesh stiffness and damping, separation of teeth, backlash, single- and double-sided impacts, various gear errors and profile modifications were considered. Numerical examples are given in order to demonstrate the effect of the shaft and bearing dynamics on the gear dynamics. Li et al. [
18] proposed a new dynamic model considering the influence of time-varying mesh stiffness (TVMS), and the new model was applicable to the gear system. The result demonstrated that the amplitudes of vibration and the dynamic mesh force of the proposed model are greater than that of the traditional model.
In the experimental aspect of aero-engine gear resonance, Luan et al. [
19] conducted TWR monitoring tests and fatigue performance tests on bevel gears and analyzed the dangerous speed range and sound-pressure energy of the vibration. These tests found that the harmonic frequency, forward-traveling wave (FTW) frequency, backward-traveling wave (BTW) frequency and their combination frequency appeared alternately in the noise spectrum before the gears experienced fatigue fractures. D.P. Jena et al. [
20] designed active noise-cancellation technology using the least mean square (LMS) adaptive filter based on finite impulse response (FIR). They verified that acoustic signal analysis could be used as a suitable non-contact method for the precise identification of gear defects and gear health monitoring. Chen et al. [
21] studied the influence of tooth-root cracks on the dynamic response of TWR. They found that the amplitude of the dynamic response in both the frequency domain and the time domain increased with crack expansion, which provided a possibility for them to be used as indicators of state monitoring and fault diagnosis in planetary gear systems. Ma et al. [
22] studied the influence of the crack propagation path on time-varying meshing stiffness and vibration response. They found that at the same crack level, the influence of a rim crack on the vibration response was greater than that of a tooth surface crack. The vibration level increases with increasing crack depth. Fung et al. [
23] conducted TWV tests on a large hollow shaft of a gas turbine and obtained the fourth meridian FTW frequency of the shaft through strain gauge signal analysis and inductive distance detector confidence analysis. Macke et al. [
24] carried out two types of correlation analysis on the TWV of the stationary and rotating cylinder shells of a gas turbine. For stator shells surrounding rotating blades, the minimum wall-thickness criterion was proposed, and for rotor shells, the relationship between FTW and BTW was compared with the corresponding known relationship of the disk. Hu et al. [
25] proposed two test methods, a noise test and a strain gauge test, to obtain the vibration characteristics of bevel gears, and the feasibility of these methods was verified. Luan et al. [
26] used the derived acoustic measurement method to measure the TWV frequency and speed of the central bevel gear and verified the accuracy of the acoustic measurement method. Through their tests, they reached the conclusion that the speed of the 4th ND traveling wave is more dangerous and should be kept away from the dangerous speed of the 4th ND TWR. Xu et al. [
27] conducted the TWR failure test on the central bevel gear transmission and used tests to verify the accuracy of the mode solution of plate type bevel gear considering the damping effect derived by using elastic theory. They drew the conclusion that the traveling wave resonance response curve is obtained for the row, and its amplitude and wave on the modal damping ratio, and there are multiple resonance points in the gear’s working speed range, so the resonance point of
k ≤ 4 should be avoided in the gear’s regular working range.
In terms of simulation, the rotating disk was first studied [
28,
29,
30,
31,
32], and Tian et al. [
28] proposed an artificial damping method, which can be effectively used to identify the modal parameters of large structures and other rotating systems with relatively low excitation energy. Tobias et al. [
29] studied the vibration of the rotating disk, especially vibrations in the form of standing waves. The results showed that there might be nonlinear standing waves in the rotating disk in a wide speed range, depending on the force applied. As its velocity increases, the wave eventually collapses and, in the process, becomes a traveling wave, slowly accelerating in the direction of the disk’s rotation as its amplitude drops. Southwell et al. [
31] calculated the natural frequency of a disk of uniform thickness, and the study showed that when the disk rotates around its axis at any given speed, the natural frequency will increase. Honda et al. [
32] analyzed the steady-state response of a stationary disk to the uniform motion of a concentrated harmonic force on a concentric circle path. The damping response of the structure in the form of a series of characteristic functions is obtained. The effect of the axisymmetric defect on modal response was discussed in detail, especially the vibration mode. The results showed that the defect has a great effect on the response near resonance but little effect on the response outside of resonance. Uppaluri et al. [
33] proposed a FEM to separate TWR frequencies within the working speed range from a large number of natural frequencies of gears and analyzed the influence of centrifugal curing and structural damping on dynamic responses. Liu et al. [
34] calculated the time-varying mesh stiffness (TVMS) by using the loaded tooth-contact analysis method (LTCA) and simulating the flexible gear foundation using a shell element and a Timoshenko beam element. The consequences of which demonstrate that during the operation of a spur gear system, angular misalignment produces axial excitation, which excites the nodal diameter vibration of gear foundations, and the traveling wave resonance phenomenon appears at nodal diameter vibration resonance speed. Huangfu et al. [
35] established a dynamic model for a rigid–flexible coupling helical gear rotor system and analyzed the influence of centrifugal stiffening, rotational softening and the gyro effect on the dynamic characteristics of a thin-rim helical gear rotor system. Wang et al. [
36] developed a dynamic analytical model by considering the sun, carrier, and planets as rigid bodies, which are coupled to an elastic continuum ring that has bending, extensional and shear deformations. Carmignani et al. [
37] established a three-dimensional finite element model for bevel gears, numerically simulated the TWV characteristics of bevel gears, obtained the natural frequency mode of gears and stress distribution during TWR and evaluated the reliability of the gear structure. Talbert et al. [
38] studied the influence of TWR on the load modulation of helical gear tooth surfaces and obtained the FTW resonance frequency of the gear’s 3rd ND accurately using a strain test. Feng et al. [
39] used FEM to analyze the contact stress of spiral bevel gears under two different operating conditions: with and without cracks. The simulated results showed that cracks accelerate the variation in the contact stress of the meshing process of spiral bevel gears, showing that it is practicable to diagnose structural damage in spiral bevel gears according to the variation in contact stress. Although a great deal of research work has been carried out on gear dynamic responses by many scholars, the stress distribution on the tooth root at traveling wave resonant rotational speed, whose variation is caused by different factors, has not been studied yet. Sha et al. [
40] studied the 4th TWR of the central bevel gear in the aero-engine by the method of combination of simulation and experiment. And the stress concentration at the root of the gear has been discovered.
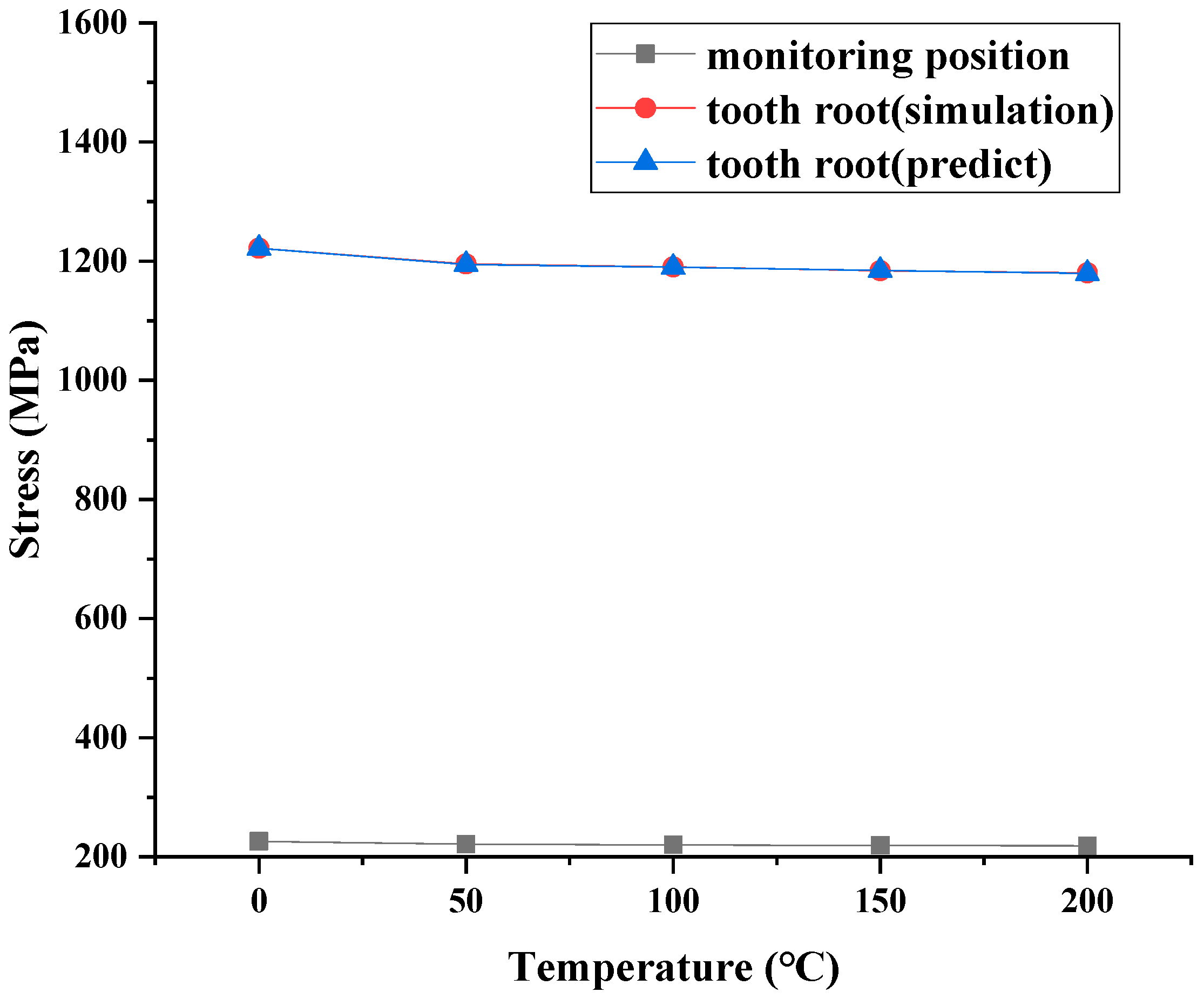
In this paper, based on the traveling wave resonance response law of the central transmission bevel gear of an aero-engine, by adopting a combination of numerical simulation calculation and test analysis, the traveling wave resonance characteristics of a driven bevel gear and the stress distribution were evaluated. (I) It is the maximum stress at the tooth root that cannot be measured accurately, which was predicted after the reliability of the simulation model was verified. (II) The effects of the working temperature and web thickness on the traveling wave resonance of the central transmission bevel gear are analyzed. (III) The reason for the block-dropping fault is revealed by using the simulation results.
3. Fatigue Test of High-Speed Bevel Gear in Aero-Engine
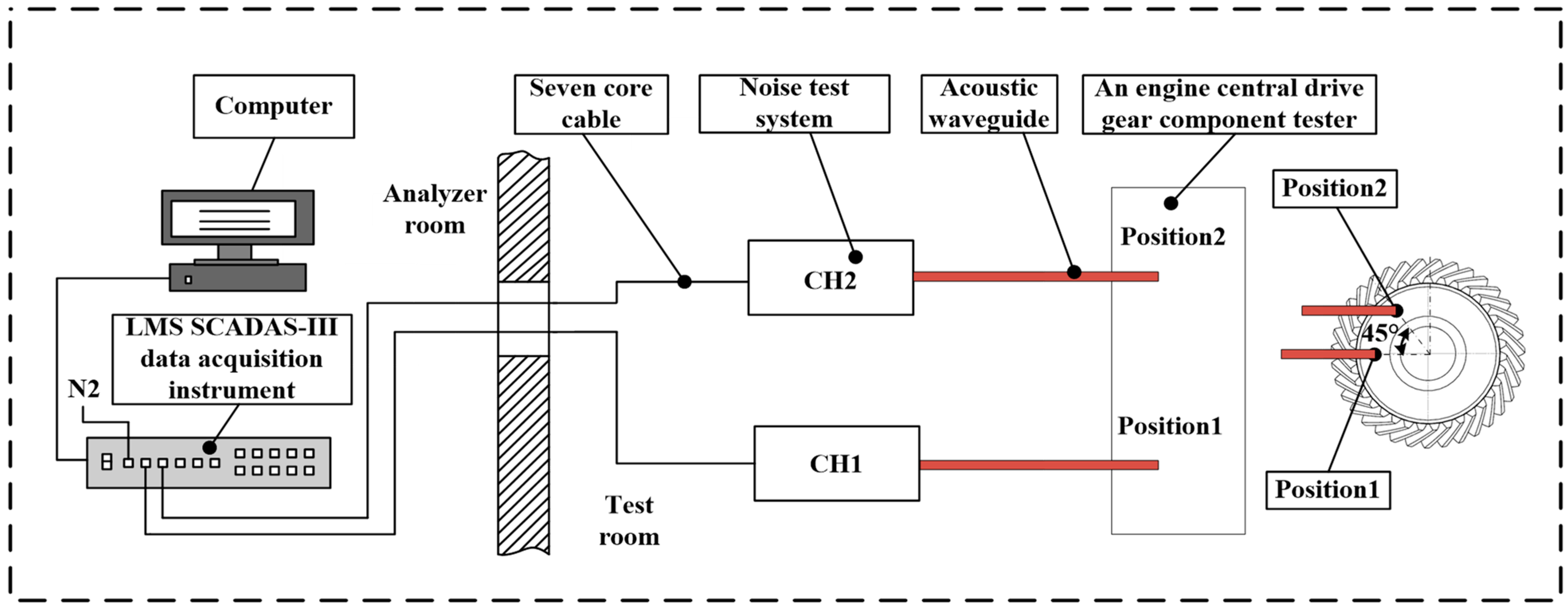
In order to reproduce the failure of a gear falling out during aero-engine use on the component tester and analyze the cause of its fracture, prefabricated defective gear C and normal gear B were selected in the test, and fatigue tests were carried out on the two kinds of gears, respectively, at the speed of 4th ND TWV to study the fatigue fracture state of the two kinds of gears. The test was divided into two processes. The first process was to observe the change of excitation frequency when the 4th ND TWV resonated near the speed of the 4th ND traveling wave pushed from the slow train. In process 2, the failure recurrence test of the gear dropped block was carried out by staying near the resonant speed of the 4th ND for a long time. The stress data, noise signal and speed signal during the test were recorded. The noise signal test system is shown in
Figure 3.
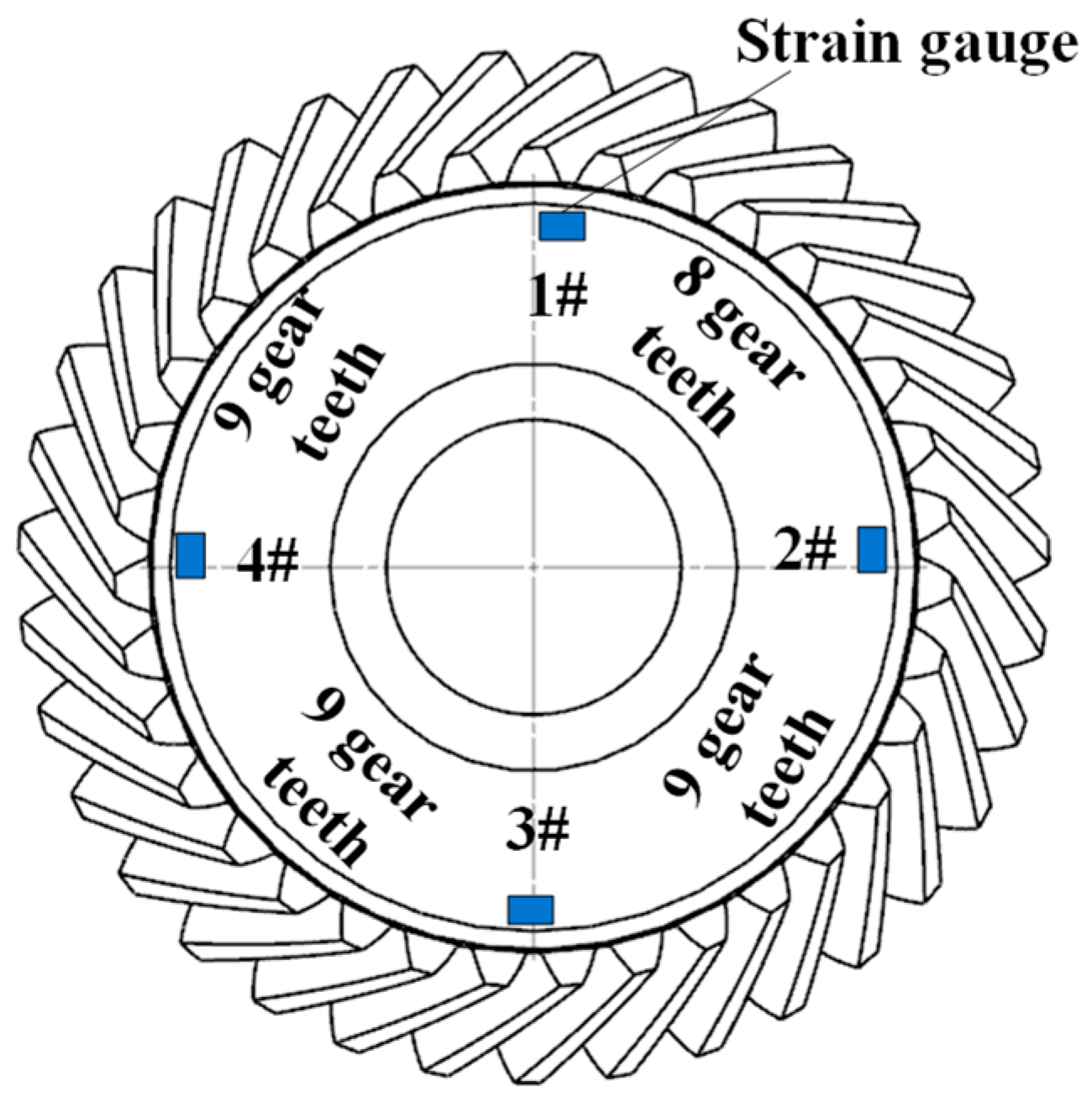
In the test, strain gauges are pasted on the surface of the small end spoke plate of the driven bevel gear close to the tooth root, and the number of strain gauges is four, numbered 1#, 2#, 3#, and 4#. Among them, there are eight teeth between measuring points 1# and 2# and nine teeth between other measuring points. The strain gauges are one centimeter from the root of the tooth. The layout of measuring points is shown in
Figure 4.
To reproduce the failure of a gear falling out during engine use on a component tester and analyze the cause of its fracture, the test selected the two states of gear, one is the prefabricated defective gear, which is the defective indentation wheel of the hardness tester (an indentation pit with a diameter of about 1 mm is pressed by the hardness tester at the fillet of the tooth root at the pinion end face), and the other is the perfect normal gear without defects. The fatigue tests of the two gears were carried out, respectively, under the vibration speed of the 4th ND to study the fatigue and fracture state of the two gear wheels. The test is divided into two stages: the first stage is to push on the slow train to near the 4th ND resonant rotational speed; the second stage is to stay near the 4th ND resonant rotational speed for a long time until the tooth-breaking fault occurs, which will make a loud noise. The stress measurement system connection diagram is presented in
Figure 5. The Photographic image of the test bench is shown in
Figure 6.
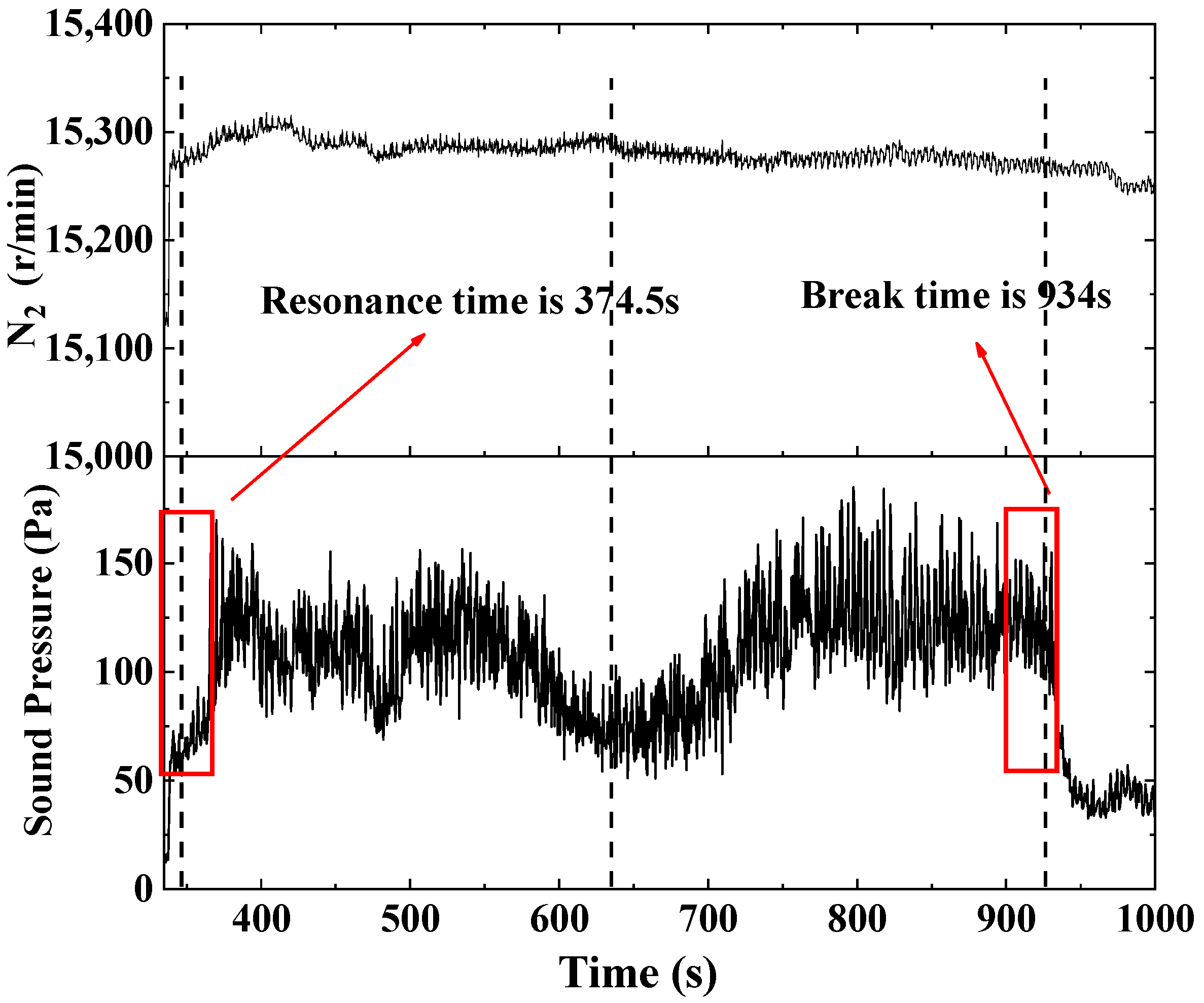
The time-speed-sound pressure diagram of the fracture process of the prefabricated defective gear is shown in
Figure 7.
The results of the fatigue test are as follows: It is shown in
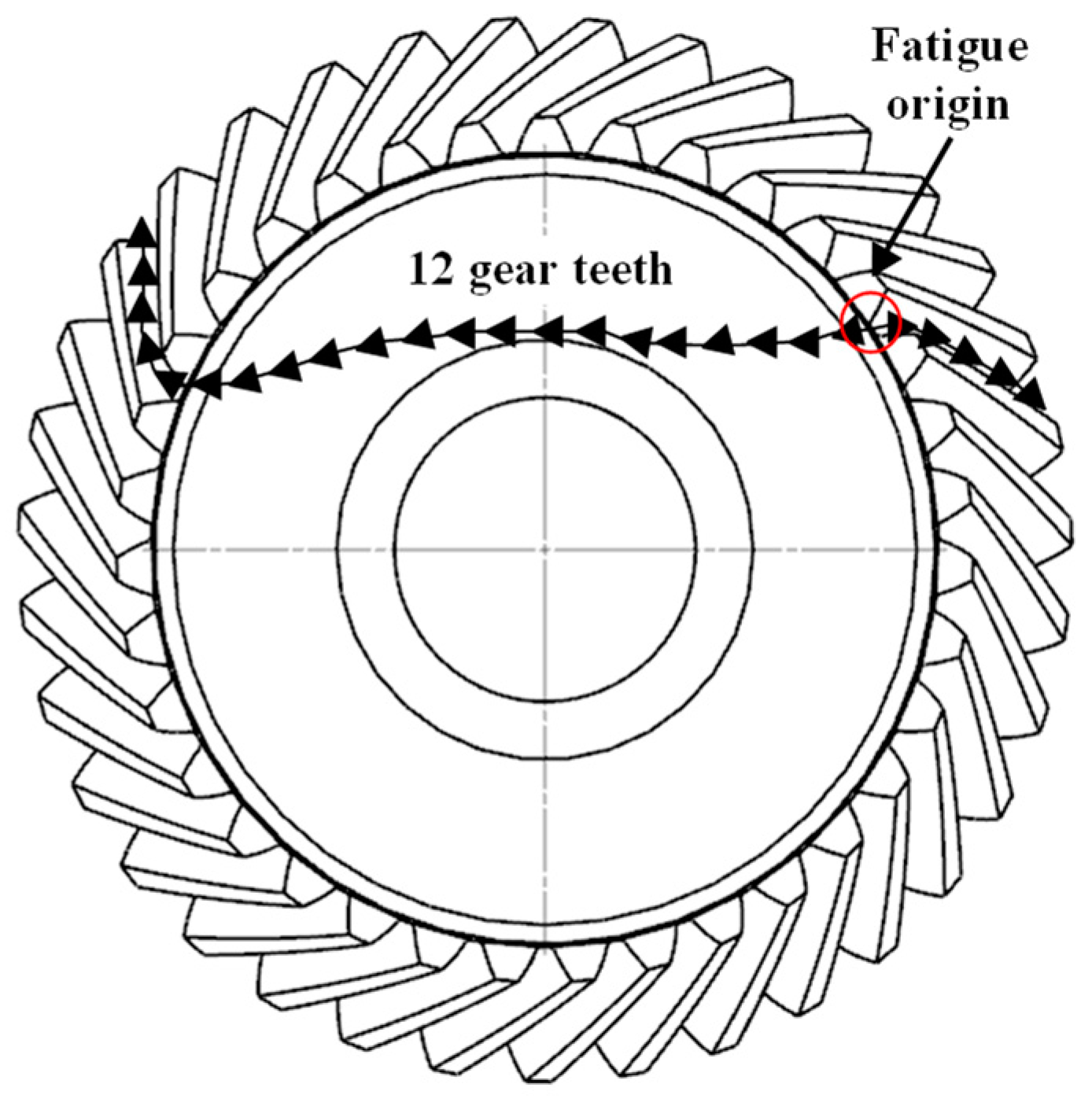
Figure 6 that when the time is 374.5 s, noise sound pressure reaches its maximum, the gear is in the 4th ND TWR, and then the resonance speed is placed under pressure, first slowly, due to the cracks in the gear at this time, so the gear stiffness decreased, leading to the 4th ND of the resonance frequency and the rotation speed change, and then the speed is reduced to find the resonance point of the 4th ND. When running for 934 s in the 4th ND resonance, the gearbox made explosive sounds, marking the occurrence of gear fatigue fracture as the pressure dropped suddenly. After the test stopped, it was found that 12 whole teeth of the driven bevel gear, one of them connected to the spoke plate, had broken. The schematic diagram of the fractured fault is shown in
Figure 6. However, the new and intact gear was tested using a 4th ND TWR fatigue test, and the number of vibration fatigue cycles was over 10
8, and the gear was still intact. It shows that the new refined gear will not break even if it works in the resonant rotational speed range of BTW of the 4th ND, but if the gear has an initial defect and works in the resonant rotational speed range of BTW of the 4th ND, the gear will break.
The noise spectrums are shown in
Figure 8. The noise spectrum of the FTW resonance of the 3rd ND is depicted in
Figure 8a, the noise spectrum of the FTW resonance of the 3rd ND is shown in
Figure 8b,
is the frequency of the FTW resonance of the 3rd,
is the frequency of the BTW resonance of the 4th. It is clearly demonstrated that the resonant rotational speed range of the FTW of the 3rd ND is wide, and
= 8715 Hz,
= 11,126 r/min,
= 169.6 Pa, while the BTW of the 4th ND is narrow,
= 8715 Hz,
= 11,126 r/min,
= 169.6 Pa.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}