
The Feasibility of Modified Magnesia-Phosphate Cement as a Heat Resistant Adhesive for Strengthening Concrete with Carbon Sheets


Abstract
:1. Introduction
2. Experimental
2.1. Raw Materials
2.2. Testing Methods
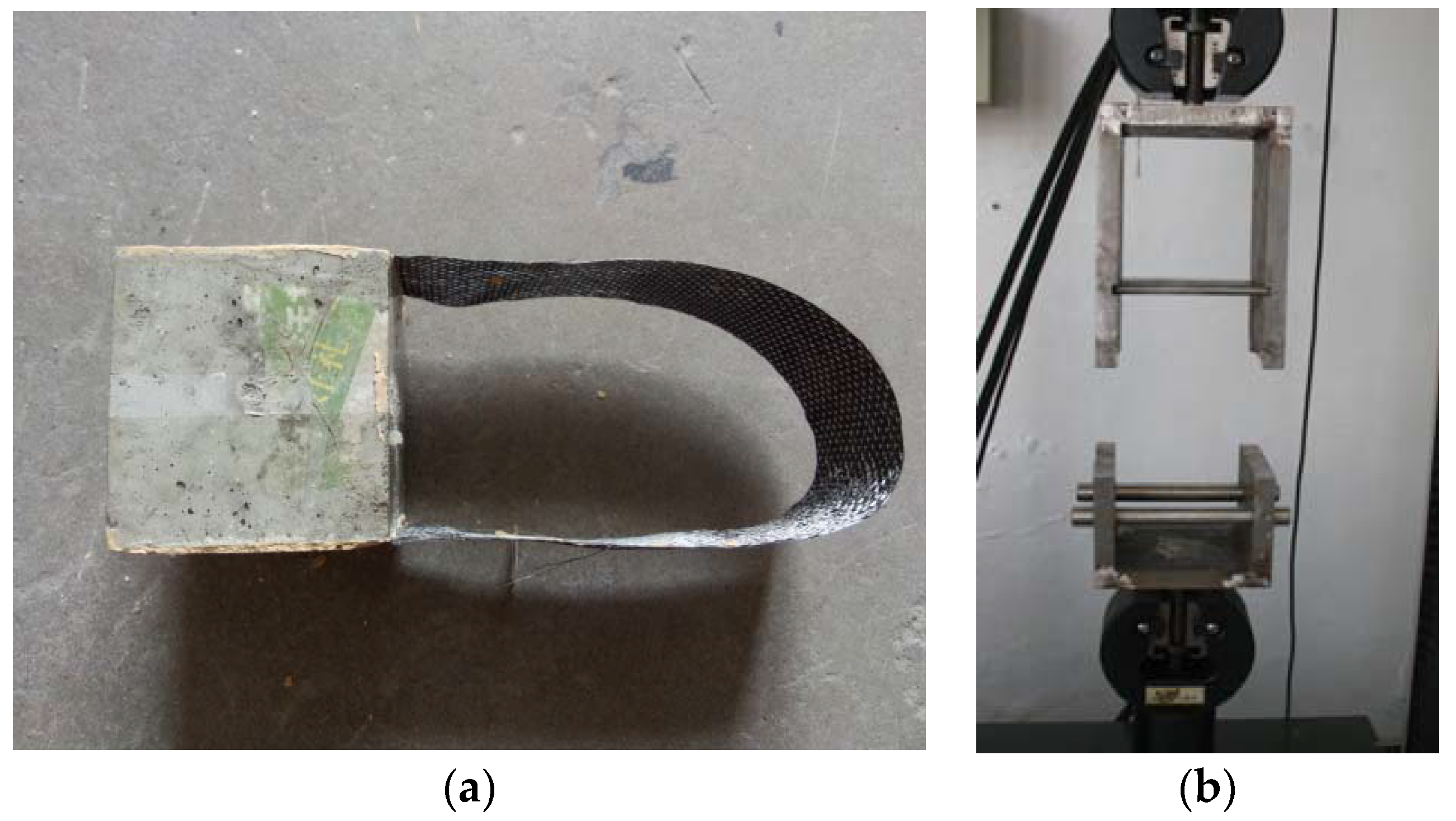
2.2.1. Bond Strength
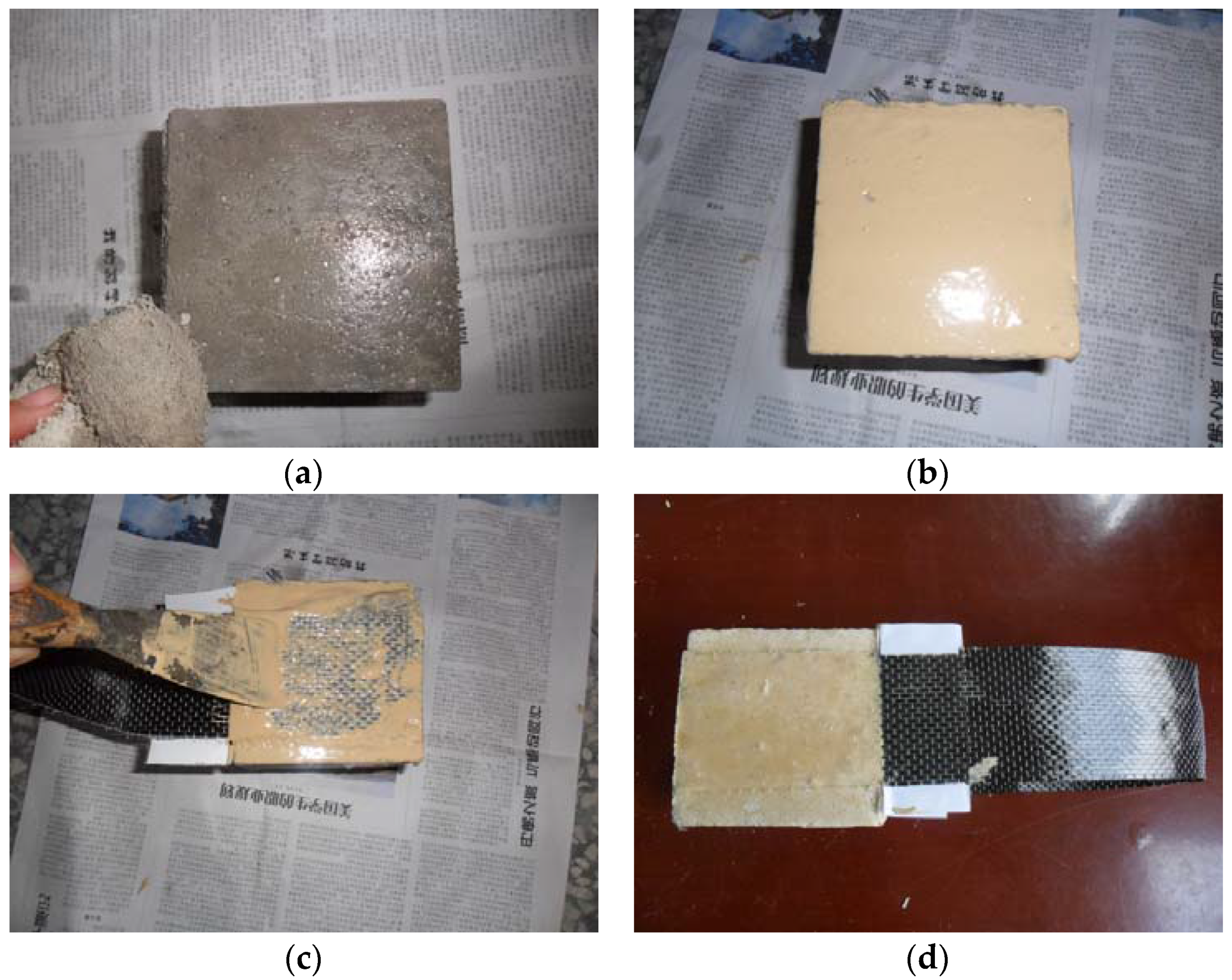
2.2.2. Preparation of Specimens
2.2.3. Elevated Temperature Treatment
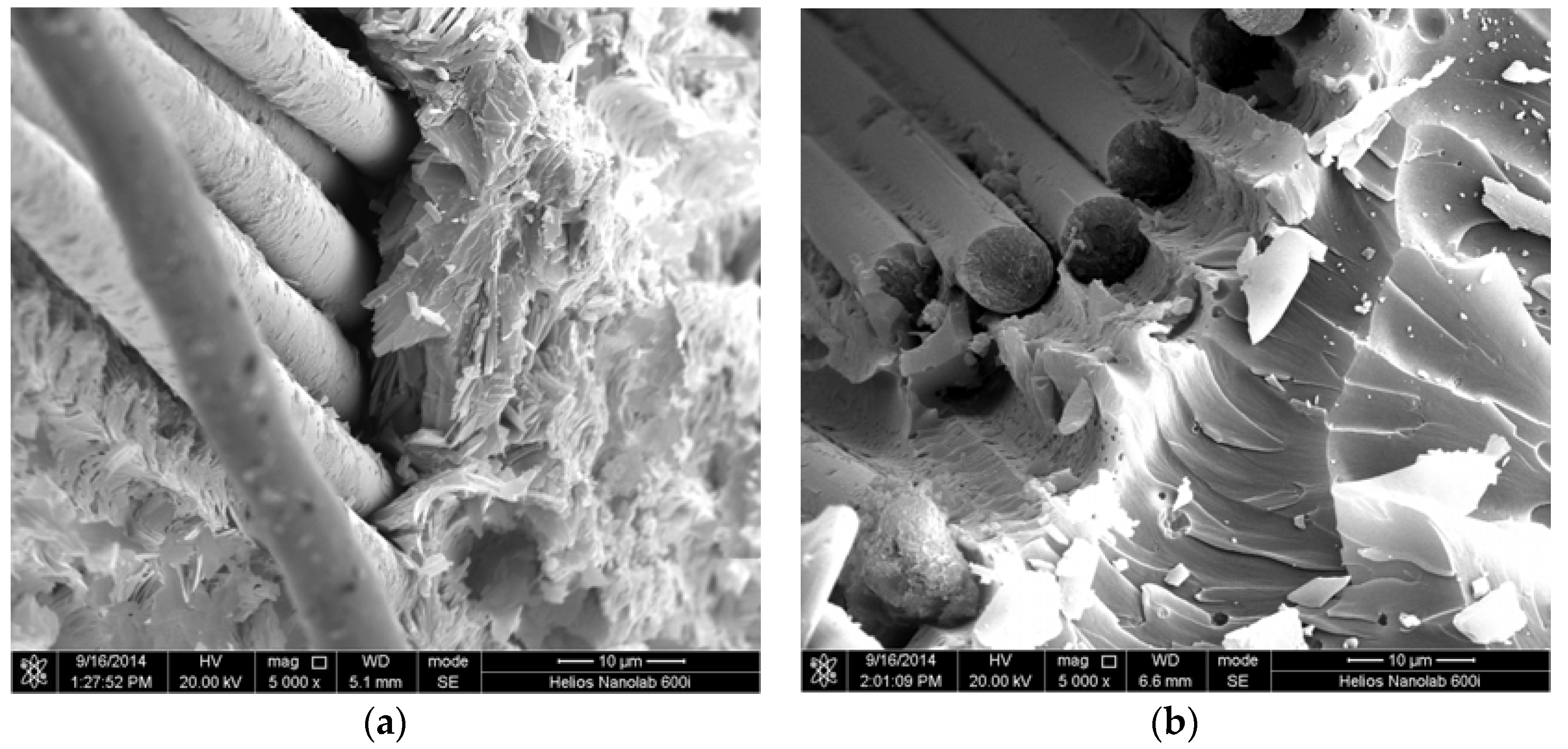
2.2.4. Microscopic Characterization
3. Results and Discussion
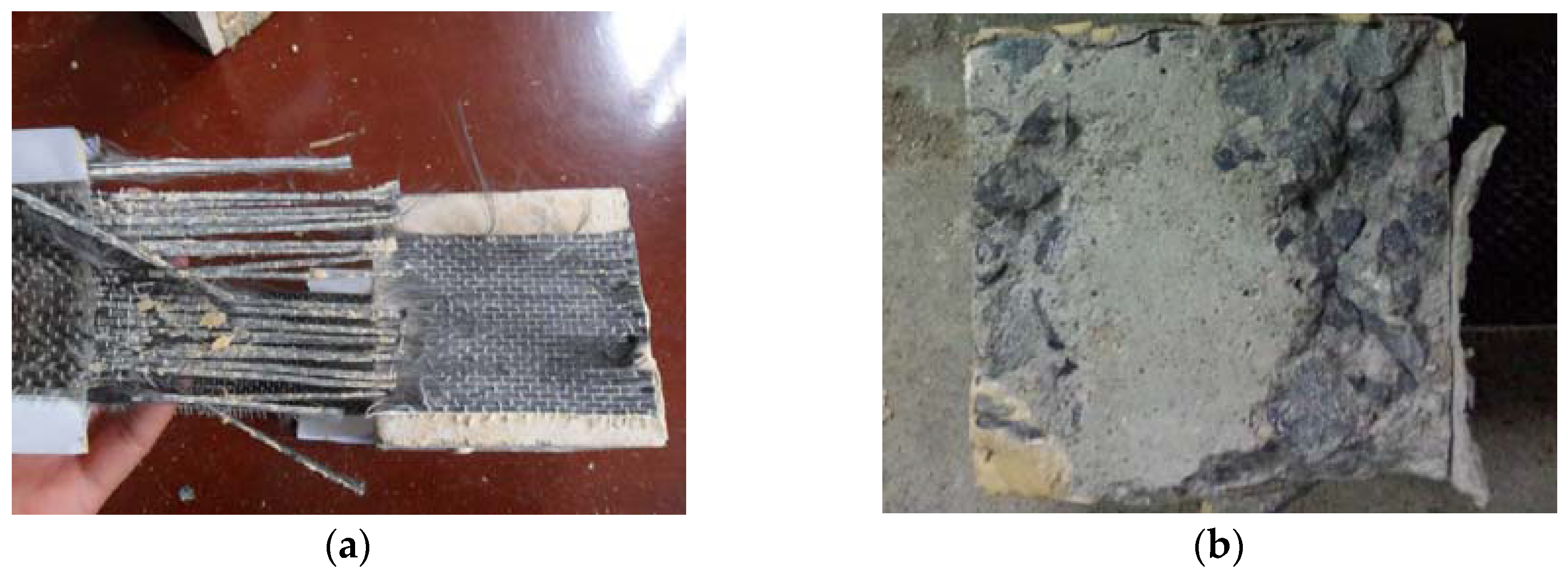
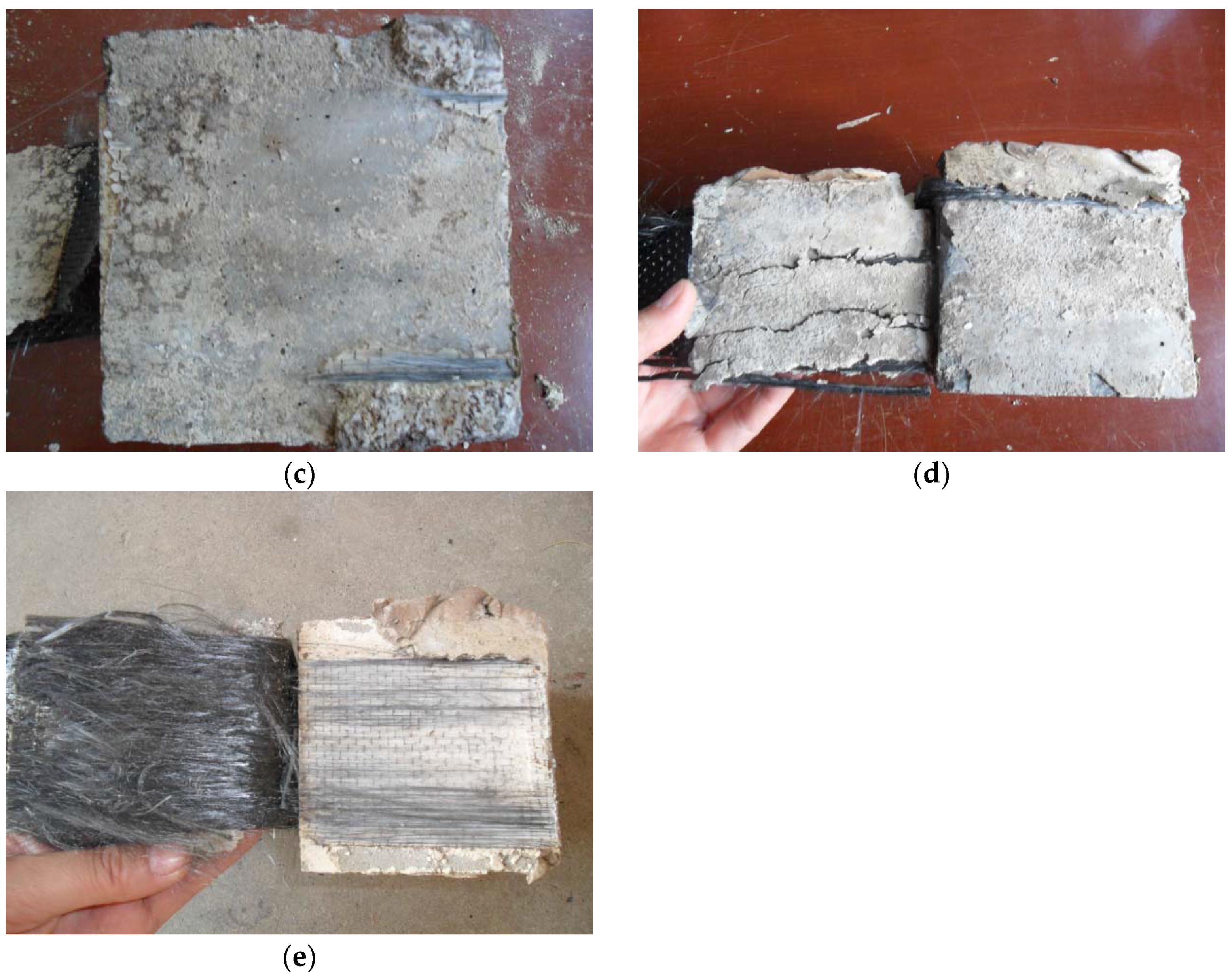
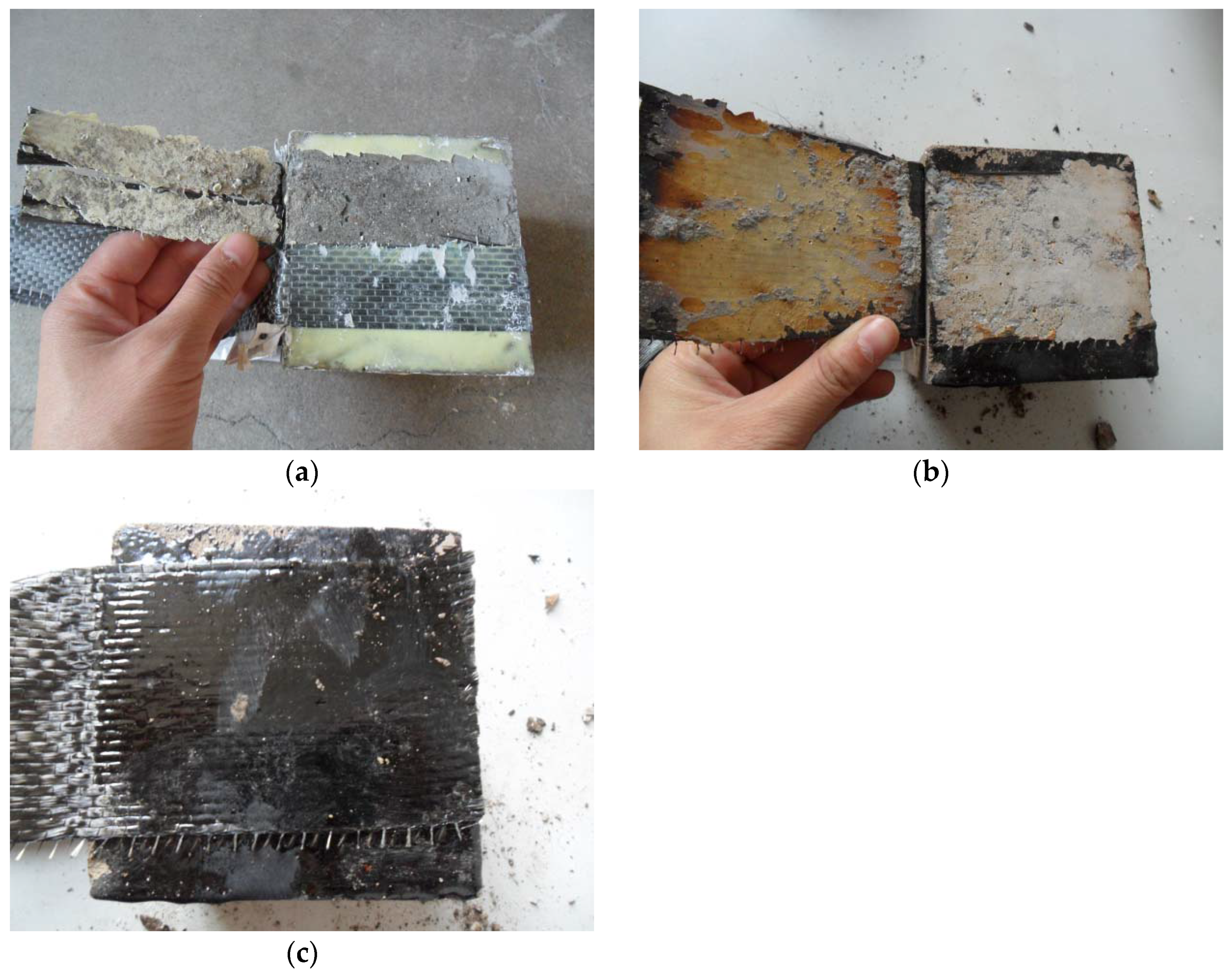
3.1. Failure Modes
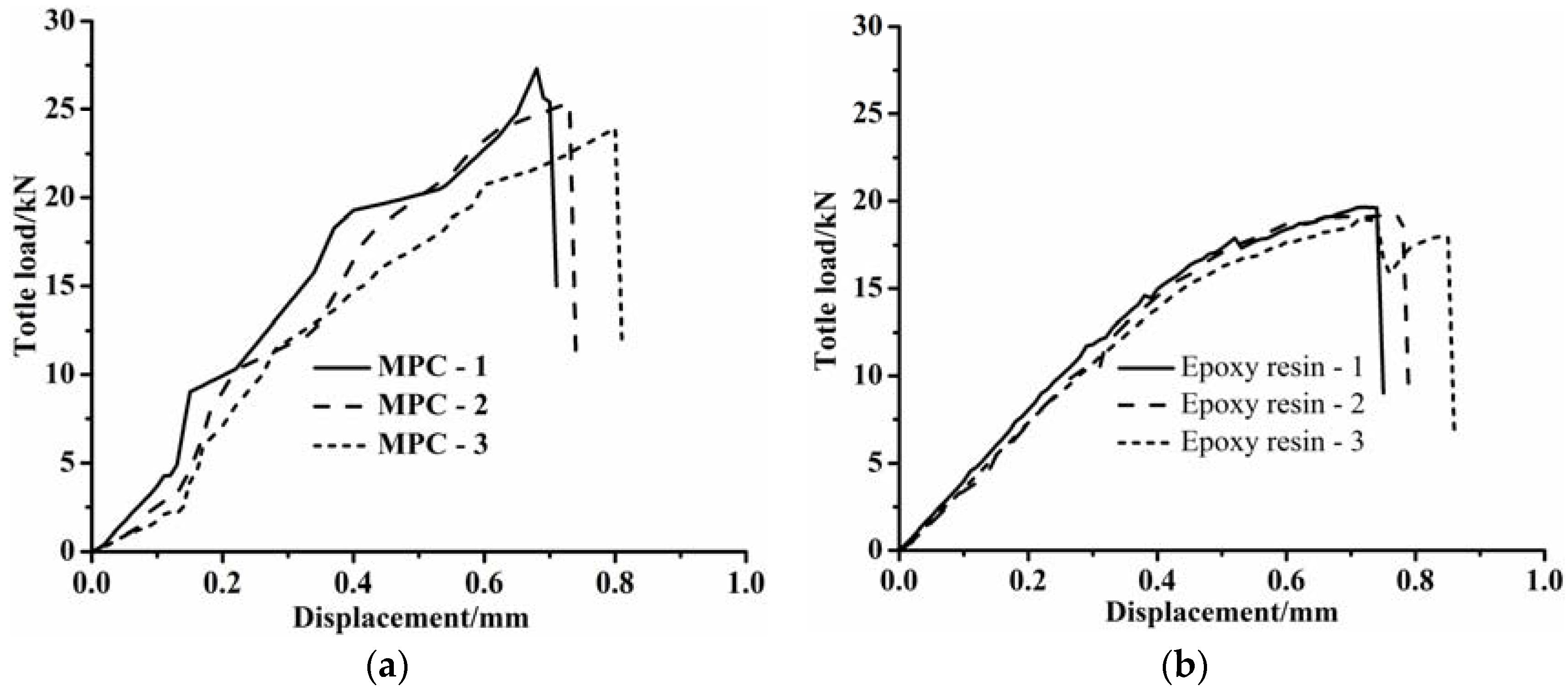
3.2. Bond Properties at Room Temperature
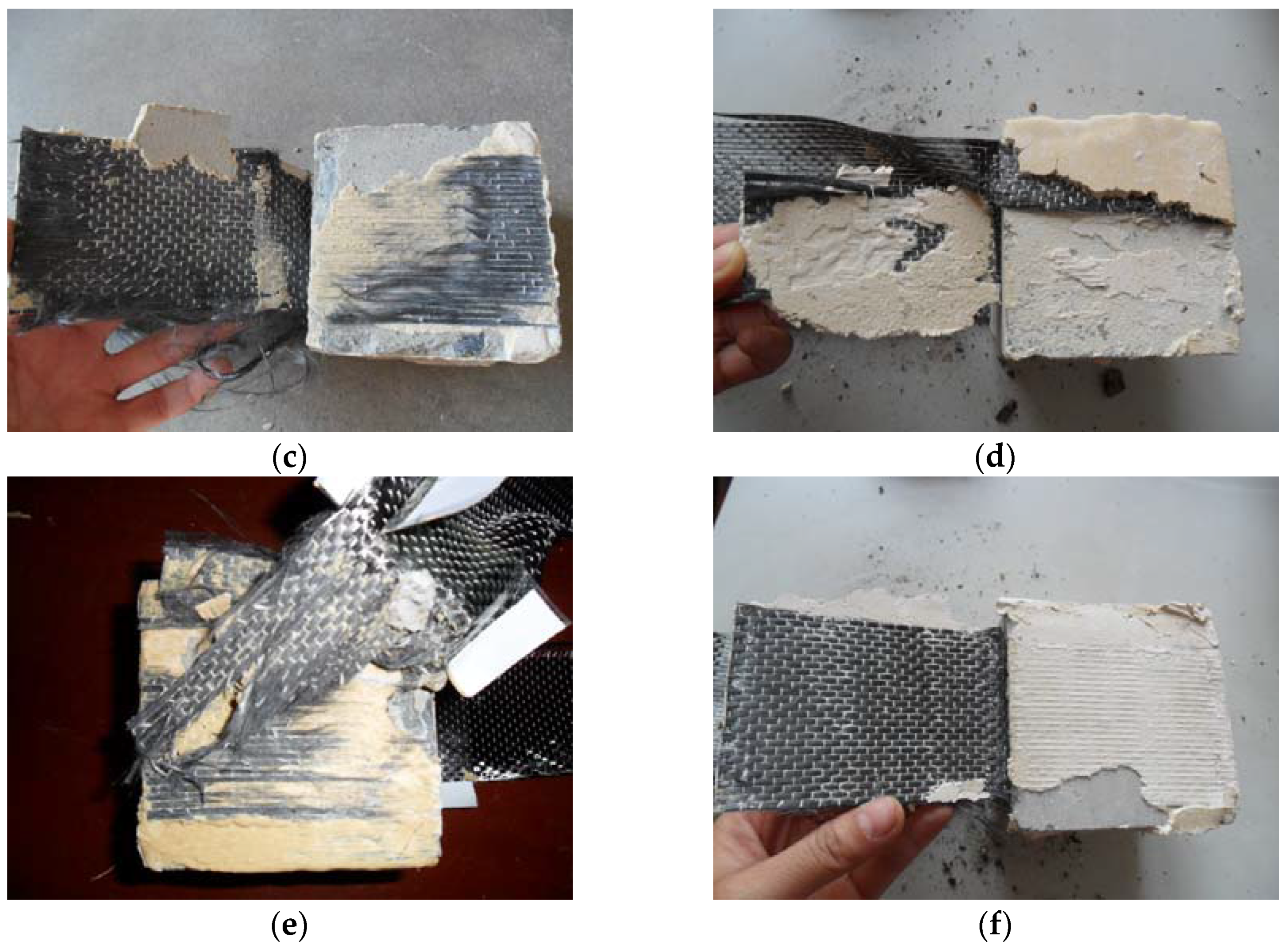
3.3. Failure Modes after Exposure to High Temperatures
3.3.1. Experimental Phenomena
3.3.2. Failure Modes
3.4. Bond Strength after Exposure to High Temperatures
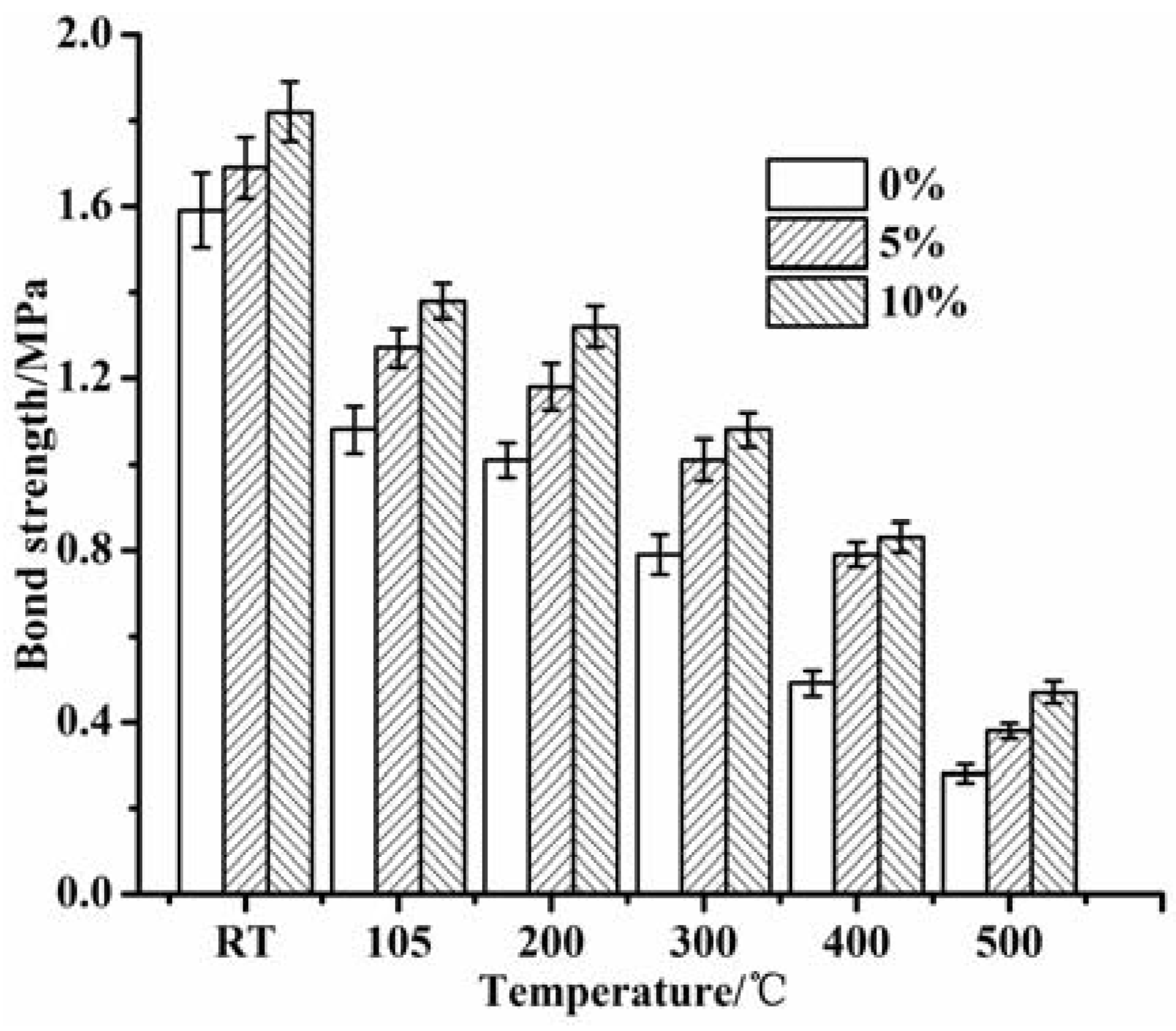
3.4.1. Influence of Wollastonite Addition
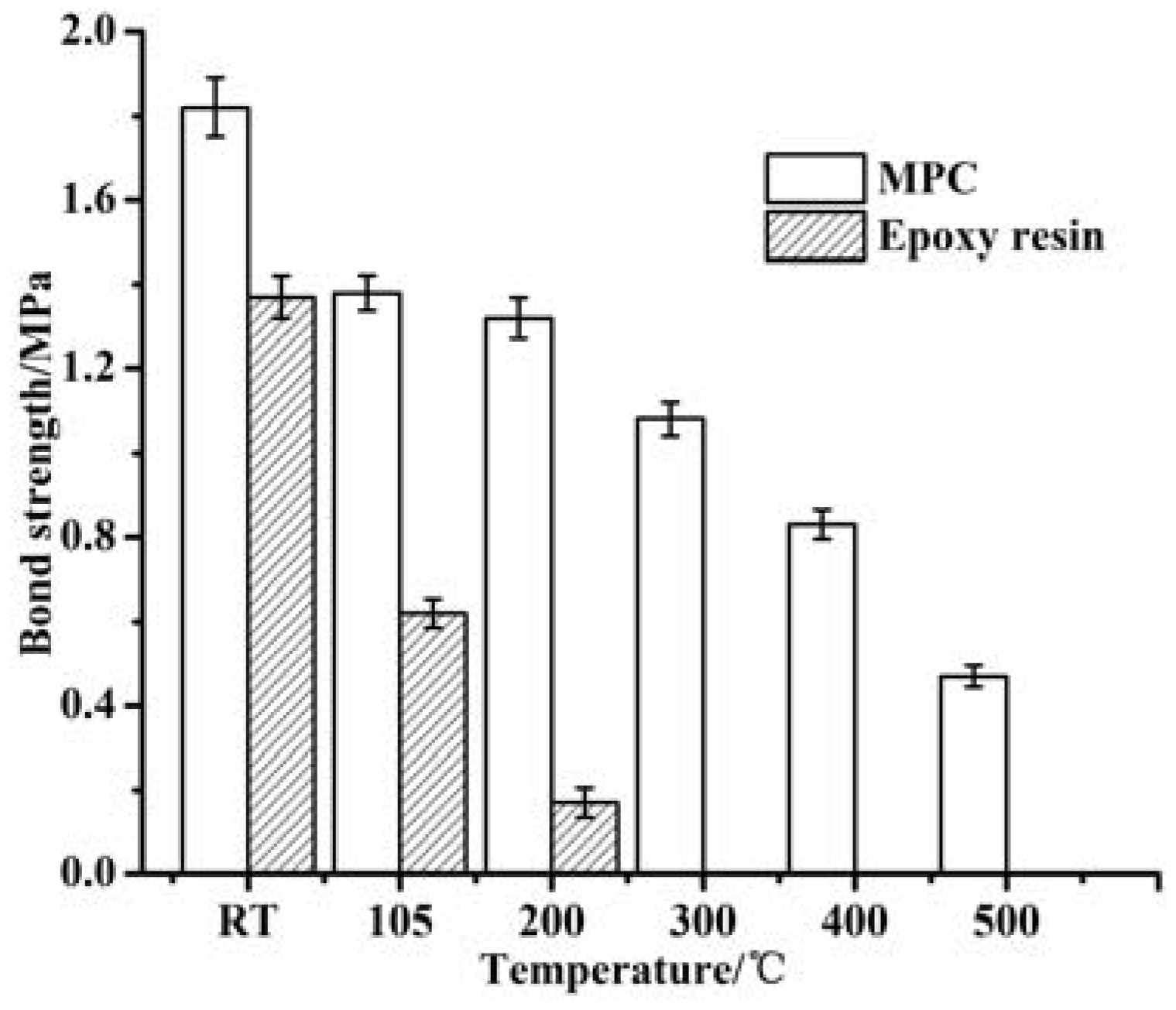
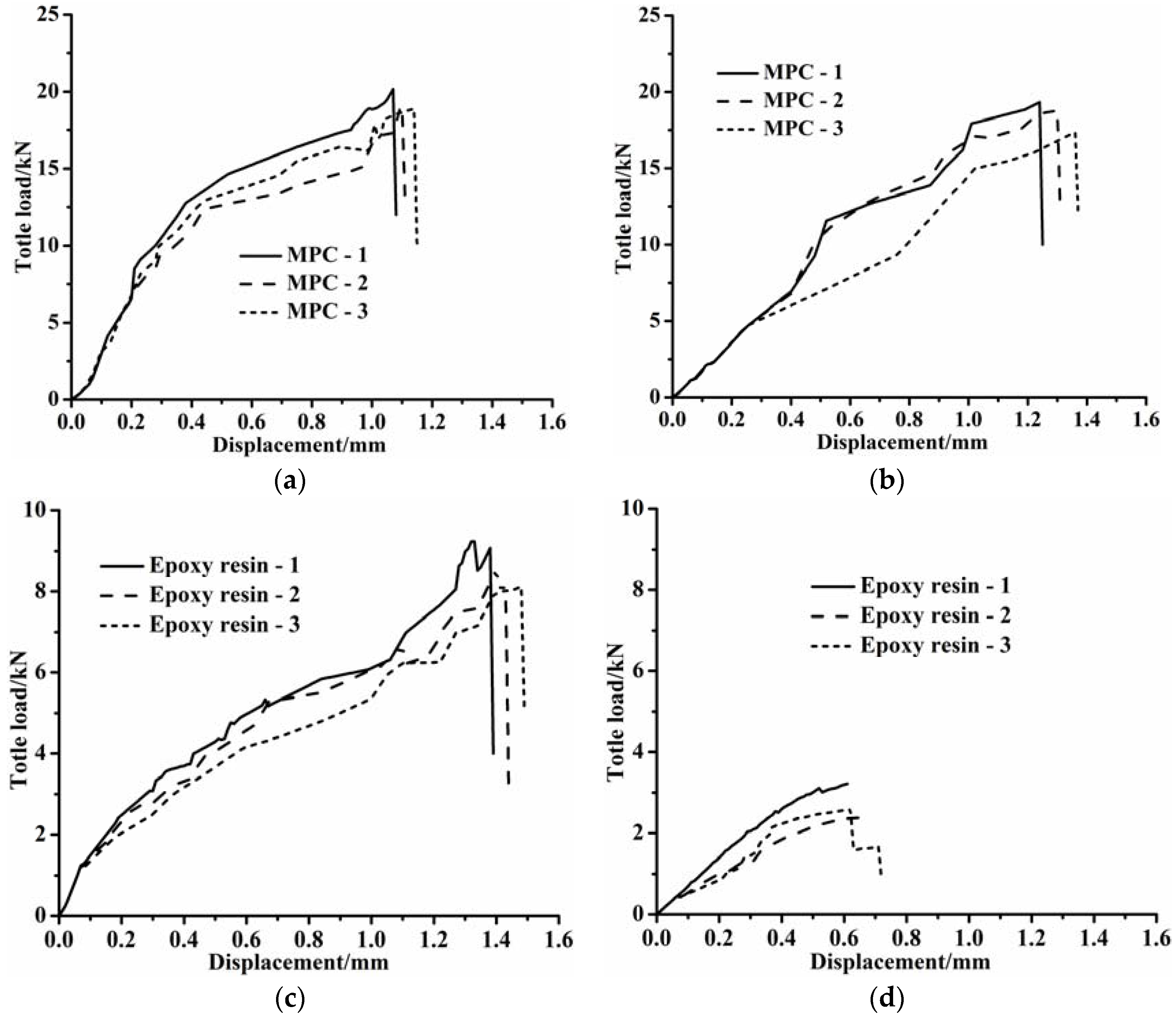
3.4.2. Comparison between Modified MPC and Epoxy
4. Conclusions
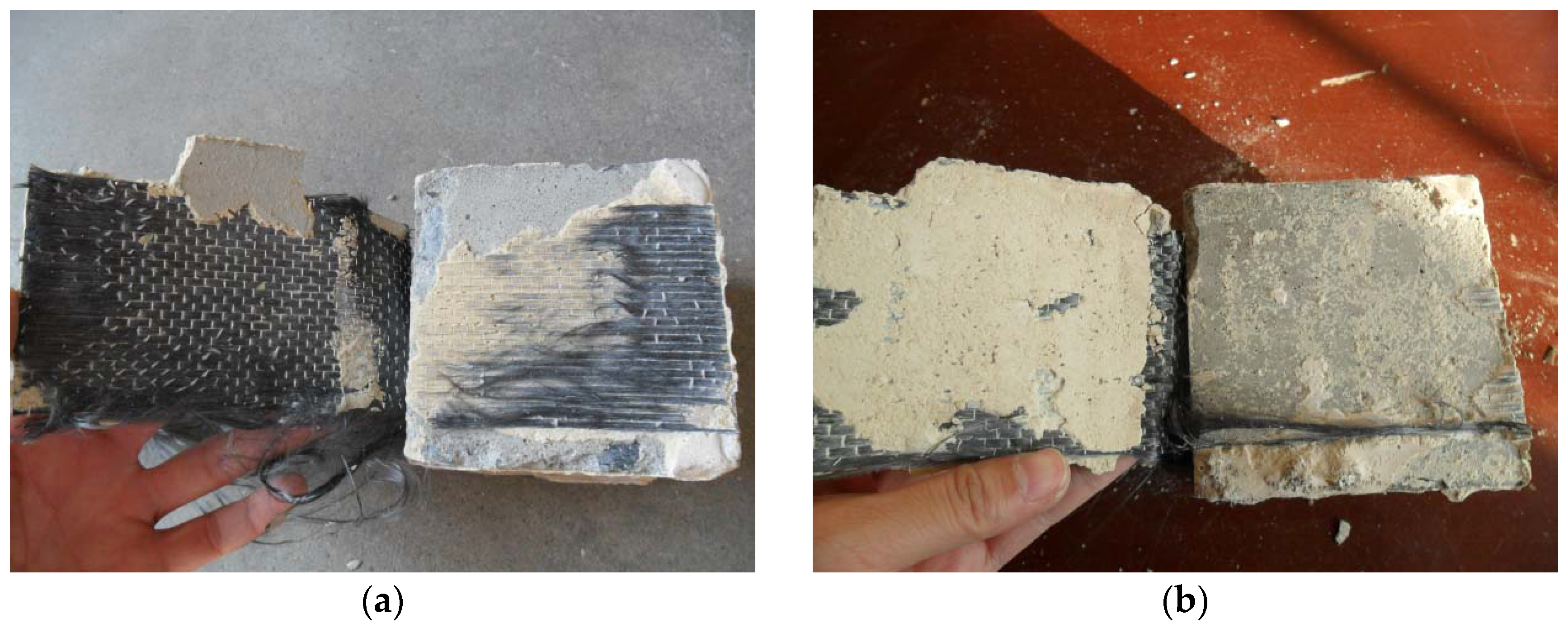
- In the double-shear test, six key failure modes occurred for concrete specimens at ambient and elevated temperatures. The delamination of carbon fiber sheet is the dominant one for the MPC specimens under temperatures below 200 °C. The MPC specimens failed in the adhesive layer at higher temperatures. The complete debonding failure between the adhesive and the concrete substrate happened for the epoxy resin specimens under temperatures lower than 200 °C. Peeling off of the carbon fiber sheet happened for the epoxy resin specimens after exposure to 300 °C.
- With the increasing compressive strength of concrete specimen, the higher bond strength between carbon fiber sheets and concrete specimen was measured. The bond strength for the MPC specimens is slightly higher than that for the epoxy resin specimen at ambient temperature, and the former reveals a much higher residual bond strength than the latter after exposure to temperatures from 105 °C to 500 °C.
- Although the MPC specimens failed through interlaminar slip of fiber strips instead of complete debonding, the improved bond strength under ambient temperature and higher temperatures revealed that the modified magnesia-phosphate cement could be a good substitute for epoxy resin in repairing and/or strengthening structural elements. Furthermore, the use of the modified MPC as the binder between the carbon fiber sheets and concrete can be less expensive and an ecologically friendly alternative.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gamage, J.C.P.H.; Al-Mahaidi, R.; Wong, M.B. Bond Characteristics of CFRP Plated Concrete Members under Elevated Temperatures. Compos. Struct. 2006, 75, 199–205. [Google Scholar] [CrossRef]
- Tadeu, A.; Branco, F. Shear tests of steel plates epoxy-bonded to concrete under temperature. J. Mater. Civil. Eng. 2000, 12, 74–80. [Google Scholar] [CrossRef]
- Ahmed, A.; Kodur, V.K.R. Effect of Bond Degradation on Fire Resistance of FRP-strengthened Reinforced Concrete Beams. Compos. Part B Eng. 2011, 42, 226–237. [Google Scholar] [CrossRef]
- Barnes, R.; Fidel, J. Performance in fire of small-scale CFRP strengthened concrete beams. J. Compos. Constr. 2006, 10, 503–508. [Google Scholar] [CrossRef]
- Williams, B.; Bisby, L.A.; Kodur, V.K.R.; Green, M.F.; Chowdhury, E. Fire insulation schemes for FRP-strengthened concrete slabs. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1151–1160. [Google Scholar] [CrossRef]
- Cheng, T.W.; Chiu, J.P. Fire-resistant Geopolymer Produced by Granulated Blast Furnace Slag. Miner. Eng. 2003, 16, 205–210. [Google Scholar] [CrossRef]
- Kurtz, S.; Balaguru, P. Comparison of Inorganic and Organic Matrices for Strengthening of RC Beams with Carbon Sheets. J. Struct. Eng. ASCE 2001, 127, 35–42. [Google Scholar] [CrossRef]
- Toutanji, H.; Deng, Y. Comparison between Organic and Inorganic Matrices for RC Beams Strengthened with Carbon Fiber Sheets. J. Compos. Constr. 2007, 11, 507–513. [Google Scholar] [CrossRef]
- Katakalos, K.; Papakonstantinou, C.G. Fatigue of Reinforced Concrete Beams Strengthened with Steel-Reinforced Inorganic Polymers. J. Compos. Constr. 2009, 13, 103–112. [Google Scholar] [CrossRef]
- Melo, A.A.; Cincotto, M.A.; Repette, W. Drying and autogenous shrinkage of pastes and mortars with activated slag cement. Cem. Concr. Res. 2008, 38, 565–574. [Google Scholar] [CrossRef]
- Li, Y.; Yu, H.; Zheng, L.; Wen, J.; Wu, C.; Tan, Y. Compressive strength of fly ash magnesium oxychloride cement containing granite wastes. Constr. Build. Mater. 2013, 38, 1–7. [Google Scholar] [CrossRef]
- Tan, Y.; Liu, Y.; Grover, L. Effect of phosphoric acid on the properties of magnesium oxychloride cement as a biomaterial. Cem. Concr. Res. 2014, 56, 69–74. [Google Scholar] [CrossRef]
- Abdelrazig, B.; Sharp, J.; El-Jazairi, B. The chemical composition of mortars made from magnesia-phosphate cement. Cem. Concr. Res. 1988, 18, 415–425. [Google Scholar] [CrossRef]
- Seehra, S.; Gupta, S.; Kumar, S. Rapid setting magnesium phosphate cement for quick repair of concrete pavements-characterization and durability aspects. Cem. Concr. Res. 1993, 23, 254–266. [Google Scholar] [CrossRef]
- Yang, Q.; Wu, X. Factors influencing properties of phosphate cement-based binder for rapid repair of concrete. Cem. Concr. Res. 1999, 29, 389–396. [Google Scholar] [CrossRef]
- Yang, Q.; Zhu, B.; Wu, X. Characteristics and durability test of magnesium phosphate cement-based material for rapid repair of concrete. Mater. Struct. 2000, 33, 229–234. [Google Scholar] [CrossRef]
- Shi, C.; Yang, J.; Yang, N.; Chang, Y. Effect of waterglass on water stability of potassium magnesium phosphate cement paste. Cem. Concr. Compos. 2014, 53, 83–87. [Google Scholar] [CrossRef]
- Hall, D.A.; Stevens, R.; EI-Jazairi, B. The effect of retarders on the microstructure and mechanical properties of magnesia-phosphate cement mortar. Cem. Concr. Res. 2001, 31, 455–465. [Google Scholar] [CrossRef]
- Qiao, F.; Chau, C.K.; Li, Z. Property evaluation of magnesium phosphate cement mortar as patch repair material. Constr. Build. Mater. 2010, 24, 695–700. [Google Scholar] [CrossRef]
- Gao, X.J.; Zhang, A.L.; Li, S.X.; Sun, B.C.; Zhang, L.C. Effects of wollastonite addition on resistance to high temperatures of magnesia phosphate cement paste. Mater. Struct. in press. [CrossRef]
- Yao, J.; Teng, J.G.; Chen, J.F. Experimental study on FRP-to-concrete bonded joints. Compos. Part B Eng. 2004, 36, 99–113. [Google Scholar] [CrossRef]
- Yuan, H.; Teng, J.G.; Seracino, R.; Wu, Z.S.; Yao, J. Full-range behavior of FRP-to-concrete bonded joints. Eng. Struct. 2004, 26, 553–565. [Google Scholar] [CrossRef]
- Pham, H.B.; Al-Mahaidi, R. Modelling of CFRP-concrete shear lap tests. Constr. Build. Mater. 2007, 21, 727–735. [Google Scholar] [CrossRef]
- Van Gemert, D. Force transfer in epoxy bonded steel concrete joints. Int. J. Adhes. Adhes. 1980, 1, 67–72. [Google Scholar] [CrossRef]
- Kendall, K. Crack propagation in lap shear joints. J. Phys. D Appl. Phys. 1975, 8, 512–522. [Google Scholar] [CrossRef]
- Kim, Y.; Siriwardanage, T.; Hmidan, A.; Seo, J. Material characteristics and residual bond properties of organic and inorganic resins for CFRP composites in thermal exposure. Constr. Build. Mater. 2014, 50, 631–641. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix | Wollastonite (Molar Percent) | MgO (Molar Percent) | Weight Dosage | ||
|---|---|---|---|---|---|
| Wollastonite | MgO | ADP | |||
| MA1 (control) | 0 | 100 | 0 | 100 | 31.9 |
| MA2 (5%) | 5 | 95 | 15.3 | 100 | 33.6 |
| MA3 (10%) | 10 | 90 | 32.2 | 100 | 35.5 |
| Property | Carbon Fiber Sheets | Epoxy Resin |
|---|---|---|
| Elastic Modulus (GPa) | 244 | 19 |
| Tensile strength (MPa) | 4125 | 39.12 |
| Areal Density (g/m2) | 300 | - |
| Nominal Thickness (mm) | 0.167 | - |
| Compressive Strength of Concrete fcu.m (MPa) | Curing Age (Days) | Bond Strength(MPa) |
|---|---|---|
| 30.95 | 3 | 1.50 |
| 7 | 1.71 | |
| 28 | 1.82 | |
| 42.67 | 3 | 1.61 |
| 7 | 1.75 | |
| 28 | 1.88 | |
| 49.89 | 3 | 1.68 |
| 7 | 1.87 | |
| 28 | 2.01 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, A.; Gao, X. The Feasibility of Modified Magnesia-Phosphate Cement as a Heat Resistant Adhesive for Strengthening Concrete with Carbon Sheets. Appl. Sci. 2016, 6, 178. https://0-doi-org.brum.beds.ac.uk/10.3390/app6060178
Zhang A, Gao X. The Feasibility of Modified Magnesia-Phosphate Cement as a Heat Resistant Adhesive for Strengthening Concrete with Carbon Sheets. Applied Sciences. 2016; 6(6):178. https://0-doi-org.brum.beds.ac.uk/10.3390/app6060178
Chicago/Turabian StyleZhang, Ailian, and Xiaojian Gao. 2016. "The Feasibility of Modified Magnesia-Phosphate Cement as a Heat Resistant Adhesive for Strengthening Concrete with Carbon Sheets" Applied Sciences 6, no. 6: 178. https://0-doi-org.brum.beds.ac.uk/10.3390/app6060178