Potential for Developing Biocarbon Briquettes for Foundry Industry


1
Swerim AB, Box 812, SE-97125 Luleå, Sweden
2
Volvo Group Truck Operations, SE-40508 Gothenburg, Sweden
3
Central Metallurgical Research and Development Institute, Cairo 12422, Egypt
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(24), 5288; https://0-doi-org.brum.beds.ac.uk/10.3390/app9245288
Submission received: 16 October 2019
/
Revised: 11 November 2019
/
Accepted: 29 November 2019
/
Published: 4 December 2019
(This article belongs to the Special Issue New Carbon Materials from Biomass and Their Applications)
Abstract
:The foundry industry is currently facing challenges to reduce the environmental impacts from application of fossil fuels. Replacing foundry coke with alternative renewable carbon sources can lead to significant decrease in fossil fuel consumption and fossil CO2 emission. The low bulk density, low energy density, low mechanical strength and the high reactivity of biocarbon materials are the main factors limiting their efficient implementation in a cupola furnace. The current study aimed at designing, optimizing and developing briquettes containing biocarbon, namely, biocarbon briquettes for an efficient use in cupola furnace. Laboratory hydraulic press with compaction pressure of about 160 MPa and stainless-steel moulds (Ø = 40 mm and 70 mm) were used for compaction. The density, heating value, energy density, mechanical strength and reactivity of biocarbon briquettes were measured and evaluated. The compressive strength and splitting tensile strength of biocarbon briquettes were measured by a compression device. The reactivity of biocarbon briquettes was measured under controlled conditions of temperature and gas atmosphere using the thermogravimetric analysis technique (TGA). Different types of binders were tested for the compaction of commercial charcoal fines with/without contribution of coke breeze. The effect of charcoal ratio, particle size, binder type, binder ratio, moisture content and compaction pressure on the quality of the biocarbon briquettes was investigated. Molasses with hydrated lime and cement were superior in enhancing the biocarbon briquettes strength and energy density among other tested binders and additives. The briquettes’ strength decreased as the biocarbon content increased. The optimum recipes consisted of 62% charcoal fines, 20% molasses, 10% hydrated lime and 8% cement. Cement is necessary to develop the tensile strength and hot mechanical strength of the briquettes. The charcoal with high ash content showed higher strength of briquettes but lower heating value compared to that with low ash content. Dispersion of silica suspension on charcoal particles during the mixing process was able to reduce the reactivity of biochar in the developed biocarbon briquettes. The biocarbon briquettes density and strength were increased by increasing the compaction pressure. Commercial powder hydrated lime was more effective in enhancing the briquettes’ strength compared to slaked burnt lime. Upscaling of biocarbon briquettes (Ø = 70 mm) and testing of hot mechanical strength under load indicated development of cracks which significantly reduced the strength of briquettes. Further development of biocarbon briquettes is needed to fulfil the requirements of a cupola furnace.
1. Introduction
The melting process in the manufacturing of ferrous metals is responsible for a large part of the energy consumption and carbon dioxide emissions from foundries. One of the most common melting technologies used for production of cast iron in large volumes is the cupola furnace, where foundry coke is the main source of energy. Technological developments and optimization of operation conditions have improved the energy efficiency and productivity of the cupola melting process. However, demands for decreasing the fossil greenhouse gas (GHG) emissions are new challenges for the foundries using cupola furnaces and for the steel industry. Using renewable carbon sources for partial or full replacement of the fossil carbon in the cupola furnace leads to lower CO2 emissions and environmental effects from the foundries. The bio-carbon materials need to meet the requirements for density, strength and size to ensure smooth operation and product quality. Therefore, the compaction of bio-carbon materials has been studied for application in different types of processes.
Replacement of foundry coke in a cupola furnace with renewable carbon and biomass products is one option for securing the sustainability of this vital process; however, the relatively low mechanical strength, low energy density and high reactivity of biomass represent the main challenges for its efficient implementation [1,2]. Isnugroho et al. [3] tested biomass residues as a secondary energy source in a cupola furnace. Injection of biomass charcoal particles prepared from plant residues increased the temperature in the furnace and lowered the coke consumption. Echterhof et al. [4,5] investigated the potentials of using different biomass to partially replace fossil carbon sources in a cupola furnace. Injection tests were carried out in an industrial cupola furnace using biochar consisting of 78–80% fixed carbon and 18–19% volatiles. Injection of 100 kg biochar/h resulted in reduction of coke rate by 8.2–9.2%. Continuous injection of biochar was not possible due to increased temperature in the furnace chamber. The selected biomaterials were briquetted using different binders and the strength of the briquettes was compared to the strength of reference foundry cokes. Since the mechanical strength of the briquettes was low, they were not tested in the cupola furnace [4,5].
Several studies have been performed to develop anthracite briquettes to replace foundry coke in a cupola [6,7,8,9]. Briquettes made of anthracite grains, lignin, collagen and silicon were tested in two cupola furnaces and the replacement started from 12% up to 25% [6]. The process and melt conditions remained similar when coke was partially replaced by anthracite. The developed briquettes had a similar mechanical strength and efficiency as the foundry coke. However, the briquettes burnt faster than conventional coke when they reached the tuyeres [6]. In a recent publication by Noh et al. [7], it was shown that briquettes made of anthracite, plant by-products, collagen and silicon metal powder have suitable strength at high temperatures for replacing coke in foundries. Formation of silicon carbide nanowires in the briquettes after pyrolysis at 1400 °C for 2 h resulted in high mechanical strength for top charging in cupola furnace. Torielli et al. [8] discussed the effectiveness of different innovative technologies to reduce the consumption of foundry coke, such as replacing coke by anthracite briquettes, which resulted in 6% reduction of total carbon charge to the cupola. Gabra el al. [9] reported reducing of coke by ~38 kg/t of metal and increasing the energy efficiency from 43% to 62% by hybridizing the cupola furnace with a biomass wood gasifier. According to his assumptions, the biomass gasifier can be used to heat up the blast air going to cupola to about 475 °C which will save the foundry coke consumption in the cupola furnace.
Wang et al. [10] investigated the densification and gasification of biocarbon powders. Compaction was conducted using alkaline lignin and wheat starch as binders in roller press equipment. Addition of binders improved the strength of briquettes. Gasification of small samples by CO2 was studied at 850 °C using thermogravimetric analysis (TGA). Higher gasification rates were observed in samples with alkaline lignin binder. This was contributed to by the presence of inorganic elements which catalyse the CO2 gasification reaction. Their work showed that different binders affect the reactivity and strength of bio-carbon briquettes in different ways and, therefore, the final application of the briquettes is affected by the type of binders used. In a study by Rahman et al. [11] the variation of strength in biochar fuel briquettes with different sizes and shapes was evaluated. The briquettes were made of char fines (below 3 mm) and starch. They mixed char fines and starch solution using a surface dressing technique. During this process, the sharp and weak edges of the char particles were removed as a result of forces and friction between particles. This led to higher bulk density and reduced the surface defects of char particles. The mixtures were compacted using a hydraulic laboratory press and a pilot scale roller press. The authors observed that lower length to diameter ratio in the cylindrical briquettes lead to higher surface strength. The surface compression strength of cylindrical briquettes was 5 times higher than the point compression strength of pillow-shaped briquettes with the same recipes. Ifa el al. [12] investigated the briquetting of biochar derived from the pyrolysis of cashew nut waste. The biochar with different additives of starch (8–12%) was briquetted using a hydraulic press at a compaction pressure of 300 kg/cm2. The biocarbon briquettes produced from biochar with particle size less than 74 µm and 12% addition of starch showed the highest compaction strength (7.6 kg/cm2).
Despite the noticeable potentials of application of biomass in the foundries, limited numbers of studies have focused on testing renewable carbon briquettes on a large scale. Knowledge of the behaviour of briquettes at high process temperatures is scarce. The main challenge for developing the bio-carbon compacts is to fulfil the required characteristics suitable for utilization in cupola furnaces. This work has focused on evaluation of different additives and binders for compaction of bio-carbon and study of the behaviour of renewable materials at the laboratory-scale to build the foundation for upscaling and future developments for application of bio-carbon in a cupola furnace.
The studies in the present work started with the selection of raw materials and design of recipes. Different types and amounts of coke breeze, biochar, binders and additives were used. The briquettes, on a small-scale, were evaluated with respect to density, energy density, reactivity and mechanical strength. After comparison with reference samples, selected recipes were used and modified for developing larger briquettes. These briquettes were tested at high temperatures and compared to reference samples of foundry coke and coke breeze. This study provided useful information about effect of different parameters on compaction of biochar, selection of materials and performance of briquettes at high temperatures. The information is valuable for further developments of renewable carbon briquettes for industrial tests.
2. Materials and Methods
2.1. Coals and Particle Preparation
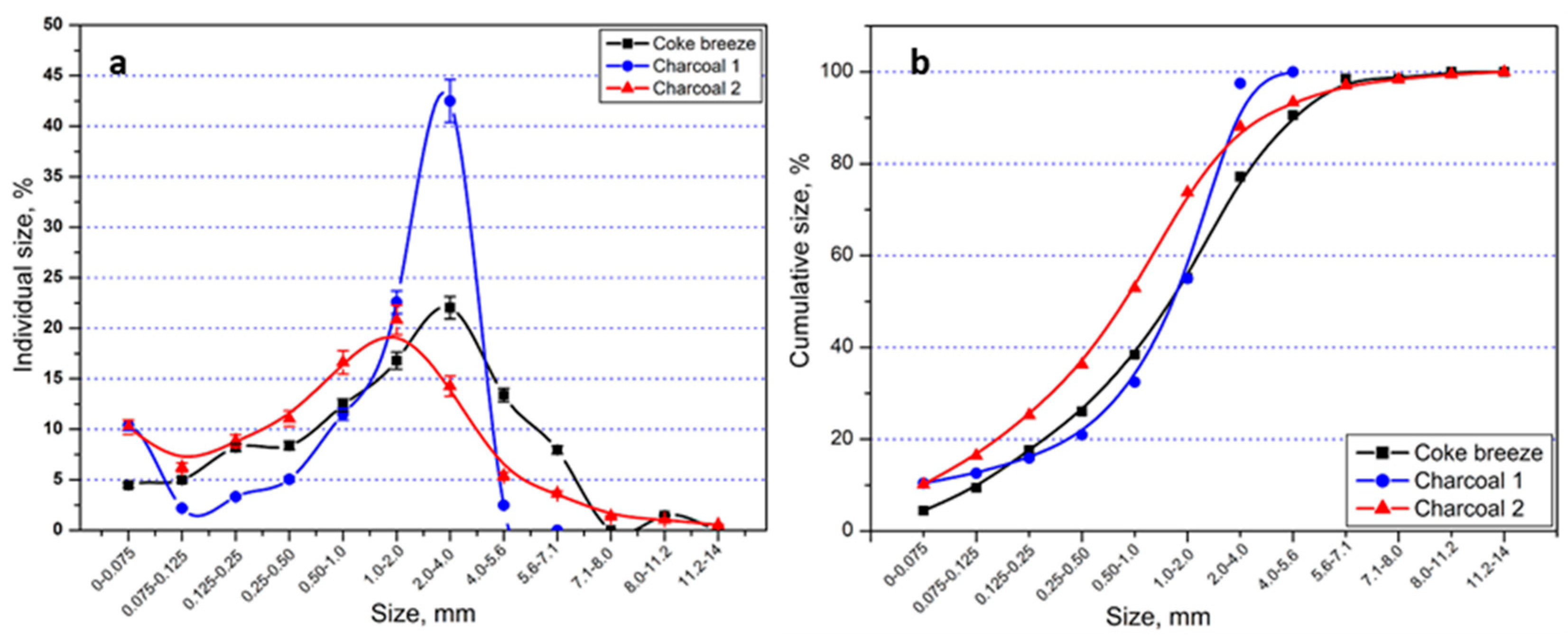
Two types of commercial charcoal with low and high ash contents, namely Charcoal 1 and Charcoal 2, and industrial coke breeze were used in the preparation of biocarbon briquettes. The particle size distributions of Charcoal 1 and 2 were measured and compared to coke breeze, as shown in Figure 1. Most particle sizes for all coals were in the range of 0.50–5.6 mm and the fines fractions were decreased in order of Charcoal 2 > Charcoal 1 > coke breeze. The chemical analysis of coke breeze and charcoals are given in Table 1.
2.2. Binders Selected for Compaction
Six different organic binders; molasses/hydrated lime, wood tar, bitumen, lignin, nanocellulose and keracoal were selected for the compaction of charcoal fines with/without addition of Portland cement and coke breeze. The chemical compositions of binders used in the present study, except Keracoal which is a type of organic binder recently developed by Keramicalia [13], are given in Table 1.
2.3. Design of Recipes
The optimal design of recipe for biocarbon briquettes depending on binder type, binder ratio, and compaction pressure was derived from 27 tests. Reference recipe (R0) was produced from coke breeze and cement as binder, while recipes R1–R6, as given in Table 2, were produced from 45–50% of coke breeze, 25% of charcoal 1 and 10% of cement while different binders (molasses, wood tar, bitumen and lignin) were tested. The compaction pressure was fixed for all at 160 MPa.
Table 3 shows the composition of recipes R7–R15 that were designed for briquetting of Charcoal 2, which has lower carbon and higher ash content compared to Charcoal 1. The recipes were designed with/without coke breeze and different types of binders. Higher content (50–80%) of Charcoal 2 is applied in recipes R7–R9 compared to R0 (0% charcoal) or R4 (25% Charcoal 1). Recipes R10 and R11, with composition simulating R4, were used to produce briquettes under compaction pressure of 80 and 160 MPa, respectively, to investigate the effect of the compaction pressure and charcoal type on the briquettes’ strength. The binding efficiency of Keracoal binder [13] was examined in recipes R11–R13. Recipe R14 was designed to simulate R4 (Charcoal 1), while R15 (10% cement) was designed to simulate R8 (without cement).
Recipes R16–R27 were designed with higher content of Charcoal 1, aiming at increasing the contribution of biocarbon in briquettes and optimizing the mechanical strength and reactivity by using different types of binders and other additives, as given in Table 4. R16–R21 were designed to investigate the effect of molasses content with/without cement and at different mixing ratios of hydrated lime. R16 and R17 were developed with same composition but different types of cement; Portland cement and calcium aluminate (CA) cement, respectively. The effect of silica suspension on charcoal reactivity was assessed in R22–R24. Recipes R25–R27 were designed to evaluate the effect of compaction pressure on briquette quality and the results were compared to R18, which was produced at 160 MPa.
After designing the recipes, the materials were thoroughly mixed to produce homogeneous mixtures and ensure that the binders are well-distributed in the mixtures. A laboratory hydraulic press with compaction pressures up to ~160 MPa and a stainless-steel mould (Ø = 40 mm) were used for briquetting.
Further recipes were designed for upscaling of the briquettes using a bigger-sized mould (Ø = 70 mm) and compaction pressure up to ~160 MPa, as given in Table 5. Several briquettes were produced for each recipe under the same compaction condition. Reproducibility of the results was checked for all measurements. The moisture contents of the mixtures and briquettes were measured using moisture analyzer HB43-S Halogen by Mettler Toledo.
The large-scale samples were tested in high-temperature experiments. Recipe M1 containing coke breeze and cement was used as reference for comparison. In recipes M2–M5, two types of hydrated lime were compared. The first type of hydrated lime was prepared in the laboratory by mixing burnt lime powder with water. After ensuring complete hydration, the hydrated lime with high water content (about 60%) was used in briquettes M2 and M3. The hydrated lime was first added to the molasses and the mixture was added to the dry charcoal and cement mixture. This method was also used in the development of smaller briquettes. The second type of hydrated lime (CL), used in M4 and M5, was a commercial hydrated lime in the form of fine powder with low moisture content (~10%). The commercial hydrated lime consisted of 91% calcium hydroxide (Ca(OH)2) and 99% of particles were smaller than 0.074 mm. This material was selected considering its availability as a commercial product, suitability for large-scale production and improved preparation and mixing procedures. In each recipe, the commercial hydrated lime was mixed with the charcoal and cement before the addition of molasses. In recipes M6 to M14, commercial hydrated lime (CL) was used due to improved properties of briquettes.
2.4. Determination of Physical Properties and Reactivity
The cross-section cold compressive strength (CCS) and splitting tensile strength (STS) of biocarbon briquettes were measured by compression equipment. The compression device automatically records the peak point of strength after which the failure occurs in the briquette. The reactivity of selected biocarbon briquettes was measured using a Netzsch thermo-gravimetric analysis (TGA) technique STA 409, with sensitivity ±1 μg coupled with quadrupole mass spectroscopy (QMS). For all reactivity tests, regular cubic shapes (edge length ~15 mm) were prepared from the briquettes. The sample was placed on a shallow crucible and positioned in the centre of the reaction chamber of the furnace. The heating rate was 15 K/min from room temperature to 1100 °C under a continuous flow of CO2 (200 mL/min) throughout the reaction and then fixed at this temperature for 60 min followed by fast cooling (20 K/min). The weight loss due to sample gasification and composition of the generated gases were recorded during the trials.
2.5. Evaluation of Behaviour of Briquettes at High Temperature
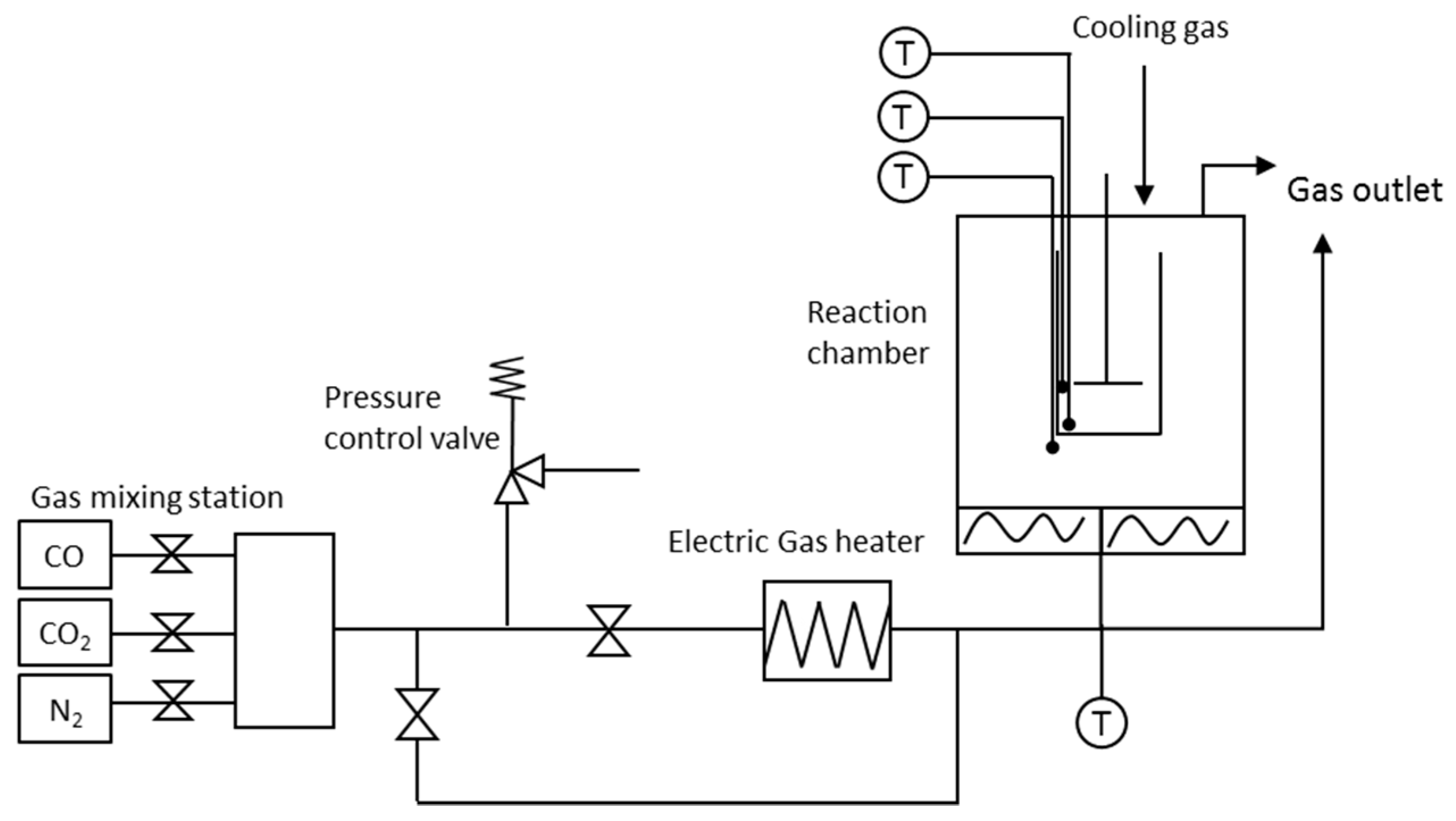
A test apparatus was designed to evaluate the behaviour of developed briquettes under well-controlled temperatures, mechanical load and gas atmospheres. The schematic illustration of the experimental setup is shown in Figure 2. The system includes a gas mixing station, an electrical gas heater, a pot furnace with load application system and an off-gas burner. The sample temperature was measured using thermocouples placed close to the briquettes. The gas composition for the experiments was selected considering the temperature reached in the sample and the correlated gas compositions in the cupola from a preceding study [14].
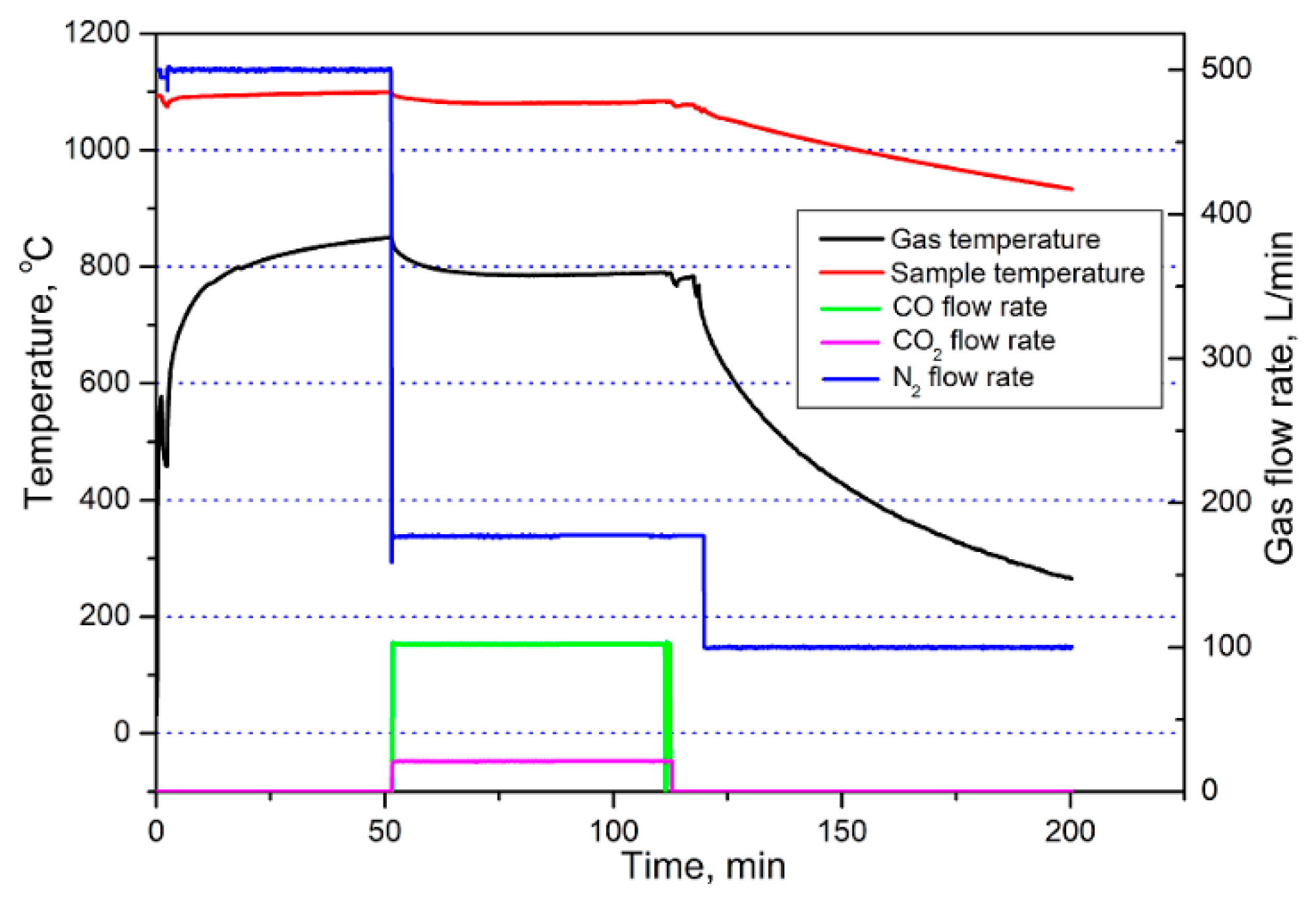
In each experiment, one of the upscaled briquettes (Ø = 70 mm) was tested. The following procedure was applied in the tests. The briquette was placed on the sample holder in the pot furnace and the system was sealed. In order to remove the remaining oxygen and protect the sample from oxidation, the system was flushed with high-purity nitrogen gas (99.5% purity) at room temperature. Meanwhile, N2 was heated in an electrical heater and was bypassed. When the N2 gas reached the target temperature and the temperature become stable, the furnace atmosphere was switched to the hot N2 stream and the sample was heated up while the load was applied. The load was fixed in all tests and was equal to ~0.8 kg/cm2. In a few experiments, hot N2 was used and the rest of the tests were conducted using a reducing gas mixture consisting of 34 vol% CO, 7 vol% CO2 and 59 vol% N2. The sample was kept in this gas atmosphere under load for 60 min. Afterward, the load was removed and the furnace was flushed with N2. The sample was cooled down using nitrogen gas and was taken out when it reached room temperature. The results were evaluated with regards to weight change and structural changes in the samples after the tests.
3. Results and Discussion
The physical, chemical and mechanical characteristics of biocarbon briquettes produced with different types and content of charcoals, binders and at different compaction pressures were evaluated in terms of density, cold mechanical strength, hot strength, reactivity and energy density, as described in the following subsections.
3.1. Densification of Biocarbon
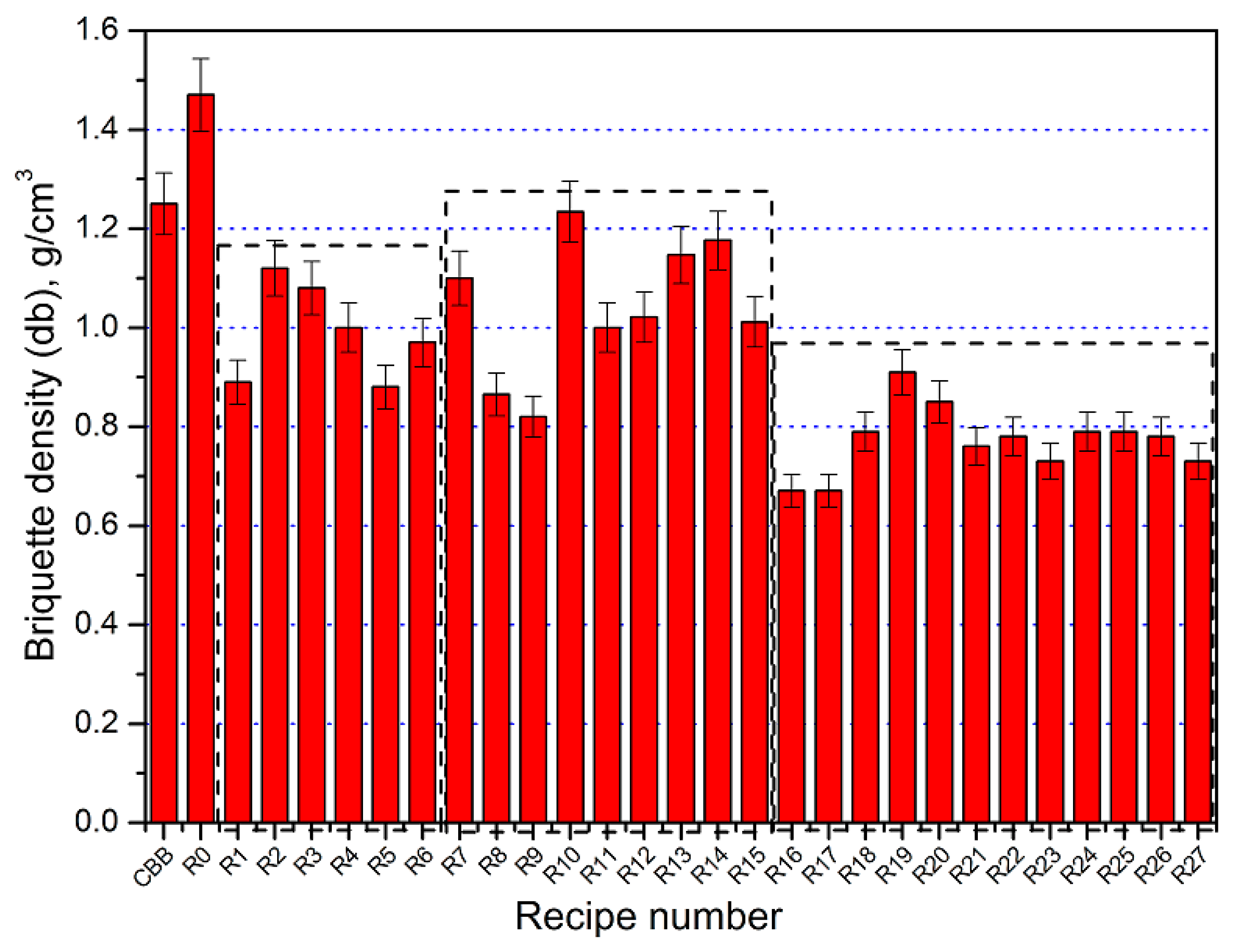
Figure 3 shows the average density of biocarbon briquettes in comparison with commercial coke breeze briquettes (CBB) and the reference sample prepared with coke breeze and 10% cement (R0). Among all types of biocarbon-containing briquettes, only R10 was able to reach an equal density to that of CBB; however, it is still less than the reference briquettes (R0). The rest of the biocarbon briquettes showed densities lower than the target (CBB). In general, the density of the briquettes was decreased by increasing the content of charcoal. Recipes R7–R10 showed higher density compared to R15–R27 due to the higher ash content in Charcoal 2. Comparison of R4 and R10, with the same composition but different charcoal, indicated that the density increased with ash content. In general, the density of the briquettes was decreased by increasing the content of charcoal.
3.2. Cold Mechanical Strength of Biocarbon Briquettes
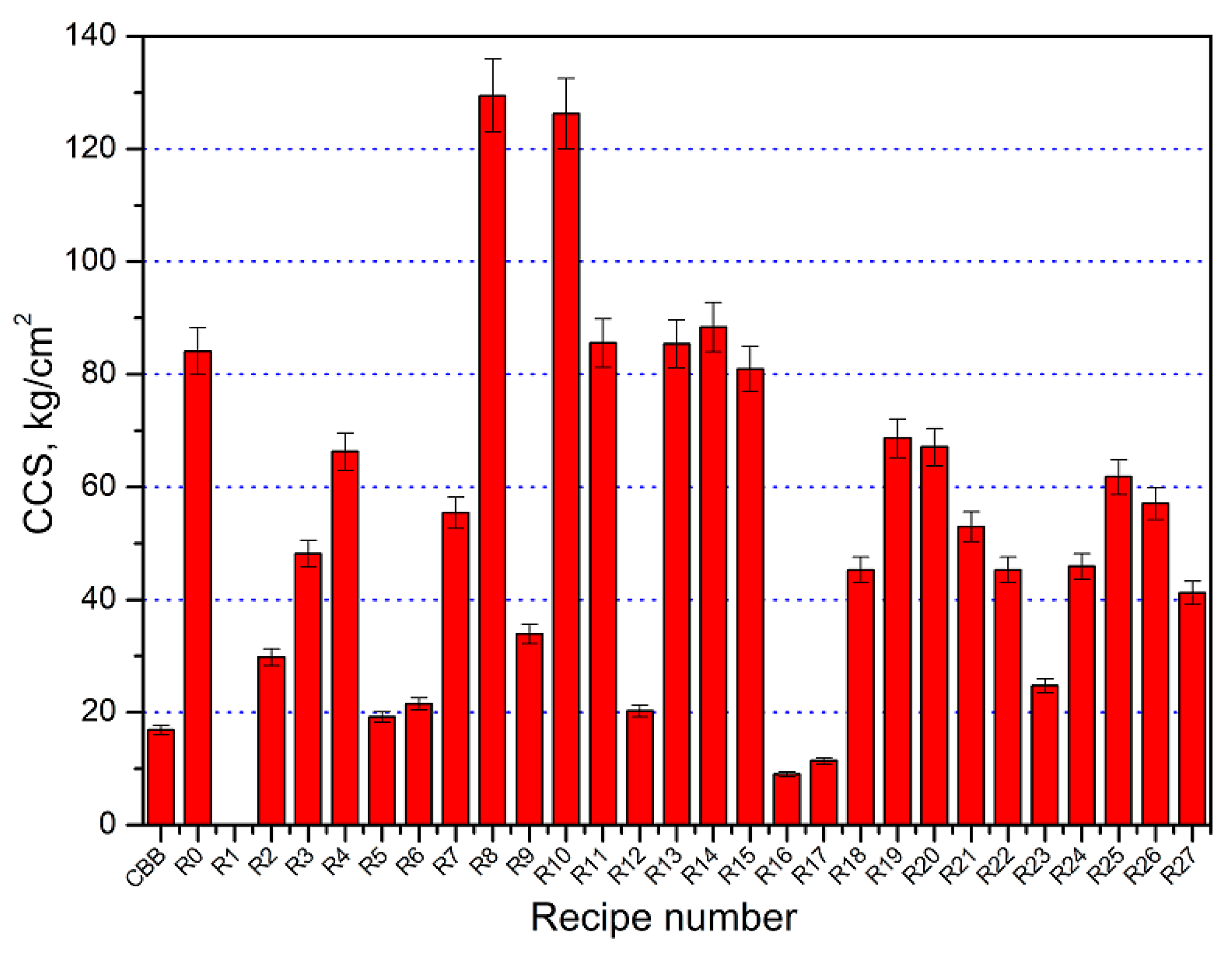
The cold compression strength (CCS) was measured for all recipes, as shown in Figure 4. Most of the biocarbon recipes exhibited higher mechanical strength compared to CBB. R1 was spontaneously disintegrated, while the highest values of CCS were demonstrated by R8 and R10, which was higher than that of R0. This indicated that molasses with lime can provide an adequate mechanical strength for biocarbon briquettes. R11 and R13–R15 showed similar values of CCS to that of R0, which indicated that 25% of charcoal can be added to coke breeze without deteriorating the mechanical strength of the briquettes.
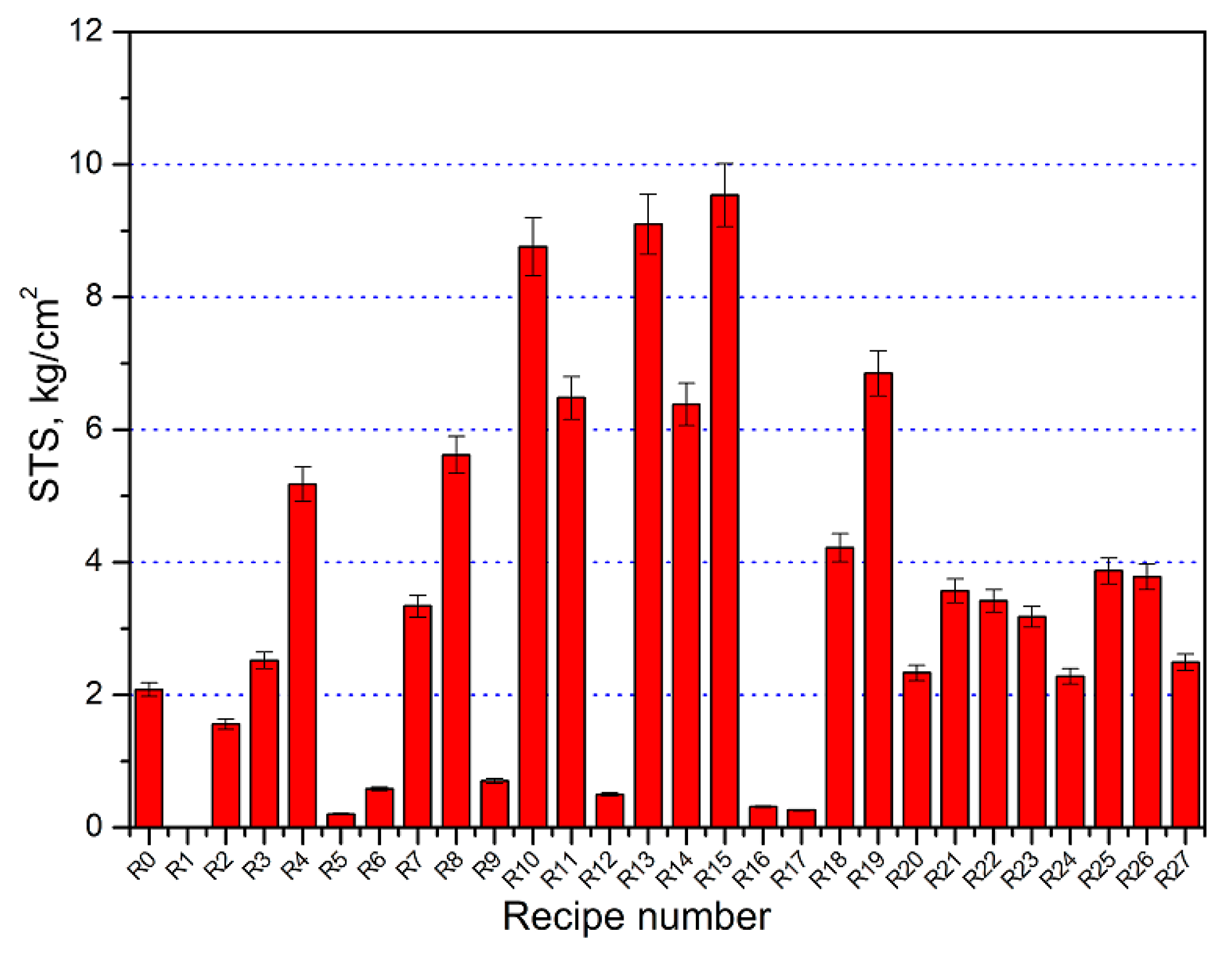
The splitting tensile strength (STS) was measured for all the recipes, as shown in Figure 5. The STS for CBB was not measured as it has a different geometry (hexagonal prism), while the reference and biocarbon briquettes have a cylindrical shape, which allowed for the load to be applied on the peripheral surface of the briquettes. The highest STS were demonstrated by R15, R13 and R10. This indicated that both molasses and Keracoal were superior in terms of the enhancement of the STS of biocarbon briquettes. The comparison between the mechanical strength of R4 (CCS = 66.25 kg/cm2 and STS = 5.18 kg/cm2) and R14 (CCS = 88.37 kg/cm2 and STS = 6.38 kg/cm2) indicated that the briquettes produced from Charcoal 2 exhibited higher mechanical strength compared to that of Charcoal 1. This can be attributed to the higher ash content in Charcoal 2 compared to that of Charcoal 1. The comparison between R8 and R15 indicated that addition of cement deteriorated the CCS but improved STS. No significant difference was found by changing the type of cement from normal Portland cement in R16 to calcium aluminate cement (CA) in R17.
In general, most of the briquettes that exhibited high CCS, demonstrated relatively higher STS. The significant difference between the CCS and the STS for all recipes can be attributed to the effect of the applied pressure on the area under load. In case of CCS, the load is distributed on the whole surface area of the briquettes, while in the case of splitting tensile strength, the pressure is applied on a narrow plane in the briquettes. This effect must be considered if the briquette geometry (shape, size and dimension) is changed and the measured strength can be used qualitatively rather than quantitatively to evaluate the large-scale biocarbon briquettes. Similar differences in strength of cylindrical briquettes were observed in the work by Rahman et al. [11].
3.3. Reactivity of Biocarbon Briquettes
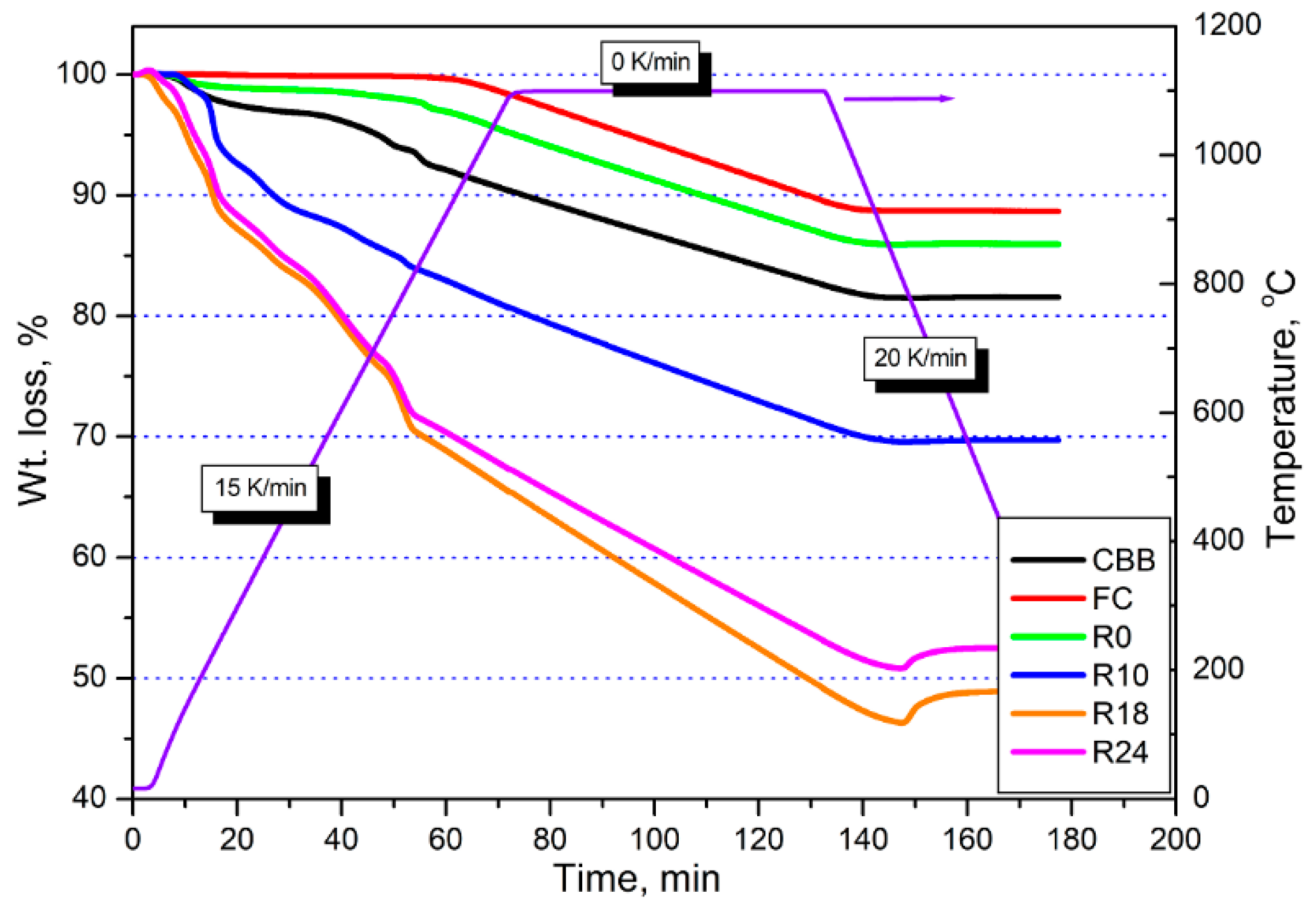
The reactivity was measured for biocarbon briquettes from selected recipes (R10, R18 and R24) and the results are compared to fossil carbon briquettes (R0, CBB and FC), as shown in Figure 6. FC exhibited the lowest weight loss (~10%) and consequently, the lowest reactivity after gasification with CO2 at 1100 °C for 1 h, while R18 demonstrated the highest weight loss (~54%) among the tested briquettes, which can be attributed to the higher content of biocarbon (74% charcoal). The gasification trend of CBB, FC and R0 were similar and the weight loss was in the order of CBB > R0 > FC. The lowest weight loss (~31%) of biocarbon briquettes was revealed by R10, which can be attributed to the lower content of biocarbon (25% Charcoal 2). It can be concluded that the biocarbon content in the briquettes is the predominant factor affecting the reactivity of the briquettes. All biocarbon samples showed a weight loss of ~8–12% at 250 °C and ~15–30% at ~800 °C, which can be attributed to the decomposition of molasses, dehydration of lime and cement and the devolatilization of charcoal. At temperatures between 800 and 1100 °C, the gasification took place in all types of briquettes with different rates according to the reactivity of embedded carbon. The effect of volatiles and dehydration can be neglected at 1100 °C and the change in weight can be only attributed to the gasification of fixed carbon with surrounding CO2 gas.
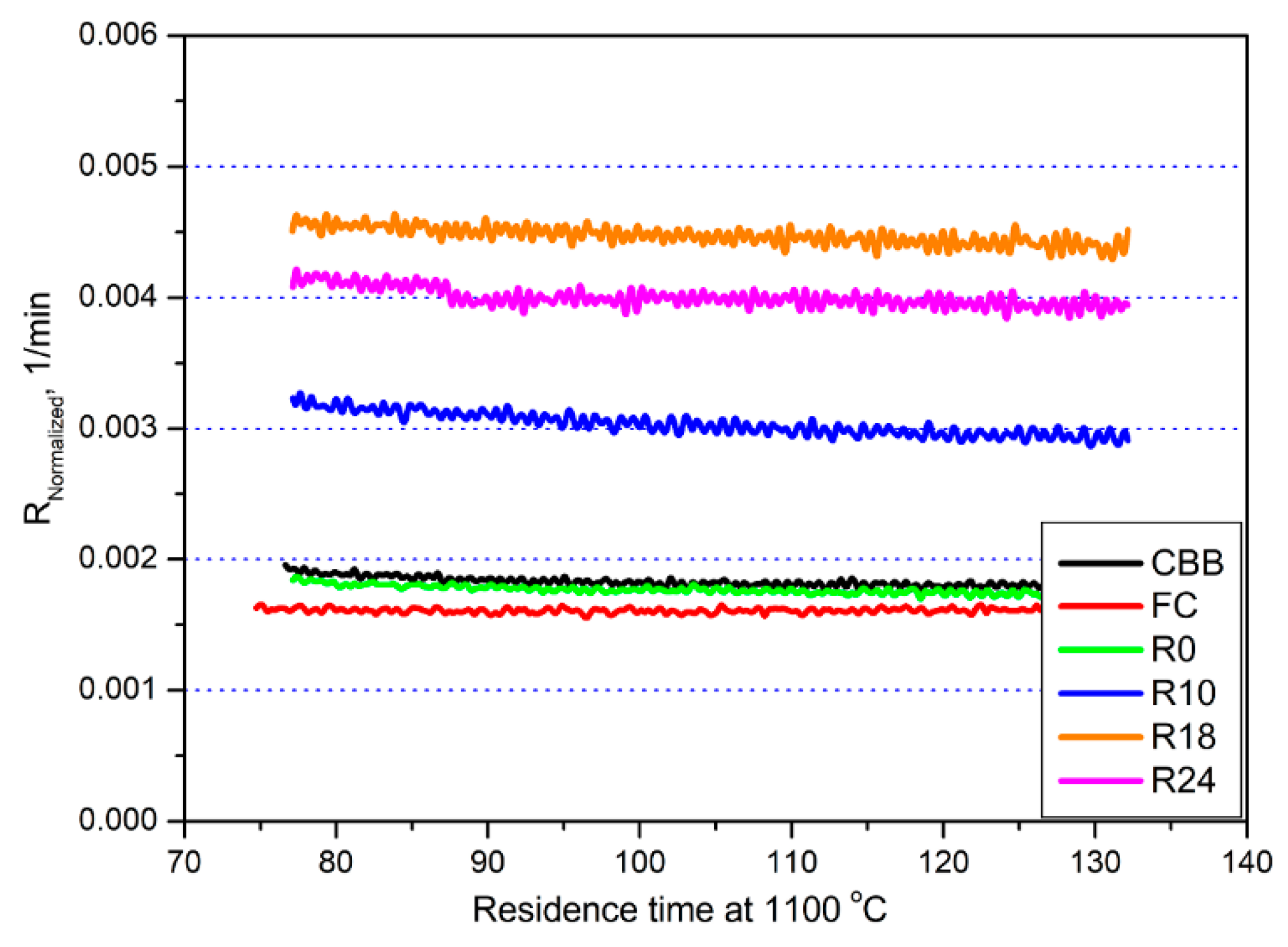
To ensure that the gasification rate is not related to the differences in starting carbon content in the sample, normalization was conducted to neutralize the effect of carbon content. Equations (1) and (2) are used to calculate the apparent gasification rate (RApparent) and the normalized gasification rate (RNormalized), respectively. Figure 7 shows the normalized gasification rate in fossil and biocarbon briquettes. In general, the reactivity trend can be classified into three sets; low-reactive briquettes (FC, R0, CBB), middle-reactive briquettes (R10) and high-reactive briquettes (R18 and R24). The relatively lower apparent gasification rate of R24 compared to R18 can be attributed to the effect of silica suspension, which reduces the reactivity of carbon, as was reported elsewhere [15].
where RApparent: apparent gasification rate (%/min); ∆Wt: weight change of sample at time t (mg); W0: initial weight of sample (mg); RNormalized: normalized gasification rate (1/min); XFixed C: total content of fixed carbon in the recipe (%).
3.4. Heating Value and Energy Density of Biocarbon Briquettes
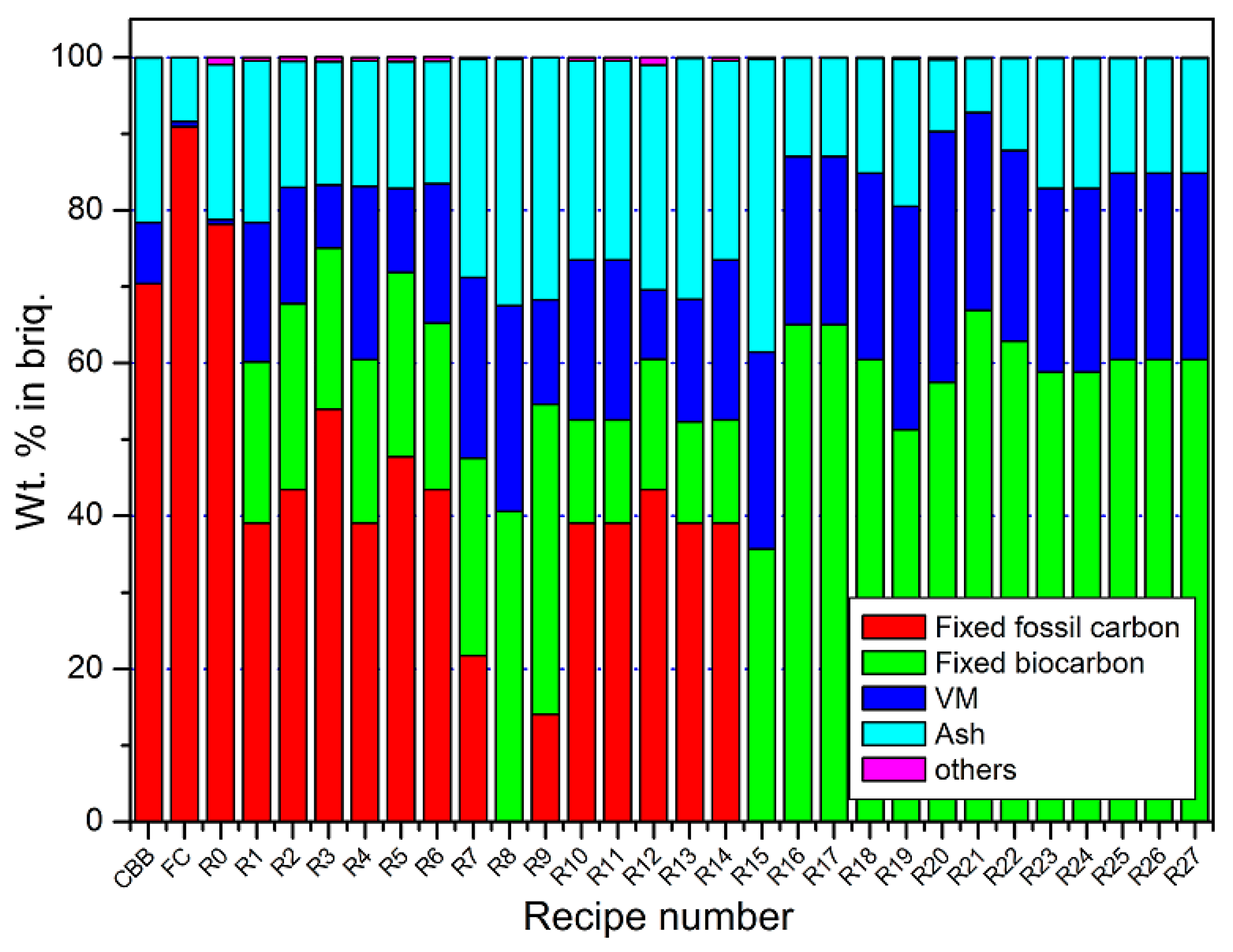
Figure 8 shows the composition of developed briquettes for all recipes classified as fossil fixed carbon, fixed biocarbon, volatile matter (VM) and ash content. The bitumen’s carbon in R3 is accounted as fossil carbon, while Keracoal binder is assumed to have a similar composition to molasses. Cement and lime are included in the ash content. The total fixed biocarbon can reach up to ~67% in briquettes prepared from 94% biomaterials (R21). The recipes (R7–R15) prepared from Charcoal 2 has lower carbon content and higher ash content compared to that prepared from Charcoal 1 (R1–R6 and R16–R27) due to the effect of charcoal grade.
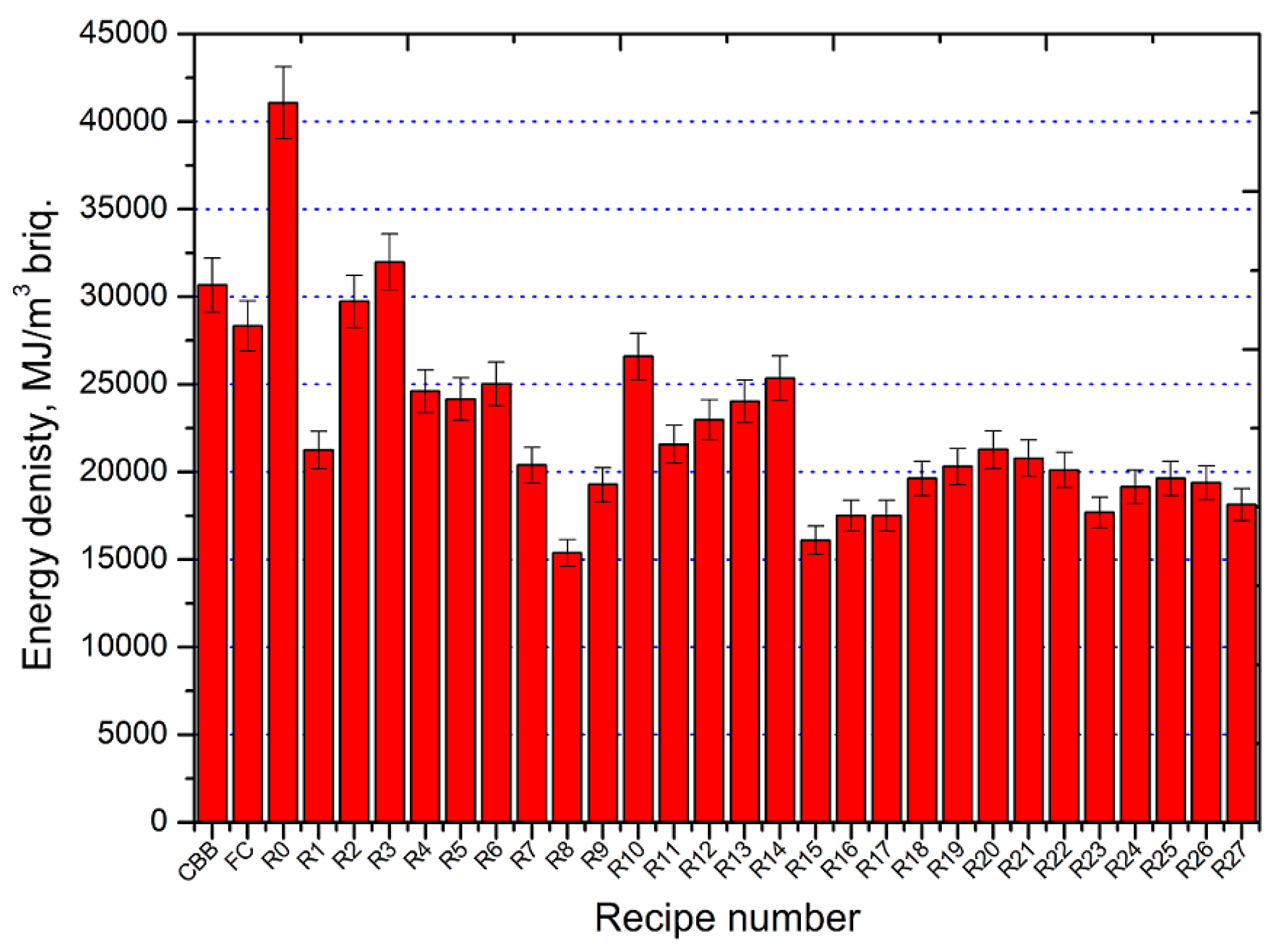
The higher heating value (HHV) has been calculated for all types of briquettes by applying Equation (3). Biocarbon briquettes prepared from Charcoal 1 showed higher HHV compared to biocarbon briquettes made from Charcoal 2 or CBB or as shown in Figure 9. The relatively high calorific value of these briquettes can be attributed to the higher carbon content and lower ash content for Charcoal 1 and used binders. Figure 10 shows the calculated values of energy density for different recipes. The energy density for the briquettes containing coke breeze or Charcoal 2 was relatively higher than that prepared from Charcoal 1. This indicated that the higher compaction density of biocarbon briquettes prepared form Charcoal 2 was able to compensate its lower heating value.
where C: fixed carbon; H: hydrogen content; S: sulphur content; N: nitrogen content; O: oxygen content.
3.5. Behaviour of Upscaled Biocarbon Briquettes at High Temperature
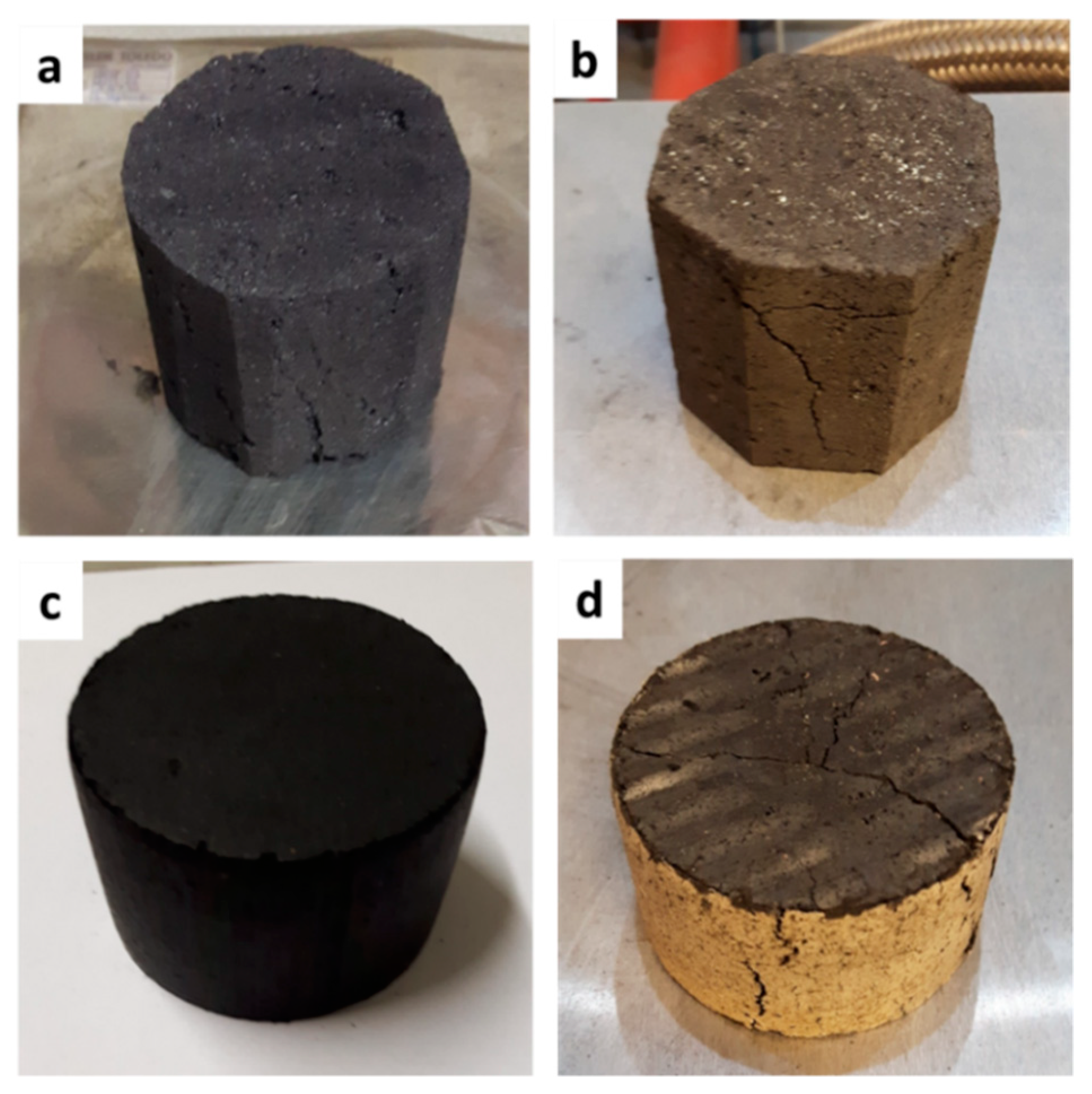
The experimental conditions are summarized in Table 6. Five trials were conducted for biocarbon briquettes and compared to CBB and industrial foundry coke (FC). Figure 11 shows the procedure for changing the gas flow rates and variation of temperature in the experiments. In the first three experiments, the biocarbon briquettes were tested in a pure N2 atmosphere and the samples disintegrated; therefore, the weight change is not presented in Table 6. Examples of a foundry coke reference sample and a biocarbon briquette before and after the experiment are shown in Figure 12. Development of cracks in the biocarbon briquette and oxidation on the surface of the sample is clearly seen in the picture, while the changes in the foundry coke were minor. Slight weight changes were observed in the reference samples, while in all biocarbon briquettes, the average weight loss was around 35% due to the higher content of moisture, volatiles and binders.
During the high-temperature tests, opening of cracks and disintegration of biocarbon briquettes took place even in nitrogen atmosphere and without application of load. The cracks followed a similar pattern to the initial fine cracks seen in the briquettes after drying. In general, three types of cracks were identified: (i) surface cracks caused by friction between the material and the die wall during compaction and during ejection of briquettes from the die, (ii) vertical cracks developed during drying of briquettes and moisture evaporation, and (iii) cracks developed from the pressure gradient during compaction, resulting in the formation and separation of a cone cap. It is expected that changes in mechanical stresses during the compaction cycle such as compression, decompression and ejection of briquettes from the mould play an important role in the formation of the cone shape cap in briquettes. Similar behaviour has been observed in the work reported by Wu et al., on the compaction of pharmaceutical powders [16]. Using modelling and calculation of the mechanical stresses in the compacts, they showed a clear correlation between the separation of cone and stress gradients during removal of sample from the die in the cylindrical compacts [16].
Efforts were made to decrease the formation of cracks by improving die surface quality, testing finer charcoal particles, and curing the briquettes in closed containers with high moisture content to slow down the drying process. Major improvement was obtained by slowing down the drying process. Although the briquette qualities were improved, it was clear that the cracks are caused by a combination of different parameters. Therefore, further investigation of the bonding mechanisms, compaction method and microstructure of the compacted material is necessary. The occurrence of a density gradient in the briquettes is inevitable in one punch die pressing method; therefore, using this compaction technique for producing materials with suitable dimensions for cupola demands are still needed for further improvements in material selection and compaction conditions. To guarantee efficient operation and permeability in the cupola furnace, the minimum size for foundry coke has to be 90 × 90 mm. In 2017, the annual capacity of the world’s casting production was reached; about 110 million tons (Mt) of cast iron [17] with average foundry coke consumption of about 110 kg/t of cast iron [18]. The partial replacement of foundry coke with developed biocarbon briquettes can be a good start to mitigate the fossil CO2 emission in a cupola furnace. Replacing 25% of fossil foundry coke with biochar can contribute in cutting of more than 1.1 Mt of fossil CO2 emissions annually from the cupola furnaces worldwide. Beside developing biocarbon briquettes to meet the requirements of a cupola furnace, our future work will focus on conducting a system analysis of a bio-based cupola furnace to evaluate the potential of pre-treated biomass in replacing the foundry coke and reducing the fossil CO2 emission.
4. Concluding Remarks
Replacement of foundry coke with renewable and neutral carbon biomass products is one critical to secure the sustainability of this process; however, the relatively low mechanical strength, low energy density and high reactivity of biomass represent the main challenges for its efficient implementation. The present study focused on developing biocarbon briquettes with adequate energy density, mechanical strength, and reactivity for a cupola furnace. The trials were performed on a lab-scale briquetting press to investigate and optimize the recipe’s composition, biochar particle size, binder type and ratio, compaction pressure and drying conditions. The main finding can be summarized in the following points:
Compaction can significantly enhance the density and energy density of biocarbon-containing briquettes. The compaction pressure and the amount of bio-carbon in the recipe significantly affect the strength of the briquettes. The mechanical strength of the briquettes increased with increasing compaction pressure, while it decreased with increasing the biocarbon content in the briquettes.
- In this study, combination of 20% molasses with 10% lime and 8% cement is the most suitable binder compared to other types of binders tested for enhancing the mechanical strength of biocarbon briquettes. Cement is required to improve the tensile strength and hot strength of biocarbon briquettes. The results illustrated that the optimum amount of binders varies with the compaction method and size of produced briquettes.
- The normalized gasification rate of the fossil and biocarbon samples increased by increasing the total biocarbon content in the recipes due to higher reactivity and the more porous nature of biocarbon compared to fossil carbon. Addition of a silica suspension to the mixtures can be a potential method to reduce the surface area for reaction and, therefore, lower the reactivity of biocarbon-containing briquettes.
- Upscaling of biocarbon briquettes and testing of hot strength under a mechanical load resulted in generation of cracks and disintegration of briquettes, which can be mainly attributed to the presence of mechanical stresses during the compaction cycle from compression, decompression, ejection of briquettes to curing and drying of briquettes.
Further investigation of different compaction technologies, in-depth understanding of the bonding mechanisms, development of high-temperature strength and control of biocarbon reactivity in the briquettes are necessary for developing biocarbon briquettes to meet the requirements of a cupola furnace and replace foundry coke.
Author Contributions
E.M. and M.K. designed and performed the experiments, carried out the data analysis and results evaluation and drafted the manuscript. M.L. supervised the work, contributed to results evaluation and conducted final revision of the manuscript. All authors discussed the design of tests, the results and contributed to the final manuscript.
Funding
This research was funded by the Swedish Energy Agency and Volvo Powertrain AB and the work carried out at Swerim AB.
Acknowledgments
The support provided for this work from the Swedish Energy Agency for financing Project number 45365-1 “Investigation of behaviour of bio-carbon briquettes at elevated temperatures” and Volvo Powertrain AB is greatly acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mousa, E.A.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass Applications in Iron and Steel Industry: An Overview of Challenges and Opportunities. Renew. Sustain. Energy Rev. 2016, 65, 1247–1266. [Google Scholar] [CrossRef]
- Suopajärvia, H.; Umekib, K.; Mousa, E.A.; Hedayati, A.; Romar, H.; Kemppainen, A.; Wang, C.; Phounglamcheik, A.; Tuomikoski, S.; Norberg, N.; et al. Use of biomass in integrated steelmaking- Status quo, future needs and comparison to other low-CO2 steel production technologies. Appl. Energy 2018, 213, 384–407. [Google Scholar] [CrossRef] [Green Version]
- Isnugroho, K.; Birawidha, D.C.; Hendronursito, Y. The biomass waste use as a secondary energy source for metal foundry process. In Proceedings of the 2016 Conference on Fundamental and Applied Science for Advanced Technology (ConFAST 2016), Yogyakarta, Indonesia, 25–26 January 2016; Volume 1746, pp. 020001-1–020001-5. [Google Scholar]
- Schulten, M.; Pena Chipatecua, G.; Quicker, P.; Seabra, S. Investigations on the application of biochar as an alternative for foundry coke. In Proceedings of the 21st European Biomass Conference, Copenhagen, Denmark, 3–7 June 2013. [Google Scholar]
- Echterhof, T.; Demus, T.; Schulten, M.; Noel, Y.; Pfeifer, H. Substituting fossil carbon sources in the electric arc and cupola furnace with biochar. In European Steel Environment & Energy Congress (ESEC); Teesside University: Middlesbrough, UK, 2014. [Google Scholar]
- Nieto-Delgado, C.; Cannon, F.S.; Paulsen, P.D.; Furness, J.C.; Voigt, R.C.; Pagnotti, J.R. Bindered anthracite briquettes as fuel alternative to metallurgical coke: Full scale performance in cupola furnaces. Fuel 2014, 121, 39–47. [Google Scholar] [CrossRef]
- Noh, Y.D.; Komarneni, S.; Cannon, F.S.; Brown, N.R.; Katsuki, H. Anthracite briquettes with plant byproducts as an ecofriendly fuel for foundries. Fuel 2016, 175, 210–216. [Google Scholar] [CrossRef] [Green Version]
- Torielli, R.M.; Cannon, F.S.; Voigt, R.C.; Considine, T.J.; Furness, J.C.; Fox, J.T.; Goudzwaard, J.E.; Huang, H. The environmental performance and cost of innovative technologies for ductile iron foundry production. Int. J. Met. 2014, 8, 37–48. [Google Scholar] [CrossRef] [Green Version]
- Gabra, M.H.; Jain, R.K.; Tiwari, A. Energy efficient cupola furnace via hybridization with a biomass gasifier. Int. J. Emerg. Technol. Eng. Res. 2017, 5, 54–62. [Google Scholar]
- Wang, L.; Buvarp, F.; Skreiberg, Ø.; Bartocci, P.; Fantozzi, F. A study on densification and CO2 gasification of biocarbon. Chem. Eng. Trans. 2018, 65, 145–150. [Google Scholar]
- Rahman, A.N.E.; Masood, M.A.; Prasad, C.S.N.; Venkatesham, M. Influence of size and shape on the strength of briquettes. Fuel Process. Technol. 1989, 23, 185–195. [Google Scholar] [CrossRef]
- Ifa, L.; Kusuma, H.; Sabara, Z.; Mahfud, M. Production of bio-briquette from biochar derived from pyrolysis of cashew nut waste. Ecol. Environ. Conserv. 2019, 25, 125–131. [Google Scholar]
- Keracoal Binder. Available online: https://www.keramicalia.com/binders/6-keracoal-binder (accessed on 10 November 2019).
- Aristizabal, R.E.; Silva, C.M.; Perez, P.A. Studies of a quenched cupola Part I: Overview of experimental studies. AFS Trans. 2009, 117, 681–691. [Google Scholar]
- Iwai, Y.; Ishiwata, N.; Murai, R.; Matsuno, H. Control technique of coke rate in shaft furnace by controlling coke reactivity. ISIJ Int. 2016, 56, 1723–1727. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.Y.; Hancock, B.C.; Mills, A.; Bentham, A.C.; Best, S.M.; Elliott, J.A. Numerical and experimental investigation of capping mechanisms during pharmaceutical table compaction. Powder Technol. 2008, 181, 121–129. [Google Scholar] [CrossRef]
- The European Foundry Industry at a Glance. Available online: https://www.caef.eu/statistics/ (accessed on 10 November 2019).
- Rao, N.M. Iron Foundry and Pig Iron Industries in India. Available online: http://www.isrinfomedia.com/main/archive/1 (accessed on 10 November 2019).
Figure 1.
Particle size distribution of applied coals: (a) Individual size distribution. (b) Cumulative size distribution.
Figure 1.
Particle size distribution of applied coals: (a) Individual size distribution. (b) Cumulative size distribution.

Figure 2.
Schematic illustration of hot strength test equipment.

Figure 3.
Average dry density of developed briquettes R0–R27.

Figure 4.
Average cold compression strength of developed biocarbon briquettes R0–R27.

Figure 5.
Average splitting tensile strength (STS) of developed biocarbon briquettes R0–R27.

Figure 6.
Changes in sample weight and experimental temperature vs. time.

Figure 7.
Comparison of the normalized gasification rate for the coke samples.

Figure 8.
Carbon, volatile matter and ash content of briquettes in all recipes.

Figure 9.
Higher heating values of briquettes in all recipes.

Figure 10.
Energy density of briquettes in all recipes.

Figure 11.
Changes in temperatures and gas flow rates during experiments.

Figure 12.
Foundry coke and biocarbon briquettes (a) foundry coke before test, (b) foundry coke after test, (c) biochar briquette before test, (d) biochar briquette after test.
Figure 12.
Foundry coke and biocarbon briquettes (a) foundry coke before test, (b) foundry coke after test, (c) biochar briquette before test, (d) biochar briquette after test.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Analysis of applied coals and binders.
| Materials | Moisture, % | Ash, % (db) | VM, % (db) | C-Fix, % (db) | C-Total, % (db) | H, % (db) | N, % (db) | O, % (db) | S, % (db) | HHV, MJ/kg |
|---|---|---|---|---|---|---|---|---|---|---|
| Charcoal 1 | 3.5 | 0.7 | 18.6 | 80.7 | 87.0 | 3.4 | 0.2 | 8.3 | 0.0 | 31.1 |
| Charcoal 2 | 2.4 | 39.2 | 11.6 | 49.2 | 54.2 | 1.6 | 0.1 | 4.8 | 0.0 | 18.4 |
| Coke breeze | 8.6 | 11.4 | 0.6 | 87.8 | 86.8 | 0.2 | 1.3 | 0.2 | 0.5 | 30.9 |
| Molasses | 19.0 | 5.6 | 88.4 | 6.1 | 42.7 | 3.8 | 0.9 | 52.6 | 0.78 | 15.0 |
| Wood tar | 12.6 | 4.1 | 67.9 | 28.0 | 40.0 | 6.3 | 0.1 | 53.7 | 0.0 | 21.6 |
| Bitumen | 0 | 1.7 | 22.0 | 70.0 | 85.7 | 5.3 | 1.9 | 3.6 | 1.8 | 41.4 |
| Lignin | 11.0 | 0.8 | 59.6 | 39.6 | 59.3 | 5.9 | 0.1 | 26.7 | 1.2 | 26.9 |
| Nanocellulose | 10.9 | 0.7 | 88.3 | 10.9 | 43.3 | 6.5 | 0.2 | 49.3 | 0.0 | 17.2 |
Table 2.
Design of reference and Charcoal 1–coke breeze recipes.
| Recipe No. | Coke Breeze, wt.% (db *) | Charcoal 1, wt.% (db) | Cement, wt.% (db) | Organic Binder Type and Percent, wt.% (db) | Other Additives, wt.% (db) | Pressure, MPa |
|---|---|---|---|---|---|---|
| R0 (Ref.) | 90 | 0 | 10 | - | - | 160 |
| R1 | 45 | 25 | 10 | 15 Molasses | 5 CaO | 160 |
| R2 | 50 | 25 | 10 | 15 Wood tar | - | 160 |
| R3 | 50 | 25 | 10 | 15 Bitumen | - | 160 |
| R4 | 45 | 25 | 10 | 20 Molasses | - | 160 |
| R5 | 55 | 25 | 10 | 9.5 Lignin | 0.5 Collagen | 160 |
| R6 | 50 | 25 | 10 | 15 Nanocellulose | - | 160 |
* db: dry basis.
Table 3.
Design of Charcoal 2–coke breeze recipes.
| Recipe No. | Coke Breeze, wt.%, dry basis (db) | Charcoal 2, wt.% (db) | Cement, wt.% (db) | Organic Binder Type and Percent, wt.% (db) | Other Additives, wt.% (db) | Pressure, MPa |
|---|---|---|---|---|---|---|
| R7 | 25 | 50 | 5 | 20 Molasses | - | 160 |
| R8 | 0 | 80 | 0 | 20 Molasses | - | 160 |
| R9 | 0 | 80 | 0 | 20 Bitumen | - | 160 |
| R10 | 45 | 25 | 10 | 20 Molasses | - | 80 |
| R11 | 50 | 34 | 10 | 5 Keracoal | 1 Activator | 16 |
| R12 | 45 | 25 | 10 | 16 Keracoal | 4 Activator | 160 |
| R13 | 45 | 25 | 10 | 16 Keracoal | 4 Activator | 80 |
| R14 | 45 | 25 | 10 | 20 Molasses | - | 160 |
| R15 | 0 | 70 | 10 | 20 Molasses | - | 160 |
Table 4.
Design of Charcoal 1 recipes.
| Recipe No. | Charcoal 1, wt.% (db) | Cement, wt.% (db) | Organic Binder Type and Percent, wt.% (db) | Other Additives, wt.% (db) | Pressure, MPa |
|---|---|---|---|---|---|
| R16 | 80 | 8 | 8 Molasses | 4 Hydrated lime | 160 |
| R17 | 80 | 8 (CA) | 8 Molasses | 4 Hydrated lime | 160 |
| R18 | 74 | 8 | 12 Molasses | 6 Hydrated lime | 160 |
| R19 | 62 | 8 | 20 Molasses | 10 Hydrated lime | 160 |
| R20 | 69.5 | 8 | 22.5 Molasses | - | 160 |
| R21 | 82 | 0 | 12 Molasses | 6 Hydrated lime | 160 |
| R22 | 77 | 0 | 12 Molasses | 6 Hydrated lime 5 Silica suspension | 160 |
| R23 | 72 | 0 | 12 Molasses | 6 Hydrated lime 10 Silica suspension | 160 |
| R24 | 72 | 5 | 12 Molasses | 6 Hydrated lime 5 Silica suspension | 160 |
| R25 | 74 | 8 | 12 Molasses | 6 Hydrated lime | 120 |
| R26 | 74 | 8 | 12 Molasses | 6 Hydrated lime | 80 |
| R27 | 74 | 8 | 12 Molasses | 6 Hydrated lime | 40 |
Table 5.
Designed large-scale recipes.
| Mixture Recipe | Coke Breeze | Charcoal 1 | Charcoal 2 | Molasses | Hydrated Lime | Portland Cement | SiO2 Suspension | Charcoal Size, mm |
|---|---|---|---|---|---|---|---|---|
| wt.% | ||||||||
| M1 | 90 | 0 | 0 | 0 | 0 | 10 | 0 | - |
| M2 | 0 | 69.5 | 0 | 15 | 7.5 | 8 | 0 | 0–4 |
| M3 | 0 | 62 | 0 | 20 | 10 | 8 | 0 | 0–4 |
| M4 | 0 | 69.5 | 0 | 15 | 7.5 (CL) | 8 | 0 | 0–4 |
| M5 | 0 | 62 | 0 | 20 | 10 (CL) | 8 | 0 | 0–4 |
| M6 | 0 | 65 | 0 | 18 | 9 (CL) | 8 | 0 | 0–4 |
| M7 | 0 | 70 | 0 | 20 | 10 (CL) | 0 | 0 | 0–4 |
| M8 | 0 | 62 | 0 | 20 | 10 (CL) | 4 | 4 | 0–4 |
| M9 | 0 | 62 | 0 | 20 | 10 (CL) | 0 | 8 | 0–4 |
| M10 | 0 | 62 | 0 | 20 | 10 (CL) | 8 | 0 | 0–0.5 |
| M11 | 0 | 62 | 0 | 20 | 10 (CL) | 8 | 0 | 0–2 |
| M12 | 0 | 0 | 62 | 20 | 10 (CL) | 8 | 0 | 0–2 |
| M13 | 10 | 52 | 0 | 20 | 10 (CL) | 8 | 0 | 0–2 |
| M14 | 20 | 42 | 0 | 20 | 10 (CL) | 8 | 0 | 0–2 |
Table 6.
Test conditions for high temperature performance of briquettes.
| Test No. | Sample | Gas Composition (vol%) | Total Load (t/m2) | Total Weight Loss (%) | ||
|---|---|---|---|---|---|---|
| CO | CO2 | N2 | ||||
| 1, 2, 3 | M5 | - | - | 100 | 0 | - |
| 4 | M5 | - | - | 100 | 8 | 35.3 |
| 5, 6 | M5 | 34 | 7 | 59 | 8 | 36 |
| 7 | CBB | 34 | 7 | 59 | 8 | 5.3 |
| 8, 9 | Foundry coke (FC) | 34 | 7 | 59 | 8 | 0.6 |
| 10 | M11 | 34 | 7 | 59 | 8 | 36.5 |
| 11 | M13 | 34 | 7 | 59 | 8 | 34.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Mousa, E.; Kazemi, M.; Larsson, M.; Karlsson, G.; Persson, E. Potential for Developing Biocarbon Briquettes for Foundry Industry. Appl. Sci. 2019, 9, 5288. https://0-doi-org.brum.beds.ac.uk/10.3390/app9245288
AMA Style
Mousa E, Kazemi M, Larsson M, Karlsson G, Persson E. Potential for Developing Biocarbon Briquettes for Foundry Industry. Applied Sciences. 2019; 9(24):5288. https://0-doi-org.brum.beds.ac.uk/10.3390/app9245288
Chicago/Turabian StyleMousa, Elsayed, Mania Kazemi, Mikael Larsson, Gert Karlsson, and Erik Persson. 2019. "Potential for Developing Biocarbon Briquettes for Foundry Industry" Applied Sciences 9, no. 24: 5288. https://0-doi-org.brum.beds.ac.uk/10.3390/app9245288
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.