
Application of ZnO Nanoparticles in Sn99Ag0.3Cu0.7-Based Composite Solder Alloys

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
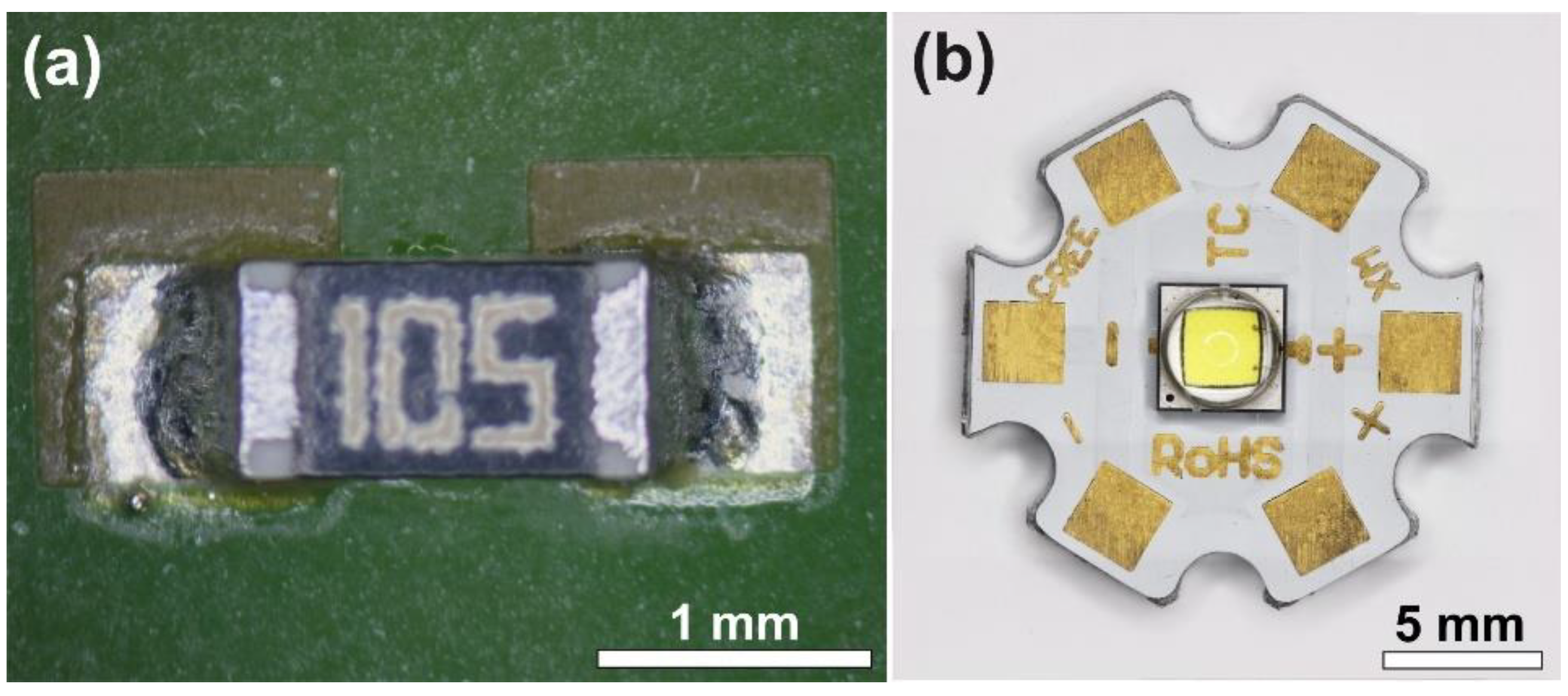
2.1. Solder Joint Preparation
2.2. Evaluation Methods
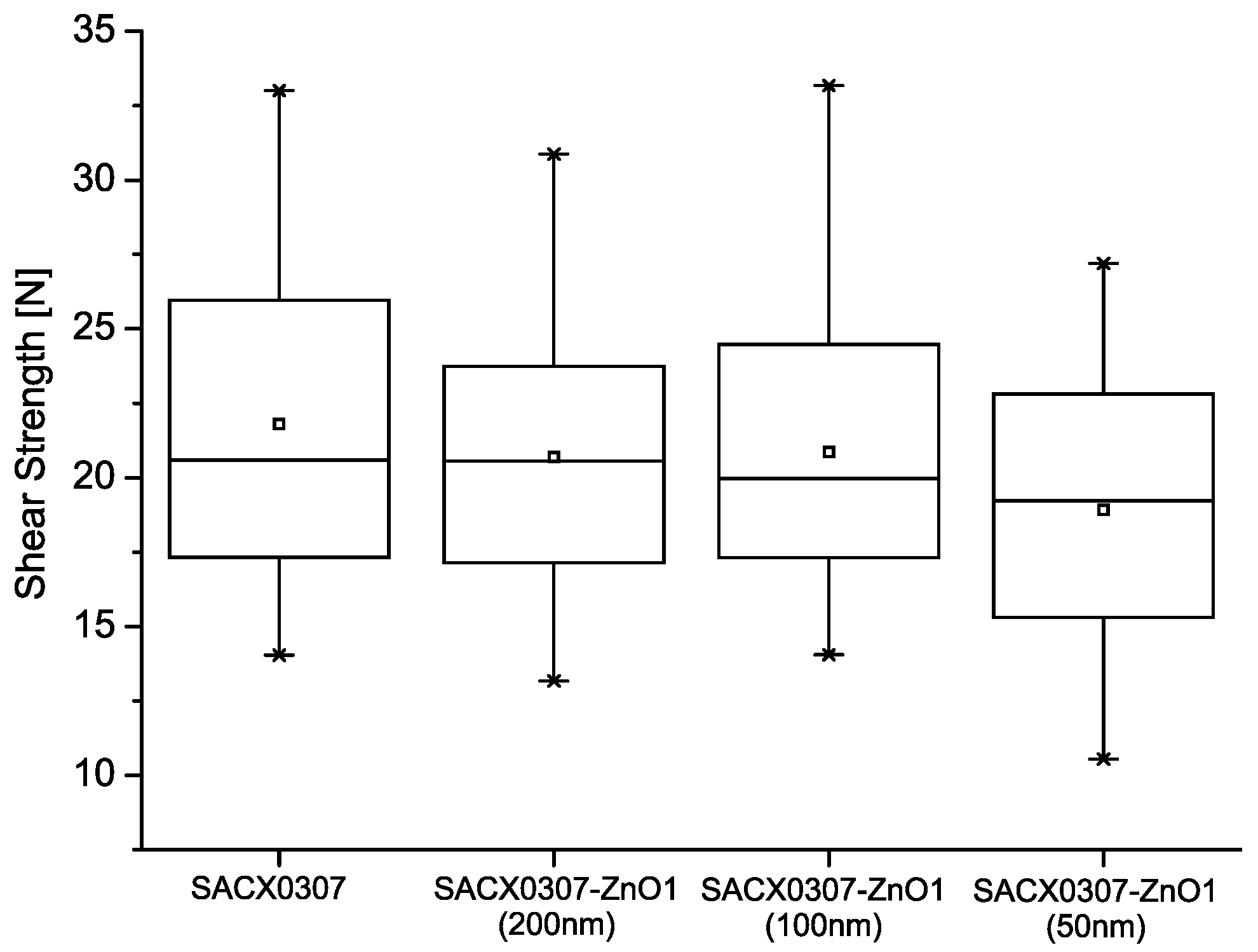
3. Results and Discussion
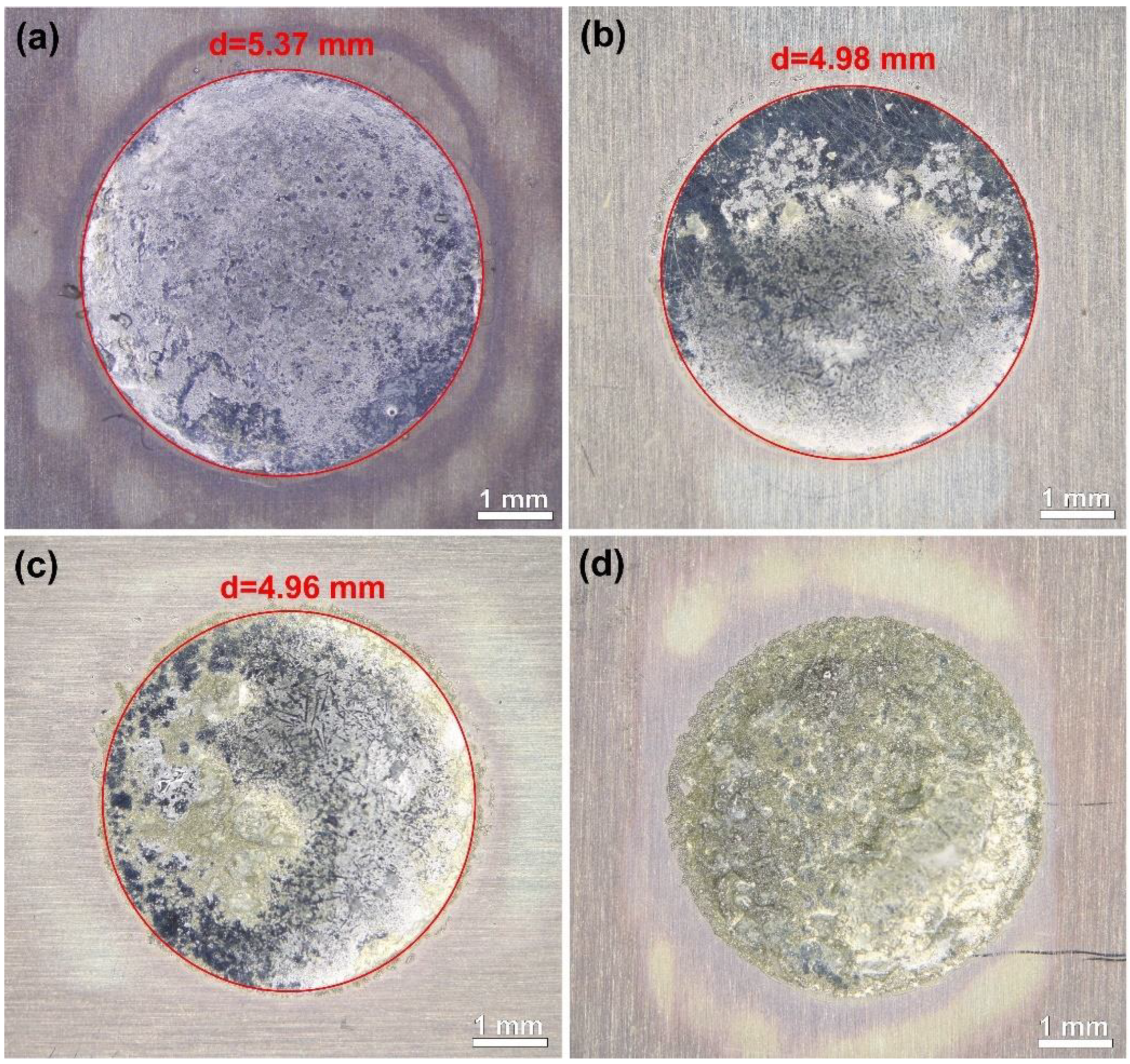
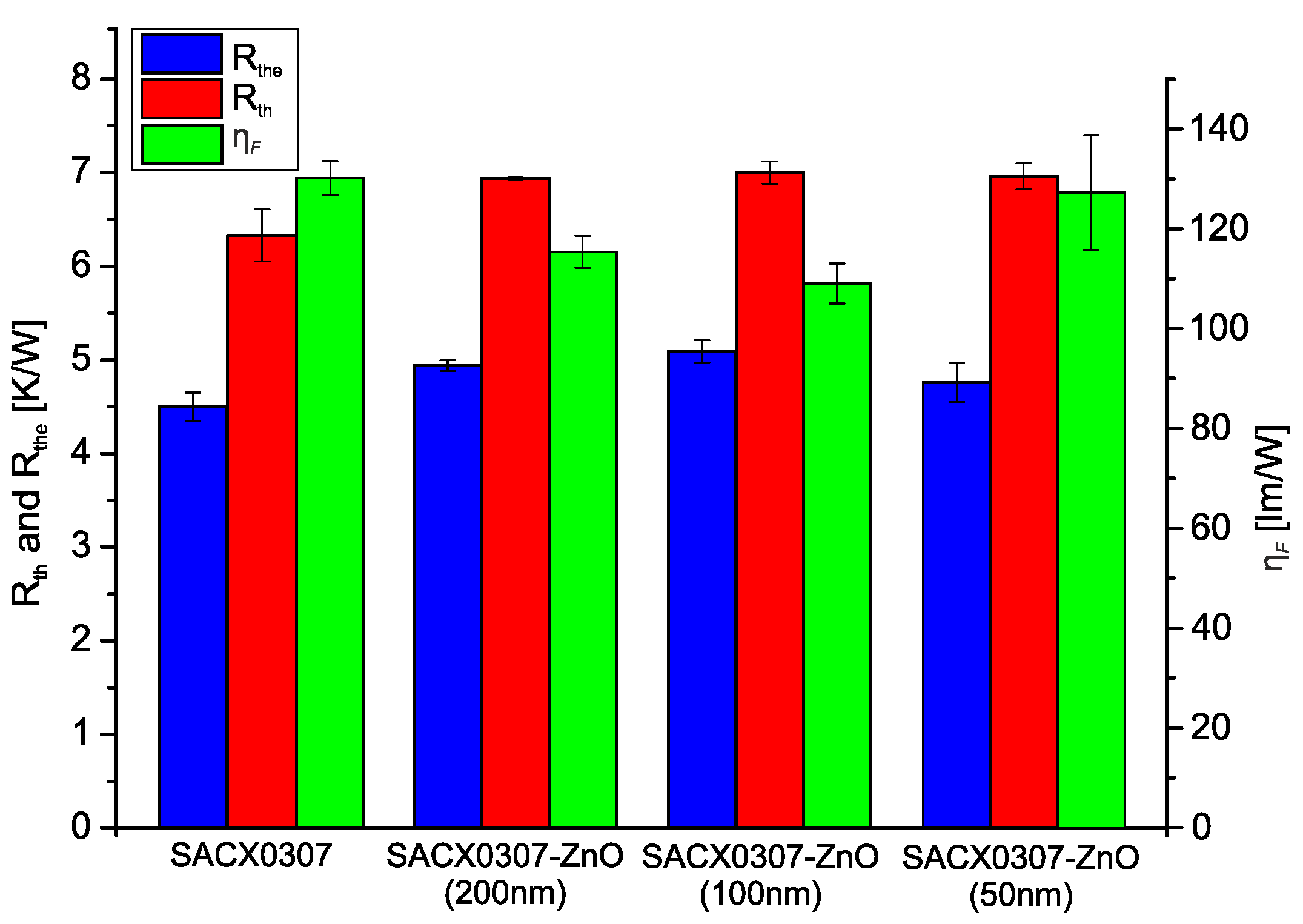
3.1. Solderability and Thermal Behavior
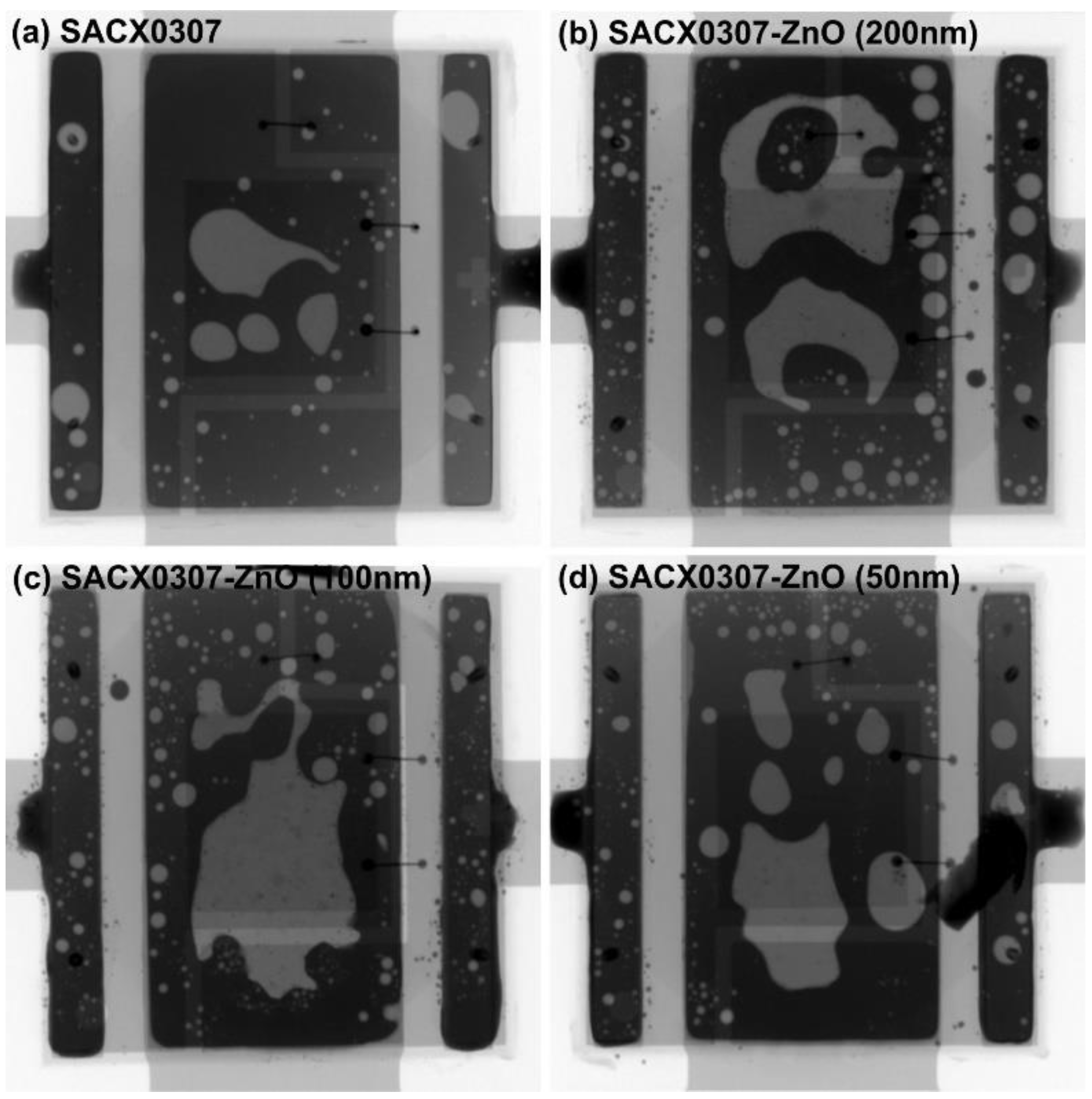
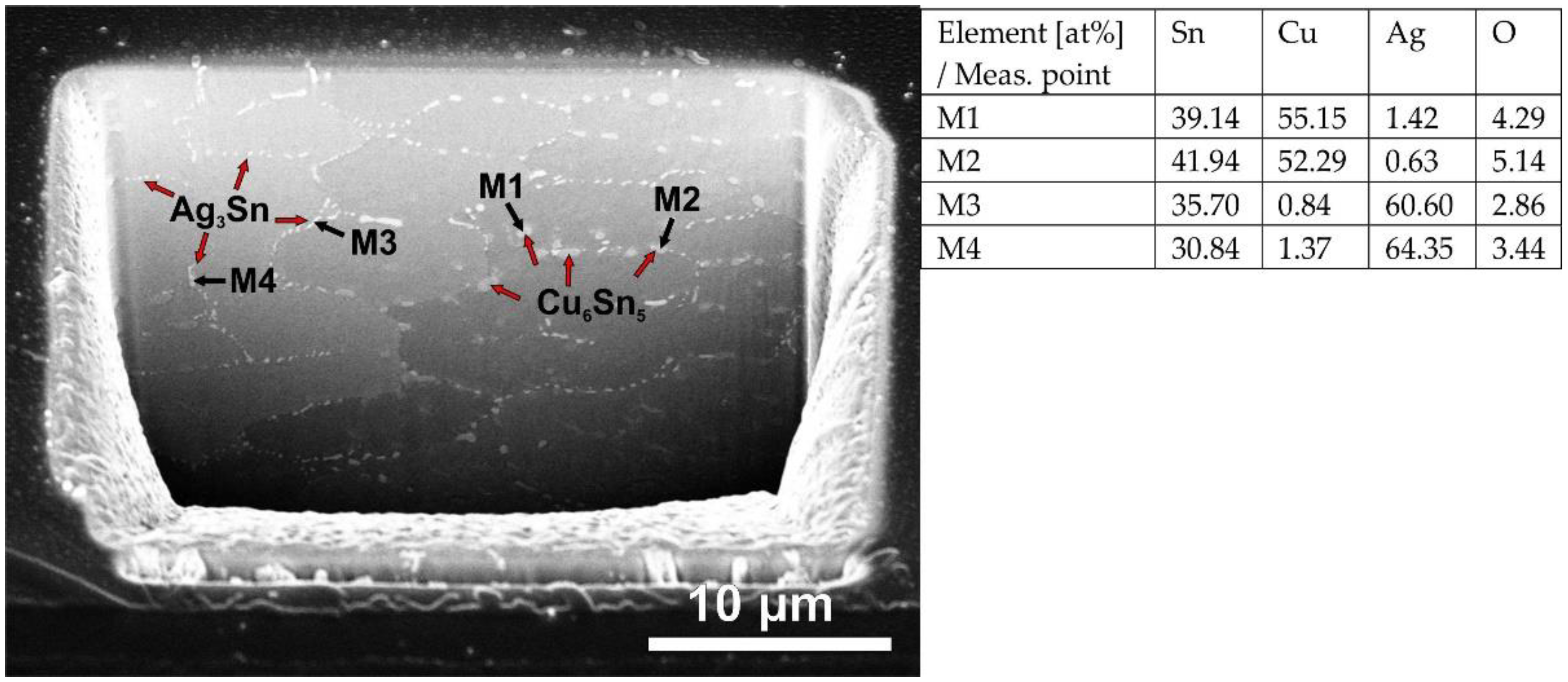
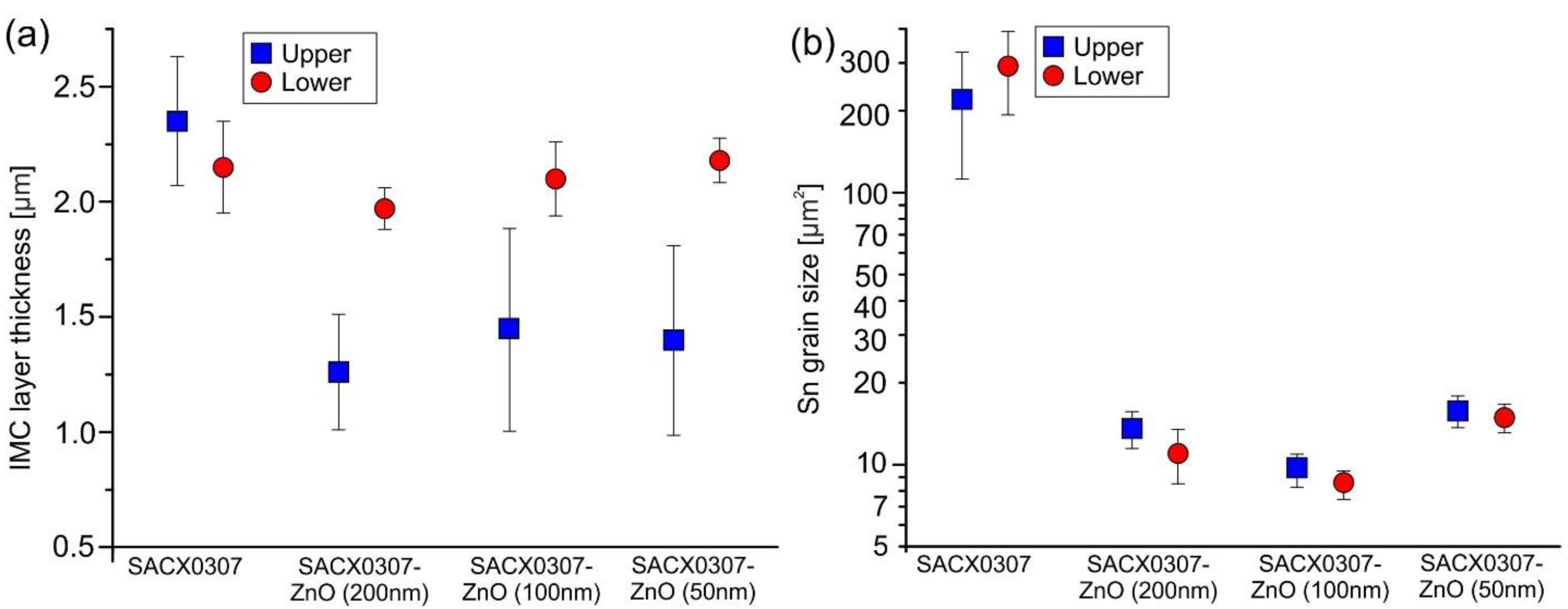
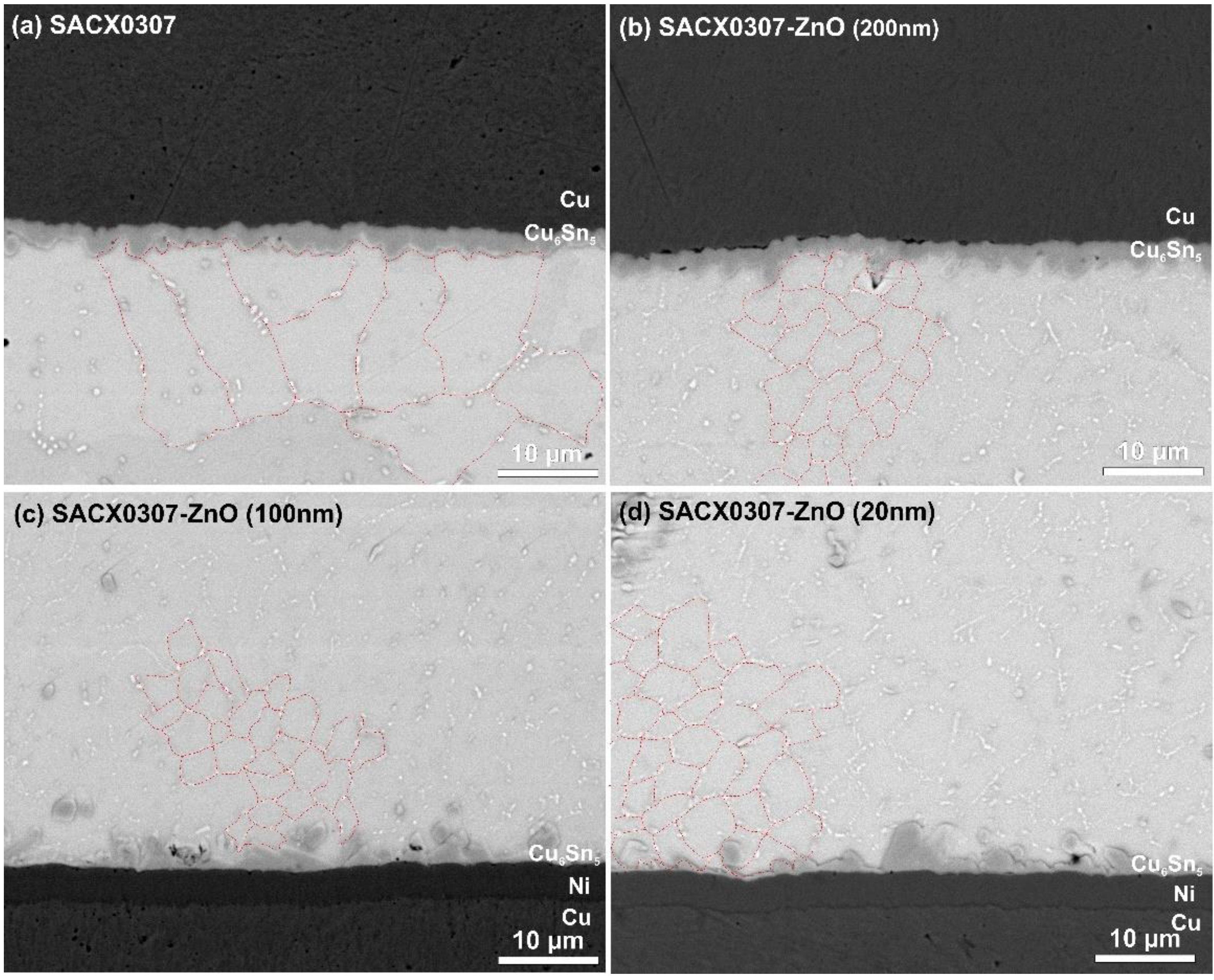
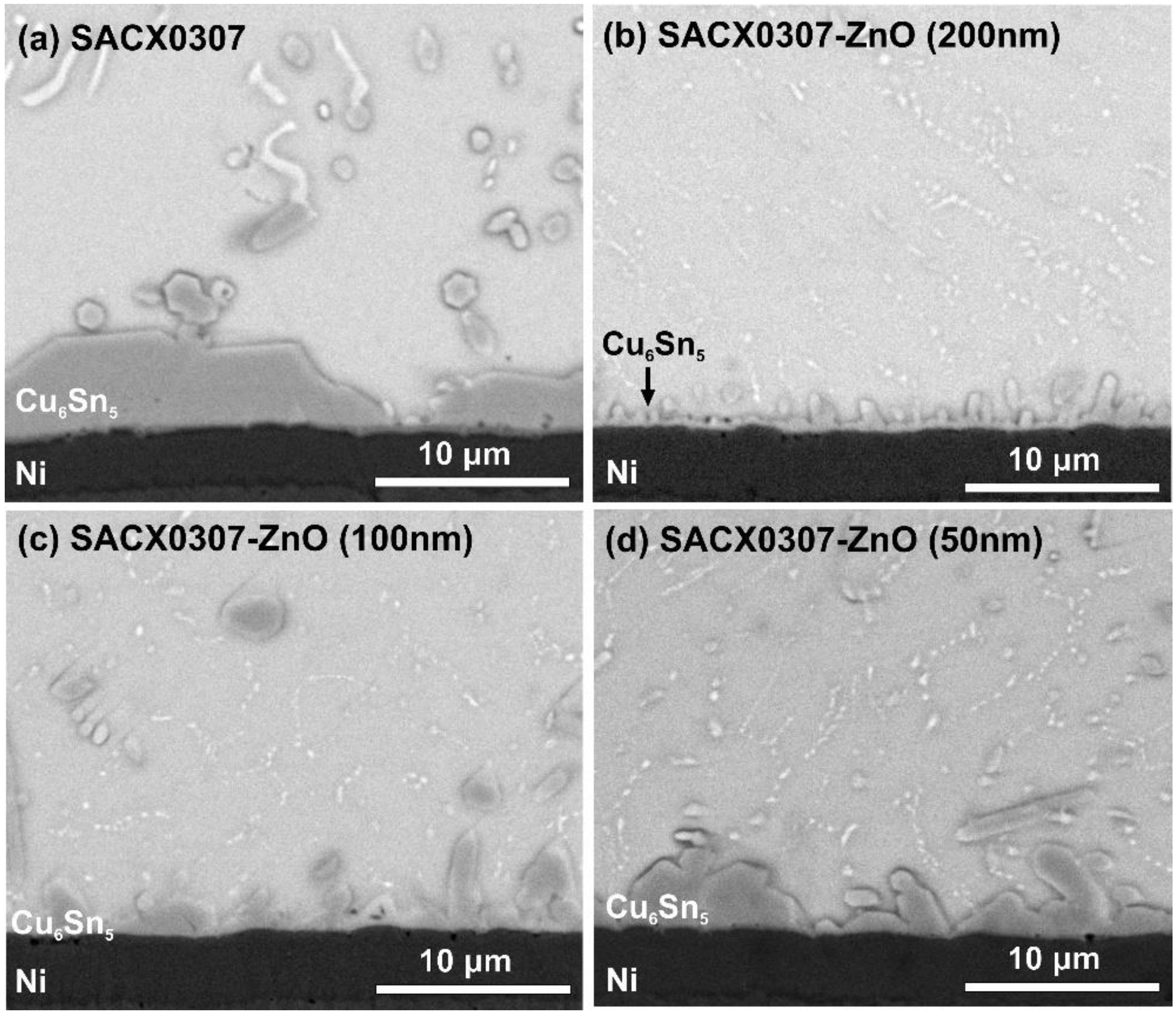
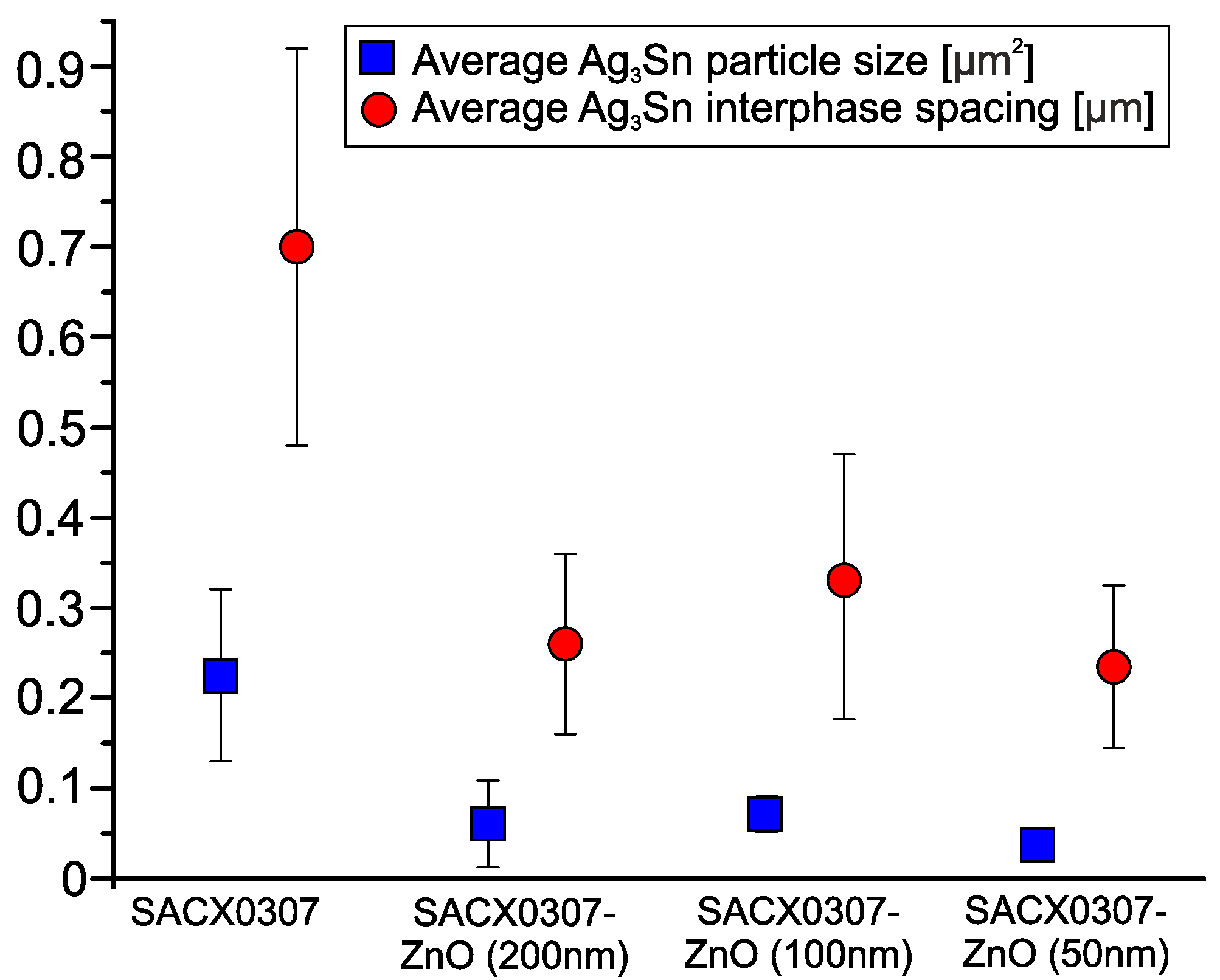
3.2. Microstructural Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, F.; Verdingovas, V.; Dirscherl, K.; Medgyes, B.; Ambat, R. Corrosion Reliability of Lead-Free Solder Systems Used in Electronics. In Proceedings of the 2018 IMAPS Nordic Conference on Microelectronics Packaging (NordPac), Oulu, Finland, 12–14 June 2018; IEEE: New York, NY, USA; pp. 67–71. [Google Scholar]
- Krammer, O.; Garami, T.; Horvath, B.; Hurtony, T.; Medgyes, B.; Jakab, L. Investigating the thermomechanical properties and intermetallic layer formation of Bi micro-alloyed low-Ag content solders. J. Alloys Compd. 2015, 634, 156–162. [Google Scholar] [CrossRef]
- Anderson, I.E.; Walleser, J.; Harringa, J.L. Observations of nucleation catalysis effects during solidification of SnAgCuX solder joints. JOM 2007, 59, 38–43. [Google Scholar] [CrossRef]
- Salleh, M.M.; McDonald, S.; Nogita, K. Effects of Ni and TiO2 additions in as-reflowed and annealed Sn0.7Cu solders on Cu substrates. J. Mater. Process. Technol. 2017, 242, 235–245. [Google Scholar] [CrossRef] [Green Version]
- Ani, F.C.; Jalar, A.; Saad, A.A.; Khor, C.Y.; Ismail, R.; Bachok, Z.; Abas, M.A.; Othman, N.K. SAC–xTiO2 nano-reinforced lead-free solder joint characterizations in ultra-fine package assembly. Solder. Surf. Mt. Technol. 2018, 30, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Gain, A.K.; Chan, Y.; Yung, W.K. Effect of additions of ZrO2 nano-particles on the microstructure and shear strength of Sn–Ag–Cu solder on Au/Ni metallized Cu pads. Microelectron. Reliab. 2011, 51, 2306–2313. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Microstructure, mechanical and electrical performances of zirconia nanoparticles-doped tin-silver-copper solder alloys. J. Mat. Sci. Mat. Electron. 2016, 27, 7524–7533. [Google Scholar] [CrossRef]
- Chen, G.; Liu, L.; Silberschmidt, V.V.; Chan, Y.; Liu, C.; Wu, F. Retained ratio of reinforcement in SAC305 composite solder joints: Effect of reinforcement type, processing and reflow cycle. Solder. Surf. Mt. Technol. 2016, 28, 159–166. [Google Scholar] [CrossRef] [Green Version]
- Tang, Y.; Li, G.; Pan, Y. Effects of TiO2 nanoparticles addition on microstructure, microhardness and tensile properties of Sn–3.0Ag–0.5Cu–xTiO2 composite solder. Mater. Des. 2014, 55, 574–582. [Google Scholar] [CrossRef]
- Ramli, M.; Saud, N.; Salleh, M.M.; Derman, M.N.; Said, R.M.; Izwan, M.I. Effect of TiO2 additions on Sn-0.7Cu-0.05Ni lead-free composite solder. Microelectron. Reliab. 2016, 65, 255–264. [Google Scholar] [CrossRef]
- Zhang, P.; Xue, S.; Wang, J.; Xue, P.; Zhong, S.; Long, W. Effect of Nanoparticles Addition on the Microstructure and Properties of Lead-Free Solders: A Review. Appl. Sci. 2019, 9, 2044. [Google Scholar] [CrossRef] [Green Version]
- Tan, A.T.; Yusof, F. Influence of nanoparticle addition on the formation and growth of intermetallic compounds (IMCs) in Cu/Sn–Ag–Cu/Cu solder joint during different thermal conditions. Sci. Technol. Adv. Mater. 2015, 16, 033505. [Google Scholar] [CrossRef]
- Yahaya, M.Z.; Nazeri, M.F.M.; Kheawhom, S.; Illés, B.; Skwarek, A.; Mohamad, A.A. Microstructural analysis of Sn-3.0Ag-0.5Cu-TiO2 composite solder alloy after selective electrochemical etching. Mater. Res. Express 2020, 7, 016583. [Google Scholar] [CrossRef]
- Tsao, L.; Chang, S. Effects of Nano-TiO2 additions on thermal analysis, microstructure and tensile properties of Sn3.5Ag0.25Cu solder. Mater. Des. 2010, 31, 990–993. [Google Scholar] [CrossRef]
- Lin, D.; Liu, S.; Guo, T.; Wang, G.-X.; Srivatsan, T.; Petraroli, M. An investigation of nanoparticles addition on solidification kinetics and microstructure development of tin–lead solder. Mater. Sci. Eng. A 2003, 360, 285–292. [Google Scholar] [CrossRef]
- El-Daly, A.; Al-Ganainy, G.; Fawzy, A.; Younis, M. Structural characterization and creep resistance of nano-silicon carbide reinforced Sn–1.0Ag–0.5Cu lead-free solder alloy. Mater. Des. 2014, 55, 837–845. [Google Scholar] [CrossRef]
- Shi, Y.; Liu, J.; Xia, Z.; Lei, Y.; Guo, F.; Li, X. Creep property of composite solders reinforced by nano-sized particles. J. Mater. Sci. Mater. Electron. 2007, 19, 349–356. [Google Scholar] [CrossRef]
- Lee, W.; Nguyen, L.; Selvaduray, G. Solder joint fatigue models: Review and applicability to chip scale packages. Microelectron. Reliab. 2000, 40, 231–244. [Google Scholar] [CrossRef]
- Rajendran, S.H.; Hwang, S.J.; Jung, J.P. Shear Strength and Aging Characteristics of Sn-3.0Ag-0.5Cu/Cu Solder Joint Reinforced with ZrO2 Nanoparticles. Metals 2020, 10, 1295. [Google Scholar] [CrossRef]
- Jie, W.; Xue, S.; Wang, J.; Wu, M.; Wang, J. Effects of α-Al2O3 nanoparticles-doped on microstructure and properties of Sn–0.3Ag–0.7Cu low-Ag solder. J. Mater. Sci. Mater. Electron. 2018, 29, 7372–7387. [Google Scholar] [CrossRef]
- Hu, T.; Li, Y.; Chan, Y.-C.; Wu, F. Effect of nano Al2O3 particles doping on electromigration and mechanical properties of Sn–58Bi solder joints. Microelectron. Reliab. 2015, 55, 1226–1233. [Google Scholar] [CrossRef]
- Sharma, A.; Baek, B.; Jung, J.P. Influence of La2O3 nanoparticle additions on microstructure, wetting, and tensile characteristics of Sn–Ag–Cu alloy. Mater. Des. 2015, 87, 370–379. [Google Scholar] [CrossRef]
- El-Daly, A.A.; Fawzy, A.; Mansour, S.F.; Younis, M.J. Thermal analysis and mechanical properties of Sn–1.0Ag–0.5Cu solder alloy after modification with SiC nano-sized particles. J. Mater. Sci. Mater. Electron. 2013, 24, 2976–2988. [Google Scholar] [CrossRef]
- Mohd Salleh, M.A.A.; Al Bakri, A.M.M.; Kamarudin, H.; Bnhussain, M.; Somidin, F. Solderability of Sn-0.7Cu/Si3N4 lead-free composite solder on Cu-substrate. Phys. Procedia 2011, 22, 299–304. [Google Scholar] [CrossRef] [Green Version]
- Fawzy, A.; Fayek, S.; Sobhy, M.; Nassr, E.; Mousa, M.; Saad, G. Tensile creep characteristics of Sn–3.5Ag–0.5Cu (SAC355) solder reinforced with nano-metric ZnO particles. Mater. Sci. Eng. A 2014, 603, 1–10. [Google Scholar] [CrossRef]
- Hammad, A.; Ibrahiem, A. Enhancing the microstructure and tensile creep resistance of Sn-3.0Ag-0.5Cu solder alloy by reinforcing nano-sized ZnO particles. Microelectron. Reliab. 2017, 75, 187–194. [Google Scholar] [CrossRef]
- El-Daly, A.; Elmosalami, T.; Desoky, W.; El-Shaarawy, M.; Abdraboh, A. Tensile deformation behavior and melting property of nano-sized ZnO particles reinforced Sn–3.0Ag–0.5Cu lead-free solder. Mater. Sci. Eng. A 2014, 618, 389–397. [Google Scholar] [CrossRef]
- Sobhy, M.; El-Refai, A.; Mousa, M.; Saad, G. Effect of ageing time on the tensile behavior of Sn–3.5wt% Ag–0.5wt% Cu (SAC355) solder alloy with and without adding ZnO nanoparticles. Mater. Sci. Eng. A 2015, 646, 82–89. [Google Scholar] [CrossRef]
- Qu, M.; Cao, T.; Cui, Y.; Liu, F.; Jiao, Z. Effect of nano-ZnO particles on wettability, interfacial morphology and growth kinetics of Sn–3.0Ag–0.5Cu–xZnO composite solder. J. Mater. Sci. Mater. Electron. 2019, 30, 19214–19226. [Google Scholar] [CrossRef]
- Peng, H.; Chen, G.; Mo, L.; Chan, Y.C.; Wu, F.; Liu, H. An investigation on the ZnO retained ratio, microstructural evolution, and mechanical properties of ZnO doped Sn3.0Ag0.5Cu composite solder joints. J. Mater. Sci. Mater. Electron. 2016, 27, 9083–9093. [Google Scholar] [CrossRef]
- Krammer, O.; Puskas, L.G. Investigating the effect of nitrogen atmosphere on lead-free solder wetting angle. In Proceedings of the 2011 IEEE 17th International Symposium for Design and Technology in Electronic Packaging (SIITME), Timisoara, Romania, 20–23 October 2011; Institute of Electrical and Electronics Engineers (IEEE): New York, NY, USA; pp. 159–162. [Google Scholar]
- Skwarek, A.; Ptak, P.; Górecki, K.; Hurtony, T.; Illés, B. Microstructure Influence of SACX0307-TiO2 Composite Solder Joints on Thermal Properties of Power LED Assemblies. Materials 2020, 13, 1563. [Google Scholar] [CrossRef]
- Gorecki, K.; Ptak, P. New Method of Measurements Transient Thermal Impedance and Radial Power of Power LEDs. IEEE Trans. Instrum. Meas. 2019, 69, 212–220. [Google Scholar] [CrossRef]
- Górecki, K.; Ptak, P. New dynamic electro-thermo-optical model of power LEDs. Microelectron. Reliab. 2018, 91, 1–7. [Google Scholar] [CrossRef]
- Ptak, P.; Górecki, K.; Skwarek, A.; Witek, K.; Tarasiuk, J. The influence of soldering process parameters on the optical and thermal properties of power LEDs. Solder. Surf. Mt. Technol. 2020, 32, 191–199. [Google Scholar] [CrossRef]
- Noh, B.; Koo, J.; Kim, J.; Kim, D.; Nam, J.; Joo, J.; Jung, S. Effects of number of reflows on the mechanical and electrical properties of BGA package. Intermetallics 2006, 14, 1375–1378. [Google Scholar] [CrossRef]
- El-Rehim, A.F.A.; Zahran, H.Y.; Yassin, A.M. Microstructure evolution and tensile creep behavior of Sn–0.7Cu lead-free solder reinforced with ZnO nanoparticles. J. Mater. Sci. Mater. Electron. 2018, 30, 2213–2223. [Google Scholar] [CrossRef]
- Levine, H.S.; Maccallum, C.J. Grain Boundary and Lattice Diffusion in Polycrystalline Bodies. J. Appl. Phys. 1960, 31, 595–599. [Google Scholar] [CrossRef]
- Nai, S.; Wei, J.; Gupta, M. Interfacial intermetallic growth and shear strength of lead-free composite solder joints. J. Alloys Compd. 2009, 473, 100–106. [Google Scholar] [CrossRef]
- Anuar, R.A.M.; Osman, S.A. The formation of intermetallic layer structure of SAC405/Cu and SAC405/ENImAg solder joint interfaces. Solder. Surf. Mt. Technol. 2021, 33, 75–85. [Google Scholar] [CrossRef]
- Tsao, L. Suppressing effect of 0.5wt.% nano-TiO2 addition into Sn–3.5Ag–0.5Cu solder alloy on the intermetallic growth with Cu substrate during isothermal aging. J. Alloys Compd. 2011, 509, 8441–8448. [Google Scholar] [CrossRef]
- Lee, H.-T.; Chen, Y.-F.; Hong, T.-F.; Shih, K.-T. Effect of cooling rate on Ag3Sn formation in Sn-Ag based lead-free solder. In Proceedings of the 2009 11th Electronics Packaging Technology Conference, Singapore, 9–11 December 2009; Institute of Electrical and Electronics Engineers (IEEE): New York, NY, USA; pp. 875–878. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | LSACX0307 / LSACX0307-ZnO | τSACX0307-ZnO / τSACX0307 | hSACX0307-ZnO / hSACX0307 | SF [%] |
|---|---|---|---|---|
| ZnO (200 nm) | 2.69 | 1.64 | 0.53 | 0.87 |
| ZnO (100 nm) | 2.12 | 1.45 | 0.72 | 1.04 |
| ZnO (50 nm) | 2.81 | 1.68 | 0.57 | 0.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skwarek, A.; Krammer, O.; Hurtony, T.; Ptak, P.; Górecki, K.; Wroński, S.; Straubinger, D.; Witek, K.; Illés, B. Application of ZnO Nanoparticles in Sn99Ag0.3Cu0.7-Based Composite Solder Alloys. Nanomaterials 2021, 11, 1545. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11061545
Skwarek A, Krammer O, Hurtony T, Ptak P, Górecki K, Wroński S, Straubinger D, Witek K, Illés B. Application of ZnO Nanoparticles in Sn99Ag0.3Cu0.7-Based Composite Solder Alloys. Nanomaterials. 2021; 11(6):1545. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11061545
Chicago/Turabian StyleSkwarek, Agata, Olivér Krammer, Tamás Hurtony, Przemysław Ptak, Krzysztof Górecki, Sebastian Wroński, Dániel Straubinger, Krzysztof Witek, and Balázs Illés. 2021. "Application of ZnO Nanoparticles in Sn99Ag0.3Cu0.7-Based Composite Solder Alloys" Nanomaterials 11, no. 6: 1545. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11061545