3.1. Effect of Hydrothermal Pretreatment on Process Water Composition
In order to evaluate the effect of pretreatment temperature and retention time on HTP of wheat straw, process water samples were analyzed with respect to the concentration of easily degradable components, such as monomeric sugars (glucose, xylose, arabinose) and organic acids (acetic acid, formic acid), which may be beneficial for AD. Furthermore, the influence of both pretreatment parameters on the content of potential inhibitors (mainly phenolic and furanic compounds) was evaluated.
Table 2 shows mean concentrations of the most represented organic soluble fractions in the process water, depending on individual pretreatment conditions.
The highest acetic acid concentration (1626.8 mg L
−1) was achieved at HTP-180-45, which resulted in an increase of 159.3% compared to the lowest severe pretreatment conditions given under HTP-160-15. Similar effects were observed for formic acid, where an increase in pretreatment temperature and/or time led to higher concentration of saturated carbonic acid. Acetic acid represents degradation products formed by hydrolysis of acetyl groups of hemicellulose, whose thermal decomposition usually starts at temperatures above 150 °C [
7]. Formic acid refers to a by-product whose formation is mainly due to the thermal decomposition of furanic compounds (furfural and 5-HMF) and whose origin in turn is the dehydration of pentoses and hexoses [
32]. Thus, increasing acid concentrations could indicate an accelerated hydrolysis of hemicelluloses depending on the pretreatment conditions [
12,
33]. For monosaccharides, glucose, arabinose and xylose were the main monosaccharides in the process water. Among them, an increase in concentration, depending on pretreatment conditions, was especially observed for arabinose. The highest concentration (543.0 mg L
−1) related to the longest pretreatment time and highest temperature (180 °C, 45 min). These findings were in line with results from Ilanidis et al. [
34], who described an increasing trend when pretreating wheat straw within a temperature range from 160 °C to 190 °C [
34]. Here, the tendency of lower arabinose concentrations could be attributed to a higher liquid-to-solid-ratio (LSR) during the HTP.
For example, Ilanidis et al. [
34] (LSR = 7:1) found a concentration of 400 mg L
−1 whereas the detected concentration in the present work (LSR = 17:1) was 171.5 mg L
−1 despite the same pretreatment conditions (160 °C, 15 min) [
34]. A similar trend was also reported by Chen et al. [
35], who published an increasing concentration of hemicellulose derived arabinose with rising temperature up to 180 °C. More severe pretreatment temperatures (e.g., 200 °C) led to a decrease, which indicated thermal degradation of the monosaccharide compound [
35]. In contrast, the results for glucose showed a downward trend throughout the whole range of HTP severities. The highest concentration of 132.5 mg L
−1 was attributed to the HTP-160-15, whereas rising temperatures or longer pretreatment times led to a concentration of 41.3 mg L
−1. Because thermal decomposition of cellulose usually starts at a temperature above 200 °C [
36,
37], it was unlikely that glucose was originated from the polysaccharide under comparatively mild pretreatment conditions. According to similar results of Chen et al. [
35], it was more likely that the monosaccharide compounds, found in the process water samples, were probably hemicellulose derived degradation products or β-glcucan [
35,
38].
Table 3 shows the resulting regression coefficients estimated by multiple linear regression. Individual coefficients are applied to identify the relative impact of influencing factors (temperature and time) when changing the input variables by one level.
It is interesting to notice that the pretreatment temperature showed a significant influence (p < 0.05) on almost all output parameters, whereas the temporal influence was discernible but could only be statistically proven in the case of organic acids, arabinose and chemical oxygen demand (COD).
Based on estimated regression coefficients, it can be proven that changes in output variables are primarily influenced by pretreatment temperature. As an example, in the case of acetic acid, the effect of temperature (356.34) on its concentration was more than twice as high as the pretreatment time (143.37). Moreover, only a small but also significant interaction between temperature and time has been observed for organic acids and sugar compounds.
Besides organic acids, similar trends have been found for the number of potential inhibitors, shown in
Table 4. Although the influence of increasing pretreatment severity was mainly reflected in the furfural concentration (368.3 ± 11.1 mg/L), an increase in concentration was observed for almost all components. Because the reaction mechanisms were not investigated in detail, the cause of the increase in furfural concentration can only be suspected. In general, furfural is a reaction product formed by the thermal pentose sugars (e.g., D-xylose or L-arabinose).
As xylose could only be detected at most severe experimental conditions (HTP-180-45), it is more likely that the amount of furfural under less severe conditions (HTP-160-15 to HTP-180-15) could be attributed to the thermal decomposition of arabinose [
34]. The larger increase from HTP-180-15 to HTP-180-45 might be explained by the longer pretreatment time, which had a comparatively smaller but nevertheless significant influence on the furfural concentration (
Table 5). Moreover, it is well known that the formation of acetic acid, as a by-product, is capable of facilitating the dehydration of hemicellulose to pentose sugars [
34,
39]. Because there was a sharp increase in acetic acid concentration between these pretreatment conditions, the higher furfural concentration may also be attributed to an acid catalyzed degradation effect. In comparison to furfural, only a minor amount of 5-HMF (12.6 mg L
−1), originated from the dehydration of hexose (e.g., glucose and mannose), was detected in the liquid phase obtained at HTP 5. These findings were in line with other authors [
32,
35], who also found minor amounts, especially at high temperatures or time ranges.
The concentration of phenolics in total ranged from 3.18 to 40.42 mg L
−1 and also showed an upward trend with rising pretreatment severities. For each compound, a significant effect of both pretreatment time and temperature was found, with the latter having a greater effect on the change in concentration (
Table 5). Among these, vanillin and syringaldehyde were the most represented fractions in process water. Both compounds are typical by-products, whose origin can be explained by the depolymerization of guaiacyl and syringyl units of lignin polymers [
40].
3.2. Evaluation of Biochemical Methane Potential (BMP)
The influence of pretreatment temperature and time on the measured BMP was examined based on a linear regression model (Equation (3)). The statistical analysis showed very poor accuracy of fit, which was confirmed by most model-relevant parameters. The F-value of 1.14 implied that the model was not significant relative to the noise. In addition, the low adjusted R2 (0.0361) and negative predicted R2 (−0.7263) values also indicated insignificance and the overall mean might be a better predictor for the BMP than the current model.
Table 6 illustrates the different temperature and time combinations and the measured BMP for untreated and pretreated wheat straw samples after 35 days. Moreover, both the statistical results of the Games–Howell post-hoc test and the percentage changes due to the pretreatment are shown.
AD of untreated wheat straw resulted in a specific BMP of 261 mL g
−1 VS, which was in approximate agreement with the investigation of Ferreira et al. [
41]. Other publications report specific methane yields ranging from 125 to 276 mL g
−1 VS [
10,
12,
42]. The difference in yield can be attributed to sample fractionation (mesh size 2 mm) prior to AD. An increase in biogas yield can usually be observed with decreasing fiber or particle size due to the larger surface and improved microbial accessibility [
43,
44]. The statistical evaluation of the BMP, using Games–Howell post hoc test, revealed a significant difference (
p < 0.05) between the untreated sample and every single temperature–time combination. However, there were no significant differences between the individual parameter combinations (HTP-160-15–HTP-180-45).
Thus, an upward trend was observed especially under mild pretreatment conditions, where the highest increase (19%) in BMP was attributed to the parameter combination HTP-160-45.
In contrast, more intense conditions (HTP-170-30, HTP-180-15, HTP-180-45) seemed to result in a decline in methane production. A decreasing BMP is often attributed to the formation of inhibitory substances [
12]. However, based on low concentrations (
Table 4), inhibition of furfural, 5-HMF or phenolic compounds can probably be ruled out in the current experimental findings.
Sugar derived degradation products, especially furfural at low concentrations (1 g L
−1), was often found to have a beneficial effect on the biogas process [
40,
45]. However, an inhibitory effect of methanogenic microorganisms due to furfural or 5-HMF had been observed only at higher concentrations (2 g L
−1) [
46]. Regarding lignin-derived degradations products, an inhibition due phenolic compounds can occur even at low thresholds [
47]. Nevertheless, recent literature reports anaerobic degradation or adaption to a certain degree [
40,
48,
49].
Barakat et al. [
40] added degradation products such vanillin and syringaldehyde at concentrations of 1 g L
−1 to AD of C5-sugar and found no reduction in final BMP. Chapleur et al. [
48] investigated the influence of different phenol concentrations on AD of cellulose, whereby inhibitory effects only occurred at maximum values of 1.5 g L
−1 and 2.0 g L
−1, respectively. Wirth [
49] found an adaption of anaerobic microbial community and complete degradation by using phenol (2 g L
−1) as the sole carbon source. A complete inhibition was only detected at a concentration of 5 g L
−1.
3.3. Evaluation of Kinetic Parameters
In order to evaluate the influence of HTP on anaerobic degradation kinetics, two different model structures based on first-order reactions (one- and two-step) were applied to depict experimental data.
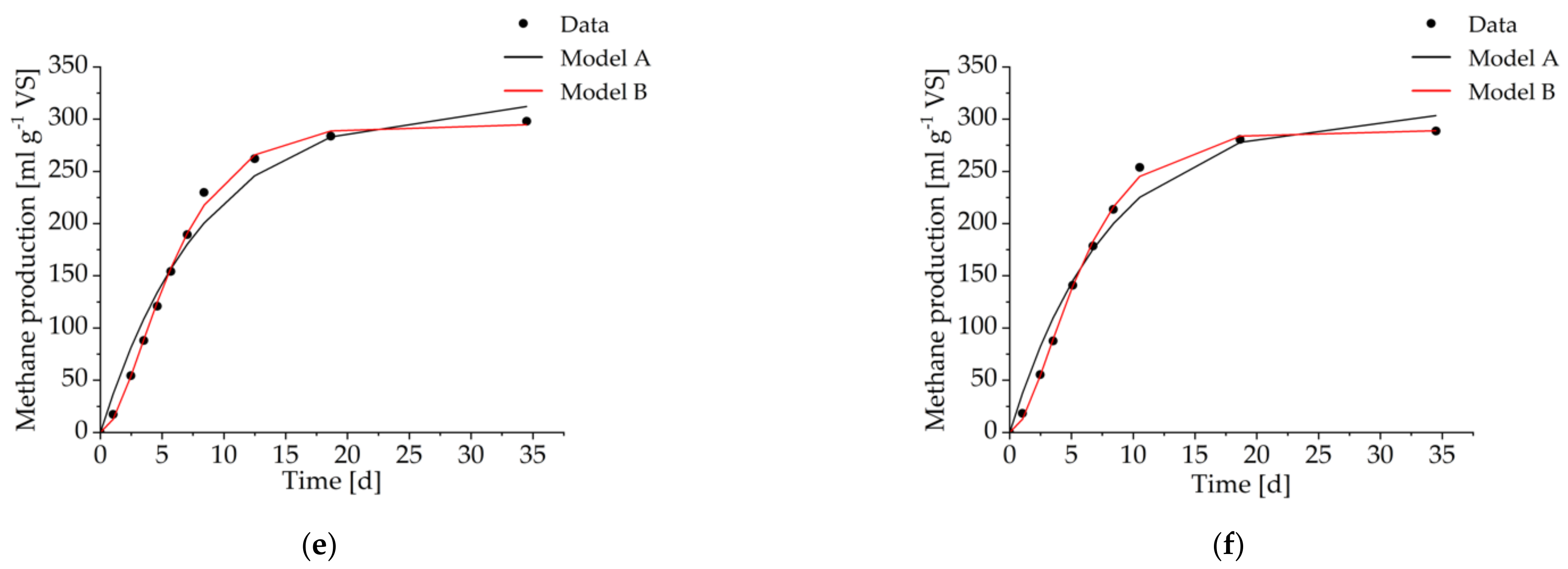
Figure 2 shows the progression of individual measurements and both model results of cumulative methane production in individual BMP tests.
It can be observed that both models were capable of predicting the experimental measurements with high precision. Furthermore, determination coefficients (R2) of 0.98 and 1.00 indicate that the first-order one-step (Model A) and the first-order two-step model (Model B) were able to explain between 98% and 100% of the observed data, respectively.
Based on the single first-order rate constant of Model A (
Table 7), it can clearly be observed that HTP had a positive effect on the hydrolysis rate. With increasing pretreatment severity, an increase in the first-order rate constant was observed, which could be explained by an increasing release of organic content and the improvement of substrate accessibility due to an increase in pretreatment severity.
The highest values were assigned to the highest temperature (180 °C), which seems to be a typical observation, especially for the considered temperature range [
12,
41]. Because the degradation constant of untreated wheat straw was comparably low (k = 0.08 d
−1), its increase may also indicate that HTP helps to facilitate the rate limiting step of the biogas process.
The positive effect of substrate disintegration on degradation kinetics is partly reflected in Model B. In the first stage, an increase in the degradation constant (k
H) was also observed, which indicates a faster formation of intermediates and consequently an acceleration in hydrolysis. In contrast, the second stage shows a deterioration in the degradation kinetics. As shown in
Table 7, k
VFA decreases from 0.65 d
−1 to 0.32 d
−1, when pretreatment severity increases from HTP-160-15 to HTP-180-45. A decreasing trend of k
VFA indicates a slowed degradation of intermediates (e.g., VFA) originated from the first step and consequently a negative influence on methane formation. This observation is supported by declining BMP predicted by the model.
Because Model B is not widely used in the context of substrate disintegration, a direct comparison with other sources is rather difficult. Most authors refer to the modified Gompertz model, in which negative effects on methane or biogas formation due to more severe pretreatment conditions are often shown by prolonging lag phases or reduction in the maximum biogas production rates [
10,
12,
50,
51]. As already mentioned in
Section 3.2, the low concentrations of the most commonly known compounds (
Table 4) did not suggest an inhibitory effect on microbiology. Thus, no clear lag phase was observed in the current experiments and the application of the modified Gompertz model does not yield additional information [
29].
However, the negative effect on degradation kinetics and/or methane production may strongly be affected by the source and adaptability of the applied inoculum. For example, in direct comparison of two different inocula, anaerobically digested waste activated sludge (ADWAS) and anaerobically digested cattle manure (ADCM), Phuttaro et al. [
52] found significantly better biodegradability of hydrothermally pretreated Napier grass (200 °C, 15 min) by ADWAS, suggesting that ADCM was more sensitive to inhibitory compounds. Because the ADWAS inoculum was frequently exposed to toxic substances (e.g., household chemicals), the authors suspected a better adaption of the microbial consortium to inhibitory compounds [
46,
52,
53,
54].
As the inoculum used in our study was taken from a 400 L laboratory reactor, only fed with maize silage, shredded wheat, soybean meal, rapeseed oil and digestate from biogas plants, the slowed degradation kinetic (kVFA) as well as the decreasing BMP might be explained by an insufficient adaption to furanic and phenolic compounds.
Furthermore, it is well known that hydrothermal pretreatment may lead to reactions between proteins and carbohydrates, which starts to occur at temperatures higher than 150 °C or longer pretreatment times [
55]. The so-called Maillard reaction—often indicated by a light to dark brown substrate discoloration—is accompanied by the formation of melanoidines which are less biodegradable due to their complex structure [
55,
56]. A lesser biodegradability in turn means lower biogas production, which also could explain the decrease in specific BMP (
Table 6). In addition, a few studies revealed a negative effect on acidogenesis [
56] which resulted in a delayed production of VFA and consequently a reduced BMP [
57]. Wang et al. [
57] suspected a certain degree of toxicity and a competitive effect for electrons within the microbiological community [
57]. With regard to the results illustrated in
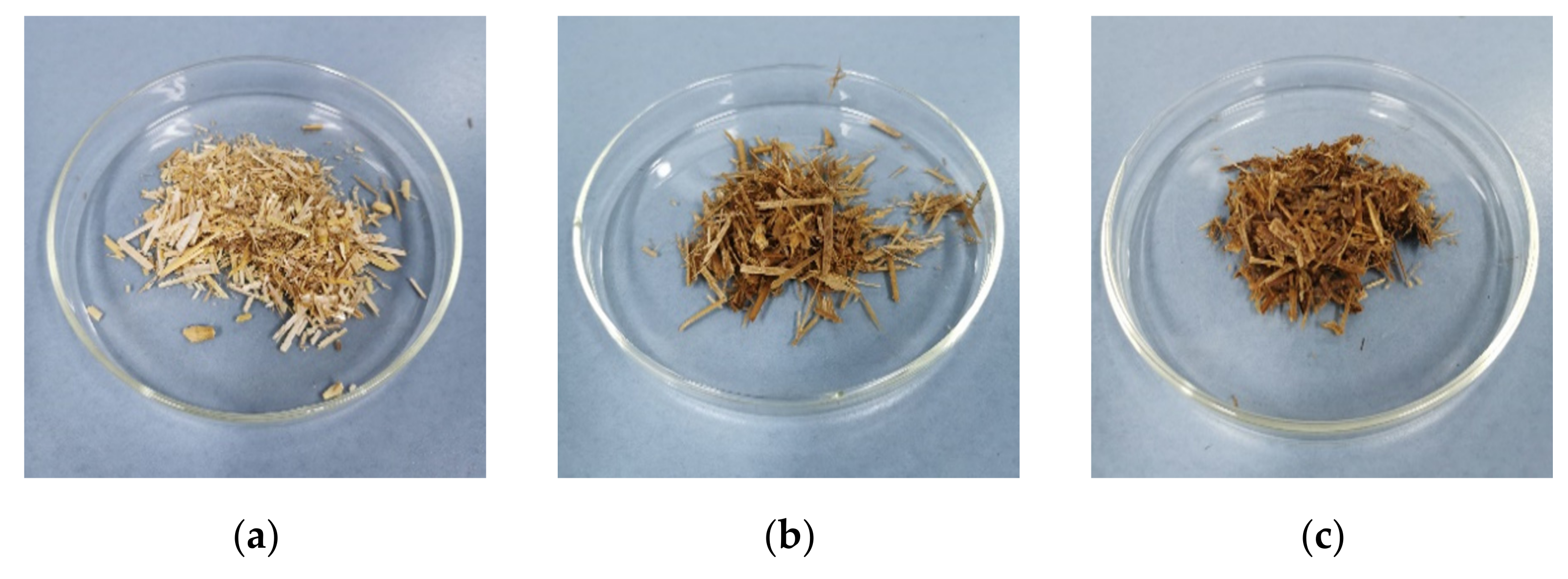
Figure 3, the darkening of the wheat straw samples clearly increases with increasing pretreatment intensity from HTP-160-15 to HTP-180-45.
An increasing change in color from light to dark brown may indicate an increasing concentration of maillard products (melanoidines), which could explain the decreasing trend in substrate degradation (kVFA), as illustrated by first-order two-step kinetic model.
According to the two different model approaches, all pretreatment conditions led to an increase in degradation constants (k, kH), indicating that hydrothermal substrate disintegration was capable of accelerating hydrolysis as a rate-limiting step and that it helps to overcome the recalcitrant structure of lignocellulosic biogas substrates (such as wheat straw). However, more severe pretreatment conditions seem to have a negative impact on the degradation kinetics of consecutive process phases (kVFA). Thus, higher temperatures (>180 °C) and longer pretreatment times should be avoided.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}