
An Investigation on the Features of Deformation and Residual Stress Generated by Patch Welding with Different Plate Sizes


Abstract
:1. Introduction
2. Welding Experiment
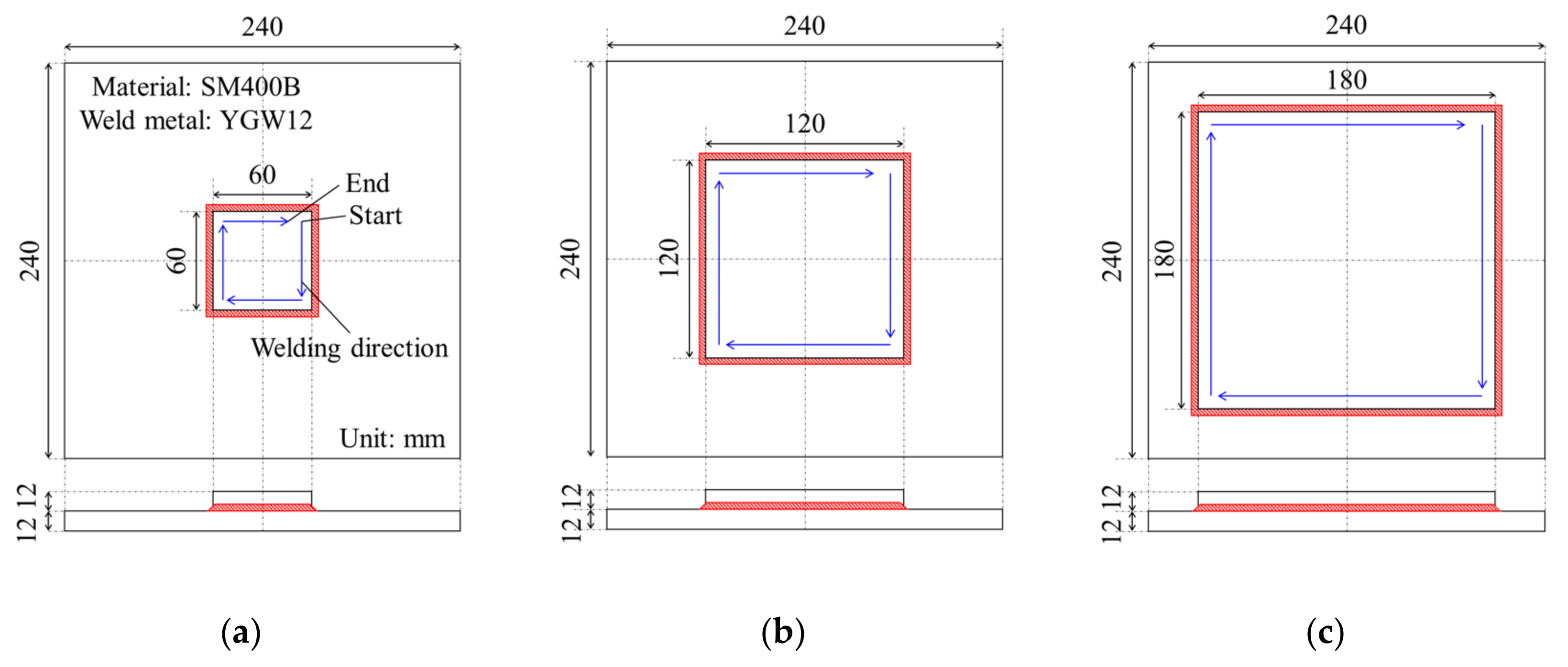
2.1. Specimen
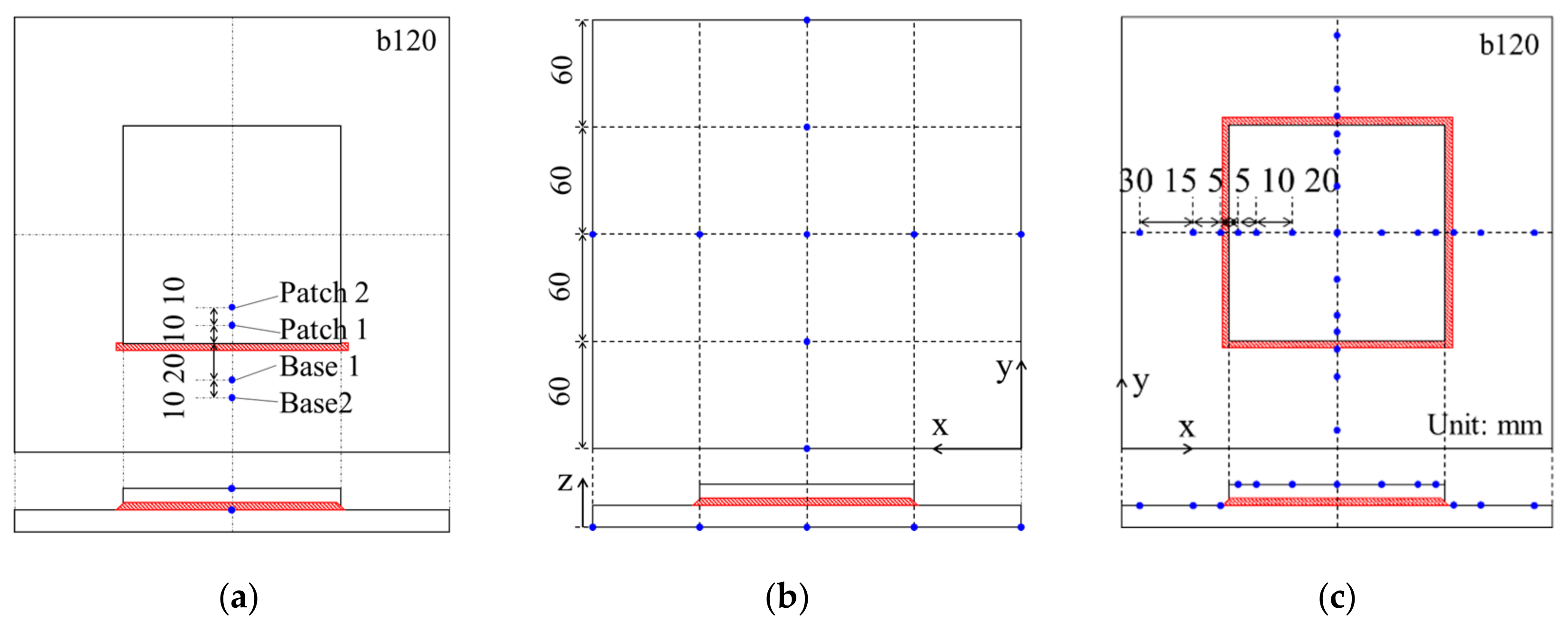
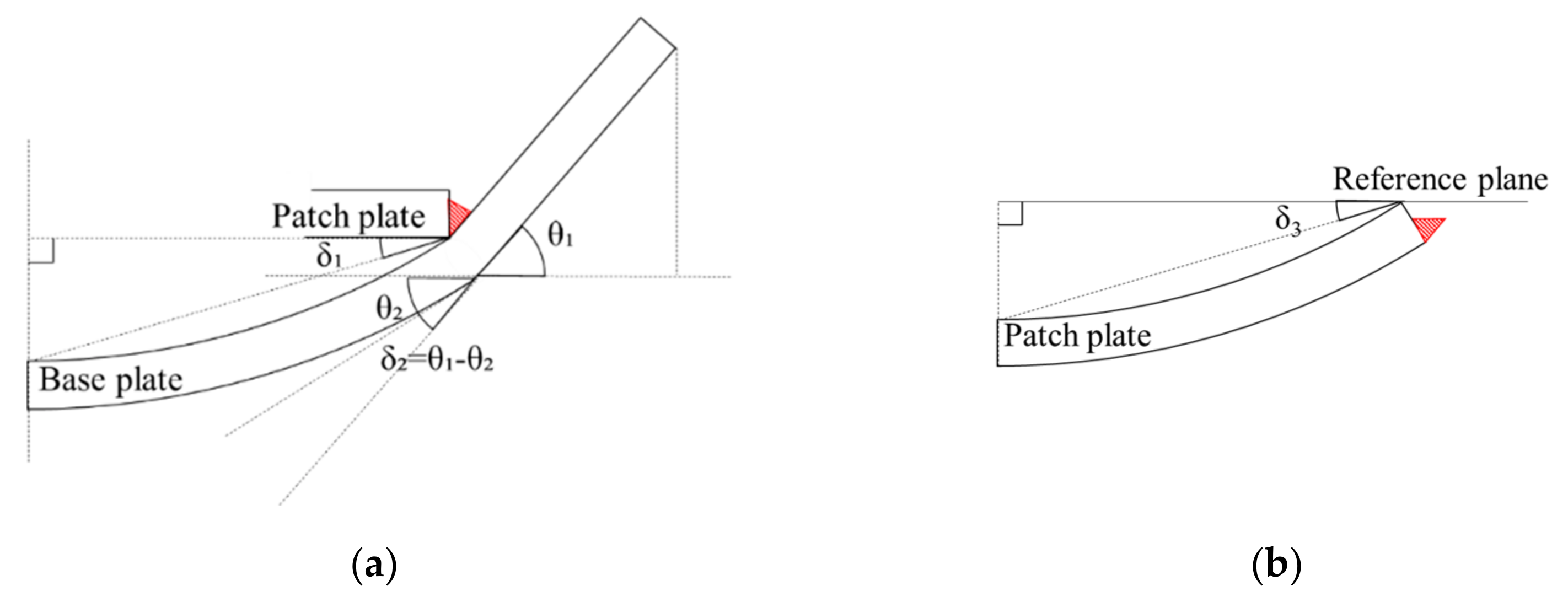
2.2. Measurement Method
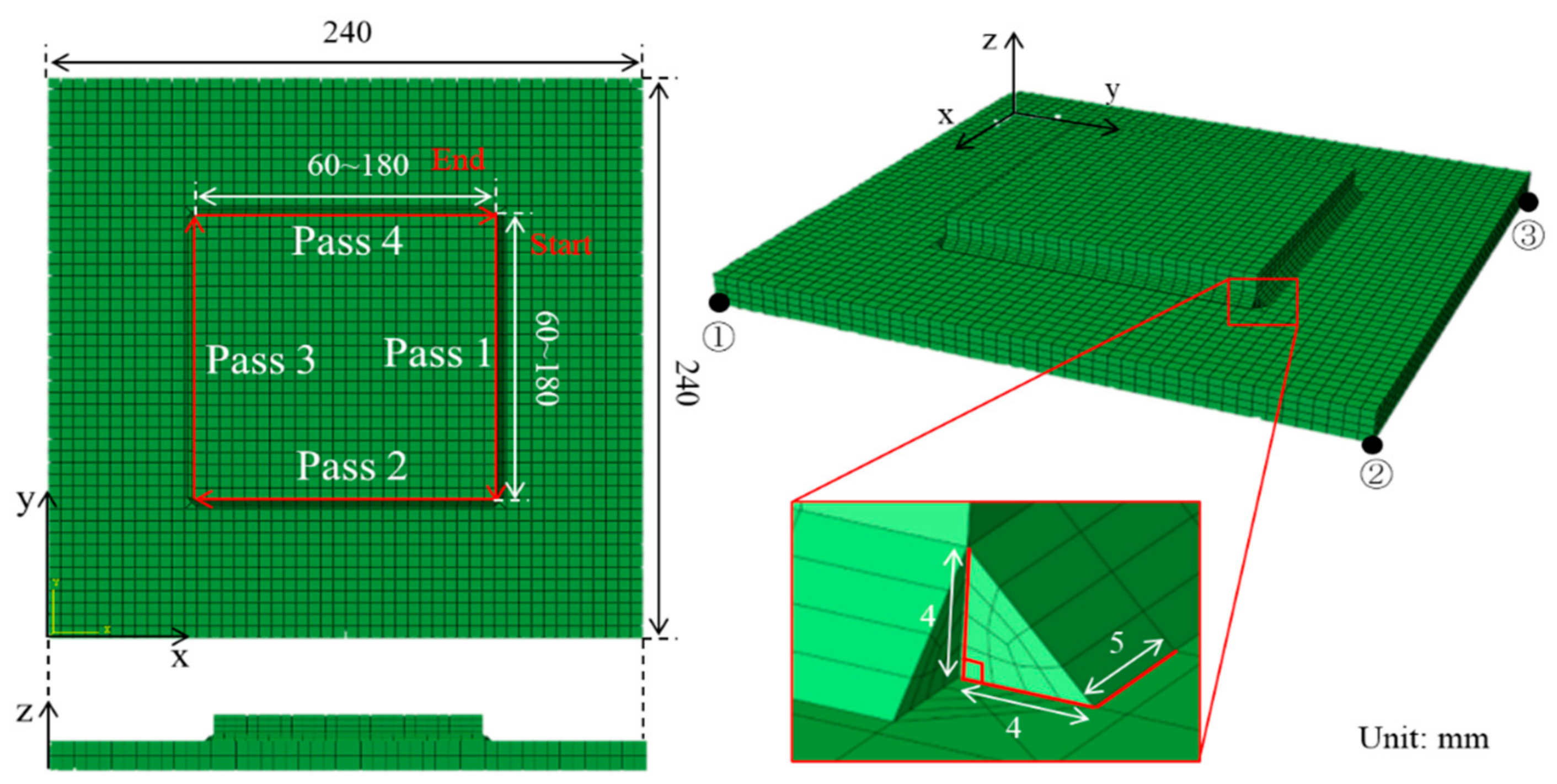
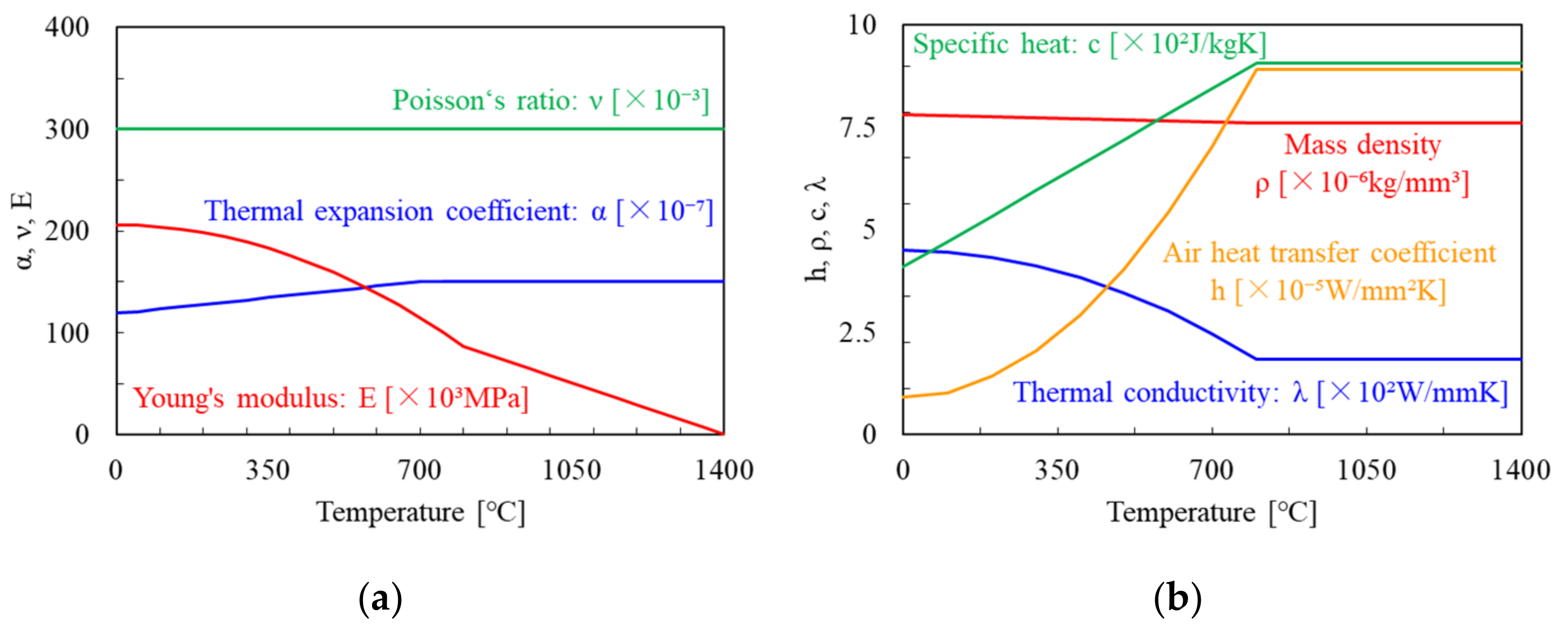
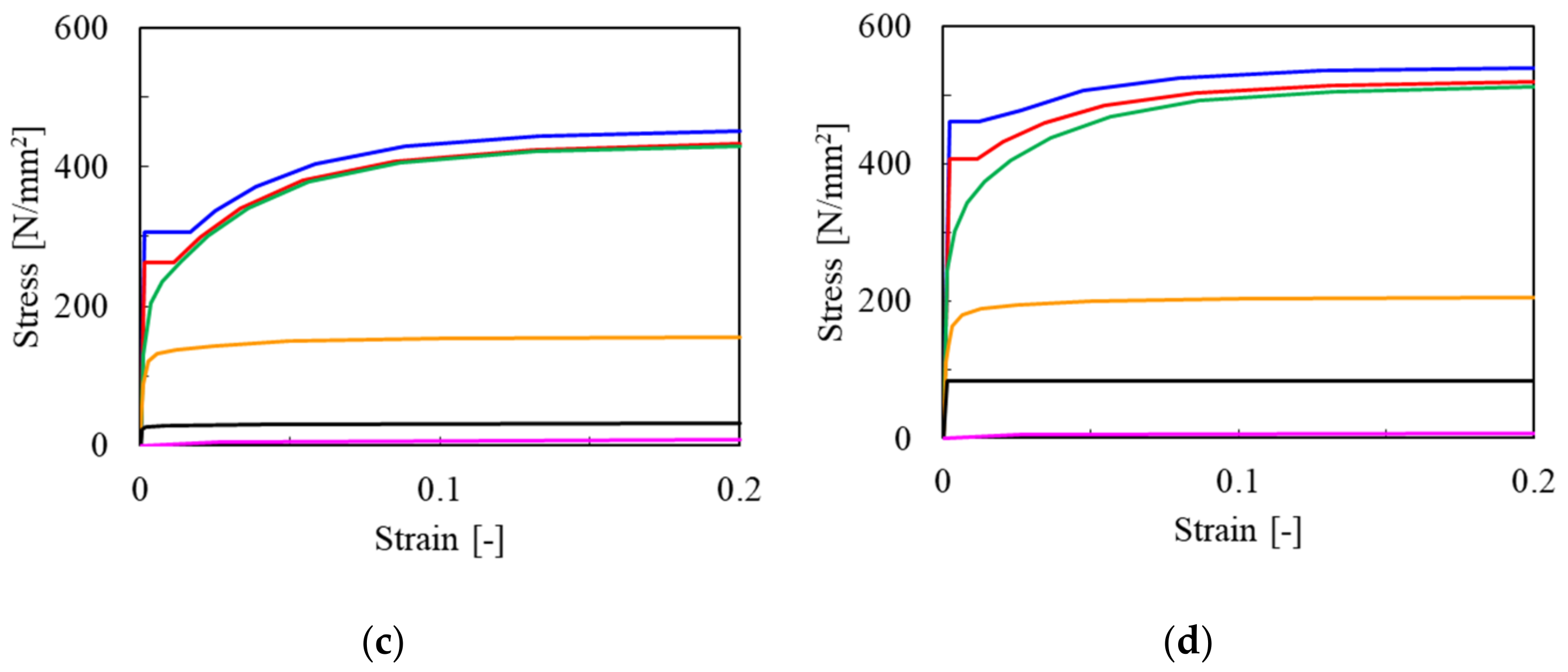
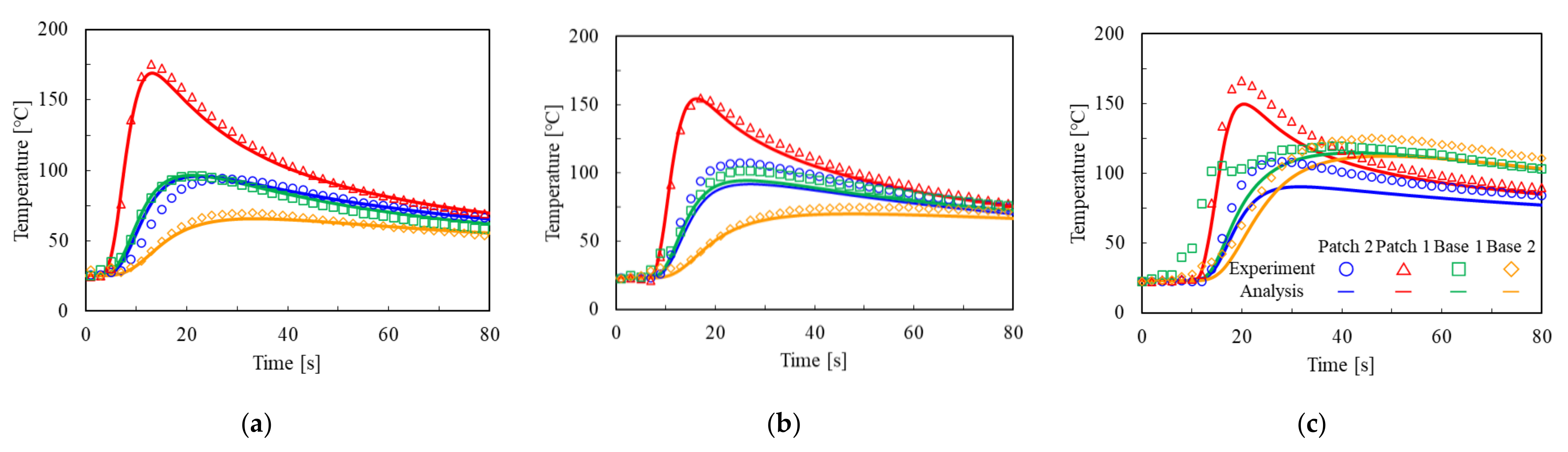
3. Welding Simulation by Thermal Elastic–Plastic Analysis
4. Results and Discussion of the Experiment and Analysis
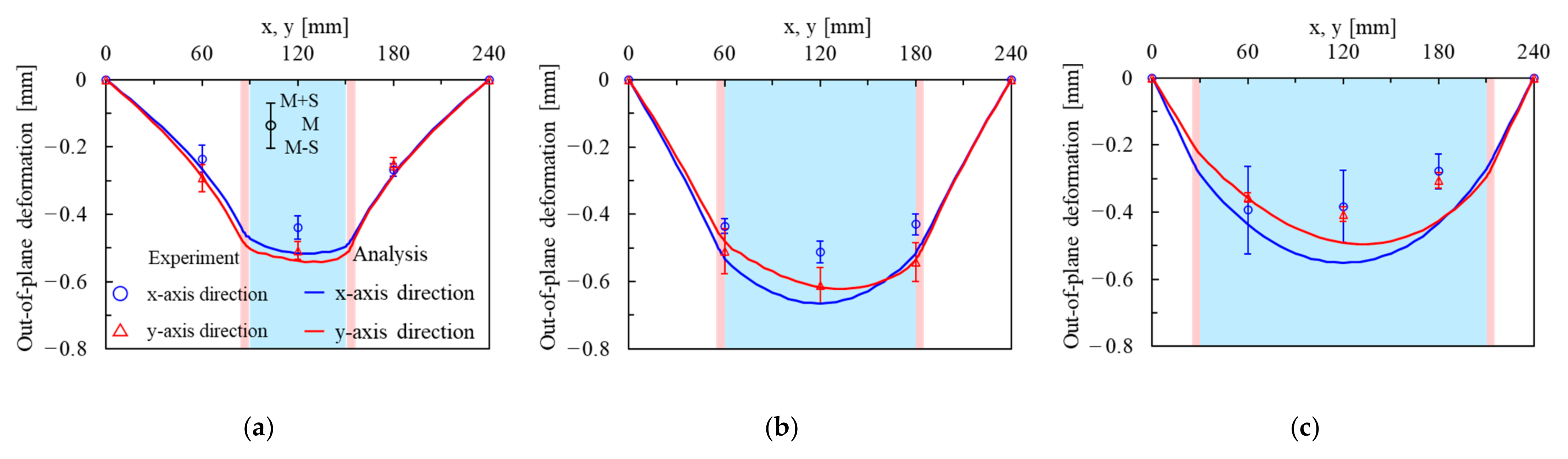
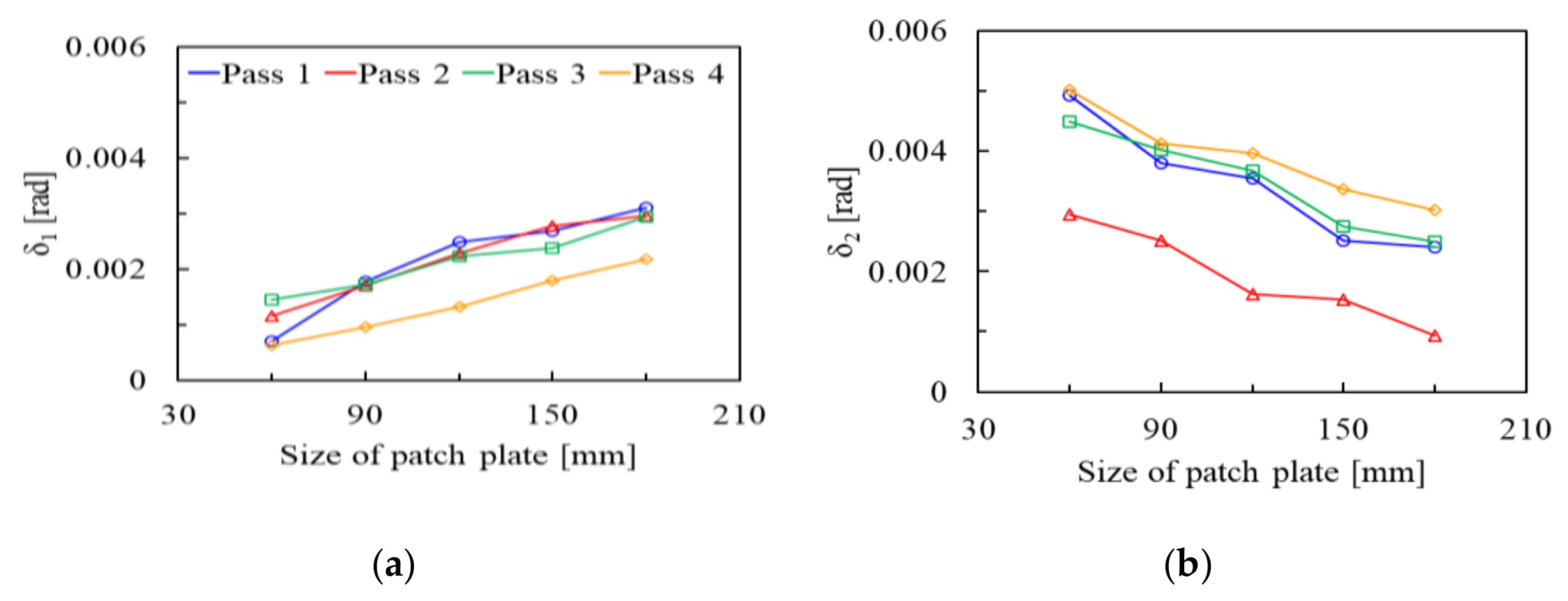
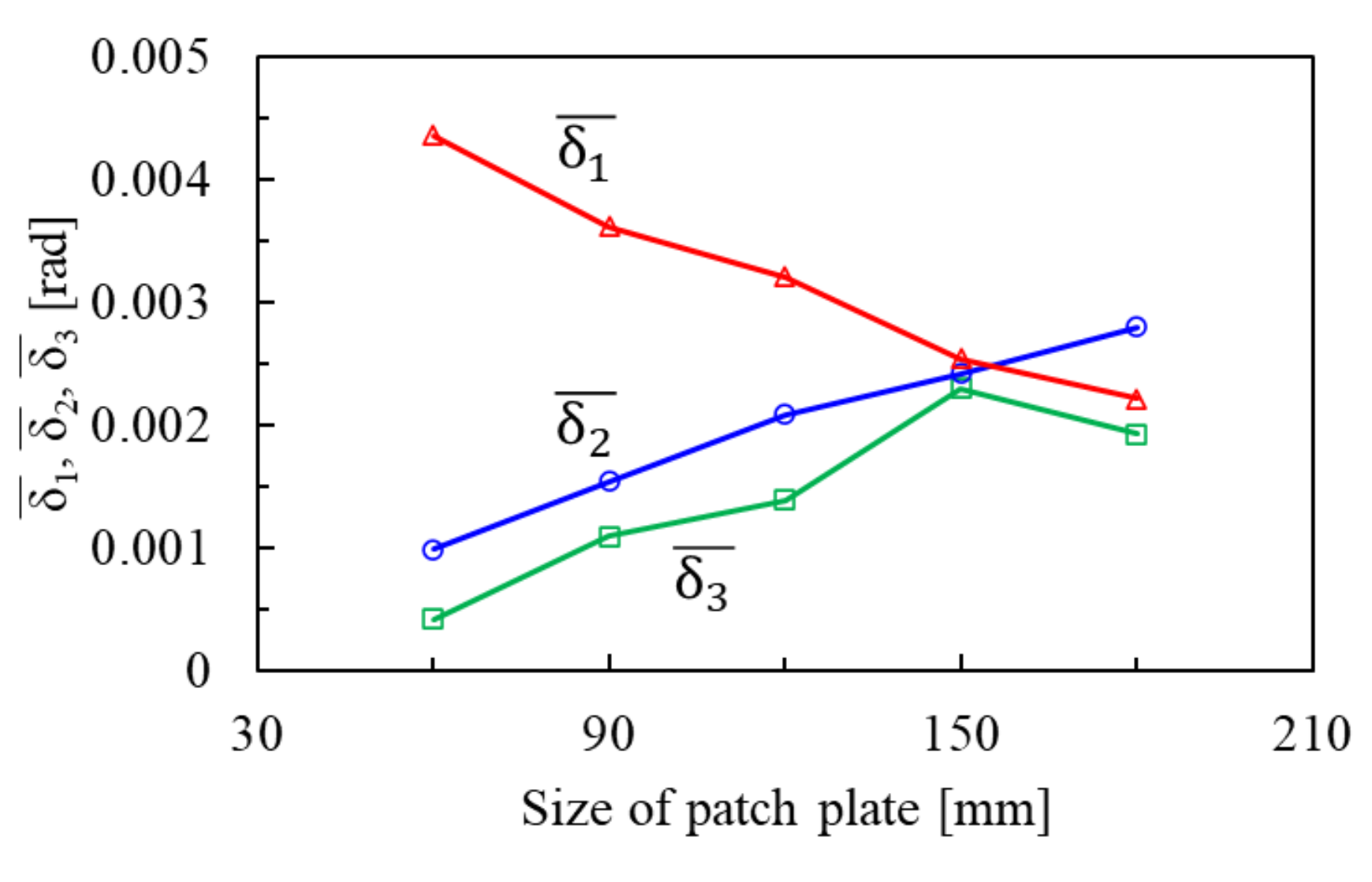
4.1. Out-of-Plane Deformation
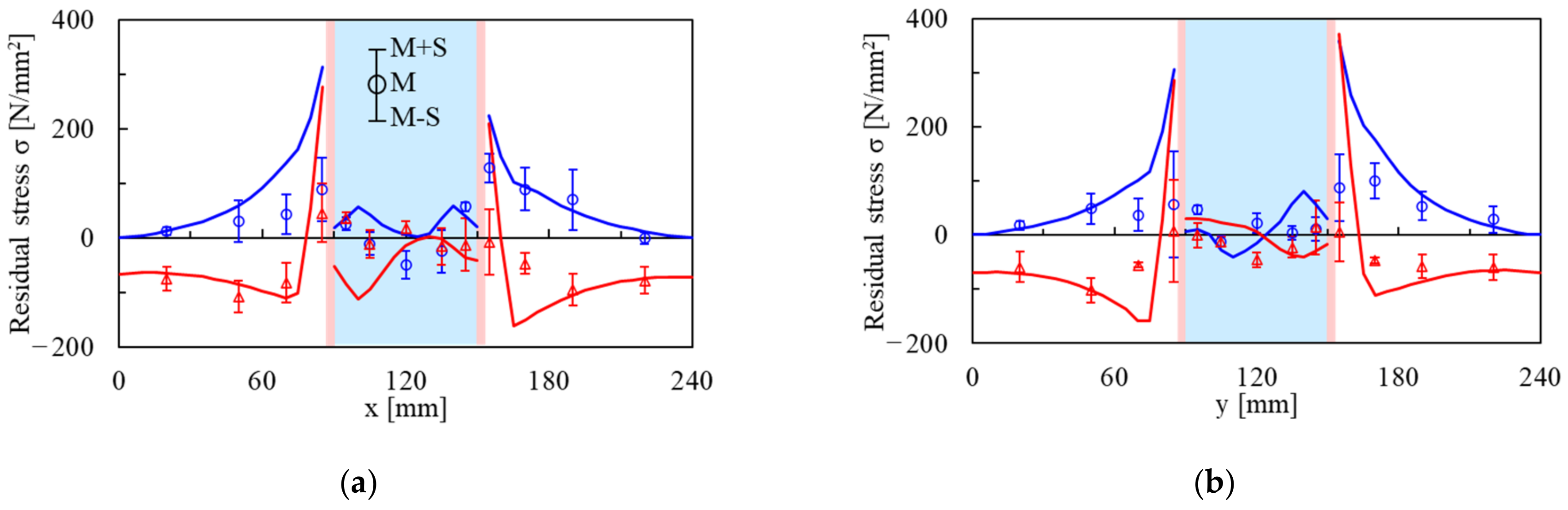
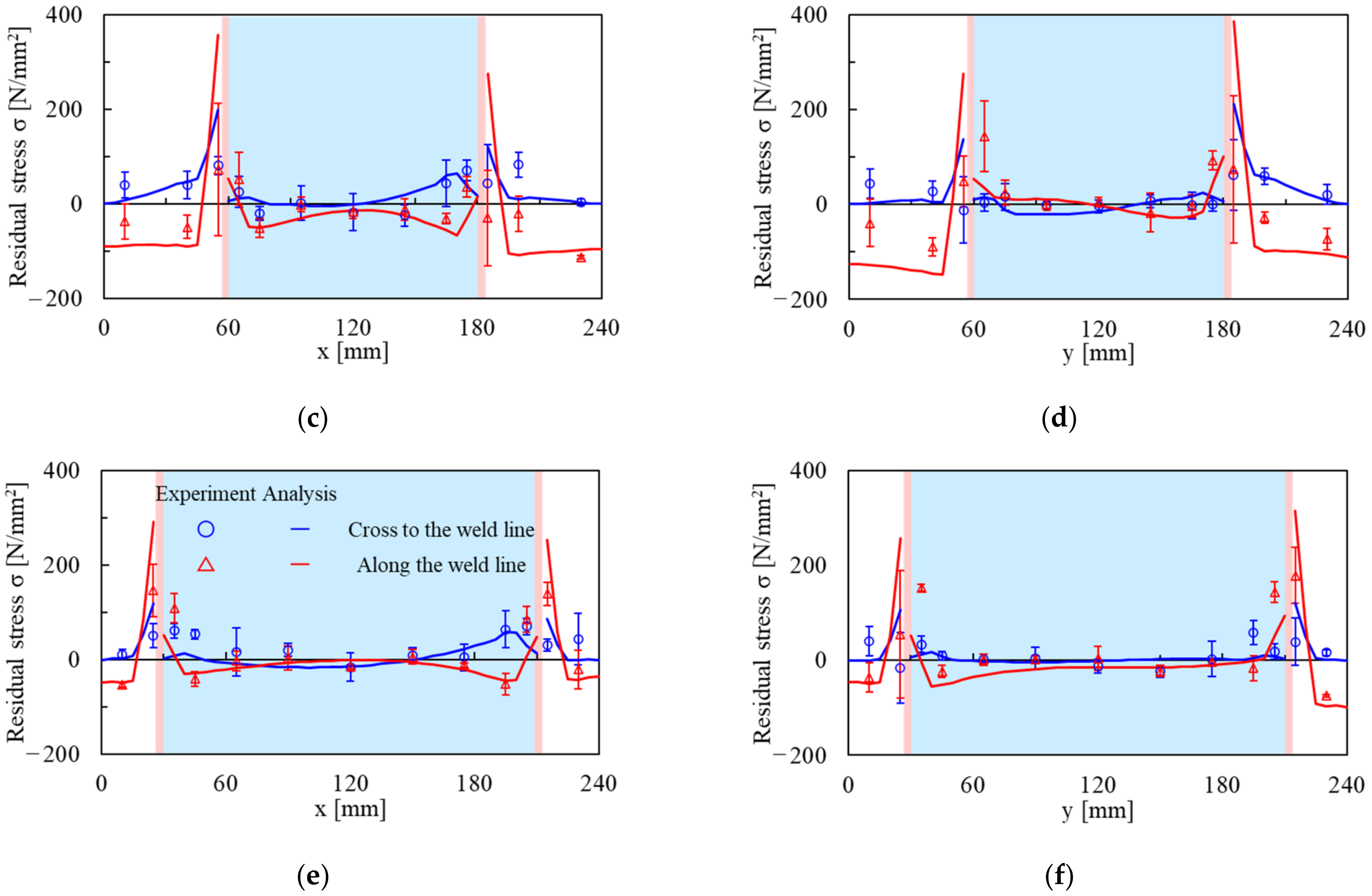
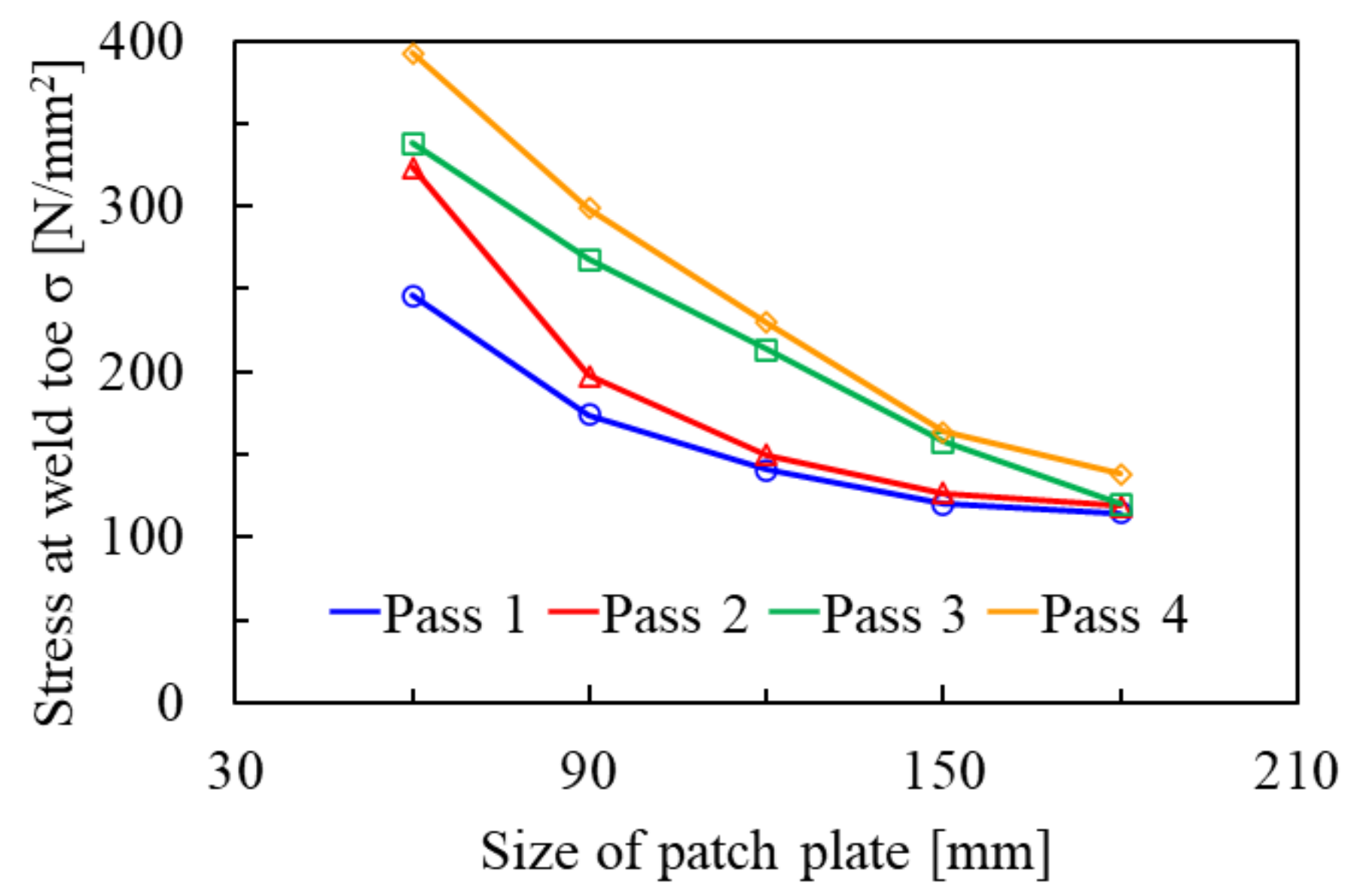
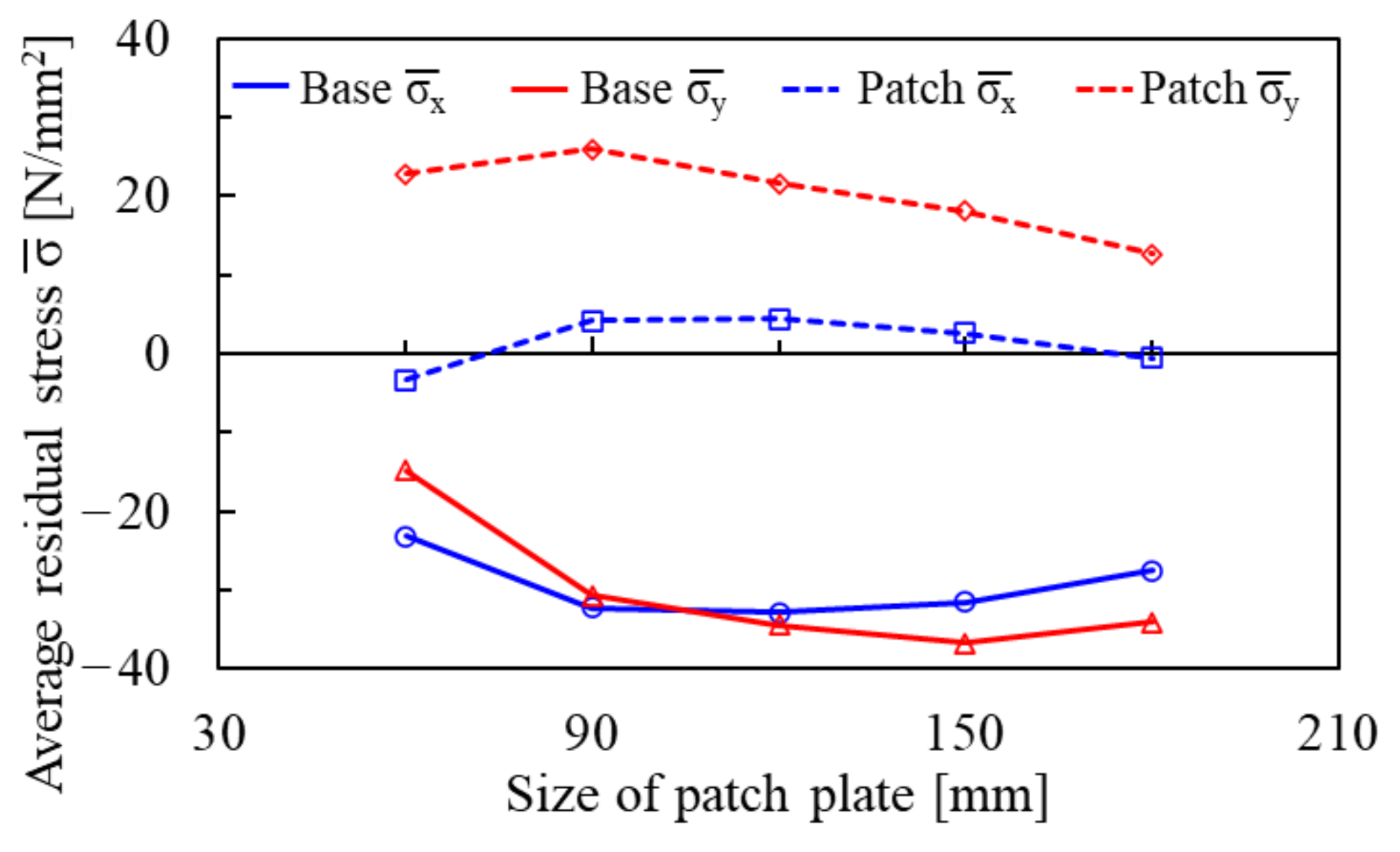
4.2. Residual Stress
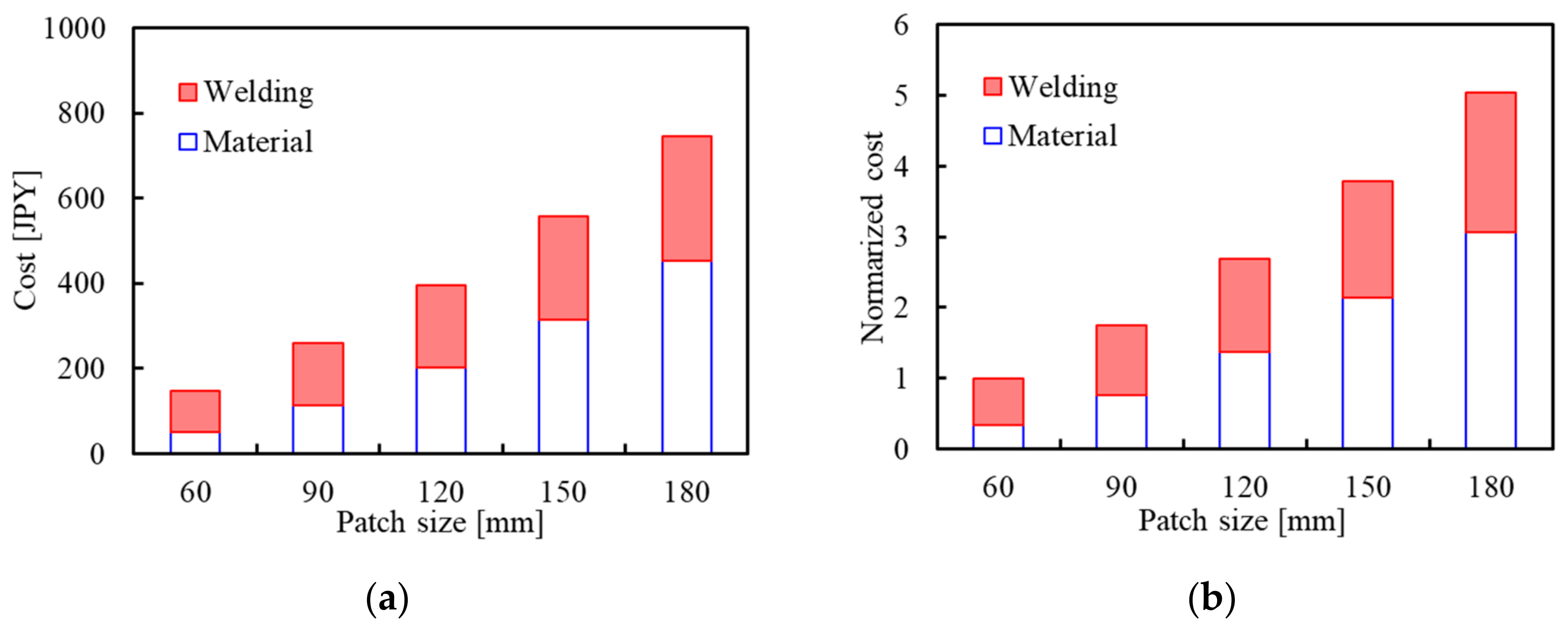
5. Cost Estimation of Patch Welding
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- The American Society of Mechanical Engineers. Repair of Pressure Equipment and Piping; ASME PCC-2-2018; American Society of Mechanical Engineers: New York, NY, USA, 2018. [Google Scholar]
- Lant, T.; Robinson, D.L.; Spafford, B.; Storesund, J. Review of weld repair procedures for low alloy steels designed to minimise the risk of future cracking. Int. J. Press. Vessel. Pip. 2001, 78, 813–818. [Google Scholar] [CrossRef]
- Roland, P.-J.; Dominic, P. Repairing Internal Corrosion Defects in Pipelines—A Case Study. In Proceedings of the 4th International Pipeline Rehabilitation and Maintenance Conference, Prague, Czech Republic, September 2000; pp. 1–25. [Google Scholar]
- Deng, D.; Murakawa, H. Prediction of welding distortion and residual stress in a thin plate butt-welded joint. Comput. Mater. Sci. 2008, 43, 353–365. [Google Scholar] [CrossRef]
- Perić, M.; Tonković, Z.; Rodić, A.; Surjak, M.; Garašić, I.; Boras, I.; Švaić, S. Numerical analysis and experimental investigation of welding residual stresses and distortions in a T-joint fillet weld. Mater. Des. 2014, 53, 1052–1063. [Google Scholar] [CrossRef]
- James, M.N. Residual stress influences on structural reliability. Eng. Fail. Anal. 2011, 18, 1909–1920. [Google Scholar] [CrossRef]
- Dong, P. On repair weld residual stresses and significance to structural integrity. Weld. World 2018, 62, 351–362. [Google Scholar] [CrossRef]
- Teng, T.-L.; Chang, P.-H.; Ko, H.-C. Finite element analysis of circular patch welds. Int. J. Press. Vessel. Pip. 2000, 77, 643–650. [Google Scholar] [CrossRef]
- Fazzini, P.G.; Otegui, J.L. Influence of old rectangular repair patches on the burst pressure of a gas pipeline. Int. J. Press. Vessel. Pip. 2006, 83, 27–34. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Pandey, C.; Mahapatra, M.M. Significance of finite element models and solid-state phase transformation on the evaluation of weld induced residual stresses. Met. Mater. Int. 2021, 27, 3478–3492. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P. A comparative study of transverse shrinkage stresses and residual stresses in P91 welded pipe including plasticity error. Arch. Civ. Mech. Eng. 2018, 18, 1000–1011. [Google Scholar] [CrossRef]
- JIS G 3106; Rolled Steels for Welded Structures. Japanese Standards Association: Tokyo, Japan, 2015.
- JIS G 3312; Solid Wires for MAG and MIG Welding of Mild Steel, High Strength Steel and Low Temperature Service Steel. Japanese Standards Association: Tokyo, Japan, 2009.
- Joseph, A.; Palanichamy, P.; Rai, S.K.; Jayakumar, T.; Raj, B. Non-destructibe measurement of residual stresses in carbon steel weld joints. Sci. Technol. Weld. Join. 1998, 3, 267–271. [Google Scholar] [CrossRef]
- Nakagawa, H.; Suzuki, H. Ultimate temperatures of steel beams subjected to fire. Steel Constr. Eng. 1999, 6, 57–65. (In Japanese) [Google Scholar]
- Kim, Y.-C.; Lee, J.-Y.; Inose, K. Dominant factors for high accurate prediction of distortion and residual stress generated by fillet welding. Int. J. Steel Struct. 2007, 7, 93–100. [Google Scholar]
- Pépe, N.; Egerland, S.; Colegrove, P.A.; Yapp, D.; Leonhartsberger, A.; Scotti, A. Measuring the process efficiency of controlled gas metal arc welding processes. Sci. Technol. Weld. Join. 2011, 16, 412–417. [Google Scholar] [CrossRef] [Green Version]
- Joseph, A.; Harwig, D.; Farson, D.F.; Richardson, R. Measurement and calculation of arc power and heat transfer efficiency in pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2003, 8, 400–406. [Google Scholar] [CrossRef]
- Harasawa, H. Planning and management of welding procedure. J. Jpn. Weld. Soc. 2008, 77, 582–594. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SM400B | YGW12 | ||||
|---|---|---|---|---|---|
| Yield Stress [N/mm2] | Tensile Strength [N/mm2] | Elongation [%] | Yield Stress [N/mm2] | Tensile Strength [N/mm2] | Elongation [%] |
| 306 | 451 | 30 | 460 | 540 | 28 |
| Max. | Min. | Average | |
|---|---|---|---|
| Weld voltage [V] | 24 | 22 | 23 |
| Weld current [A] | 175 | 140 | 157 |
| Weld speed [mm/s] | 6.88 | 4.92 | 5.75 |
| Analysis software | Abaqus Ver. 6.14 |
| Analysis type | Temperature-displacement coupling |
| Element type | 8-node reduced integral solid element |
| Mechanical boundary conditions | Only rigid body displacement is constrained Displacement constraint Node 1: y- and z-directions Node 2: x-, y-, and z-directions Node 3: z-direction |
| Thermal boundary conditions | Surface heat transfer |
| Yield Strength [N/mm2] | Tensile Strength [N/mm2] | Price in 2022 [JPY/t] | |
|---|---|---|---|
| SM400A | Over 245 | 400–510 | 148,500 |
| SM490A | Over 325 | 490–610 | 157,000 |
| SM490YA | Over 365 | 490–610 | 158,000 |
| Welding Cost [JPY/m] | |||
|---|---|---|---|
| Power Supply CPS | Consumable CCM | Labor CLB | Total CTOTAL |
| 17 | 85 | 303 | 405 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashiguchi, T.; Hirohata, M.; Jármai, K. An Investigation on the Features of Deformation and Residual Stress Generated by Patch Welding with Different Plate Sizes. Processes 2022, 10, 1312. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10071312
Hashiguchi T, Hirohata M, Jármai K. An Investigation on the Features of Deformation and Residual Stress Generated by Patch Welding with Different Plate Sizes. Processes. 2022; 10(7):1312. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10071312
Chicago/Turabian StyleHashiguchi, Takehito, Mikihito Hirohata, and Károly Jármai. 2022. "An Investigation on the Features of Deformation and Residual Stress Generated by Patch Welding with Different Plate Sizes" Processes 10, no. 7: 1312. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10071312