
Influence of the Lamination Process on the Wetting Behavior and the Wetting Rate of Lithium-Ion Batteries

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
- (i)
- cathode—separator (non-laminated)
- (ii)
- cathode—separator (laminated at 120 °C, contact pressure of 5.5 Nmm−2)
- (iii)
- cathode—separator (laminated at 80 °C, contact pressure of 5.5 Nmm−2)
- (iv)
- anode—separator (non-laminated)
- (v)
- anode—separator (laminated at 120 °C, contact pressure of 5.5 Nmm−2)
- (vi)
- anode—separator—cathode as a compartment (non-laminated)
- (vii)
- anode—separator—cathode (laminated at 130 °C, contact pressure of 5.5 Nmm−2)
2.2.1. Gravimetric Measurement (VR1)
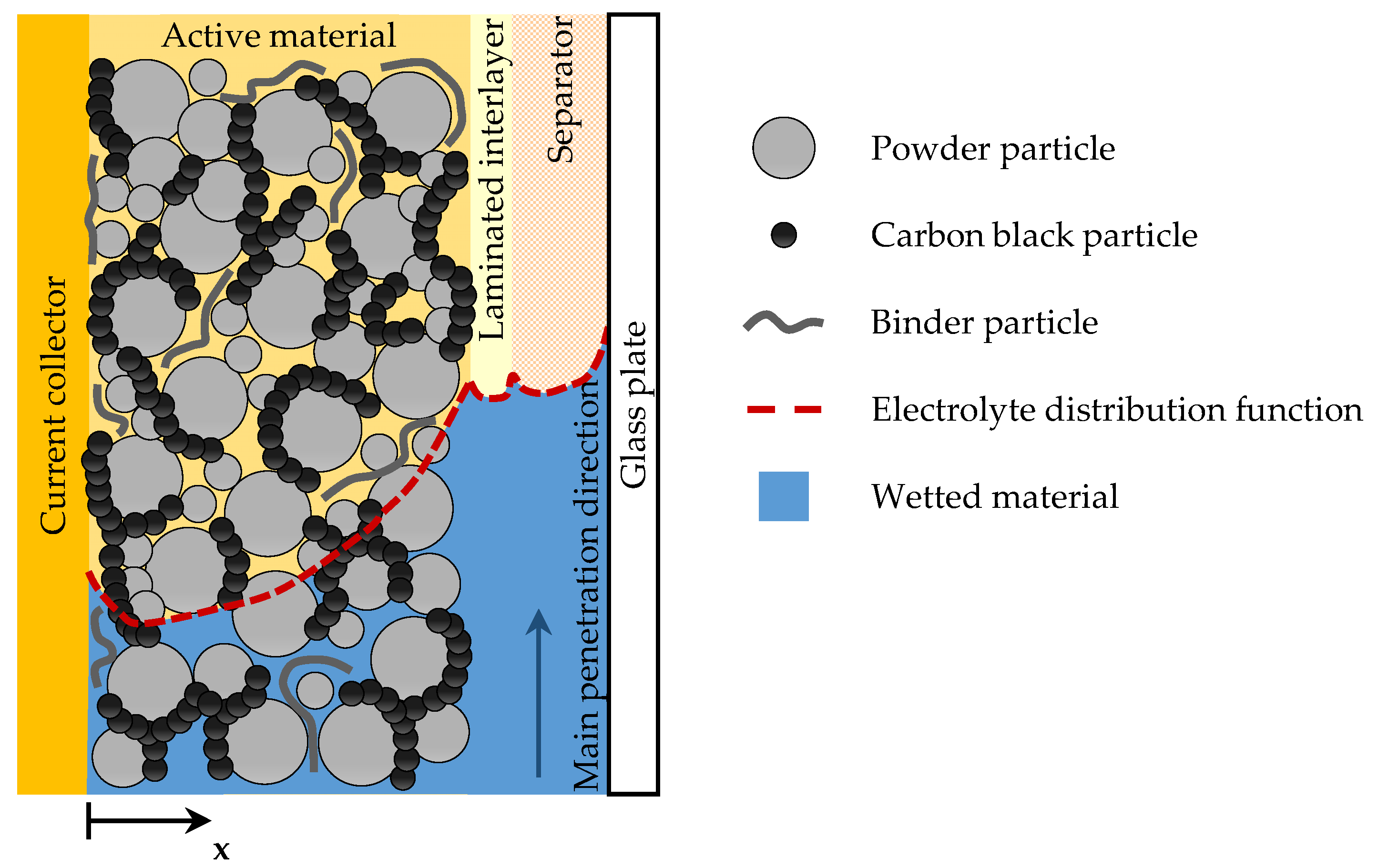
2.2.2. Optical Measurement (VR2)
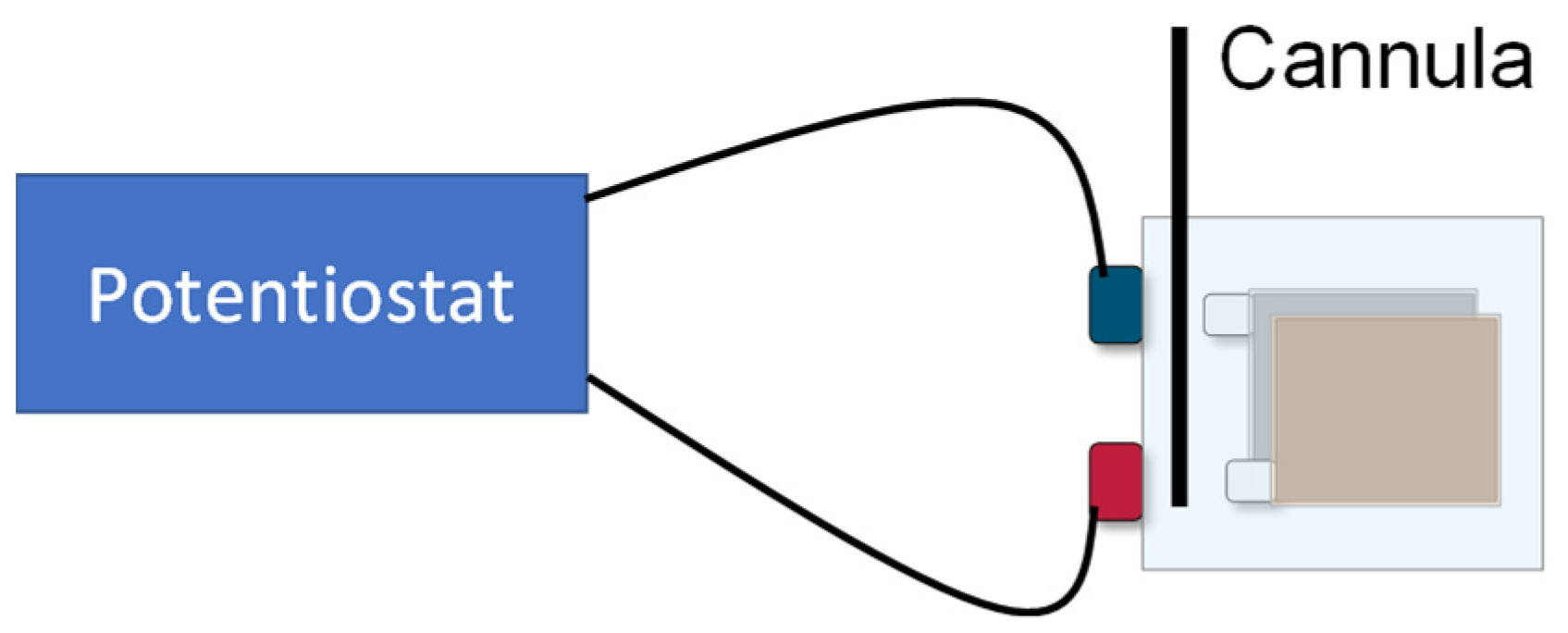
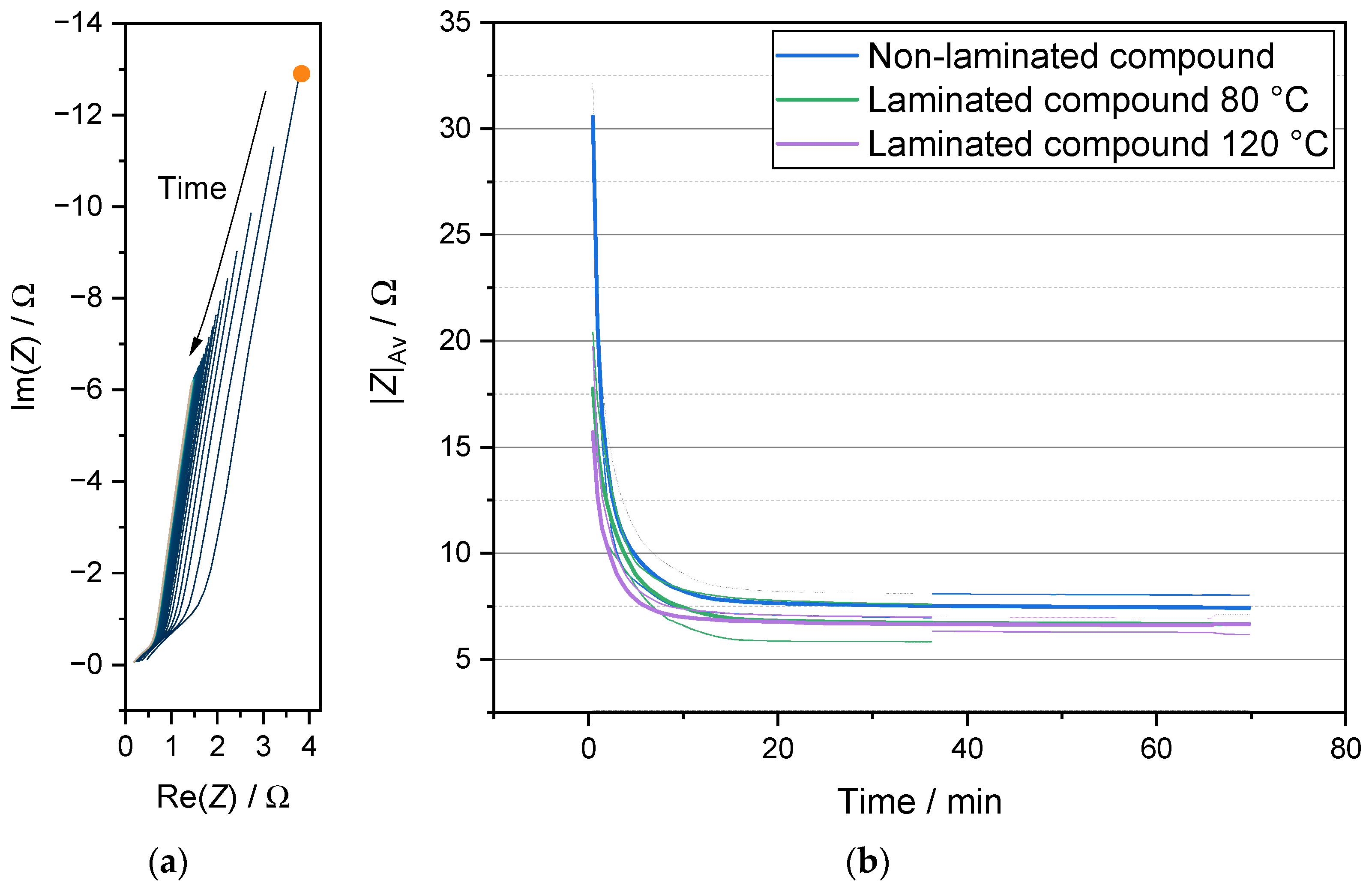
2.2.3. Electrochemical Measurement (VR3)
- (i)
- cathode—separator (non-laminated)
- (ii)
- cathode—separator (laminated at 80 °C, contact pressure of 5.5 Nmm−2)
- (iii)
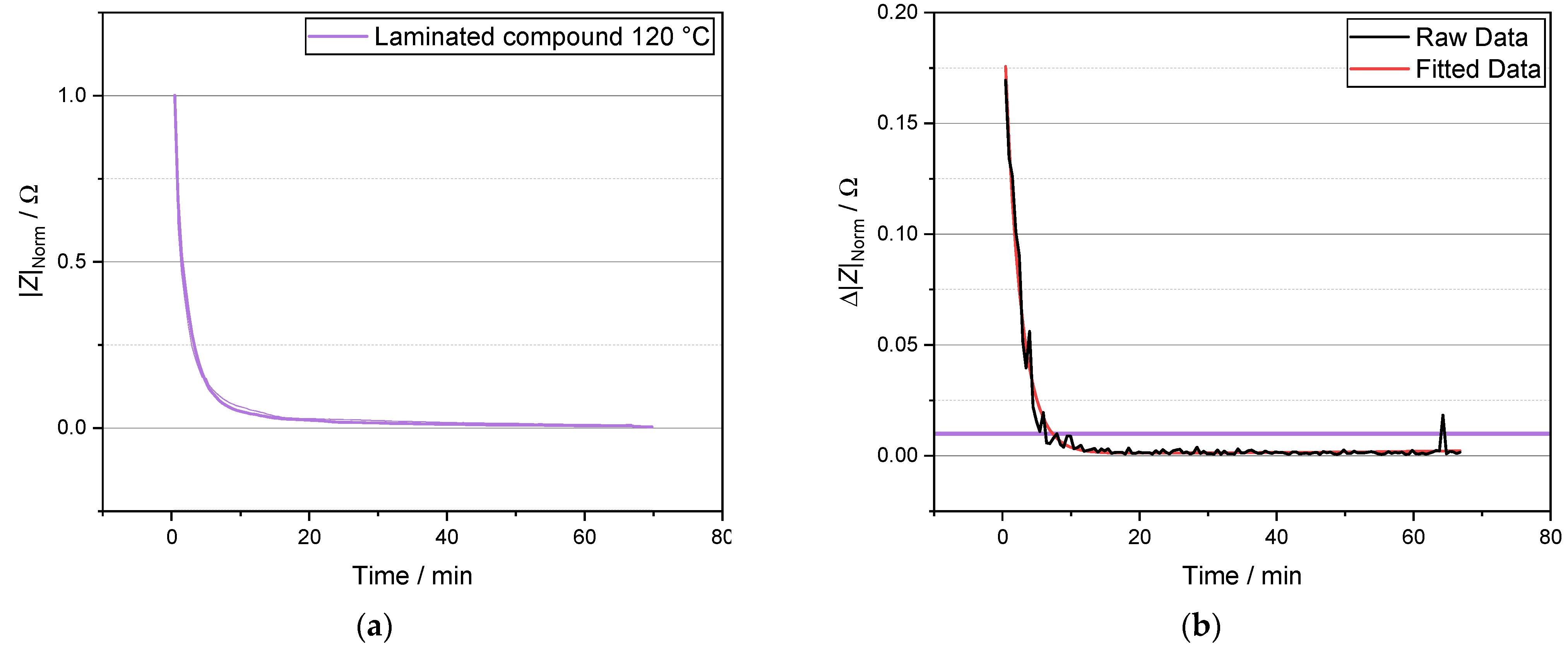
- cathode—separator (laminated at 120 °C, contact pressure of 5.5 Nmm−2)
3. Results
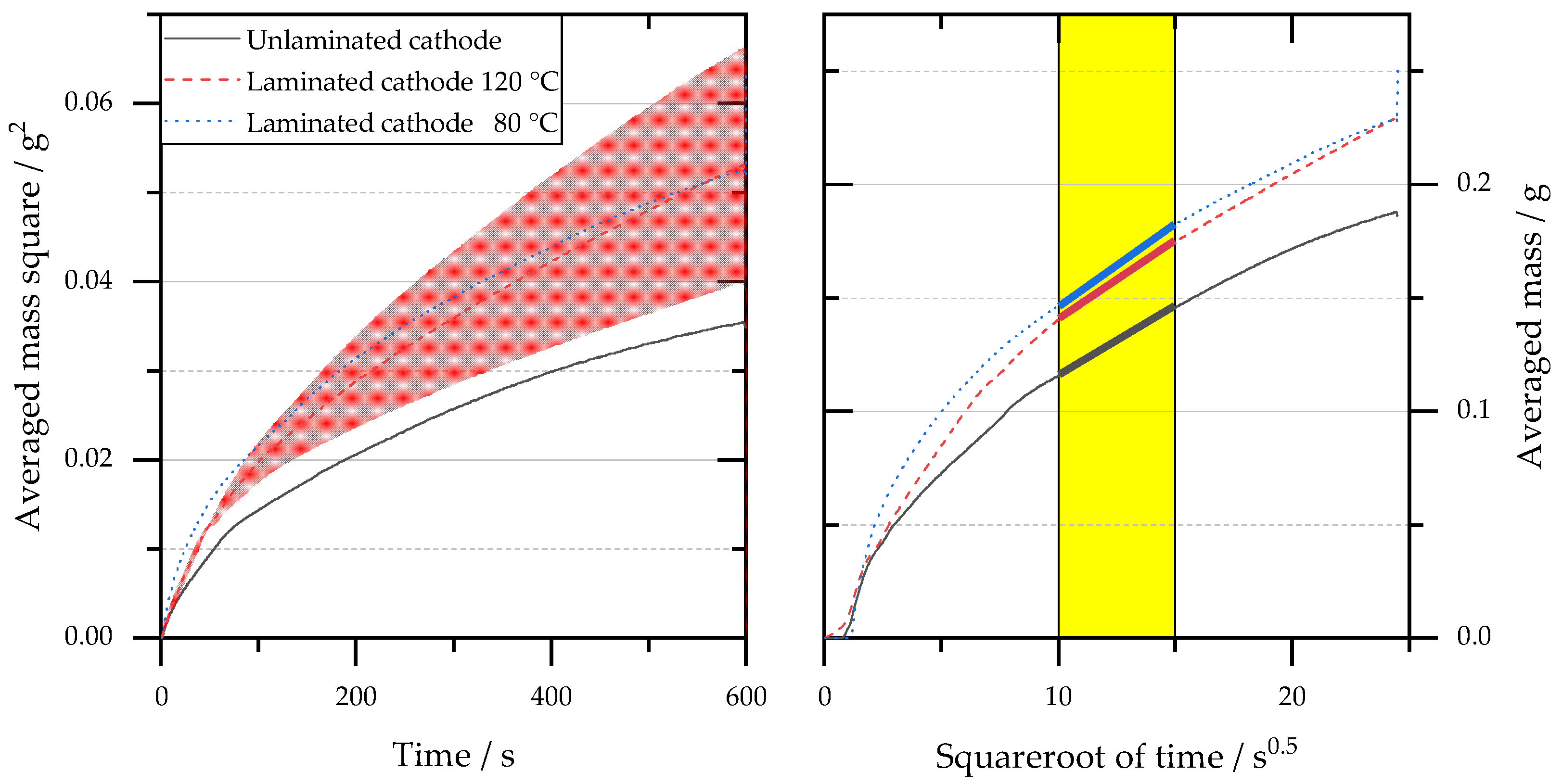
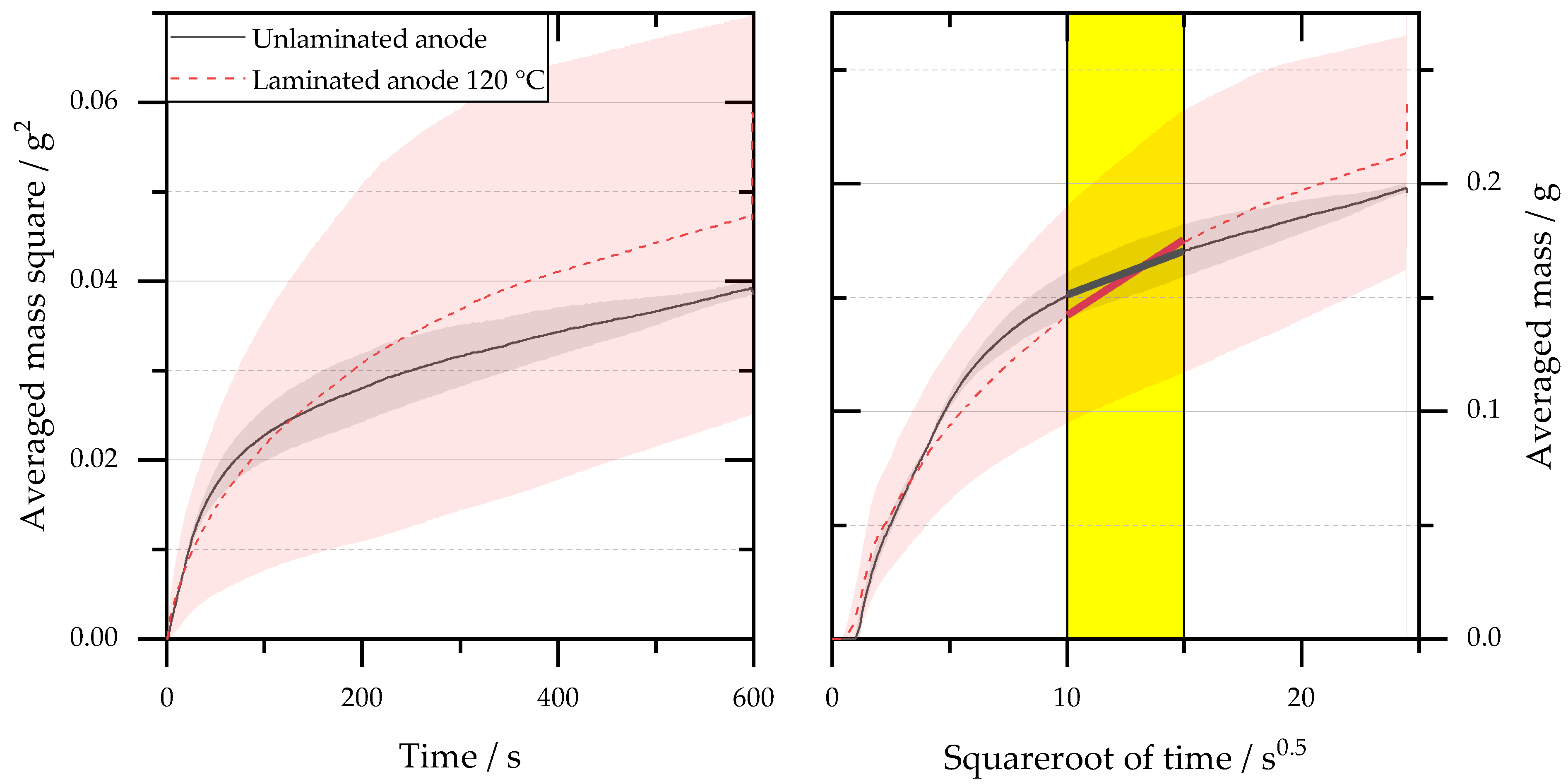
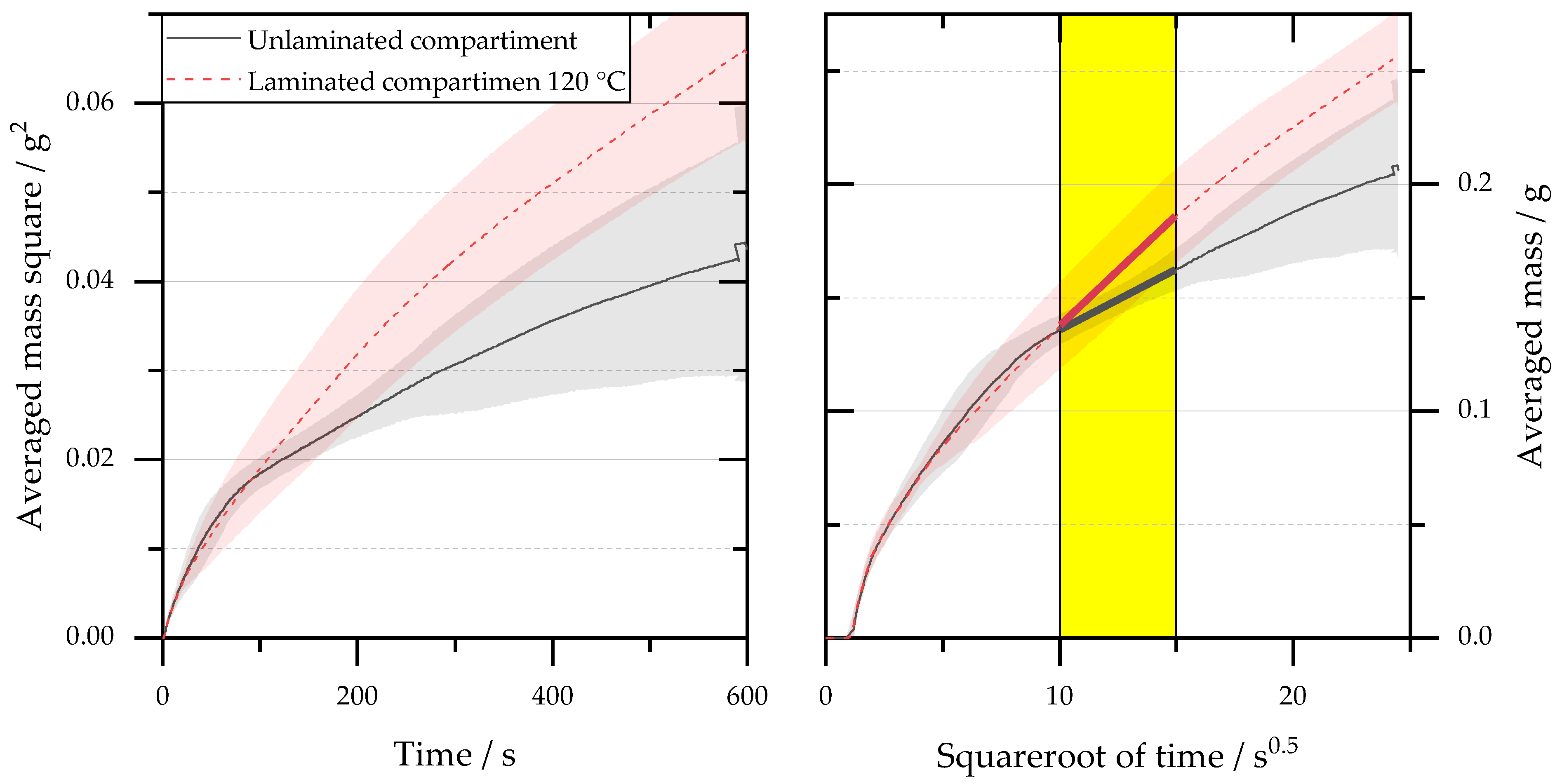
3.1. Gravimetric Measurement
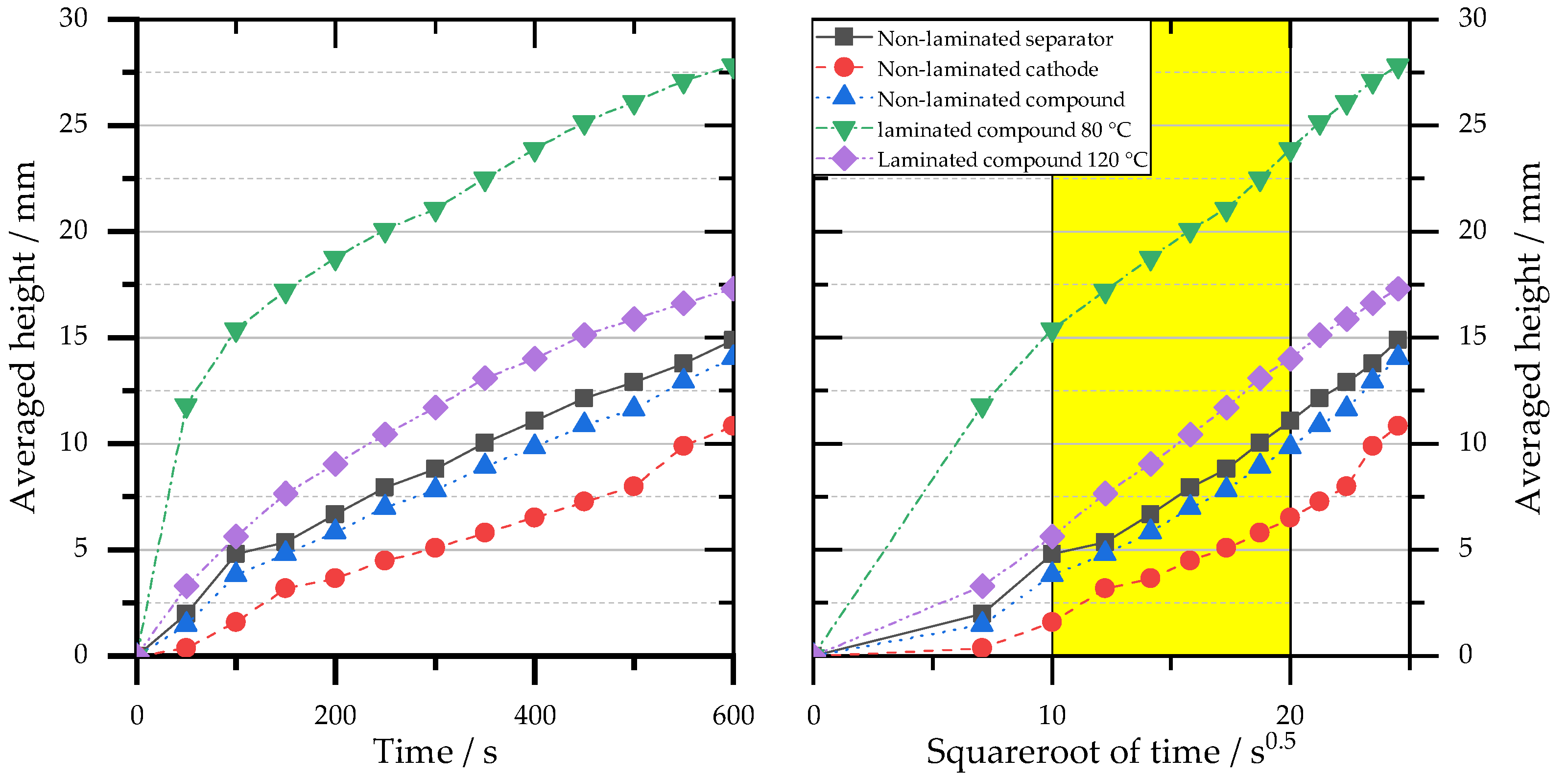
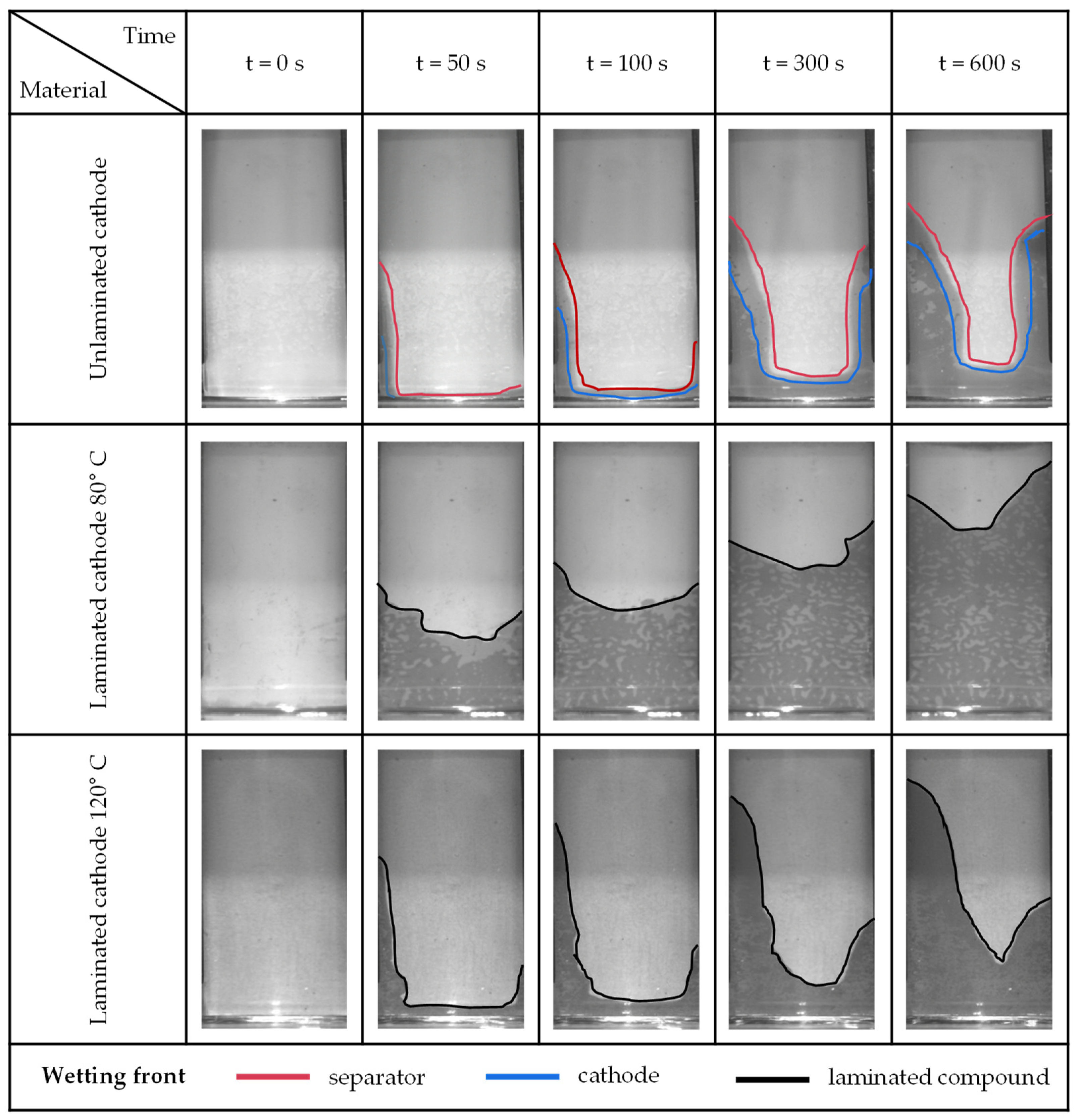
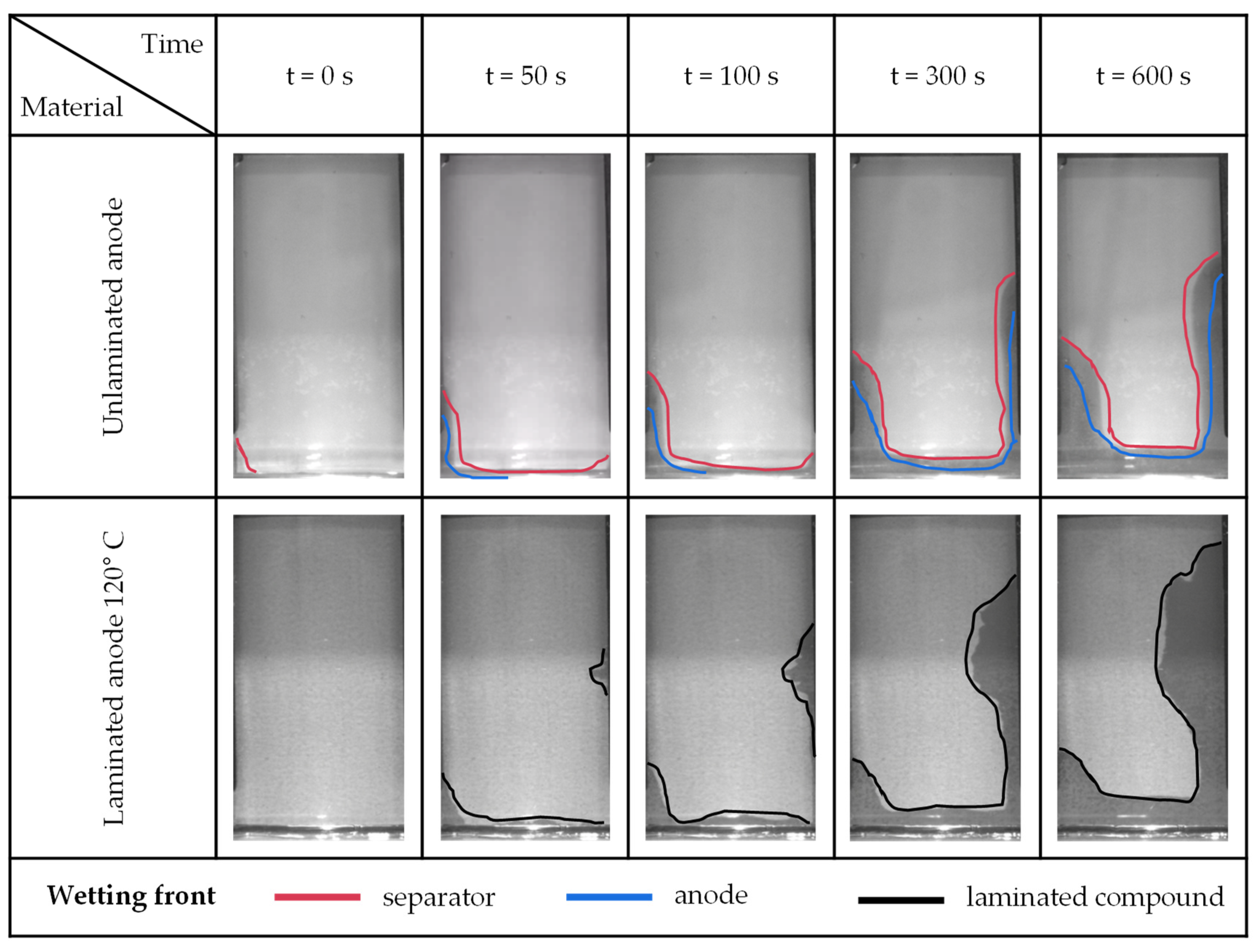
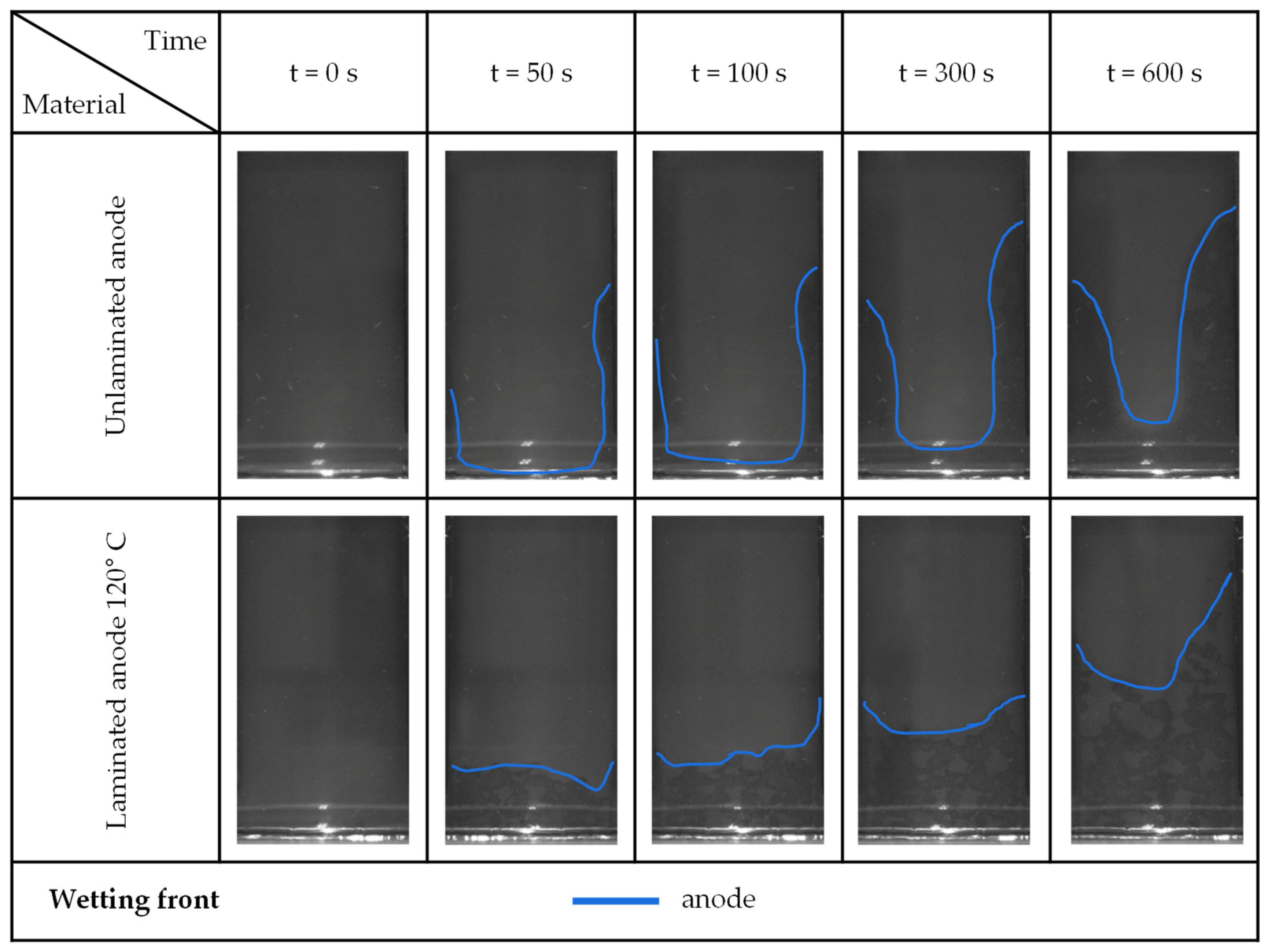
3.2. Optical Measurement
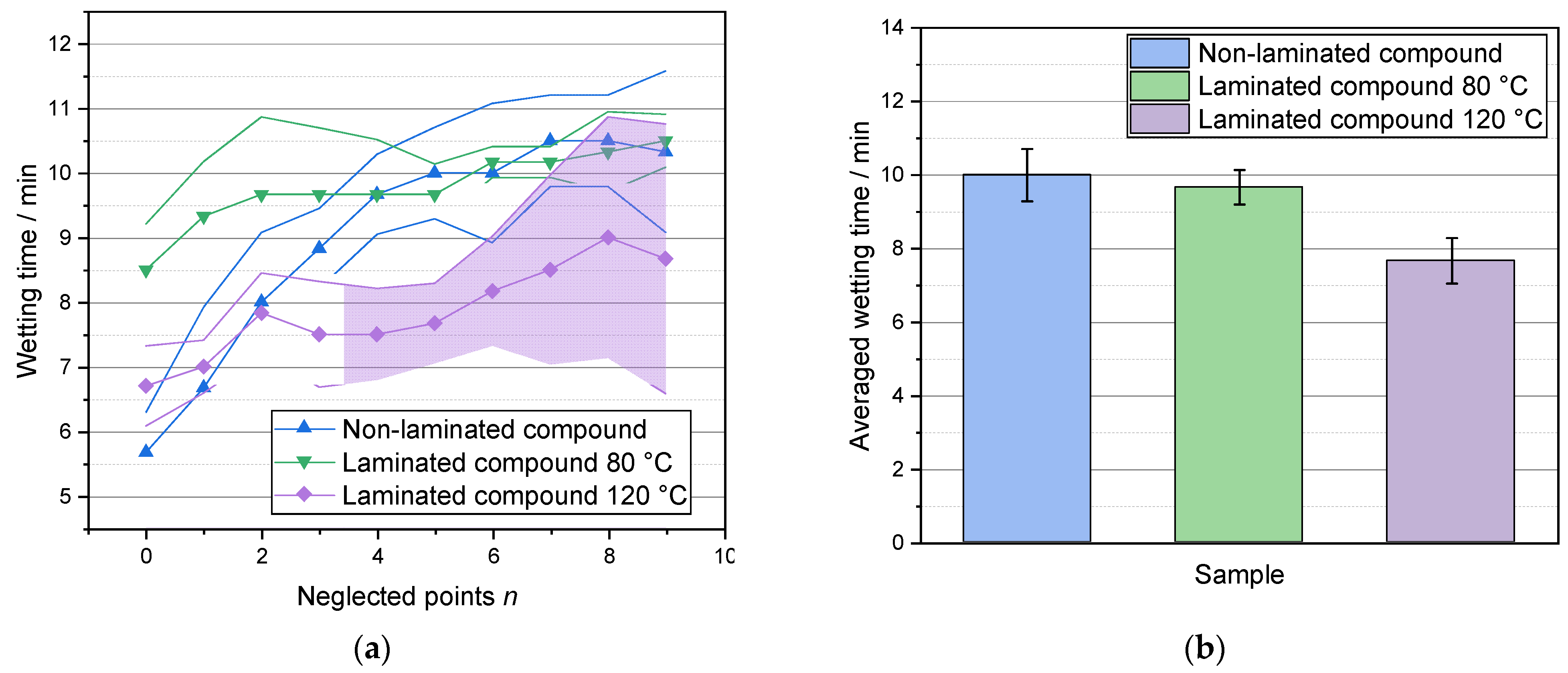
3.3. Electrochemical Measurement
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A




References
- Mohammadi, F. Lithium-ion Battery Market Analysis for Hybrid, Plug-in and Solar-Powered Electric Vehicles. J. Solar Energy Res. 2019, 4, 23–29. [Google Scholar]
- Kwade, A.; Haselrieder, W.; Leithoff, R.; Modlinger, A.; Dietrich, F.; Droeder, K. Current status and challenges for automotive battery production technologies. Nat. Energy 2018, 3, 290–300. [Google Scholar] [CrossRef]
- Wood, D.L., III; Li, J.; Daniel, C. Prospects for reducing the processing cost of lithium ion batteries. J. Power Sources 2015, 275, 234–242. [Google Scholar] [CrossRef] [Green Version]
- Lithium-Ion Batteries: Basics and Applications; Korthauer, R. (Ed.) Springer: Berlin/Heidelberg, Germany, 2018; ISBN 9783662530719. [Google Scholar]
- Davoodabadi, A.; Li, J.; Liang, Y.; Wood, D.L.; Singler, T.J.; Jin, C. Analysis of electrolyte imbibition through lithium-ion battery electrodes. J. Power Sources 2019, 424, 193–203. [Google Scholar] [CrossRef] [Green Version]
- Pfleging, W.; Pröll, J. A new approach for rapid electrolyte wetting in tape cast electrodes for lithium-ion batteries. J. Mater. Chem. A 2014, 2, 14918–14926. [Google Scholar] [CrossRef]
- Kühnel, R.-S.; Obeidi, S.; Lübke, M.; Lex-Balducci, A.; Balducci, A. Evaluation of the wetting time of porous electrodes in electrolytic solutions containing ionic liquid. J. Appl. Electrochem. 2013, 43, 697–704. [Google Scholar] [CrossRef]
- Beyer, S.; Kobsch, O.; Pospiech, D.; Simon, F.; Peter, C.; Nikolowski, K.; Wolter, M.; Voit, B. Influence of surface characteristics on the penetration rate of electrolytes into model cells for lithium ion batteries. J. Adhes. Sci. Technol. 2019, 34, 849–866. [Google Scholar] [CrossRef]
- Knoche, T.; Zinth, V.; Schulz, M.; Schnell, J.; Gilles, R.; Reinhart, G. In situ visualization of the electrolyte solvent filling process by neutron radiography. J. Power Sources 2016, 331, 267–276. [Google Scholar] [CrossRef]
- Weydanz, W.; Reisenweber, H.; Gottschalk, A.; Schulz, M.; Knoche, T.; Reinhart, G.; Masuch, M.; Franke, J.; Gilles, R. Visualization of electrolyte filling process and influence of vacuum during filling for hard case prismatic lithium ion cells by neutron imaging to optimize the production process. J. Power Sources 2018, 380, 126–134. [Google Scholar] [CrossRef]
- Schilling, A.; Gümbel, P.; Möller, M.; Kalkan, F.; Dietrich, F.; Dröder, K. X-ray based visualization of the electrolyte filling process of lithium ion batteries. J. Electrochem. Soc. 2018, 166, A5163–A5167. [Google Scholar] [CrossRef]
- Schilling, A.; Wiemers-Meyer, S.; Winkler, V.; Nowak, S.; Hoppe, B.; Heimes, H.H.; Dröder, K.; Winter, M. Influence of Separator Material on Infiltration Rate and Wetting Behavior of Lithium-Ion Batteries. Energy Technol. 2020, 8, 1900078. [Google Scholar] [CrossRef] [Green Version]
- Deng, Z.; Huang, Z.; Shen, Y.; Huang, Y.; Ding, H.; Luscombe, A.; Johnson, M.; Harlow, J.E.; Gauthier, R.; Dahn, J.R. Ultrasonic scanning to observe wetting and “unwetting” in li-ion pouch cells. Joule 2020, 4, 2017–2029. [Google Scholar] [CrossRef]
- Wu, M.-S.; Liao, T.-L.; Wang, Y.-Y.; Wan, C.-C. Assessment of the wettability of porous electrodes for lithium-ion batteries. J. Appl. Electrochem. 2004, 34, 797–805. [Google Scholar] [CrossRef]
- Günter, F.J.; Habedank, J.B.; Schreiner, D.; Neuwirth, T.; Gilles, R.; Reinhart, G. Introduction to Electrochemical Impedance Spectroscopy as a Measurement Method for the Wetting Degree of Lithium-Ion Cells. J. Electrochem. Soc. 2018, 165, A3249–A3256. [Google Scholar] [CrossRef]
- Schilling, A. Design of an automated system to accelerate the electrolyte distribution in lithium-ion batteries. Int. J. Mech. Eng. Robot. Res. 2018, 162–166. [Google Scholar] [CrossRef]
- Sheng, Y.; Fell, C.R.; Son, Y.K.; Metz, B.M.; Jiang, J.; Church, B.C. Effect of calendering on electrode wettability in lithium-ion batteries. Front. Energy Res. 2014, 2, 2. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Zhang, P.; Gou, L.; Hou, Z.; Huang, B. Enhancement on the thermostability and wettability of lithium-ion batteries separator via surface chemical modification. Mater. Lett. 2017, 208, 98–101. [Google Scholar] [CrossRef]
- Suharto, Y.; Lee, Y.; Yu, J.-S.; Choi, W.; Kim, K.J. Microporous ceramic coated separators with superior wettability for enhancing the electrochemical performance of sodium-ion batteries. J. Power Sources 2018, 376, 184–190. [Google Scholar] [CrossRef]
- Knoche, T.; Reinhart, G. Electrolyte Filling of Large-Scale Lithium-Ion Batteries: Challenges for Production Technology and Possible Approaches. Appl. Mech. Mater. 2015, 794, 11–18. [Google Scholar] [CrossRef]
- Leithoff, R.; Dilger, N.; Duckhorn, F.; Blume, S.; Lembcke, D.; Tschöpe, C.; Herrmann, C.; Dröder, K. Inline monitoring of battery electrode lamination processes based on acoustic measurements. Batteries 2021, 7, 19. [Google Scholar] [CrossRef]
- Frankenberger, M.; Trunk, M.; Seidlmayer, S.; Dinter, A.; Dittloff, J.; Werner, L.; Gernhäuser, R.; Revay, Z.; Märkisch, B.; Gilles, R.; et al. SEI Growth impacts of lamination, formation and cycling in lithium ion batteries. Batteries 2020, 6, 21. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Penetration Rate K [g/s0.5] | Standard Deviation [g/s0.5] | Wetting Rate k [mm/s0.5] | Standard Deviation [mm/s0.5] |
|---|---|---|---|---|
| Non-laminated compound | 2.40 × 10−3 | 4.84 × 10−4 | 1.69 × 10−2 | 3.40 × 10−3 |
| Laminated compound 80 °C | 3.76 × 10−3 | 8.54 × 10−4 | 2.64 × 10−2 | 6.00 × 10−3 |
| Laminated compound 120 °C | 3.79 × 10−3 | 5.22 × 10−4 | 2.67 × 10−2 | 3.67 × 10−3 |
| Material | Avg. Height at t = 100 s [mm] | Avg. Height at t = 300 s [mm] | Avg. Height at t = 600 s [mm] | Wetting Rate k [mm/s0.5] |
|---|---|---|---|---|
| Non-laminated separator | 4.82 | 8.81 | 14.89 | 6.48 × 10−1 |
| Non-laminated cathode | 1.58 | 5.06 | 10.81 | 4.67 × 10−1 |
| Non-laminated compound | 3.82 | 7.80 | 14.04 | 6.09 × 10−1 |
| Laminated compound 80 °C | 15.42 | 21.05 | 27.81 | 8.27 × 10−1 |
| Laminated compound 120 °C | 5.62 | 11.70 | 17.30 | 3.83 × 10−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaden, N.; Schlüter, N.; Leithoff, R.; Savas, S.; Grundmeier, S.; Dröder, K. Influence of the Lamination Process on the Wetting Behavior and the Wetting Rate of Lithium-Ion Batteries. Processes 2021, 9, 1851. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101851
Kaden N, Schlüter N, Leithoff R, Savas S, Grundmeier S, Dröder K. Influence of the Lamination Process on the Wetting Behavior and the Wetting Rate of Lithium-Ion Batteries. Processes. 2021; 9(10):1851. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101851
Chicago/Turabian StyleKaden, Nicolaj, Nicolas Schlüter, Ruben Leithoff, Sinan Savas, Simon Grundmeier, and Klaus Dröder. 2021. "Influence of the Lamination Process on the Wetting Behavior and the Wetting Rate of Lithium-Ion Batteries" Processes 9, no. 10: 1851. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101851