4.1. Selected Process Flowsheets
Given the screening of the different possible unit operations realized in
Section 2, an overall process structure to produce methanol has been constructed and is presented in
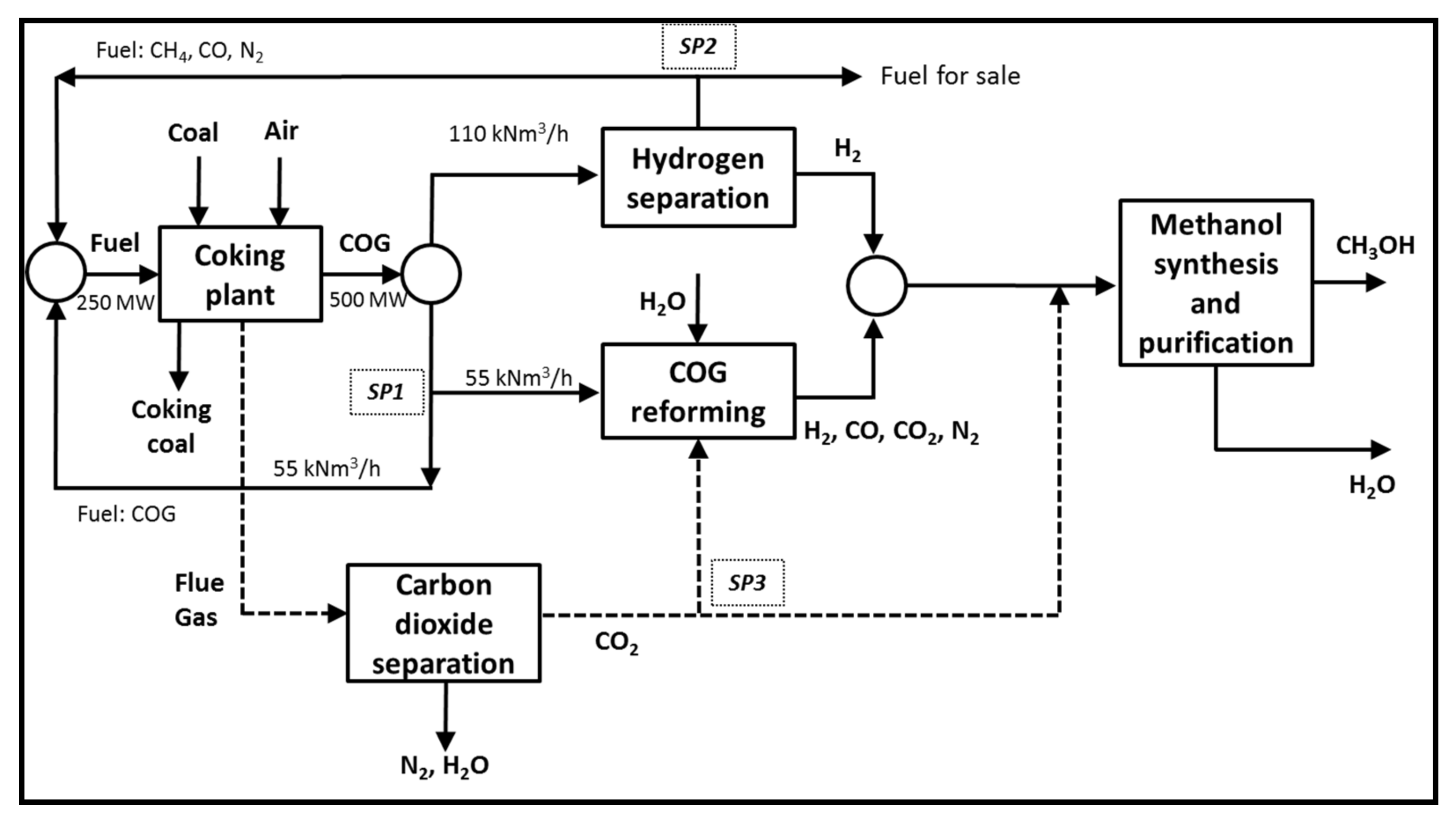
Figure 1 where the main units are represented: COG reforming, methanol synthesis, and the separation processes.
The COG generated by the coking plant (by coal pyrolysis in an oven isolated from air) is equivalent to a thermal power of 500 MWth. COG is obviously generated together with coking coal. The process structure includes two options to produce hydrogen. Logical operators (corresponding to Boolean variables) are represented by three black circles in
Figure 1 meaning that either the reforming or the PSA can be considered but not the two options simultaneously. Indeed, since COG is rich in both H
2 (more than 60%) and CH
4 (more than 20%), the development of two strategies is possible:
The combined reforming of methane contained in the COG into hydrogen leading to a methanol production of 270 kt/year at a purity of 99.66 wt.% (case study A1);
The direct recovery of hydrogen contained in the COG by a PSA process leading to a methanol production of 221 kt/year at a purity of 99.66 wt.% (case study A2).
The possibility to use simultaneously both previous options is not considered here because the economies of scale are counterbalanced by the investment costs related to the construction of both units.
Besides, to meet the energy needs of the coking plant, a fuel with an equivalent thermal power of 250 MWth is required. This heat duty can be produced two ways according to both hydrogen production options:
The half part of the generated COG (55,000 Nm3/h, equivalent to 250 MWth) is directly recycled to be burnt as a fuel within the coking plant; the rest is the available COG that can be converted into methanol; the corresponding split ratio is controlled via the splitter SP1 (case study A1);
The gas stream (rich in CH4, CO and N2) separated from H2 in the PSA process is recycled to the coking plant and burnt as a fuel to fulfil the heat requirement; in this case, an excess of fuel is available for sale via the splitter SP2 (case study A2).
The required amount of CO2 is recovered by chemical absorption from the flue gas produced in the coking plant. The CO2 flow rate is controlled via the splitter SP3 in order to supply the COG reforming reactor or to meet the hydrogen-to-carbon ratio specification at the methanol synthesis inlet. The two case studies are considered and are presented in detail below.
4.1.1. Case Study A1
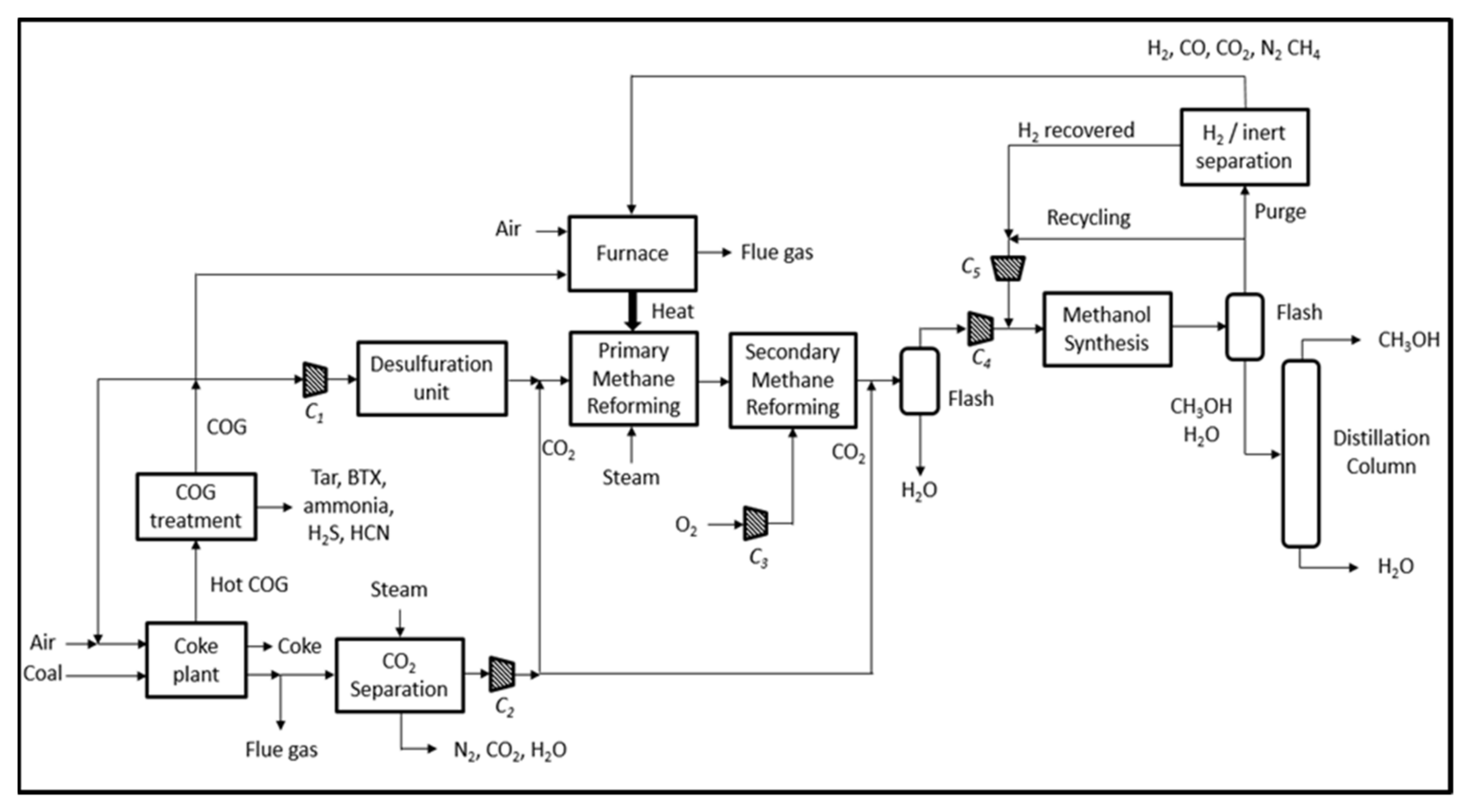
The first case study consists of the conversion of the methane contained in the COG by a CMR process and is described in
Figure 2. The interest of the reforming process is twofold: Increasing the amount of H
2 and converting CH
4 almost entirely (inert compound in the methanol synthesis). At the outlet of the coking plant, hot COG is available, meaning that COG contains tar, BTX, ammonia, hydrogen sulfide, etc., in addition to the molecules described in
Table 1. This implies that a treatment unit and a desulfuration unit are required. After the COG treatment unit, a half fraction of COG is recycled to the coking plant. The methane reforming is divided into two steps: A primary step where the CMR reactions are involved and a secondary step where the rest of methane is oxidized. The reforming step being globally endothermic, fuel is supplied in order to provide the necessary heat, by two ways:
A fraction of 14.5 wt.% of the treated COG is burnt in the reforming furnace;
A residual gas, obtained in a H2/inert separation unit (PSA) placed on the methanol recycling loop, is burnt in the reforming furnace (this separation unit enables to recover the H2 lost in the purge stream).
Figure 2.
Simplified process flowsheet for the case study A1 (combined reforming of COG).
Figure 2.
Simplified process flowsheet for the case study A1 (combined reforming of COG).
Before the methanol synthesis process, a flash separator enables the elimination of the excess water, and the syngas is then compressed to 80 bar in unit C4 and enters in the multi-tubular fixed bed reactor of the methanol synthesis. A flash separator isolates raw methanol from the unreacted gases that are recycled at reactor inlet. Finally, a distillation column purifies the raw methanol.
4.1.2. Case Study A2
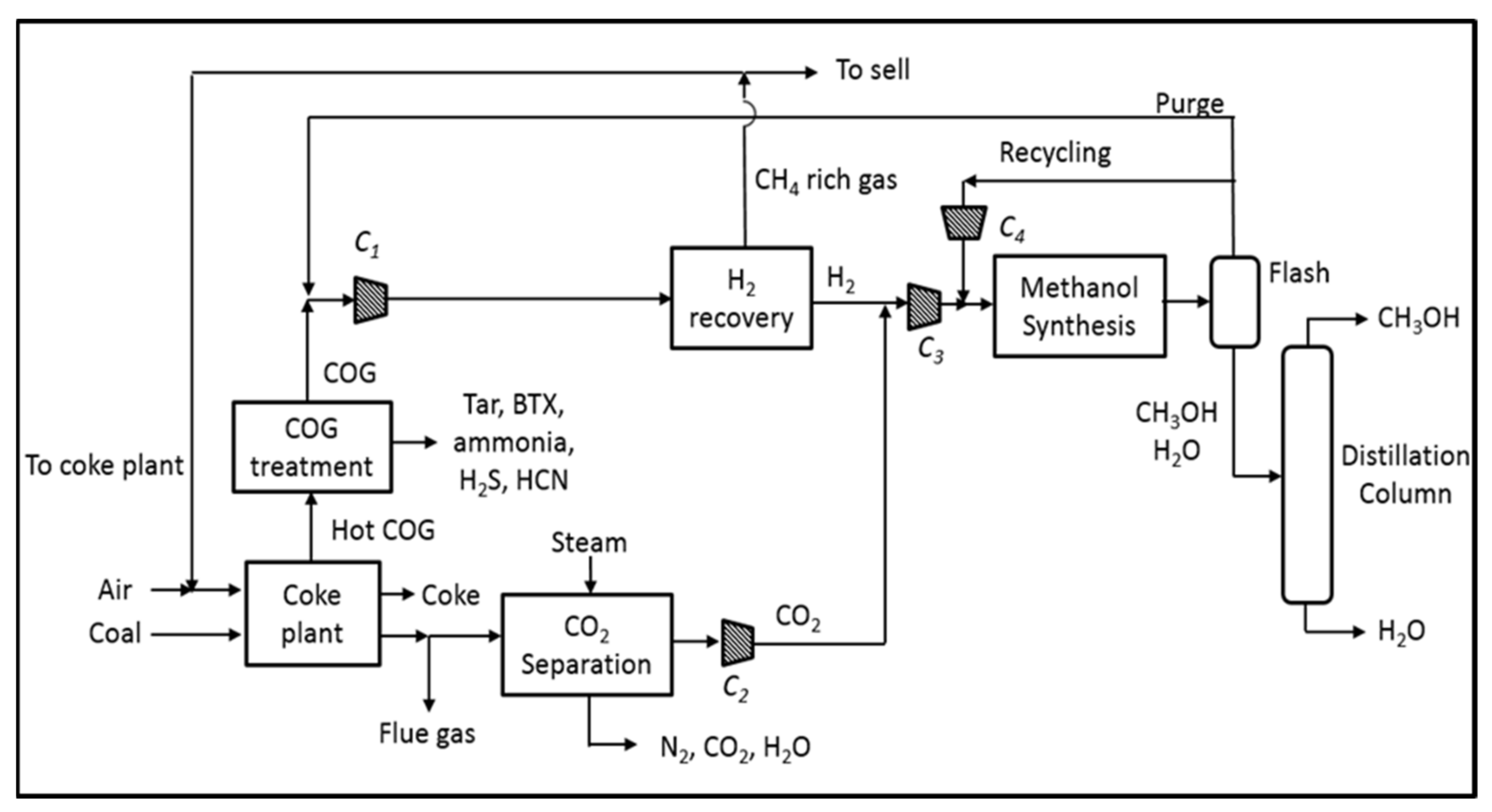
The second case study consists of the recovery of H
2 contained in the COG without a reforming step. The corresponding process flowsheet is shown in
Figure 3. In this case, the entire COG generated in the site (110,000 Nm
3/h corresponding to 500 MWth) is separated in a PSA process so that a hydrogen-rich stream is obtained together with a methane-rich stream. A fraction of this stream is used as a fuel in the coking plant to fulfil the heat requirement. The H
2 recovery rate of the PSA process is about 90% corresponding to a nominal pure H
2 flow rate of 59,700 Nm
3/h (equivalent heat duty of 179 MWth). Therefore, the methane-rich stream has a thermal power of 321 MWth. Since the coking plant needs the equivalent of 250 MWth of combustible, the remaining fraction (71 MWth) is for sale to an external factory. The CO
2 contained in the fumes of the coking plant is concentrated with a chemical absorption process. As the coking plant is fed with a methane-rich stream, the flue gases of the coking plant have a higher CO
2 content compared to the case study A1. The separation is then easier and less expensive. The purged stream on the recycling loop of the methanol synthesis process is mixed with the COG and sent directly to the hydrogen recovery unit to avoid a loss of hydrogen. This solution also saves the investment cost related to the H
2/inert separation unit that is necessary in the case study A1.
4.2. Results of Process Modeling
The reactor of methanol synthesis is operated with controlled feed conditions at 80 bar and 236 °C. It consists of a catalytic multi-tubular fixed bed reactor cooled by water vaporization. The reactor is modelled as a one-dimensional pseudo-homogeneous plug flow neglecting mass and heat transfer limitations. The rate laws determined by Graaf et al. [
30,
31] on a commercial Cu/ZnO/Al
2O
3 catalyst are used to account for the kinetic effects. This catalyst is used although it is less efficient with pure CO
2 feed than with a CO/CO
2 mixture. The thermodynamic equilibrium is reached before the reactor outlet so that the reactor is oversized, which is often realized in industry to counterbalance catalyst degradation. The tubes have an internal diameter of 2.4 cm and a length of 7 m leading to an overall fixed bed volume of 41.2 m
3 and of 47.5 m
3 for case studies A1 and A2, respectively. The pressure drop, calculated by the Ergun equation, is close to 50 kPa. The Weight Hourly Space Velocity (WHSV) is equal to 4.04 h
−1. The Aspen Hysys reactor simulation was validated by a comparison with results obtained previously on a two-dimensional heterogeneous model taking into account mass and heat transfer under the same conditions [
13]. A plate heat exchanger enables the hot gases leaving the reactor to heat up the cold gases. Besides, the heat of reaction released by the methanol synthesis is used to vaporize a stream of saturated water at high pressure to generate steam that is used in the reboiler of the distillation column. The reactor characteristics are given in
Table 6.
Due to a low CO2 per-pass conversion (about 20%), the unreacted gases are recycled. The methanol synthesis loop comprises the previously described catalytic reactor, a flash unit (to separate unreacted gases and raw methanol), a purge system to avoid accumulation of inert compounds (5% of the recycled stream is purged), and a PSA to recover H2 contained in the purged stream (only for case study A1). The flash separator operates under a pressure of 78.9 bar and at a temperature of 35 °C. The liquid output of the flash separator consists mainly of condensed water, methanol, and solubilized compounds due to the high pressure, while the recycled gas stream mainly contains light compounds (CO, CO2, H2, N2). A second flash separator under a pressure of 2 bar is used to separate these light compounds from the liquid phase. The depressurized liquid stream is then fed to the distillation column working under atmospheric pressure. This unit is modelled with 13 equilibrium stages and is fed at stage 6 (counted from top). A reflux ratio of 1.2 and reboiler duty of 23.1 MWth (case study A1) and 19.9 MWth (case study A2) are required to reach the specifications of methanol purity (a molar fraction of water lower than 0.005 at the top) and methanol recovery (a molar fraction of methanol lower than 0.005 at the bottom). A stream of methanol, at a purity of 99.66 wt.%, is obtained at the top of the column.
As explained previously, the requirement of a high level of CO
2 purity, together with the availability of heat sources on site, imply that the chemical absorption is the best option to capture the CO
2 contained in the flue gas of the coking plant. The HiCapt+ process, based on a conventional Methyl Ethanol Amine (MEA) solvent, is selected due to interesting performances and to its commercial availability [
32]. This process uses high-performance oxidative inhibitors and high amine concentration (40 wt.%). It includes an absorption column working classically (60 °C, 2 bar) and a desorption column to regenerate the solvent. A structured packing Mellapack 250X developed by Sulzer is considered. The levelized cost of the absorbed CO
2 is comprised between 59 and 64 €/ton depending on the steam cost, which varies between 12 €/ton and 21 €/ton. Some cheaper CO
2 chemical absorption processes may exist but are not yet industrialized.
To model H
2 separation by a PSA process, a shortcut method is used. The thermodynamic equilibrium between the adsorbent and the gases is assumed to be reached, which leads to a system of algebraic equations. In this case, H
2 is very weakly adsorbed compared to other compounds present in the COG so that H
2 is recovered, under pressure, in the permeate stream (which passes through the fixed bed of adsorbent). The following equation can be used to calculate the recovery rate of hydrogen
RH2 [
33]:
where β represents the selectivity of H
2 towards the adsorbent,
is the molar fraction of H
2 at inlet,
is the total pressure of the adsorption step, and
is the total pressure of the regeneration step. The adsorbent commonly used for this application is zeolite 5A. The pressures used for the adsorption and regeneration step are 20 and 1 bar, respectively. The recovery rate of H
2 is finally equal to 87% with a purity of 99.99%.
The COG reforming section includes three main steps:
A preliminary step of advanced desulfuration,
A combined methane reforming reactor in order to produce hydrogen,
A secondary methane reforming reactor in order to remove the unreacted CH4.
The desulfuration unit contains two hydrogenation reactors (at 350 °C and 22 bar) in order to convert sulfur compounds into H
2S and alkanes. These reactors are sized by considering a WHSV of 100 h
−1. Then, two fixed beds are used in order to adsorb H
2S and are sized based on a WHSV of 400 h
−1. Pressure drop is equal to 100 kPa in each bed. The reactive side of the combined reforming reactor is modelled using a Gibbs reactor with an equilibrium temperature difference of 20 K so that the output composition is calculated at the exit temperature (950 °C) minus the temperature difference (20 °C) [
34]. The criterion used to size the reactive side is based on a limitation by heat transfer. The number of tubes
Nt can therefore be estimated by the following equation:
where
denotes the heat power exchanged,
L is the tube length,
D is the tube diameter, and
φ is the transferred heat flux. The factor 0.8 enables a slight oversized design. Classical dimensions for a tube are used (
D = 0.1 m,
L = 10 m) based on the literature data [
35]. An intermediate value of heat flux
φ that may be reached is chosen (
φ = 60,000 W/m
2) [
36]. The pressure drop is set equal to 250 kPa for an inlet pressure of 21 bar. The furnace (utility side) is oversized to provide 10% more heat than the value required by the reactive side. The secondary methane reforming is modelled using an adiabatic Gibbs reactor and sized by considering a WHSV of 100 h
−1. The pressure drop is equal to 100 kPa.
4.3. Techno-Economic Results
The results of the techno-economic study are given in this section regarding both case studies A1 and A2. The available quantity of H2 is lower in case study A2 due to a limited hydrogen recovery rate in the PSA process. Consequently, the produced quantities of methanol are equal to 270 and 221 kton/year for case studies A1 and A2, respectively.
The different contributions to the CAPEX are given in
Table 7 for a surrounding factor of 1.8. The overall capital expenditures are in the same order of magnitude in both cases. The slightly higher value of CAPEX for case study A1 (367 M€ vs. 342 M€) is mainly related to the higher quantity of methanol produced implying larger equipment for methanol synthesis and purification. The quantity of COG that is purified in the treatment process is the same in both cases implying an identical investment cost. The chemical absorption process presents a higher capital cost in case study A2: Although the flue gases from coking plant exhibit a higher CO
2 content (10 mol.% and 7 mol.% in case studies A1 and A2 respectively) due to the methane-rich stream fed to the coking plant, the required quantity of CO
2 needed for the methanol synthesis is larger. Indeed, in case study A2, the only source of carbon is the CO
2 recovered from the flue gases of the coking plant whereas in case study A1, CO and CO
2 are also available at the hydrogen-rich gas. This gas, directly released by methane reforming of COG, contributes to an important additional source of carbon. The quantity of CO
2 recovered by chemical absorption is equal to 173 kt/year and to 302 kt/year for case studies A1 and A2, respectively.
The CAPEX of the COG reforming process in case study A1 includes two main contributions: The reactors themselves (desulfuration, primary and secondary reforming reactors) for approximately 59 M€ and the COG compression train to reach a pressure of 22 bar for approximately 43 M€. The rest corresponds to the contribution of heat exchangers, pumps, and air/fuel compressors to supply the burners of the reforming furnace. The CAPEX of the PSA for the hydrogen recovery in case study A2 is also divided into two main contributions: The PSA itself (fixed beds of adsorbent, valves, etc.) for approximately 27 M€ and the COG compression train to reach a pressure of 21 bar for approximately 75 M€. The investment cost of the COG compression train is significantly higher in case study A2 because the whole quantity of COG is compressed to 21 bar whereas only half of this flow rate is sent and compressed to the reforming process in case study A1, the other part being directly recycled to the coking plant to be burnt. The cost of compression is a major item in capital expenditures and must therefore be considered as an important contribution in the final decision.
The distributions of OPEX, for both case studies, are given as a function of the type of operation units and as a function of the utility type in
Table 8 and
Table 9, respectively. The overall OPEX is equal to 28.3 M€/year and to 42.3 M€/year in case studies A1 and A2, respectively. The cost of reactants (COG and flue gas) does not appear as they are considered as free wastes. The OPEX related to the COG treatment is the same in both cases as the treated quantity of COG is identical. Concerning the chemical absorption, there is an important difference in the OPEX due to the difference of captured CO
2 (173 kt/y vs. 302 kt/y in case studies A1 and A2, respectively). Besides, in case study A1, an excess of heat is available leading to a minimization of the OPEX of the chemical absorption process and of the methanol purification unit. The fixed OPEX are in the same order of magnitude for both solutions and correspond to 3% of the CAPEX.
As illustrated in
Table 9, excluding the fixed OPEX, the main utility consumptions are electricity and low pressure steam. Water treatment and catalyst change are weak contributions in both cases. The OPEX related to the consumption of low pressure steam in case study A1 is lower than in case study A2. Indeed, interesting heat integration can be performed in case study A1 as an important quantity of steam can be produced in situ (with the hot effluent flowing out of the reforming fired heater). This avoids consuming steam produced outside. In addition, the OPEX of the chemical absorption is also minimized by using the steam produced in the reboiler of the desorption column. The same argument can be used for the reboiler of distillation column in the methanol purification unit. Concerning the large quantity of cooling water, this consumption can be explained by the cooling requirement. Indeed, the flue gases of the coking plant are available at a temperature of 240 °C and have to be cooled to 35 °C at the inlet of the absorption column to absorb CO
2 in the appropriate operating conditions. Moreover, a large quantity of water (24 and 17 mol.% for case studies A1 and A2, respectively) is contained in these flue gases implying additional energy requirements for water condensation. The costs of each used utility, raw materials, and catalysts in the techno-economic analysis are given in
Appendix B.
4.4. Carbon Footprint Results
To calculate the CO2 not produced for both case studies, the definitions of a reference and a reuse scenarios are required. To compare properly these scenarios, both of them have to produce the same quantity of methanol and the same quantity of coking coal. As the methanol plant is closely connected to the coking plant, it is not possible to consider them independently. The boundaries of reference scenarios are then obtained by system expansion and do not contain only the methanol synthesis process. The reference systems include:
A conventional methanol synthesis plant using natural gas to produce syngas by steam methane reforming, with an emission factor of 0.768 t
CO2/t
MeOH, a value for a conventional weighted-average methanol plant in Europe [
29];
A coking plant producing coking coal, flue gases, and COG, which is used as a fuel in a power plant;
A power plant producing electricity (with an efficiency of 37%) by the combustion of 250 MWth of COG and emitting flue gases.
In the reference scenario, the COG that is not used to ensure the heating requirements of the coking plant is burnt to produce electricity. In the reuse scenarios, the COG is diverted from its original use to produce methanol. Nevertheless, the quantity of electricity generated in the reference scenario by COG combustion has to be produced as well in the reuse system. This electricity is assumed to be produced by the German electrical mix. In the reuse scenarios, the CO2 emissions of the coking plant are logically decreased thanks to the CO2 capture unit. The reuse systems also include:
The new methanol synthesis plant including all processes already presented in cases studies A1 and A2 (COG treatment unit, CO2 capture by chemical absorption, methanol synthesis and purification process, and either methane reforming for case study A1 or hydrogen recovery by PSA for case study A2),
The coking plant producing the same quantity of coking coal, flues gases (with reduced CO2 emissions), and COG, which are partially converted into methanol.
Electricity generated by the German electrical network with an emission factor of 0.169 kgCO2/MJelec.
The CO
2 emissions are calculated (in kt/y) and summarized for both case studies A1 and A2 in
Table 10. For each case study, a reference and a reuse scenario have been defined in order to produce the same quantity of coke, electricity, and methanol. Concerning case study A1, the CO
2 emissions are similar in both scenarios. Indeed, there is only a slight improvement (2%) in the reuse scenario due to the relatively important CO
2 emissions caused by the German electricity network required to produce 92.5 MWelec to counterbalance the electricity production by COG combustion in the reference scenario. Concerning case study A2, the requirement of electricity is lower because an excess of combustible (corresponding to a power of 71 MWth) enables to produce 26.3 MWelec leading to reduced CO
2 emissions. In case study A2, the carbon capture unit presents higher emissions because a larger quantity of carbon is required to convert hydrogen into methanol. Concerning the methanol synthesis, the CO
2 emissions seem to be very small in the reuse scenarios when compared to the reference ones. This is explained by the fact that emissions calculated in the reference systems includes steam methane reforming of natural gas (including utilities production and compression) whereas emissions related to methanol synthesis in the reuse system only include the reactive and the separation section of the methanol synthesis process itself (and not COG reforming). Finally, in case study A2, the reuse scenario shows interesting results in terms of CO
2 not-produced.
The expressions of the main criteria related to CO
2 emissions are given by Equations (7) and (8) and are calculated in
Table 11. As commented before, they underline a slight positive balance for the case study A1 and a more interesting result for the case study A2. For case study A1, the CO
2 not-produced is 0.07 t
CO2/t
MeOH, which is quite low due to the impact of the German electrical mix and the quite important emissions of the COG reforming process. Besides, the quantity of CO
2 extracted from flue gas used as raw material and converted into methanol in the reuse system is quite low (0.57 t
CO2/t
MeOH) as a non-negligible quantity of methanol is also synthesized by CO and CO
2 hydrogenation, molecules coming from the methane contained in the COG. Finally, the CO
2 avoided is 0.64 t
CO2/t
MeOH in case study A1.
For the case study A2, the CO2 not produced is 0.66 tCO2/tMeOH, which is a better value due to a lower requirement of the German electricity mix. The quantity of CO2 as raw material converted into methanol in the reuse system of case study A2 is higher (1.22 tCO2/tMeOH) because almost all the carbon contained in the methanol comes from the CO2 in the flue gas of the coking plant. Finally, the CO2 avoided is 1.87 tCO2/tMeOH.
The results obtained for case study A2 are in good agreement with those obtained in previous study [
29], although the boundaries are not the same (no coking plant and no hydrogen recovery unit in the reference).


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}



