
Impact of Various Vacuum Impregnation Methods on Viability of Cereal Grains
by
 , , and
, , and
Zbigniew Kobus
1 ,
,
Leszek Rydzak
2,*,
Tomasz Guz
3,
Marek Domin
2,
Rafał Nadulski
3 and
Emilia Osmólska
2 1
Department of Technology Fundamentals, University of Life Sciences in Lublin, Głęboka 28, 20-612 Lublin, Poland
2
Department of Biological Bases of Food and Feed Technologies, University of Life Sciences in Lublin, Głęboka 28, 20-612 Lublin, Poland
3
Department of Food Engineering and Machinery, University of Life Sciences in Lublin, Głęboka 28, 20-612 Lublin, Poland
*
Author to whom correspondence should be addressed.
Processes 2021, 9(8), 1368; https://0-doi-org.brum.beds.ac.uk/10.3390/pr9081368
Submission received: 12 July 2021
/
Revised: 2 August 2021
/
Accepted: 4 August 2021
/
Published: 5 August 2021
(This article belongs to the Special Issue Progress in Food Processing)
Abstract
:Grain viability is of key importance in the production of malt. This paper presents the results of research on the influence of vacuum impregnation of grains of various cereals on theirservice life. One malting barley cultivar, two wheat cultivars, and a rye cultivar mix were tested. The grain was subjected to wet vacuum impregnation and wet vacuum impregnation carried out cyclically under the pressure of 5 kPa. Then, samples of the impregnated grain were sown and its germination capacity was tested every 24 h to 120 h. The control sample was grain soaked under atmospheric pressure. Vacuum impregnation did not cause any significant changes in the germination capacity of the examined cereal varieties. The vacuum-impregnated grain displayed a higher initial water content and germinated faster. It was found that the impregnation did not disturb the internal structure of the grain, indicated by the fact that the most delicate part of the grain, i.e., the embryo, retained its vital functions in every examined case.
1. Introduction
For many years, scientists have been developing the concept of sustainable development in agriculture and food production [1]. Specific attempts have been made to include malt production in sustainable agriculture development programs, both in the European Union and around the world [2,3]. Many short-term and long-term concepts have been proposed. The short-term programs are schemes that do not require large investment outlays, in contrast to long-term systems [4]. Business models for these programs were created as well [5].
The programs were implemented and commercialized almost immediately. Currently, they are used by malt producers by choice and are constantly being modified and improved [6,7,8].
The process of vacuum impregnation significantly accelerates the mass transfer in the liquid–solid system. Mass transfer is, in turn, the basis of many other diverse processes used in food production. The knowledge already accumulated allows us to state that impregnation is a process that enables the formation of the structure, sensory and functional properties of products and increases their physicochemical stability [9,10,11,12]. There are many processes in the cereal industry based on mass exchange. This field involves both milling and malting, similar to the fodder industry. The scientific literature lacks available studies on the vacuum impregnation of cereal grains.
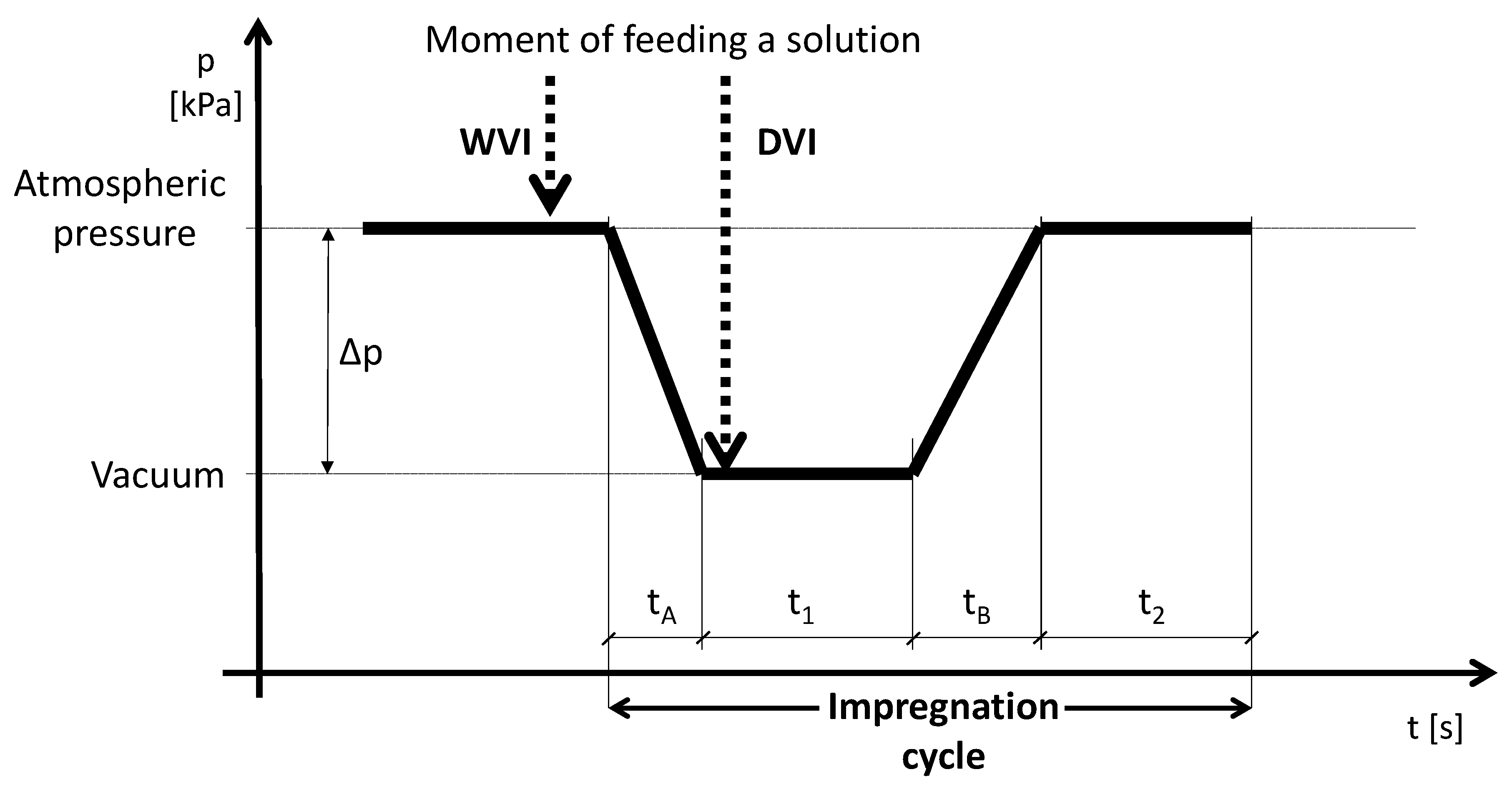
The process of vacuum impregnation can take place according to many schemes. It generally consists of four phases. In the first phase, the pressure in the system is lowered. In the second phase, the system is kept under reduced pressure. In the third phase, the atmospheric pressure is restored in the system. The last phase is to keep the system under atmospheric pressure. The first and third phases, or, more precisely, the dynamics of pressure changes in these phases, are most often omitted; the most important are phases 2 and 4. According to one of the leaders in the US vacuum impregnation market, three methods of vacuum impregnation can be distinguished: dry vacuum impregnation (DVI), wet vacuum impregnation (WVI), and dry vacuum impregnation and pressure (DVP) [13].The differences between these methods and the course of the process itself are presented in Figure 1.
In the course of vacuum impregnation, in the porous raw material/liquid system, two groups of interconnected phenomena can be distinguished: the phenomenon of material deformation and its relaxation (deformation relaxation phenomena (DRP))—dominant in phases 1 and 2 of the process—and phenomena related to the operation of the hydrodynamic mechanism (hydrodynamic mechanism (HDM))—in phases 3 and 4 [10,14,15,16].
Many different factors influence the impregnation process. Two groups of factors are most often characterized: external and internal [17]. The external ones include the parameters of the impregnation and the conditions in which it is carried out, as well as the properties of the impregnating liquid, while the internal ones are related to the properties of the impregnated material. The first group includes the impregnation pressure [16,18,19,20,21,22,23,24,25,26], the time for which the system is maintained under reduced pressure (vacuum period time), and the time for which the system is maintained under atmospheric pressure (relaxation time) [25,27,28,29]. Among the parameters of the impregnating solution, the following are mentioned: the viscosity coefficient of the solution, its concentration, and temperature. The amount of impregnating solution in relation to the amount of the impregnated material or the size and shape of this material are considered to be less important [29]. At low viscosity coefficients of liquids, deformation of the material does not occur [11,19,25].
On the other hand, the internal factors related to the impregnated material include its biological, chemical, and mechanical properties and a set of material properties referred to in the literature as “three-dimensional architecture”. This term covers the porosity of the material, the size and shape of pores, and their course, etc. The influence of the above-mentioned factors often shows synergism, which makes it difficult to prioritize their importance [17,19,21,22,23,25,26,30,31]. In recent years, many possibilities of using vacuum impregnation have been found. All directions of these applications result from the fact that impregnation intensifies the mass transfer process in the liquid-solid system [16,20,23,24,25,26,31,32,33].
The applications of impregnation in food processing can be separated into two groups, and their aim is to shorten the duration of production processes by reducing the duration of technological operations or preparatory operations, modifying the composition of the material, giving it new features, or introducing various substances into the product structure, which results in the improvement of food quality. This procedure is also recognized as a tool for the production of new products. Impregnation is often a pre-heat treatment. It protects the product against the tearing and disintegration of cells during drying, canning, or freezing [32,34,35]. The aim of this study was to determine the effect of grain impregnation on its service life.
2. Materials and Methods
The research material was the grain of malting barley of the Kangoo variety and rye (varietal mix) and wheat of the Rywalka and Sukces variety. The grain was pre-soaked using vacuum impregnation and pre-soaked under atmospheric pressure. The impregnating liquid was, in all circumstances, water. During the research carried out for the purposes of this study, wet impregnation and cyclically repeated wet impregnation were used. The impregnation process was carried out in a chamber with a capacity of 2 dm3; the chamber was immersed in a water bath. The tests were carried out at a temperature of 20 °C, and this was also the temperature of the impregnating liquid.
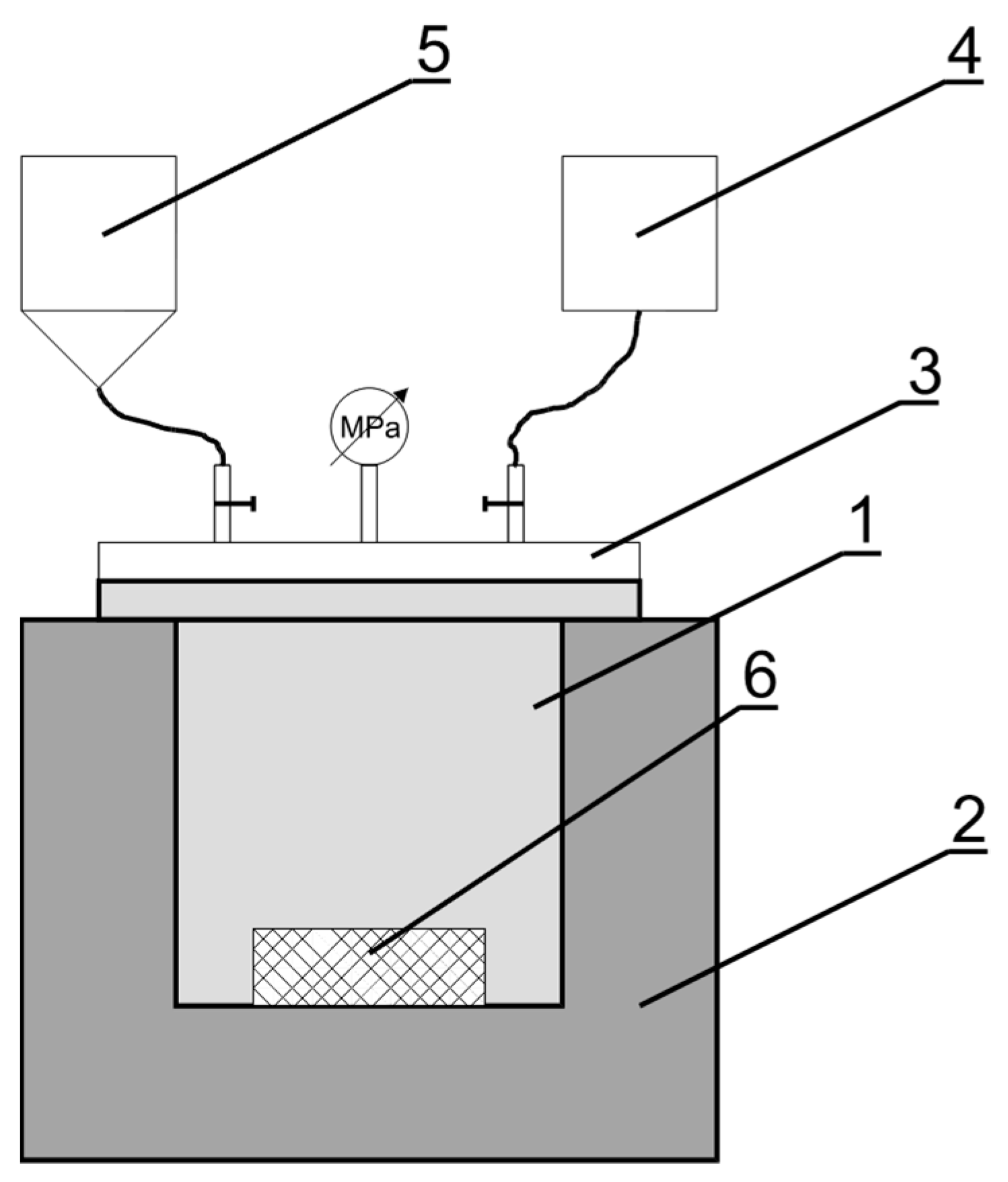
In the cyclic WVI tests, the impregnation cycle was repeated 3, 5, and 10 times without interrupting the contact of the impregnating liquid and the impregnated material. Atmospheric pressure impregnation carried out in parallel to the above tests was used as a reference system. The measuring stand in which the impregnation was carried out is presented in Figure 2.
Then, the soaked grain was germinated on metal plates on three layers of tissue paper. All the applied procedures were in line with the Analytica EBC methodology. Each time, a sample of 500 grains was sown. The grain germinated in the climatic chamber. The percentage of seeds germinated after 12, 24, 48, 72, and 120 h was examined.
The grain germination process was tested in three repetitions. In all cases, the arithmetic mean and the standard deviation of the values of the determined quantities were calculated. The test results were analyzed statistically. This was carried out in three stages. In the first one, it was checked whether the obtained data had a normal distribution. This was done using the Shapiro–Wilk test. In the second stage, variance analysis was performed. In the third stage, the results of all studies were also analyzed for the significance of the influence of individual factors adopted in the field of research on the results obtained. The significance of the influence of all factors on the measured values was tested using Tukey’s HSD significant difference test at the significance level of α = 0.05.
3. Results
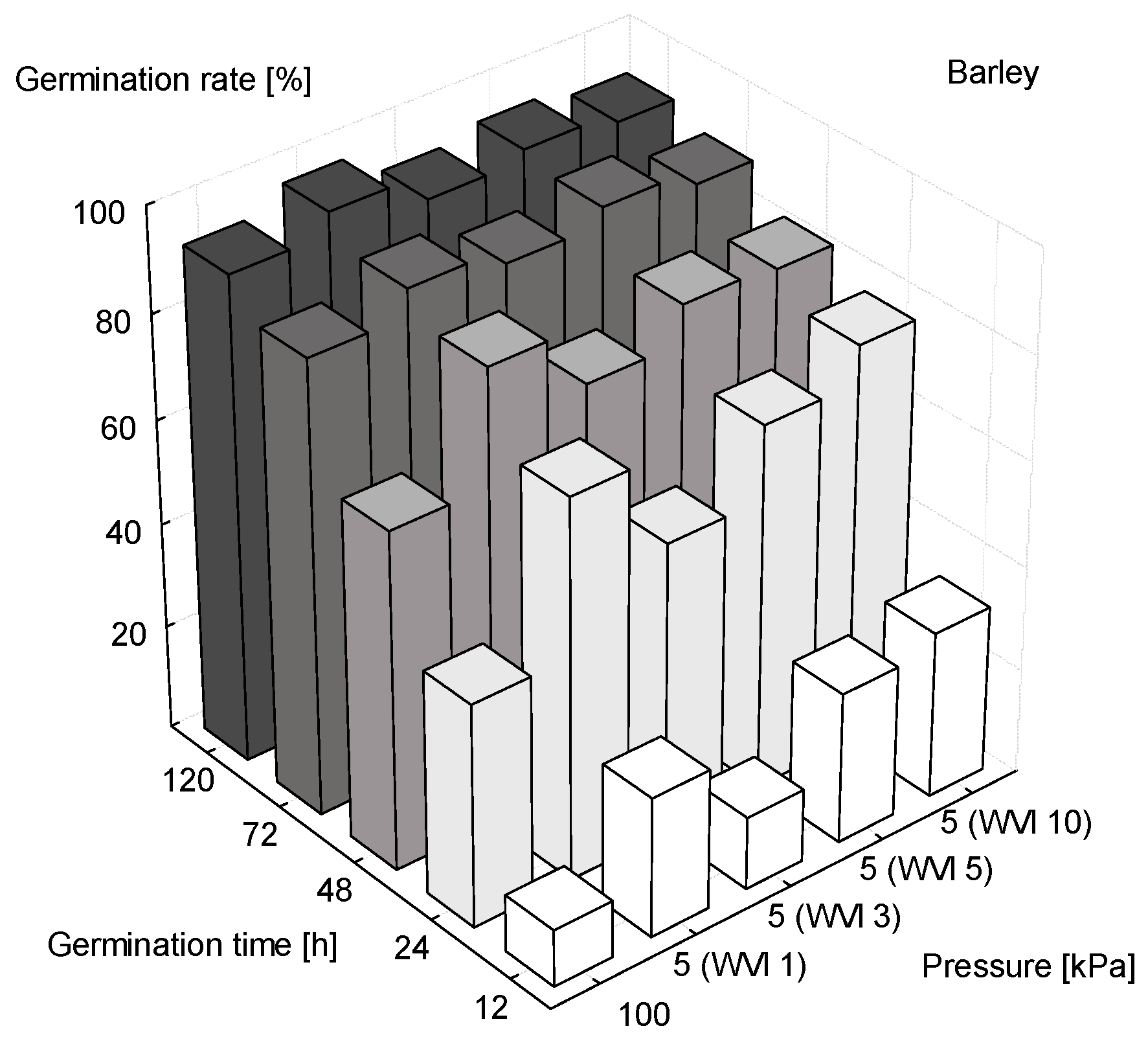
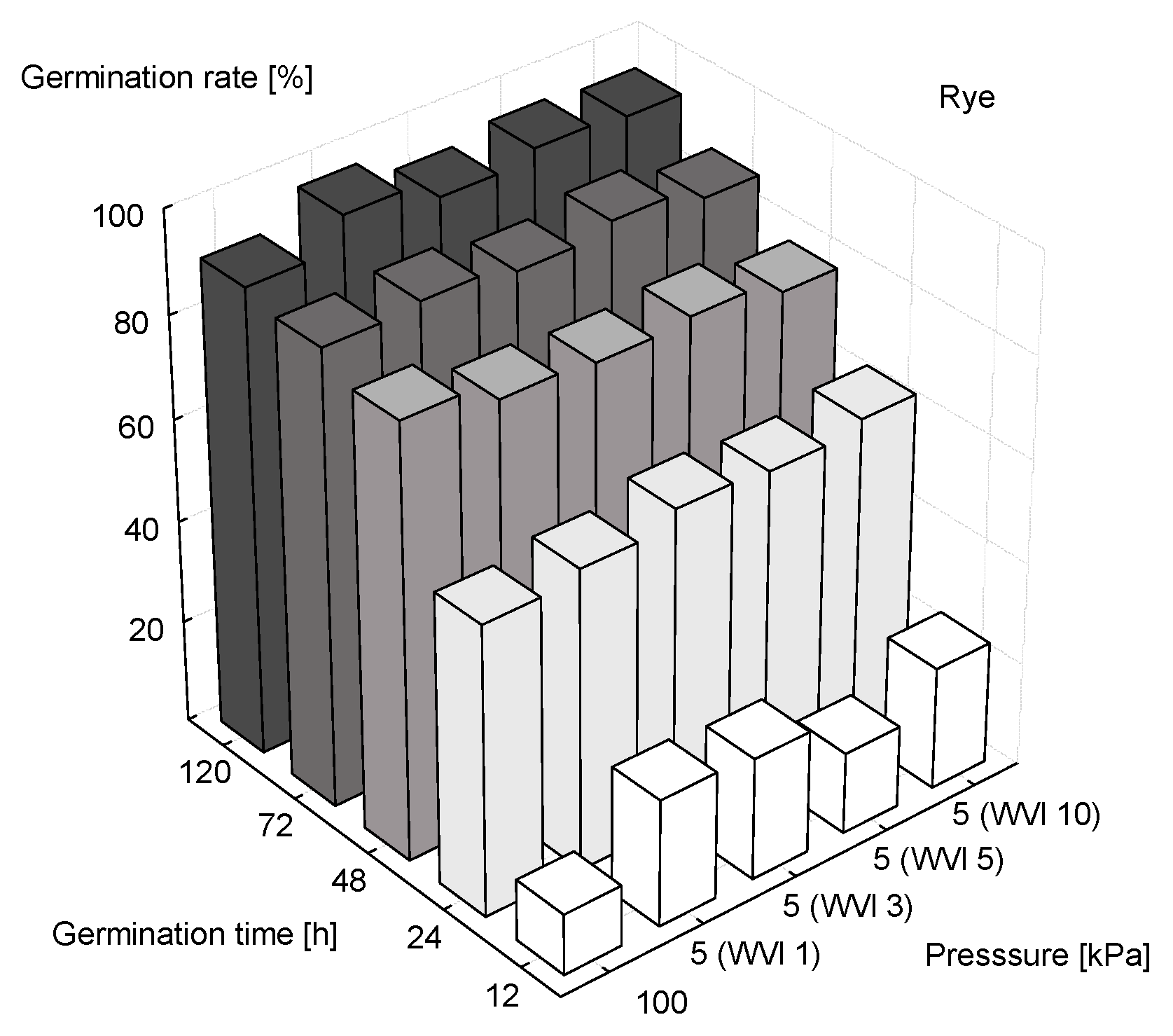
Figure 3 presents a diagram illustrating the research on the germination capacity, i.e., the number of sprouted grains of malting barley variety Kangoo over time, impregnated under various conditions. The impregnated barley grain showed slight fluctuations in its germination capacity during the first 48 h of germination. In the course of germination, the values of this parameter were evened out. These fluctuations were invisible in the case of rye grain. The vacuum-impregnated grain germinated faster than the grain impregnated under atmospheric pressure (control test).
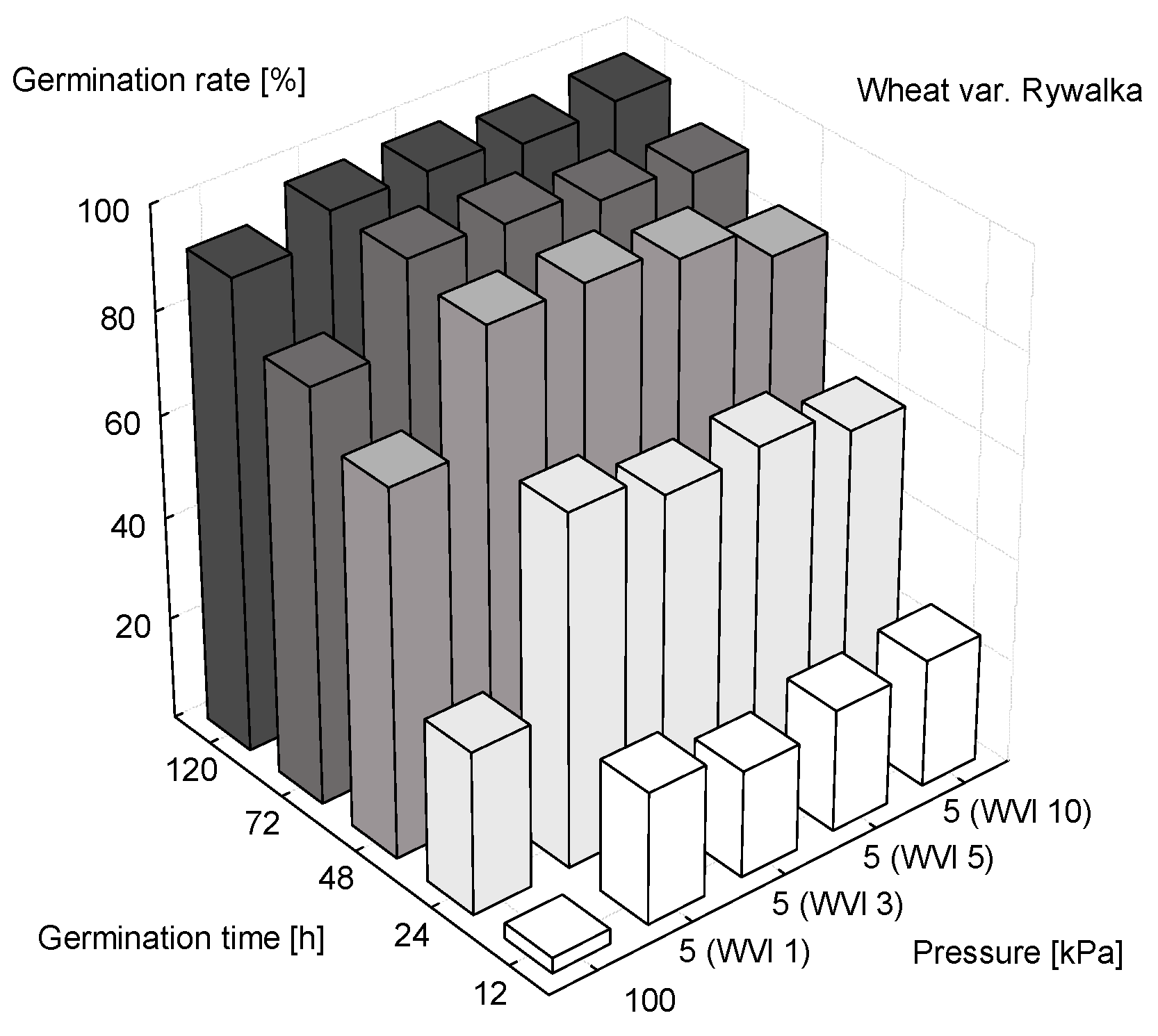
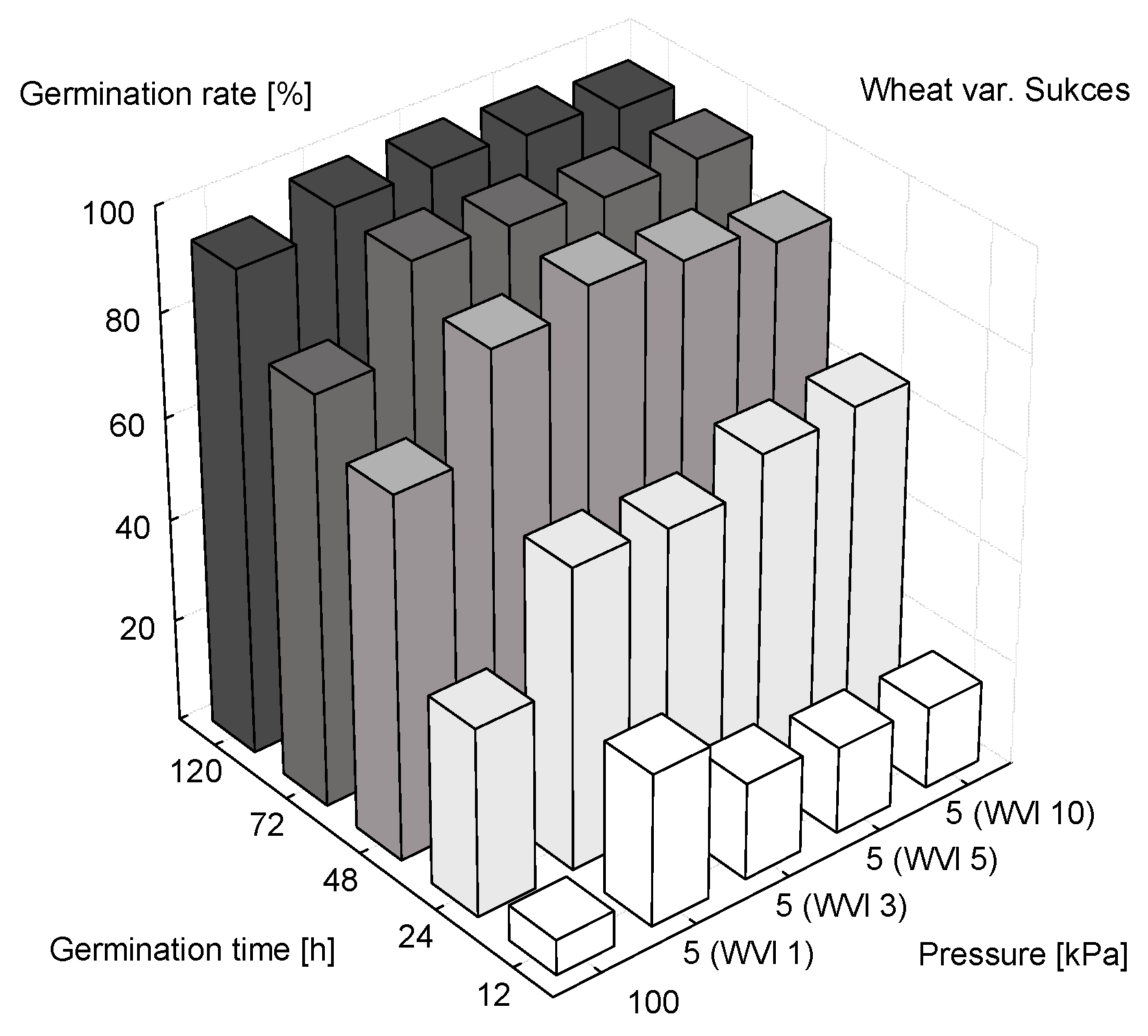
Figure 4 presents the researched dependencies obtained for wheat grain of the Rywalka variety, and Figure 5 presents the results obtained for the Sukces variety. Figure 6 presents the germination capacity of rye grain over time, depending on the impregnation method.
A similar phenomenon could be observed in the case of research on the germination process of wheat grain cv. Rywalka. The vacuum-impregnated grain germinated faster than the control grain.
This may mean a significant shortening of the malt production process, the production cycle of which, depending on the type of malt, is approximately 6–10 days. The results of the analysis of the significance of the influence of the method of grain preparation on the germination capacity, carried out using the Tukey’s HSD significant difference test at the significance level of α = 0.05, are presented in Table 1.
The results of this analysis confirm that there is no significant effect of vacuum impregnation on the service life of the grain. Vacuum impregnation does not reduce the viability of the grain, which may indicate that it does not affect the tissue structure of the material.
4. Discussion
In recent years, we have seen the rapid development of a new branch of food engineering, known as Food Matrix Engineering, which, inter alia, deals with the study of the structure of materials [36,37]. For example, the effects of four pretreatments (boiling water immersion, vacuum impregnation, freeze/thaw and uniaxial compression) prior to drying apples on changes in tissue microstructure were investigated. Quantitative structure analysis showed that initial freezing/thawing and compression caused more damage to the apple structure, leading to greater cell cavities compared to vacuum impregnation and boiling water immersion and even the control [38].
The use of pulse vacuum acidification of zucchini slices, the course of which is the same as the course of cyclic vacuum impregnation at a pressure of 20 and 40 kPa, was not found to cause any structural changes in its tissue. The indicator of the structural changes was the change in the sample volume before and after treatment. However, zucchini is a low-porosity material; hence, the effectiveness of vacuum impregnation is low in this case as, presumably, this low porosity limited the influence of the deformation and relaxation phenomena, which have a great influence on impregnation. On the other hand, in similar studies on mushrooms, significant changes in the volume of the samples were found and, consequently, significant changes in the structure of the material tested [22,39].
In studies of the enrichment of apples with quercetin glycosides from apple peel, apart from measuring its content in the tissue after vacuum impregnation, the tissue structure was analyzed using computer microtomography (μCT). The μCT analyzes showed that the vacuum impregnation was more effective in the inner parts of the apple than in the outer parts and caused changes in the structure of the tested material. However, it did not affect the integrity of the tissue, which distinguishes this procedure from other process methods [40].
In the study of vacuum impregnation of citrus peel (orange, mandarin, lemon, grapefruit) using various isotonic solutions, the level of deformation of the peel sample after impregnation was determined along with pressure changes. The microstructure of the peel was analyzed (Cryo-SEM method) before and after the process. The results reflect large structural changes. The volume changes of the samples ranged from 12 to 33% in relation to the initial volume. The high porosity of the albedo zone was considered to be the reason for such a reaction of the tested materials [41].
When indicating the occurrence of structure changes caused by vacuum impregnation, it is also emphasized that the impregnation does not affect the integrity of the cells of plant tissues. It has been experimentally proven that vacuum impregnation is a tool that modifies the original composition of fruits and vegetables without destroying their internal cellular structure [27,42]. The scientific literature lacks available studies on the process of vacuum impregnation of cereal grains. What distinguishes these raw materials from materials that have been and are widely researched in this respect in the scientific literature is the low water content. All their properties result from this fact. Their structure and properties are related to this feature. Most studies on these raw materials take into account the influence of this factor. It is the water content that largely determines the behavior of the grain in processing.
5. Conclusions
This research aimed to determine the influence of impregnation on the vitality of the grain, allowing us to draw the following conclusions.
Vacuum impregnation did not cause any significant changes in the germination capacity of the examined cereal varieties. The vacuum-impregnated grain obtained a higher initial water content and germinated faster. It was found that the impregnation did not disturb the internal structure of the grain, indicated by the fact that the most delicate part of the grain, i.e., the embryo, retained its vital functions in every examined case.
Vacuum impregnation of the grains of the tested species does not significantly change their viability. Even a 10-fold cyclic impact associated with a pressure change up to 5 kPa does not significantly affect the germination capacity after 24 h. The increase in water content in the grain as a result of vacuum impregnation and the lack of changes in its viability makes it possible to use impregnation in malting. The impregnation may advantageously alter the initial conditions in the malt production process.
Author Contributions
L.R., conceptualization; L.R. and Z.K., methodology; L.R., formal analysis; Z.K., M.D. and E.O., investigation; T.G., resources; T.G., software; Z.K. and R.N., validation; M.D., visualization; Z.K., writing original draft. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kretova, Y.I. Modern Aspects of Technological Processes Modeling to Meet the Challenges of Increasing Energy and Resource Efficiency of Food Production. Procedia Eng. 2015, 129, 294–299. [Google Scholar] [CrossRef]
- Glenk, K.; Hall, C.; Liebe, U.; Meyerhoff, J. Preferences of Scotch malt whisky consumers for changes in pesticide use and origin of barley. Food Policy 2012, 37, 719–731. [Google Scholar] [CrossRef]
- Albanese, L.; Ciriminna, R.; Meneguzzo, F.; Pagliaro, M. Innovative beer-brewing of typical, old and healthy wheat varieties to boost their spreading. J. Clean. Prod. 2018, 171, 297–311. [Google Scholar] [CrossRef]
- Windes, S.; Carrijo, D.; Curwen-McAdams, C.; Hayes, P. Improving the Sustainability of Malting Barley Production: Prospects for Perennial and Annual Growth Habit Varieties. Crop Sci. 2019, 59, 2289–2296. [Google Scholar] [CrossRef]
- Brennan, G.; Tennant, M. Sustainable value and trade-offs: Exploring situational logics and power relations in a UK brewery’s malt supply network business model. Bus. Strategy Environ. 2018, 27, 621–630. [Google Scholar] [CrossRef]
- Sustainability. Available online: https://www.vikingmalt.com/how-we-do-it/sustainability/ (accessed on 21 May 2021).
- Sustainability. Available online: https://www.muntons.com/sustainability/ (accessed on 21 May 2021).
- Sustainability. Available online: https://www.hollandmalt.com/sustainability/ (accessed on 21 May 2021).
- Contreras, C.; Martin, M.E.; Martinez-Navarrete, N.; Chiralt, A. Effect of vacuum impregnation and microwave application on structural changes which occurred during air-drying of apple. LWT Food Sci. Technol. 2005, 38, 471–477. [Google Scholar] [CrossRef]
- Fito, P.; Chiralt, A. Food Matrix Engineering: The Use of the water-structure-functionality ensemble in dried food product development. Food Sci. Technol. Int. 2003, 9, 151–156. [Google Scholar] [CrossRef]
- Guillemin, A.; Degraeve, P.; Noel, C.; Saurel, R. Influence on impregnation solution viscosity and osmolarity on solute uptake during vacuum impregnation of apple cubes (var. Granny Smith). J. Food Eng. 2008, 86, 475–483. [Google Scholar] [CrossRef]
- Vargas, M.; Chiralt, A.; Albors, A.; Gonzalez-Martinez, C. Effect of chitosan-based edible coatings applied by vacuum impregnation on quality preservation of fresh-cut carrot. Postharvest Biol. Technol. 2009, 51, 263–271. [Google Scholar] [CrossRef]
- Shantz, T.; Versmold, R. Types of Vacuum Impregnation Processes. Die Casting Engineer 2013. Available online: www.diecasting.org/dce (accessed on 15 January 2020).
- Barat, J.M.; Chiralt, A.; Fito, P. Equilibrium in cellular food osmotic solution systems as related to structure. J. Food Sci. 1998, 63, 836–840. [Google Scholar]
- Fito, P. Modelling of vacuum osmotic dehydration of foods. J. Food Eng. 1994, 22, 313–318. [Google Scholar] [CrossRef]
- Fito, P.; Chiralt, A.; Betoret, M.; Gras, M.C.; Martinez-Monzo, J.; Andres, A.; Vidal, D. Vacuum impregnation and osmotic dehydration in matrix engineering. Application in functional fresh food development. J. Food Eng. 2001, 49, 175–183. [Google Scholar] [CrossRef]
- Derossi, A.; De Pilli, T.; Severini, C. The application of vacuum impregnation techniques in food industry. In Scientific, Health and Social Aspects of the Food Industry; IntechOpen Ltd.: London, UK, 2012. [Google Scholar]
- Andres, I.; Salvatori, D.; Chiralt, A.; Fito, P. Vacuum impregnation viability of some fruits and vegetables. In Osmotic Dehydration and Vacuum Impregnation; CRC Press: New York, NY, USA, 2001. [Google Scholar]
- Barat, J.M.; Fito, P.; Chiralt, A. Modeling of simultaneous mass transfer and structural changes in fruit tissues. J. Food Eng. 2001, 49, 77–85. [Google Scholar] [CrossRef]
- Corzo, O.; Brancho, N.; Rodriguez, J.; Gonzales, M. Predicting the moisture and salt contents of sardine sheets during vacuum pulse osmotic dehydration. J. Food Eng. 2007, 80, 781–790. [Google Scholar] [CrossRef]
- Derossi, A.; De Pilli, T.; Severini, C. Reduction in the pH of vegetables by vacuum impregnation: A study on pepper. J. Food Eng. 2010, 99, 9–15. [Google Scholar] [CrossRef]
- Derossi, A.; De Pilli, T.; La Penna, M.P.; Severini, C. pH reduction and vegetable tissue structure changes of zucchini slices during pulsed vacuum acidification. Food Sci. Technol. 2011, 44, 1901–1907. [Google Scholar] [CrossRef]
- Giraldo, G.; Talens, P.; Fito, P.; Chiralt, A. Influence of sucrose solution concentration on kinetics and yield during osmotic dehydration of mango. J. Food Eng. 2003, 58, 33–43. [Google Scholar] [CrossRef]
- Hofmeister, L.C.; Souza, J.A.R.; Laurindo, J.B. Use of dye solutions to visualize different aspect of vacuum impregnation of Minas Cheese. LWT Food Sci. Technol. 2005, 38, 379–386. [Google Scholar] [CrossRef]
- Mujica-Paz, H.; Valdez-Fragoso, A.; Lopez-Malo, A.; Palou, E.; Welti-Chanes, J. Impregnation properties of some frutis at vacuum pressure. J. Food Eng. 2003, 56, 307–314. [Google Scholar] [CrossRef]
- Zhao, Y.; Xie, J. Practical applications of vacuum impregnation in fruit and vegetable processing. Trends Food Sci. Technol. 2004, 15, 434–451. [Google Scholar] [CrossRef]
- Chiralt, A.; Fito, P.; Andres, A.; Barat, J.M.; Martinez-Monzo, J.; Martinez-Navarrete, N. Vacuum impregnation: A tool in minimally processing of foods. In Processing of Foods: Quality Optimization and Process Assessment; Oliveira, F.A.R., Oliveira, J.C., Eds.; CRC Press: Boca Raton, FL, USA, 1999; pp. 341–356. ISBN 9780367455699. [Google Scholar]
- Chiralt, A.; Fito, P.; Barat, J.M.; Andres, A.; Gonzales-Martinez, C.; Escriche, I.; Camacho, M.M. Use of vacuum impregnation in food salting process. J. Food Eng. 2001, 49, 141–151. [Google Scholar] [CrossRef]
- Hironaka, K.; Kikuchi, M.; Koaze, H.; Sato, T.; Kojima, M.; Yaamamoto, K.; Yasuda, K.; Mori, M.; Tsuda, M. Ascorbic acid enrichment of whole potato tuber by vacuum impregnation. Food Chem. 2011, 127, 1114–1118. [Google Scholar] [CrossRef] [PubMed]
- Chiralt, A.; Fito, P. Transport mechanisms in osmotic dehydration: The role of the structure. Food Sci. Technol. Int. 2003, 9, 179–186. [Google Scholar] [CrossRef]
- Gras, M.L.; Vidal, D.; Betoret, N.; Chiralt, A.; Fito, P. Calcium fortification of vegetables by vacuum impregnation. Intercations with cellular matrix. J. Food Eng. 2003, 56, 279–284. [Google Scholar] [CrossRef]
- Betoret, E.; Betoret, N.; Arilla, A.; Bennar, M.; Barrera, C.; Codoner, P.; Fito, P. No invasive methodology to produce a probiotic low humid apple snack with potential effect against Helicobacter pylori. J. Food Eng. 2012, 110, 289–293. [Google Scholar] [CrossRef]
- Gonzalez-Martinez, C.; Chafer, M.; Fito, P.; Chiralt, A. Development of salt profiles on Manchego type cheese during brining. Influence of vacuum pressure. J. Food Eng. 2002, 53, 67–73. [Google Scholar] [CrossRef]
- Cruz, R.M.S.; Vieira, M.C.; Silva, C.L.M. The response of watercress (Nasturtium officinale) to vacuum impregnation: Effect of and antifreeze protein type I. J. Food Eng. 2009, 95, 339–345. [Google Scholar] [CrossRef]
- Igual, M.; Castello, M.L.; Ortola, M.D.; Andres, A. Influence of vacuum impregnation on respiration rate, mechanical and optical properties of cut persimmon. J. Food Eng. 2008, 86, 315–323. [Google Scholar] [CrossRef]
- Aguilera, J.M. Why food microstructure? J. Food Eng. 2005, 67, 3–11. [Google Scholar] [CrossRef]
- Mebatsion, H.K.; Verboven, P.; Ho, Q.T.; Verlinden, B.E.; Nicolai, B.M. Modelling fruit (micro)structures, why and how? Trends Food Sci. Technol. 2008, 19, 59–66. [Google Scholar] [CrossRef]
- Ramírez, E.; Troncoso, J.; Muñoz, J.M. Aguilera Microstructure analysis on pre-treated apple slices and its effect on water release during air drying. J. Food Eng. 2011, 106, 253–261. [Google Scholar] [CrossRef]
- Derossi, T.; De Pilli, C.; Severini, C. Application of pulsed vacuum acidification for the pH reduction of mushrooms. LWT Food Sci. Technol. 2013, 54, 585–591. [Google Scholar] [CrossRef]
- Schulze, B.; Peth, S.; Hubbermann, E.M.; Schwarz, K. The influence of vacuum impregnation on the fortification of apple parenchyma with quercetin derivatives in combination with pore structures X-ray analysis. J. Food Eng. 2012, 109, 380–387. [Google Scholar] [CrossRef]
- Chafer, M.; Gonzalez-Martinez, C.; Femandez, B.; Perez, L.; Chiralt, A. Effect of blanching and vacuum pulse application on osmotic dehydration of pear. Food Sci. Technol. Int. 2003, 9, 321–328. [Google Scholar] [CrossRef]
- Occhino, E.; Hernando, I.; Llorca, E.; Neri, L.; Pittia, P. Effect of vacuum impregnation treatments to improve quality and texture of zucchini (Cucurbita pepo, L.). Procedia Food Sci. 2011, 6, 829–835. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
The process of vacuum impregnation and its phases: phase 1—pressure change during time tA, phase 2—vacuum maintenance during time t1, phase 3—pressure change during time tB, phase 4—relaxation during time t2.
Figure 1.
The process of vacuum impregnation and its phases: phase 1—pressure change during time tA, phase 2—vacuum maintenance during time t1, phase 3—pressure change during time tB, phase 4—relaxation during time t2.

Figure 2.
Scheme of the stand for vacuum impregnation process: 1—vacuum chamber, 2—water bath, 3—cover, 4—vacuum pump, 5—reservoir for liquid, 6—reservoir for raw material.
Figure 2.
Scheme of the stand for vacuum impregnation process: 1—vacuum chamber, 2—water bath, 3—cover, 4—vacuum pump, 5—reservoir for liquid, 6—reservoir for raw material.

Figure 3.
The germination capacity of malting barley cv. Kangoo over time, depending on the method of impregnation (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).
Figure 3.
The germination capacity of malting barley cv. Kangoo over time, depending on the method of impregnation (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).

Figure 4.
The germination capacity of wheat grains of Rywalka variety over time, depending on the impregnation method (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).
Figure 4.
The germination capacity of wheat grains of Rywalka variety over time, depending on the impregnation method (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).

Figure 5.
The germination capacity of wheat grains of Sukces variety over time, depending on the impregnation method (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).
Figure 5.
The germination capacity of wheat grains of Sukces variety over time, depending on the impregnation method (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).

Figure 6.
The germination capacity of rye grain over time, depending on the impregnation method (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).
Figure 6.
The germination capacity of rye grain over time, depending on the impregnation method (WVI 1—1 cycle of WVI, WVI 3—3 cycles of WVI, WVI 5—5 cycles of WVI, WVI 10—10 cycles of WVI).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The analysis of the significance of the influence of the examined factors on the germination capacity A.
Table 1.
The analysis of the significance of the influence of the examined factors on the germination capacity A.
| Factor | Value | Rye | Barley | Wheat var. Sukces | Wheat var. Rywalka |
|---|---|---|---|---|---|
| Treatment variant | WVI | 97 a | 97.1 a | 98 a | 97 a |
| WVI 3 | 93.3 a | 91.7 a | 98.3 a | 97 a | |
| WVI 5 | 95 a | 93.9 a | 96.7 a | 94.7 a | |
| WVI 10 | 93.7 a | 92.2 a | 95 a | 96.3 a | |
| Pressure (kPa) | 5 | 94 a | 94.8 a | 97.2 a | 96.9 a |
| 100 | 91 b | 92.5 a | 94.3 a | 92.3 a |
A Means followed by the same letter in the columns are not statistically different at 5% probability.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kobus, Z.; Rydzak, L.; Guz, T.; Domin, M.; Nadulski, R.; Osmólska, E. Impact of Various Vacuum Impregnation Methods on Viability of Cereal Grains. Processes 2021, 9, 1368. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9081368
AMA Style
Kobus Z, Rydzak L, Guz T, Domin M, Nadulski R, Osmólska E. Impact of Various Vacuum Impregnation Methods on Viability of Cereal Grains. Processes. 2021; 9(8):1368. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9081368
Chicago/Turabian StyleKobus, Zbigniew, Leszek Rydzak, Tomasz Guz, Marek Domin, Rafał Nadulski, and Emilia Osmólska. 2021. "Impact of Various Vacuum Impregnation Methods on Viability of Cereal Grains" Processes 9, no. 8: 1368. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9081368
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.