Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites




1
Textile Physics Division, Bangladesh Jute Research Institute, Manik Mia Avenue, Dhaka 1207, Bangladesh
2
Department of Materials and Metallurgical Engineering, Bangladesh University of Engineering and Technology, Dhaka 1000, Bangladesh
3
Department of Engineering Materials, Universiti Teknikal Malaysia, Melaka 76100, Malaysia
4
Advanced Materials and Surface Engineering (AMSE) Research Centre, Manchester Metropolitan University, Manchester M1 5GD, UK
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2020, 4(3), 132; https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030132
Submission received: 21 August 2020
/
Revised: 1 September 2020
/
Accepted: 2 September 2020
/
Published: 9 September 2020
(This article belongs to the Special Issue Feature Papers in Journal of Composites Science in 2020)
Abstract
:In recent years, natural fibers, such as jute has gained significant research interest in order to fabricate fiber reinforced polymer composites. Chemical treatments are generally carried out on the raw fibers for making composites with improved properties. From a composite manufacturing point of view, it is important to understand how the treatments can affect the thermal properties of the jute fiber. In the present research, the effects of rot-retardant, fire-retardant and water-retardant treatments on thermal properties of the jute fiber were investigated. Fiber samples were collected from the middle portion of whole jute fiber. Thermo-gravimetric analysis (TGA) and differential scanning calorimetric (DSC) analysis were subsequently conducted on the jute fiber for thermal characterization. The results demonstrated a lower thermal decomposition temperature in the case of fire-retardant treated jute fiber but higher residue at above 400 °C, as compared to the raw and other treated fibers. In general, it was found that chemically treated fibers absorbed less heat, in contrast to the raw jute fiber and heat flow became negative in all cases of the treated fibers. This study provides important information about the thermal properties of the treated jute fibers for manufacturing polymer-based composite materials.
1. Introduction
Due to the increase in CO2 emission to the environment from materials processing, developing environmentally friendly products from natural sources of raw materials has become an important research topic in recent years. Generally, heavy metals emit more CO2 than natural materials. For this reason, the use of manmade and natural materials should be balanced in order to achieve sustainability in the long run. Living beings use materials and energy from the natural world, such as water, air, land, biomass, ore, and so on for producing commercial products [1]. Excessive use of natural resources and producing harmful byproducts would disturb the ecological harmony with far reaching negative consequences to the environment. For example, global temperature will increase, thus, ice will melt in the Polar Regions, water level will rise, and some areas of the earth will become deserts. Some of these symptoms have already started to become apparent [2]. Therefore, an emphasis on protecting the natural world should be considered to attain a sustainable eco-system. Due to the requirement of environment-friendly materials, natural fibers such as jute, ramie, kenaf etc. have attracted renewed attention that once was shifted to synthetic products. The use of natural material in value added product development has increased due to the recent rise of sustainability awareness, since the Kyoto protocol on global climate change has declared [3]. The scope of incorporating natural fiber in eco-product is huge due to the fiber’s low cost of primary material production, product processing, light weight, biodegrability, and reduced emission of CO2 as compared to those of manmade materials. Like any other natural fibers, jute is a natural material widely used in household, office, and vehicle. Moreover, jute plant emits O2 and absorbs CO2 from the environment. Therefore, there exists abundant potential for developing eco-friendly value-added products using jute fibers alone, or as reinforcing structural material, in composite.
Jute is cheap, easily available, biodegradable, light weight, and non-toxic with no adverse effects on the environment as compared to the manmade fibers. Besides, natural fibers are more co-operative to chemical modification due to the existence of hydroxyl groups [4]. Surface characteristics, such as wetting, adhesion, surface tension or porosity of fibers can be improved by chemical modification. The hydroxyl groups are involved in the hydrogen bonding within cellulose molecules, thereby, triggering these groups or introducing new moieties that form effective links within the system. The anomalies on the fiber surface can play a significant role in mechanical interlocking at the boundary or interface of fiber matrix in the polymer-based composites. The interfacial properties can be improved by conducting appropriate chemical modifications to the components, which give rise to changes in physical and chemical interactions at the interface [5]. Among all other modifications, rot-, water-, and fire-retardant treatments are important for improving the resistance of fiber against rotting, due to bacterial attack, wetting in contact with liquid, and burning under fire, respectively. These three types of chemical treatments of the jute fiber are important for fabricating fiber reinforced composite in different application scenarios. For example, rot-retardant (RT) treated fiber is used for the protection of fungal attract in products like nursery pot, flower vase, furniture and kitchen accessories. Fire-retardant treated (FT) fiber is applied for the protection of the product from firing, like inner part of the transport vehicle, insulator, high temperature sensitive robot and aerospace vehicle. Water-retardant treated (WT) materials can protect fiber from excess absorption of water, like lower part of the basin, bathtub, roof top, and boat.
A large number of studies have reported on the chemical modifications of different fibers, the evaluation of their thermal properties and observation of their effects on fiber reinforced composite [6,7,8,9,10,11,12,13]. In most of the cases jute was used as a reinforcing material either in the form of fiber or yarn [14,15,16,17]. Whereas, Polypropylene (PP), MAgPP, polyester, epoxy, and polythene were used as the matrix materials [18,19,20,21,22]. Processing temperature of jute-based composites varies based on the melting points of the matrix materials. At high temperature, the jute fiber properties can be degraded, which is a critical issue for manufacturing jute-based composite products. There is limited information is available in the literature regarding the effect of treatment on thermal properties of the jute fiber. Therefore, it is important to understand thermal characteristics of the treated fibers at high temperature.
In the present research, jute fibers were chemically modified and their thermal properties were studied. Rot-retardant (RT), fire-retardant (FT), and water-retardant (WT) treatments of the jute fiber were considered. The study would be helpful for revealing the impact of treated jute fiber as a reinforcing material in composites in the case of high temperature applications or during composite fabrication. Using thermo-gravimetric analysis (TGA) and differential scanning calorimetry (DSC), heat resistance, mass change and heat flow pattern of the jute fibers can be observed to provide useful scientific knowledge for mass production of jute polymer composites and other jute products.
2. Experimental Procedure
TGA and DSC analyses were carried out to evaluate the thermal characteristics of the raw and chemically modified jute fibers. In order to support the experimental results of thermal analysis, Fourier Transform Infrared (FTIR) and Scanning Electron Microscopy (SEM) studies were also conducted to extract additional information about thermal characteristics of the treated fibers.
2.1. Collection and Segmentation of Jute Fiber
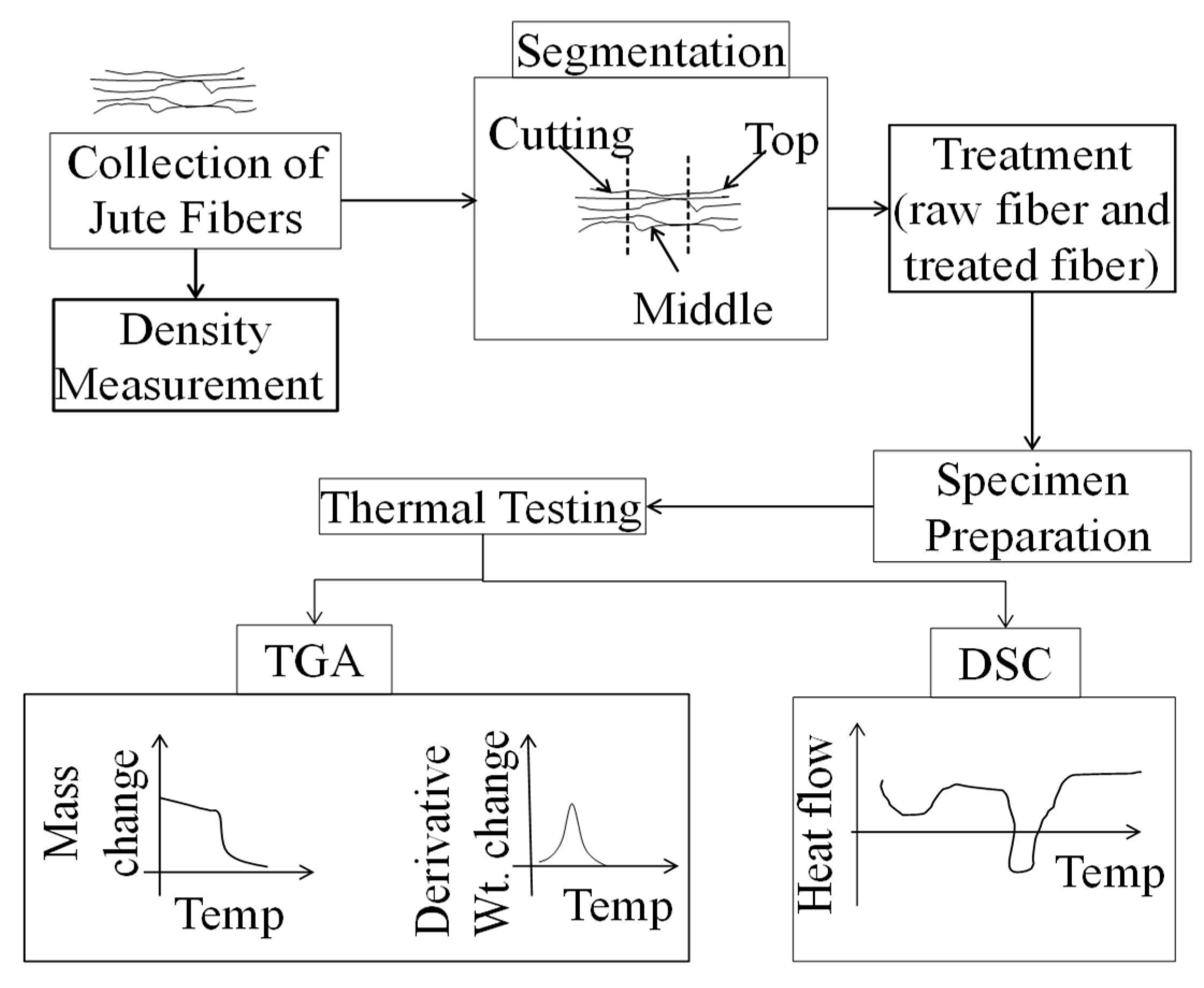
Jute fiber named CVL-1 (Corchoruscapsularis L.) was collected from Faridpur Regional Station of Bangladesh Jute Research Institute (BJRI), Bangladesh. Experimental methodology to investigate the thermal properties of the jute fiber is presented in Figure 1. The middle portion of whole jute fibers were cut and considered for three different chemical (RT, FT, and WT) treatments. After treatment, the fiber samples were prepared and finally, thermal tests were performed and analyzed.
2.2. Chemical Treatments
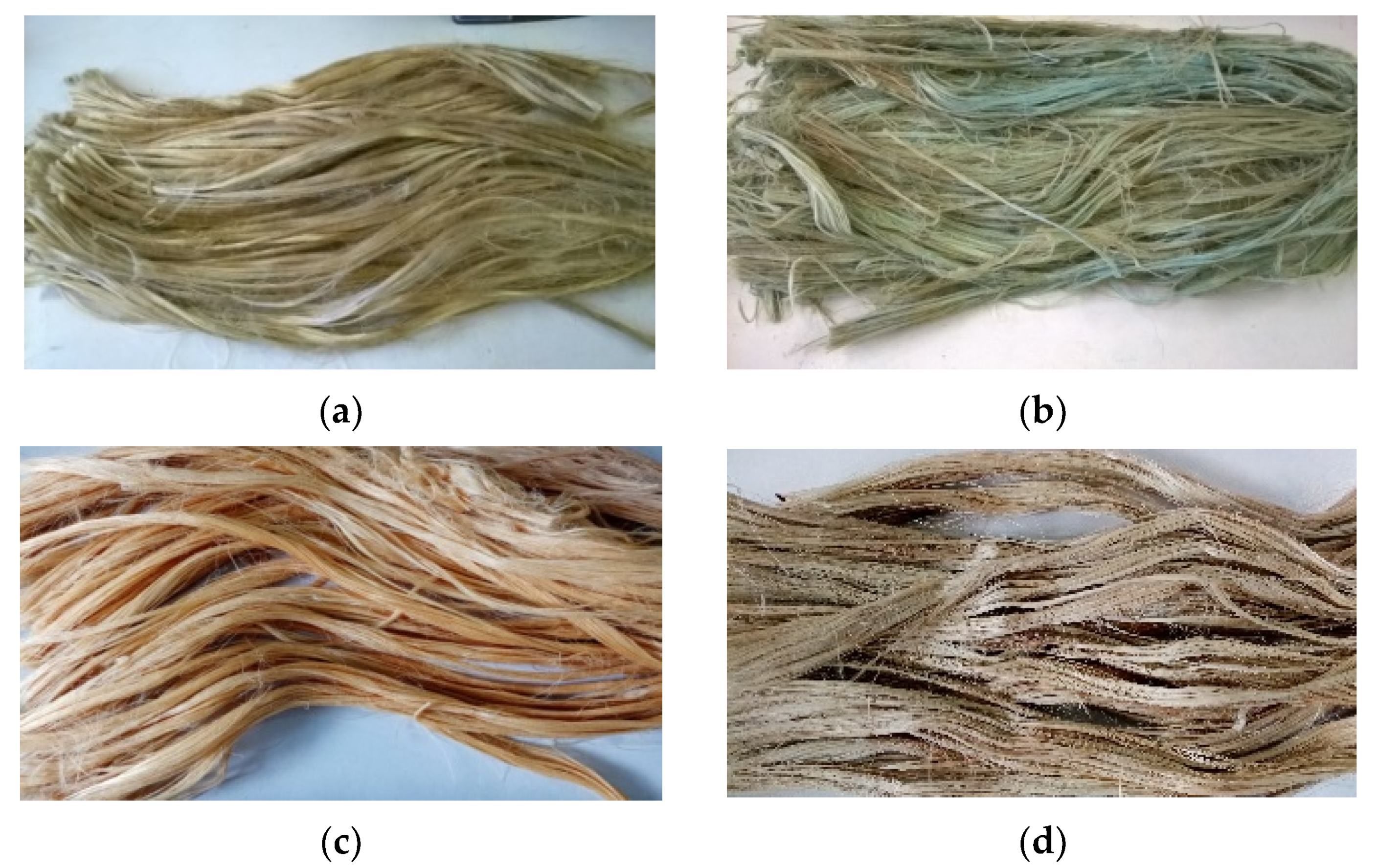
Copper salt (CuSO4), phosphate salt (NH4HPO4) and chloride salt ([C2H3Cl]n or PVC) were used for the RT, FT, and WT treatments, respectively. Na2CO3, was used as catalyst for RT and FT treatments, whereas WT treatment employed MgCl2 [23]. After finishing the treatment, jute fibers were air-dried and considered for the thermal test. The golden color of raw jute fiber transformed into light bluish color, with copper salt treatment as shown in Figure 2.
On the other hand, phosphate salt-treated fiber appeared bright golden hair and chloride salt treatment transformed the fiber into bright brown color. In each case of chemical treatments, three different concentrations of chemicals were used to prepare total 9 types of fiber samples in order to identify how the chemical concentration might affect the thermal properties of the jute fibers. Table 1 presents the sample details.
2.3. Evaluation of Thermal Properties
2.3.1. Thermo-Gravimetric Analysis (TGA)
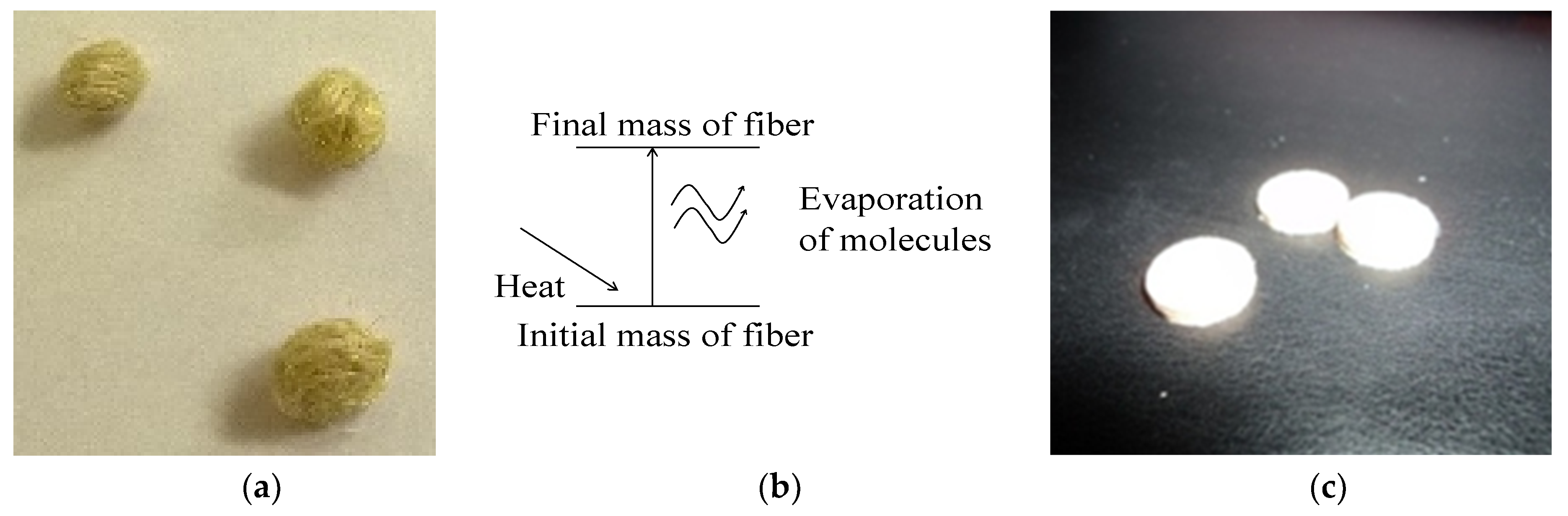
TGA is an important method to understand weight loss, thermal stability and thermal decomposition of materials [24]. TGA also indicates the temperature range for the thermal stability and requires only a small amount of samples to test shown in Figure 3a. In case of TGA, the heat is absorbed by the samples to evaporate by losing their own weight as shown in Figure 3b. Thermo-gravimetric analysis (TGA) was conducted on 8–10 mg chemically modified and raw jute fibers at a heating rate of 5 °C/min using a Thermo-Gravimetric Analyzer (TA Instrument SDT Q50). The samples were subjected to TGA in high purity nitrogen environment under a constant flow rate of 5 mL/min, a sample purge flow of 60 mL/min and a balance purge flow of 40 mL/min. A pre-programmed temperature range of 30–450 °C was set for carrying out thermal decomposition of the samples. During the experiments, weight loss and temperature were continuously recorded to determine the following characteristics: thermal degradation rate (% weight loss/min), derivative weight loss, initial degradation temperature, 10% and 50% weight loss temperature and residual weight at 450 °C.
2.3.2. Differential Scanning Calorimetry (DSC)
DSC measures the temperature and heat flow associated with transition in materials as a function of temperature and time [8,24]. A DSC Q10 (TA instrument) thermal system using a sealed aluminum capsule was used to conduct the DSC analysis. The samples weighing to approximately 7.0–8.5 mg as shown in Figure 3c were held at a single heating rate of 5 °C/min and scanning temperature from 30 °C to 600 °C. Heat flow data were recorded based on an average value obtained from three experimental runs.
2.4. Scanning Electron Microscopy (SEM)
Surface morphologies of the jute fibers were studied by a Scanning Electron Microscope (XL 30 Philips, Eindhoven, The Netherland). A small portion of the fiber was cut from each sample and placed on the SEM sample holder. Prior to this, the samples were coated with a thin gold coating, using sputtering technique, in order to make them conductive.
2.5. Fourier Transform Infrared (FTIR) Spectroscopy
A digital spectrophotometer (Model Nicolet-380, Madison, WI, USA) was employed to conduct FTIR spectroscopy of the raw and treated jute fibers by following Attenuated Total Reflectance (ATR) technique. The analyses were run using the KBr pellet technique. The samples were scanned with a transmittance range of 370 to 4000 cm−1.
3. Results and Discussions
The results and discussions section is divided into three subsections. Section 3.1 and Section 3.2 describe TGA and DTGA results of the raw and treated jute fibers. Section 3.3 describes DSC results of the respective fibers. In order to support characterization of the fiber thermal properties, Section 3.4 and Section 3.5 present SEM and FTIR observations of the raw, and chemically modified jute fibers, respectively.
3.1. Thermo-Gravimetric Analysis (TGA)
Weight change data obtained from TGA on the chemically modified and raw jute fibers are presented in Figure 4 and listed in Table 2. Based on Figure 4, it is clear that thermal degradation of the chemically modified jute fibers is different at different stages of temperature change, compared to the raw fiber. Thermal stability and percentage of the residue for the modified and raw jute fibers are rarely related. Among all three treatments, the highest amount of residue was found from the FT samples at above 350 °C as shown in Table 2. The second highest residue was obtained in the case of RT and WT samples, compared to the unmodified jute fiber. In FT, the slower decomposition rate, from 205 °C to 265 °C, shows gradual weight loss whereas the faster rate, from 265 °C to 360 °C, marks active pyrolysis. Maximum weight loss occurred at 325 °C for RT and WT jute fiber [25]. Active pyrolysis was lowest in the case of FT modified jute fiber. On the other hand, it was 25% lower in the case of FT samples, compared to the raw fiber.
The residues for RT, WT, and FT modified jute fibers were obtained in the range of 18.35–20.09%, 20.42–21.26%, and 30.48–37.71%, respectively, compared to the raw jute fiber above 300 °C. In active pyrolysis, the low molecular weight proto-lignin degrades first however, at a slower rate than the other constituents [26]. At temperatures between 170 °C and 230 °C, the weak linkage was damaged whereas elevated temperature caused the de-bonding of stronger structures in aromatic rings. It should be noted that there exists an inverse relationship between lignin content and thermal stability. This means that thermal stability will be increased with a decrease in concentration of lignin. Pyrolysis of lignin and the cellulose up to 400 °C could be responsible for producing solid charred residual. Besides, the phosphate groups present in the FT fiber could be decomposed at a reduced thermal degradation temperature to generate the thermal char.
In raw jute fiber, the appearance of the first thermal degradation was due to water desorption, which was the highest for the raw fiber and lowest for the FT modified fiber among the alternatives. The second thermal degradation occurred at a lower temperature, in the case of FT-modified jute fiber, followed by WT and RT modified jute fibers. However, the first and second thermal degradation of the RT and WT modified jute fiber, lay between the raw and FT modified jute fibers. From the graphical results of TGA, it can be concluded that FT modified jute fiber changes its mass/weight at a lower temperature, compared to the other treated and raw jute fibers during the application of heat.
In Figure 4, it is depicted that there are diverse stages of decomposition for the chemically modified and raw fibers. Thermographs of the fibers presented three stages (from 25 °C to 180 °C, from 180 °C to 280 °C and from 280 to 500 °C of decomposition. The degradation temperature of cellulose is higher than the hemicellulose 25–290 °C and lignin 150–420 °C [10]. Therefore, after the removal of free water attached on the fiber surface evaporated between the temperature ranges of 150–500 °C, the degradation process started for lignin, hemicelluloses, and cellulose constituents and the associated linked water. The thermal degradation due to water absorption was shifted to 65.79 °C for RT, 68.65 °C for WT and 76.53 °C for FT. Similarly, second thermal degradation shifted to 304.39 °C for RT, 292.21 °C for WT, and 202.64 °C for FT. Furthermore, from the figure, 5% weight of total fiber weight change occurred at the transition point, 10% weight change occurred at the thermal stability points, and 50–80% weight change occurred at the activation point for raw and treated jute fibers. The initial 10% weight loss occurred, due to moisture evaporation, second 20–30% weight loss occurred, due to degradation of light material, such as hemicellulose and cellulose and 70% weight loss occurred due to the decomposition of heavy materials like lignin of jute fiber. Thermal degradation below 200 °C temperature was lowest in the case of raw jute fiber due to the presence of only water. However, in the case of modified fibers, thermal degradation occurred at a higher temperature as a result of the presence of chemicals and water.
In the case of raw jute fiber, before 100 °C, the volatile material such as water is removed, followed by a stable temperature with no significant change. At around 200–350 °C, thermal degradation increases, where most of the chemical reaction is occurred, called activation energy. This activation energy for the raw jute fiber was found lower than the other treated fibers. The residue was also low for the raw fiber, due to the lower activation energy. The weight loss of FT treated jute fiber was lower at activation point than that of the raw jute fiber, indicating that the interaction between the fiber and NH4 salt started at a lower temperature and therefore FT fiber started to decompose at 250 °C temperature. In FT-treated jute fiber, the residue was higher indicating that the chemical reaction occurred at a slower rate indicating a higher activation energy, compared to the other alternatives. Whereas, the decomposition temperatures for RT and WT jute fibers was in the range of 250–350 °C. Moreover, the activation energy of RT and WT was similar to the raw fiber, demonstrating that these two treatments do not influence the jute fiber’s activation energy. Similar findings were attained by El-Shekeil, et al., and Arao, et al. [24,27,28]. Therefore, it can be concluded that FT fiber will retain its characteristics at a higher temperature during composite manufacturing or applications in high temperature environments.
Several studies on different fibers and their composites support the present results. Hossain et al. performed chemical treatment on thermal properties of natural fiber from ladies’ fingers (Okra) [10]. They observed the same level of thermal stability for both raw and treated ladies’ fingers fiber. However, in the present research, it was found that after chemical modification, activation energy was changed compared to the raw one. Furthermore, the FT treated jute fiber absorbed more energy compared to the other treated and raw jute fibers. The present results for FT are similar to the results of Khalili, et al., Wu al. and Vunain et al., who conducted an analysis on different fire-retardant composites [11,26,29]. They observed similar amount of thermal residue at higher temperature in case of FT treated fiber, as well as their composites.
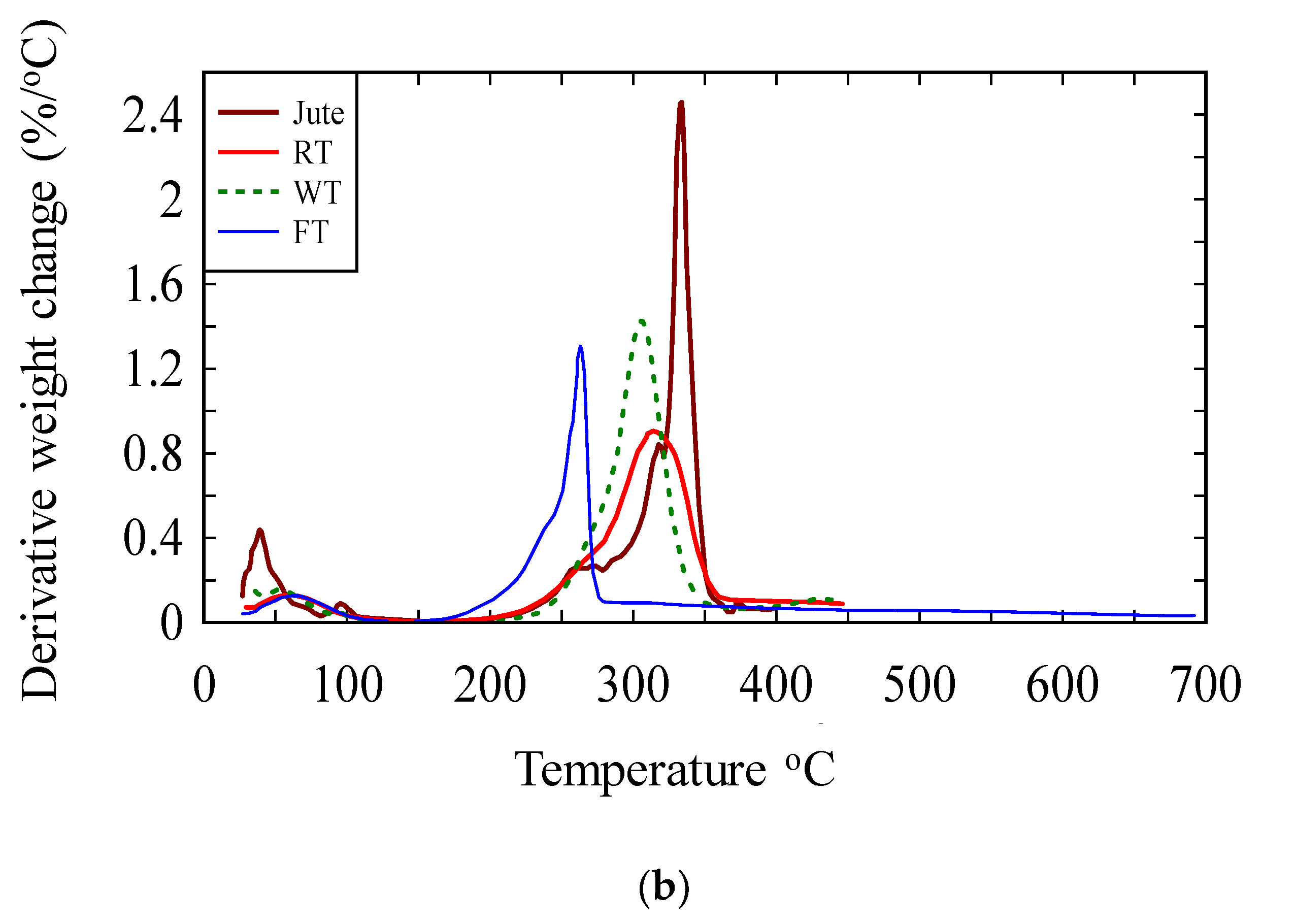
3.2. Derivative Thermo-Gravimetric Analysis (DTGA)
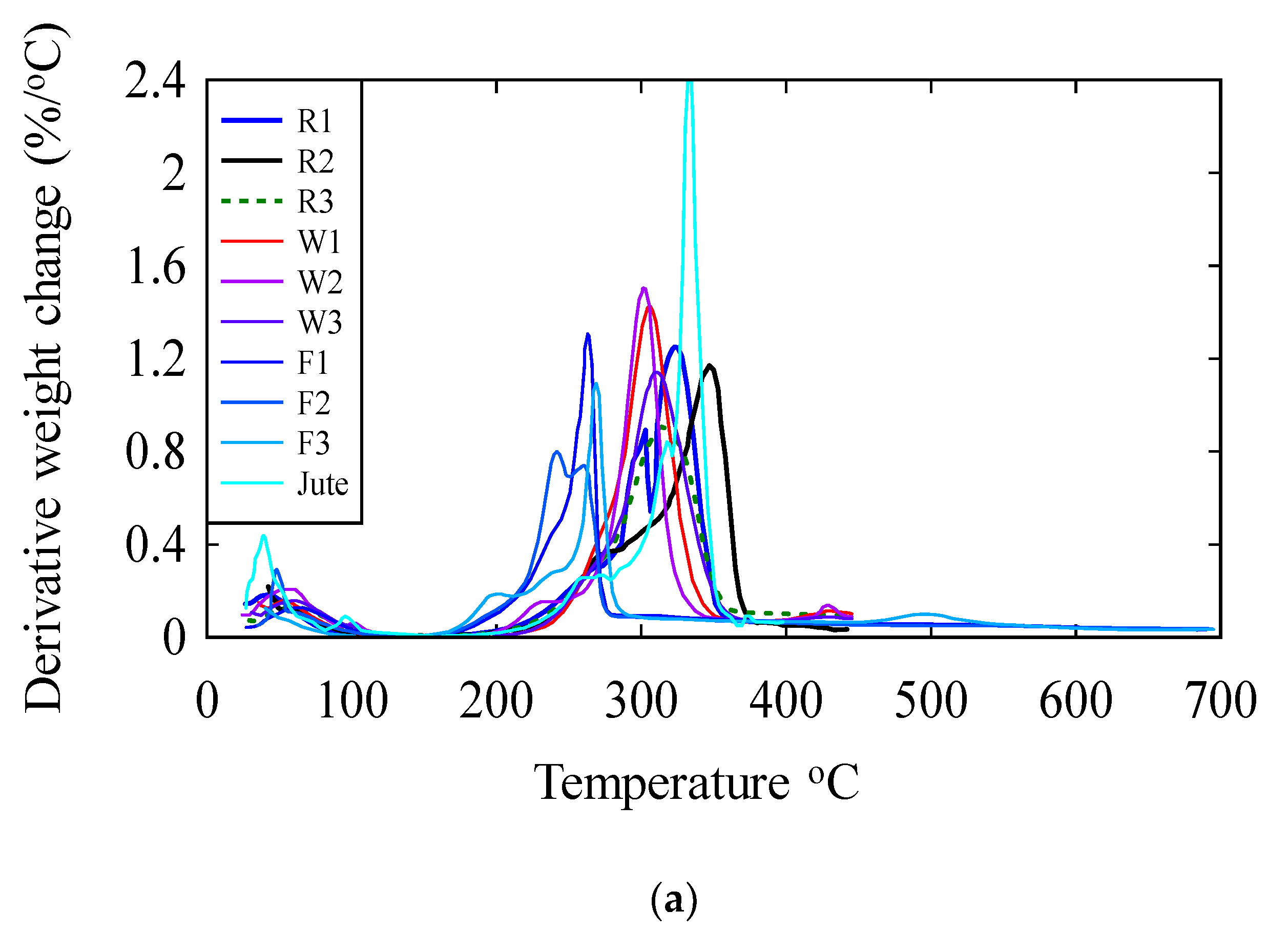
The derivative weight changes due to applied heat in a closed chamber for the chemically modified and raw samples are shown in Figure 5. There is a peak below 60 °C was due to loss of moisture. From the figure it is clear that the pyrolysis of the raw jute fiber starts at about 350°C whereas this pyrolysis occurred at earlier temperature in the cases of treated fibers with different chemical concentrations. More specifically, it was 260–325 °C for RT, 225–275 °C for FT and 275–325 °C for WT. With the increase of chemical concentration for RT, the maximum value of derivative weight decreased. This indicated that with RT treatment, the activation energy increased gradually. In the case of FT, the weight change was lower at the concentration of 25% (F2), compared to the other concentrations (F1 and F3). In the case of WT, maximum derivative weight was found at the concentration of 15% (W2).Also, for the RT, FT, and WT jute fibers, derivative weights were 66.66%, 41%, and 45.83% lower respectively as compared to the raw jute fiber at the decomposition temperatures. In the case of RT, degradation occurred at 325 °C similar to the raw jute fiber, whereas WT and FT fiber degradations occurred at 300 °C, and 250 °C, respectively, as shown in Figure 5b. In case of all RT and WT modified jute fibers, only one wide pick appeared within the hemi cellulose and cellulose range. A similar conclusion was drawn by Kabir et al. [30,31].
In the case of FT treated jute fiber, no peak above 320 °C meant that there was no cellulose remaining and their strength should be less than the raw jute fiber [32]. As there was only hemicellulose left, the strength of the fiber would be similar to a hemicellulose fiber. Besides this, the derivative weight change temperature of the FT modified jute fiber was the lowest among the three modified jute fibers indicated by a different decomposition pattern from the other alternatives. Similar findings are observed in the TGA plot. Though the TGA plot for raw, RT and WT jute fibers indicated that their decomposition patterns were overlapped. From the derivative weight change pattern of raw and modified jute fiber showed that they were well-separated, which indicates they have distinguished decomposition pattern.
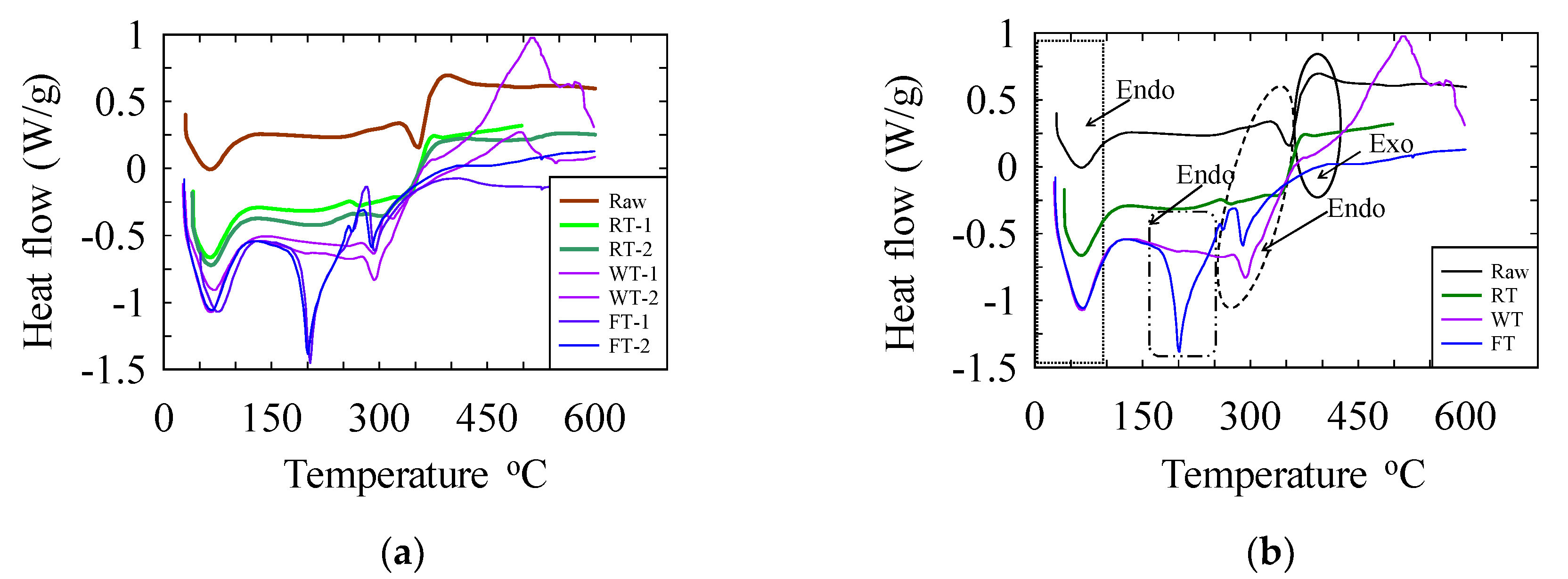
3.3. Differential Scanning Calorimetric Analysis
DSC analysis revealed that, after chemical treatment, heat could not flow easily through chemically modified jute fibers, as shown in Figure 6. It was clear from the figure that both endothermic and exothermic peaks, available for the raw and the treated jute fibers, were present. In the case of raw jute fiber, there were two endothermic peaks before the final exothermic peak. At the temperature of endothermic peak, the jute fiber absorbed heat, whereas at the temperature of exothermic peak, jute fiber releases heat to the environment. At the first two endothermic peak positions, jute fiber released water and heavy metal like lignin and at the final exothermic peak the cellulose/hemicellulose breakdown occurred [31]. In the case of RT, a reduced amount of heat could flow as compared to the raw jute fiber. The amount of heat flow through the WT fiber lay between the RT and FT modified fibers. From the figure, it was also clear that the lowest amount of heat flowed for the FT treated jute fiber. Therefore, FT modification can be used for making the raw jute more fire retardant. At higher temperatures, the melting with decomposition was exothermic except FT, whereas, at lower temperatures there was only one endothermic peak in the cases of RT, and WT modified jute fiber. According to Shahinur, et al. the endothermal reaction occurred due to volatilization (gasses) of molecules, whereas exothermal reaction occurred due to the formation of charring (solid residue) [33]. Different types of decomposition temperatures are tabulated for the chemically modified jute fibers and presented in Table 3. It should be noted that at 200 °C, an additional peak was observed for the FT modified jute fiber due to the removal of the lignin or cellulose from the fiber. In derivative weight change, some extra peaks were observed due to the existence of different chemicals or radicals. Based on the above contemplation. It can be concluded that in the case of product development using the raw and treated jute fibers, the manufacturing temperature could be less than 200 °C for environmental safety, as well as to retain the material characteristics.
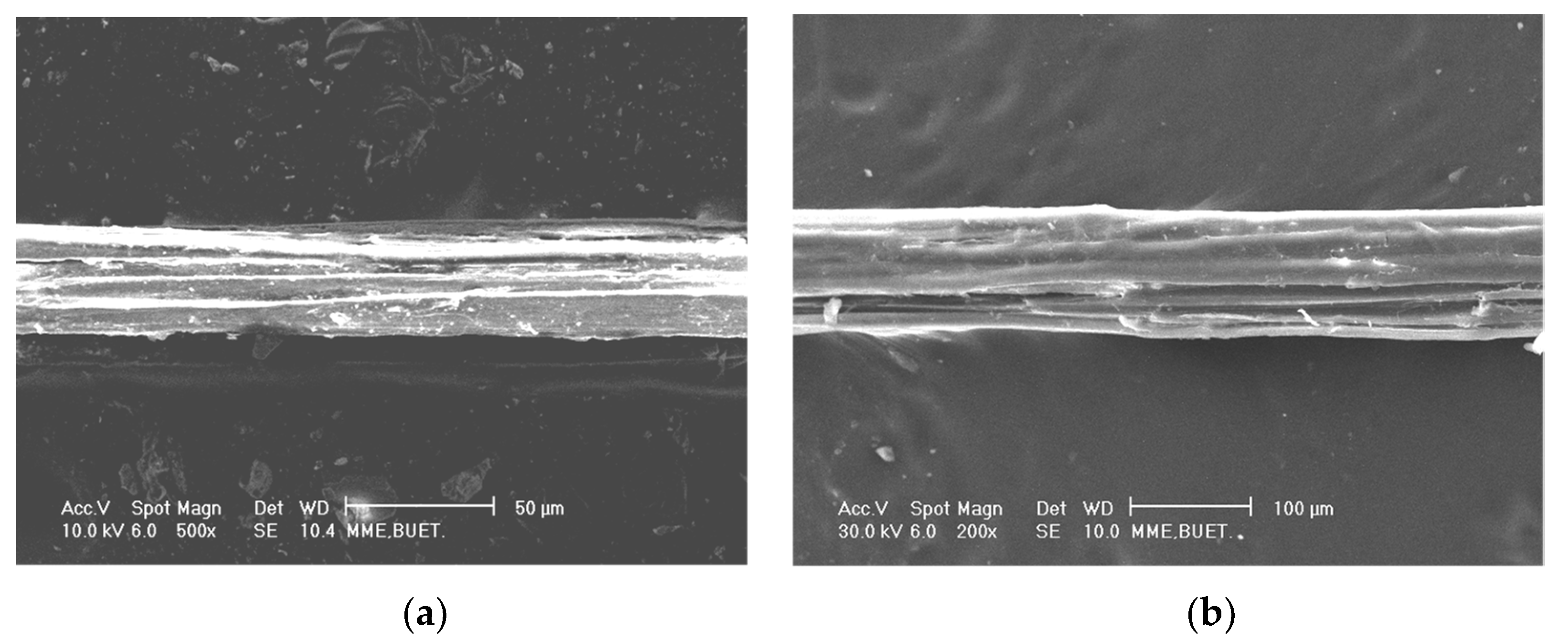
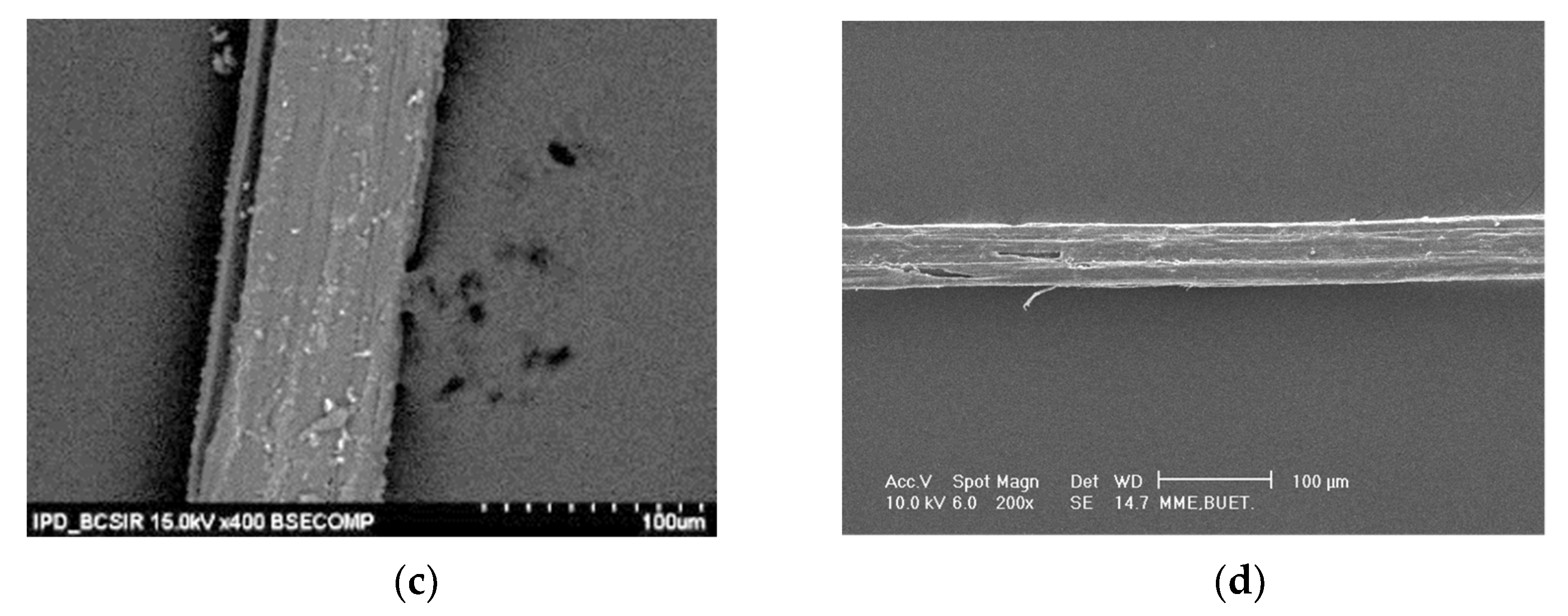
3.4. Surface Morphology of Jute Fibers
SEM micrographs of raw and chemically modified jute fibers are shown in Figure 7. It is clear that the surface of the raw jute fiber appeared rough. The figure revealed that after chemical treatment, the surface of jute fiber became smoother in all three cases though some chemical modification might make the fiber surface rougher [34]. It is believed that interactions of the chemicals with the fiber surface form a coating that could be responsible for these smoother surface morphologies.
3.5. FTIR Analysis
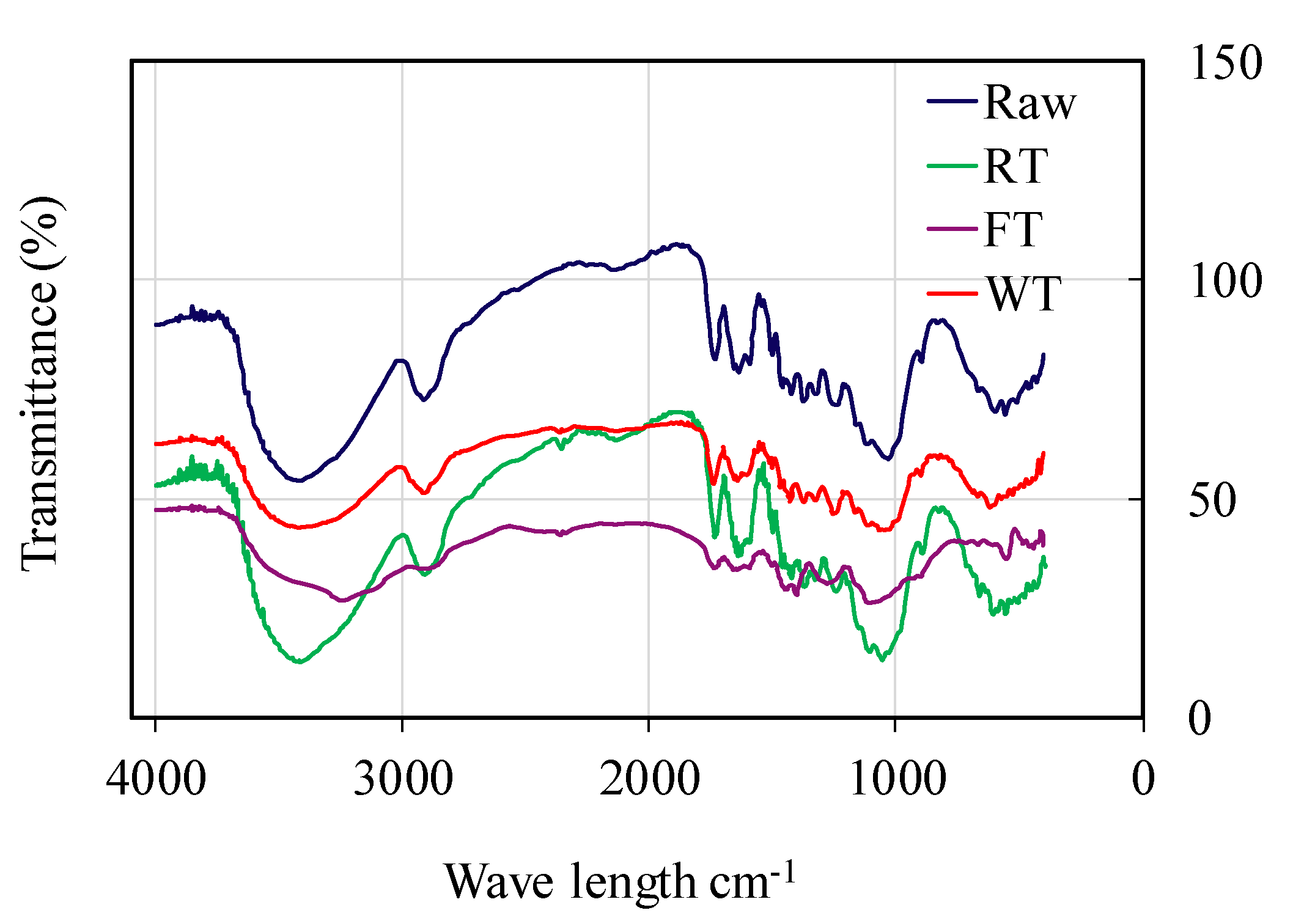
FTIR spectra of the raw and chemically modified jute fiber are shown in Figure 8. The small peaks around 3680–4000 cm−1 is occurred due to the noise of environment for the raw and treated jute fibers. The peak around 3680–3200 cm−1 for the raw jute fiber was due to the presence of hydroxyl (OH-) group. At low frequencies, the chemical constituents in the fibers produced resonance frequency. After chemical treatment, the OH group shifted towards right. More specifically 3401.90 cm−1 for RT, 3241.14 cm−1 for FT and 3390.48 cm−1 for WT. The shifting occurred due to the chemical used for treatment of the jute fibers. Therefore, FTIR confirmed the presence of chemicals attached to the fiber surface [23]. This observation also supported the physical appearance of the treated fiber, such as surface smoothness due to a chemical coating observed in the SEM images in Figure 7. Furthermore, the OH group also indicated the presence of water in the fibers. At around 3400 cm−1, higher absorption was observed for the raw fiber in comparison with the other treated fibers indicating that the chemical treatment transformed the fibers more hydrophobic with less OH group. In case of FT fiber an extra peak was appeared at 2500 cm−1 due to the presence of amine group (NH-). The spectra also revealed that at lower wavelength 1500–400 cm−1, the peak variation was observed due to the removal of lignin from the jute fiber caused by the chemical treatment.
4. Conclusions
Based on quantitative analysis of the thermal test of various chemically modified and raw jute fibers used for polymer composite fabrication, the following conclusions can be drawn. Final residue at higher temperature was in the similar range for RT, WT and raw jute fibers. However, there was 40% more residue found at above 400 °C in FT-treated jute fiber, compared to the raw jute fiber. Thermal stability of the three different treatments follows different curves. Active pyrolysis temperature was similar for RT, WT, and raw jute fiber, while it was lower in the case of FT treated jute fiber. Chemically treated fibers absorbed less heat as compared to the raw jute fiber. Heat absorption by the treated fibers from lowest to the highest can be ranked according to the following order: RT < WT < FT. After treatment, heat flow became negative as compared to the untreated jute fiber. The results indicated that FT modified jute fiber displayed best thermal characteristics, compared to the raw and other modified fibers. Chemically treated jute fiber can be used as reinforced material for fabricating green-composite, which is commonly used for manufacturing regular household products or in heat sensitive areas, such as metallic material primary production, nuclear power plant and primary material of robot.
Author Contributions
Conceptualization: S.S., M.H. and Q.A.; methodology: S.S.; investigation: S.S.; writing—original draft preparation: S.S.; writing—review and editing, M.H and J.H.; supervision: M.H. and Q.A.; Submission: J.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
Authors are grateful to Bangladesh University of Engineering and Technology for their technical and financial support during the research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shahinur, S.; Ullah, A. Quantifying the Uncertainty Associated with the Material Properties of a Natural Fiber. Procedia Cirp 2017, 61, 541–546. [Google Scholar] [CrossRef]
- Myers, J.N. Acuuweather.Com, American Commercial Weather Service and Media Company. Available online: www.AccuWeather.com (accessed on 10 February 2020).
- Santilli, M.; Moutinho, P.; Schwartzman, S. Tropical Deforestation and the Kyoto Protocol. Clim. Chang. 2005, 71, 267–276. [Google Scholar] [CrossRef]
- Shahinur, S.; Hasan, M. Jute/Coir/Banana Fiber Reinforced Bio-Composites: Critical Review of Design, Fabrication, Properties and Applications. In Encyclopedia of Renewable and Sustainable Materials; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Sayem, A.S.M.; Haider, J.; Sayeed, M.A. Development and characterisation of multi-layered jute fabric-reinforced HDPE composites. J. Compos. Mater. 2020, 54, 1831–1845. [Google Scholar] [CrossRef]
- Srinivasan, V.S.; Boopathy, S.R.; Sangeetha, D.; Ramnath, B.V. Evaluation of mechanical and thermal properties of banana–flax based natural fibre composite. Mater. Des. 2014, 60, 620–627. [Google Scholar] [CrossRef]
- Srinivasan, V.S.; Boopathy, S.R.; Ramnath, B.V. Thermal Behaviour of Flax Kenaf Hybrid Natural Fiber Composite. Int. J. Adv. Res. Sci. Eng. Technol. 2015, 2, 620–627. [Google Scholar]
- El-Shekeil, Y.A.; Sapuan, S.M.; Khalina, A.; Zainudin, E.S.; Al-Shuja’a, O.M. Effect of alkali treatment on mechanical and thermal properties of Kenaf fiber-reinforced thermoplastic polyurethane composite. J. Therm. Anal. Calorim. 2012, 109, 1435–1443. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Hossain, S.; Hasan, M.; Hassan, M.; Hassan, A. Effect of chemical treatment on physical, mechanical and thermal properties of ladies finger natural fiber. Adv. Mater. Sci. Des. 2013, 2013, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Chi, K.; Wu, Y.; Lee, S. Mechanical, thermal expansion, and flammability properties of co-extruded wood polymer composites with basalt fiber reinforced shells. Mater. Des. 2014, 60, 334–342. [Google Scholar] [CrossRef]
- Ke, H. Morphology and thermal performance of quaternary fatty acid eutectics/polyurethane/Ag form-stable phase change composite fibrous membranes. J. Therm. Anal. Calorim. 2017, 129, 1533–1545. [Google Scholar] [CrossRef]
- Mantia, F.L.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Biswas, S.; Shahinur, S.; Hasan, M.; Ahsan, Q. Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Composites. Procedia Eng. 2015, 105, 933–939. [Google Scholar] [CrossRef] [Green Version]
- Jayamani, E.; Hamdan, S.; Rahman, M.R.; Bakri, M.B. Investigation of fiber surface treatment on mechanical, acoustical and thermal properties of betelnut fiber polyester composites. Procedia Eng. 2014, 97, 545–554. [Google Scholar] [CrossRef] [Green Version]
- Shabanian, M.; Hajibeygi, M.; Hedayati, K.; Khaleghi, M.; Khonakdar, H.A. New ternary PLA/organoclay-hydrogel nanocomposites: Design, preparation and study on thermal, combustion and mechanical properties. Mater. Des. 2016, 110, 811–820. [Google Scholar] [CrossRef]
- Boopalan, M.; Niranjanaa, M.; Umapathy, M. Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos. Part B Eng. 2013, 51, 54–57. [Google Scholar] [CrossRef]
- Ahmed, M.; Islam, M.S.; Ahsan, Q.; Islam, M.M. Fabrication and characterization of unidirectional silk fibre composites. Eng. Mater. 2011, 471–472, 20–25. [Google Scholar] [CrossRef] [Green Version]
- Alkbir, M.; Sapuan, S.; Nuraini, A.; Ishak, M. Fibre properties and crashworthiness parameters of natural fibre-reinforced composite structure: A literature review. Compos. Struct. 2016, 148, 59–73. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Przybyszewski, B.; Stanik, R.; Czulak, A. Modification of glass reinforced epoxy composites by ammonium polyphosphate (APP) and melamine polyphosphate (PNA) during the resin powder molding process. Compos. Part B Eng. 2017, 108, 224–231. [Google Scholar] [CrossRef]
- Lim, W.P.; Mariatti, M.C.; Mar, K. Effect of intumescent ammonium polyphosphate (APP) and melamine cyanurate (MC) on the properties of epoxy/glass fiber composites. Compos. Part B Eng. 2012, 43, 124–128. [Google Scholar]
- Jeencham, R.; Suppakarn, N.; Jarukumjorn, K. Effect of flame retardants on flame retardant, mechanical, and thermal properties of sisal fiber/polypropylene composites. Compos. Part B Eng. 2014, 56, 249–253. [Google Scholar] [CrossRef]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Jafrin, S. Effect of Rot-Retardant Treatment on Properties of Jute Fiber. J. Nat. Fibers 2017, 14, 205–216. [Google Scholar] [CrossRef]
- El-Shekeil, Y.; Sapuan, S.; Haron, M. Optimization of Processing Parameters and Fiber Content of Cocoa Pod Husk Fiber-Reinforced Thermoplastic Polyurethane Composites by Taguchi Method. Appl. Mech. Mater. 2014, 564, 394–399. [Google Scholar] [CrossRef]
- Lakshmanan, A.; Ghosh, R.K.; Dasgupta, S.; Chakraborty, S.; Ganguly, P.K. Optimization of alkali treatment condition on jute fabric for the development of rigid biocomposite. J. Ind. Text. 2018, 47, 640–655. [Google Scholar] [CrossRef]
- Khalili, P.; Tshai, K.; Hui, D.; Kong, I. Synergistic of ammonium polyphosphate and alumina trihydrate as fire retardants for natural fiber reinforced epoxy composite. Compos. Part B Eng. 2017, 114, 101–110. [Google Scholar] [CrossRef]
- El-Shekeil, Y.; Sapuan, S.; Jawaid, M.; Al-Shuja’a, O. Influence of fiber content on mechanical, morphological and thermal properties of kenaf fibers reinforced poly(vinyl chloride)/thermoplastic polyurethane poly-blend composites Materials. Mater. Des. 2014, 46, 130–135. [Google Scholar] [CrossRef] [Green Version]
- Arao, Y.; Nakamura, S.; Tomita, Y.; Takakuwa, K.; Umemura, T.; Tanaka, T. Improvement on fire retardancy of wood flour/polypropylene composites using various fire retardants. Polym. Degrad. Stab. 2014, 100, 79–85. [Google Scholar] [CrossRef]
- Vunain, E.; Opembe, N.N.; Jalama, K. Thermal stability of amine-functionalized MCM-41 in different atmospheres. J. Therm. Anal. Calorim. 2014, 115, 1487–1496. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Effects of chemical treatments on hemp fibre structure. Appl. Surf. Sci. 2013, 276, 13–23. [Google Scholar] [CrossRef]
- Kabir, M.M.; Islam, M.M.; Wang, H. Mechanical and thermal properties of jute fibre reinforced composites. J. Multifunct. Compos. 2013, 1, 71–77. [Google Scholar] [CrossRef] [Green Version]
- Peter, B.O.; Ajibade, O.J.; Alaneme, K.K. Structural Characteristics, Thermal Degradation Behaviour and Tensile Properties of Hand Extracted Entada mannii Fibres. J. Phys. Sci. Pinang 2016, 27, 89–102. [Google Scholar]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Saha, D.K.; Islam, M. Characterization on the properties of jute fiber at different portions. Int. J. Polym. Sci. 2015, 2015, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Edeerozey, A.M.; Akil, H.M.; Azhar, A.B.; Ariffin, M.Z. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
Figure 1.
Steps for studying the thermal properties of the treated jute fibers.

Figure 2.
Appearance of (a) Raw, (b) RT, (c) FT, and (d) WT treated jute fibers.

Figure 3.
(a) TGA test sample, (b) effect of heat measured by TGA machine, and (c) DSC test sample.

Figure 4.
Weight change of raw and chemically modified (rot-retardant, RT; fire-retardant, FT and water-retardant, WT treatments) jute fibers; (a) at a glance; and (b) at different activation points and optimized chemical concentrations (8% RT, 25% FT, and 15% WT).
Figure 4.
Weight change of raw and chemically modified (rot-retardant, RT; fire-retardant, FT and water-retardant, WT treatments) jute fibers; (a) at a glance; and (b) at different activation points and optimized chemical concentrations (8% RT, 25% FT, and 15% WT).

Figure 5.
Derivative weight change of the (a) raw and all treated, (b) raw and optimized (8% RT, 25% FT, and 15 % WT treated jute fibers.
Figure 5.
Derivative weight change of the (a) raw and all treated, (b) raw and optimized (8% RT, 25% FT, and 15 % WT treated jute fibers.


Figure 6.
DSC patterns of raw and modified jute fibers; (a) at a glance; and (b) at different endothermic and exothermic points at optimized chemical concentrations (8% RT, 25% FT, and 15% WT).
Figure 6.
DSC patterns of raw and modified jute fibers; (a) at a glance; and (b) at different endothermic and exothermic points at optimized chemical concentrations (8% RT, 25% FT, and 15% WT).

Figure 7.
SEM micrographs of (a) raw; (b) RT (c) FT; and (d) WT modified jute fibers.


Figure 8.
FTIR spectra of raw and modified jute fibers at optimized chemical concentrations (8% RT, 25% FT, and 15% WT).
Figure 8.
FTIR spectra of raw and modified jute fibers at optimized chemical concentrations (8% RT, 25% FT, and 15% WT).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Jute samples prepared with different chemical treatments.
| Sample Code | Treatment Name | Chemical Name | Chemical Concentration (wt.%) | Sample Colour | |
|---|---|---|---|---|---|
| RT | R1 | Rot-retardant | Copper salt (CuSO4·5H2O) | 4 | Light bluish |
| R2 | 8 | ||||
| R3 | 12 | ||||
| FT | F1 | Fire-retardant | Phosphate salt (NH4HPO4) | 20 | Bright golden |
| F2 | 25 | ||||
| F3 | 30 | ||||
| WT | W1 | Water-retardant | Chloride salt ([C2H3Cl]n or PVC) | 10 | Bright brown |
| W2 | 15 | ||||
| W3 | 20 | ||||
Table 2.
Thermal stability and residue of three different chemically modified jute fibers.
| Jute Fiber Samples | Thermal Stability at 15% Weight Loss (°C) | Peak Temperature of Derivative Weight Change (°C) | Residue (wt.%) |
|---|---|---|---|
| Raw | 30–242.9 | 332.9–347.4 | 13.0–18.8 |
| RT | 30–267.4 | 223.0–269.0 | 12.8–21.1 |
| FT | 30–238.7 | 263.3–268.6 | 30.5–37.7 |
| WT | 30–263.8 | 301.8–310.1 | 20.0–21.5 |
Table 3.
Decomposition temperature of chemically modified jute fiber.
| Temperature °C | Nature of Peak | ||||
|---|---|---|---|---|---|
| Raw Jute | RT | FT | WT | ||
| Decomposition 1 | 30–59.73 | 59.71–65.61 | 65.61–75.10 | 65.61–69.06 | Endo |
| Decomposition 2 | 332–364 | - | 200.29–203.74 | - | Endo |
| Decomposition 3 | 376–423 | 305–429 | 256.40–280.57 | 291.79–293.52 | Exo |
| Decomposition 4 | - | - | 281–309 | - | Endo |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Shahinur, S.; Hasan, M.; Ahsan, Q.; Haider, J. Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites. J. Compos. Sci. 2020, 4, 132. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030132
AMA Style
Shahinur S, Hasan M, Ahsan Q, Haider J. Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites. Journal of Composites Science. 2020; 4(3):132. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030132
Chicago/Turabian StyleShahinur, Sweety, Mahbub Hasan, Qumrul Ahsan, and Julfikar Haider. 2020. "Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites" Journal of Composites Science 4, no. 3: 132. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030132