3.1. Morphological Characterization of hPBPs
As described in the experimental section, PAN/SWNT hPBP layered films were formed via filtration with the addition of non-solvent (water). A PAN control cast film and neat SWNT BP were also processed for property comparison. Additionally, single-layer hPBPs were fabricated. The intent of this procedure was to isolate the PRL and confirm the presence of PAN polymers in the lower polymer weight ratio samples via SEM and DSC investigations.
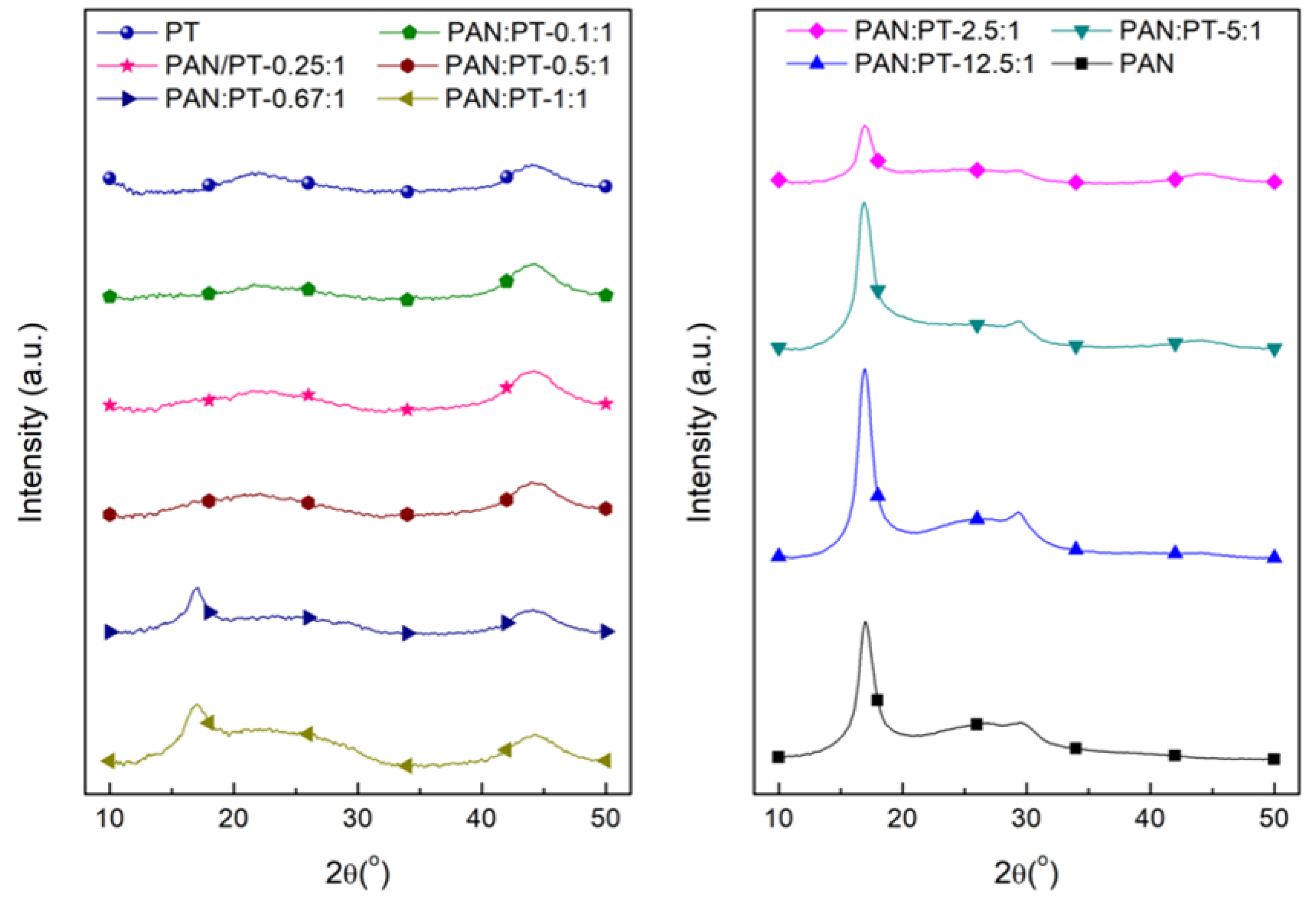
Figure 1 shows the wide-angle (WAXD) integrated curves for all hPBP samples. Based on the WAXD results, a PAN peak (at 2
∼16.7°) can be observed in all composite samples. However, this peak is very weak for the 0.5:1, 0.25:1, and 0.1:1 hPBP samples, due to the low PAN polymer content. Previous work published by the group has shown that the most appropriate S/NS ratio for maximum PAN retention in the hPBP is 1:2. Therefore, for all hPBPs processed in this work this S/NS ratio is used [
20].
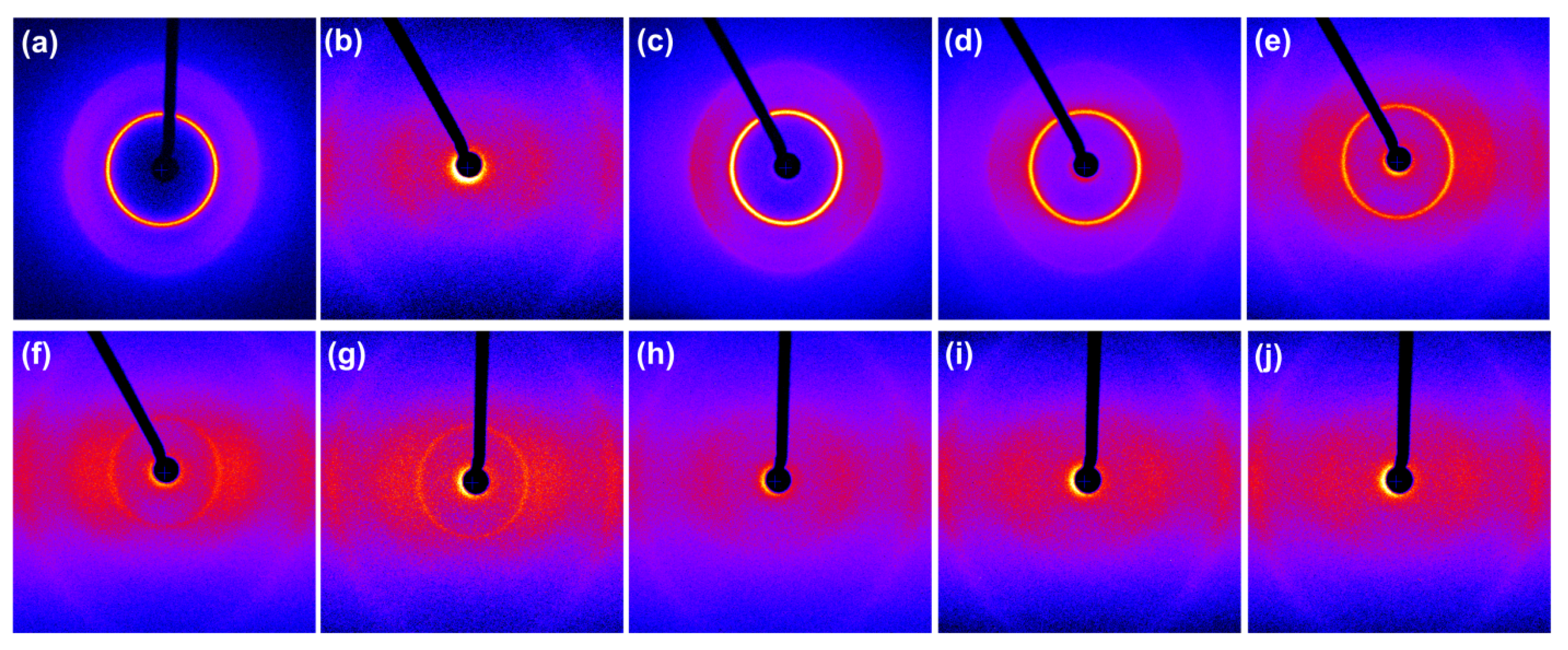
Figure 2 shows the WAXD patterns for all samples where a diffraction reflection for the (110) PAN reflection can be observed. This confirms the presence of PAN in the hPBP for all weight ratios greater than 0.5:1. For the low polymer weight concentration samples (i.e., 0.5:1, 0.25:1, and 0.1:1), the PAN peak is more diffused and not resolved clearly in the integrated curves (See
Figure 1) nor the diffraction pattern. Regardless of weak XRD peaks for the low ratio samples, the SEM images (
Figure 3) clearly show the PRL regions confirming the presence of PAN. This evidence is also shown in
Figure 4 for the 0.25:1 single-layer hPBP. It is expected that for XRD, the SWNT scatter dominates the composite pattern, considering the weight content is 70% or greater for the lower PAN weight concentration samples. The WAXD results also show the presence of the carbon peak at 2
∼42.0–43.5° resulting from the SWNT filler.
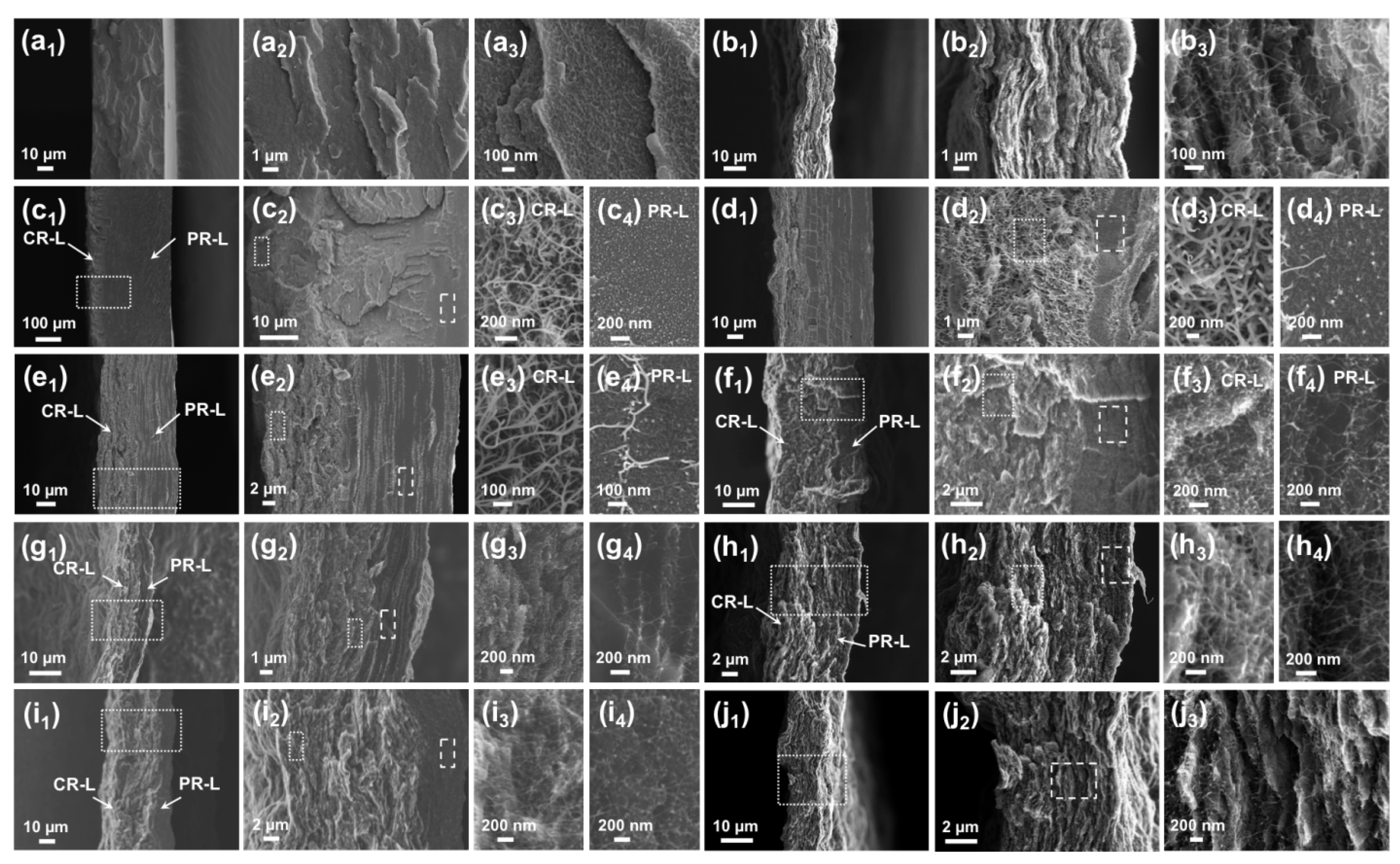
Scanning electron microscopy (SEM) was used to observe the morphology of the hPBP films (
Figure 3). The PAN cast film shows a uniform matrix morphology (
Figure 3a), and similarly the SWNT BP exhibits a consistent SWNT network throughout the sample thickness (
Figure 3b). All hBPB films exhibit a layered morphology consisting of a PRL (PAN interacting directly with SWNT), as well as a CRL (excess SWNT not interacting with the polymer matrix) (
Figure 3c–j). Magnified images for the hPBP samples clearly show this distinct layered structure. Although the WAXD analyses for the 0.5:1 to 0.1:1 weight concentration ratios do not show strong PAN reflections, the presence of polymer is clearly observed in the electron microscopy images of hPBP (
Figure 3c–j).
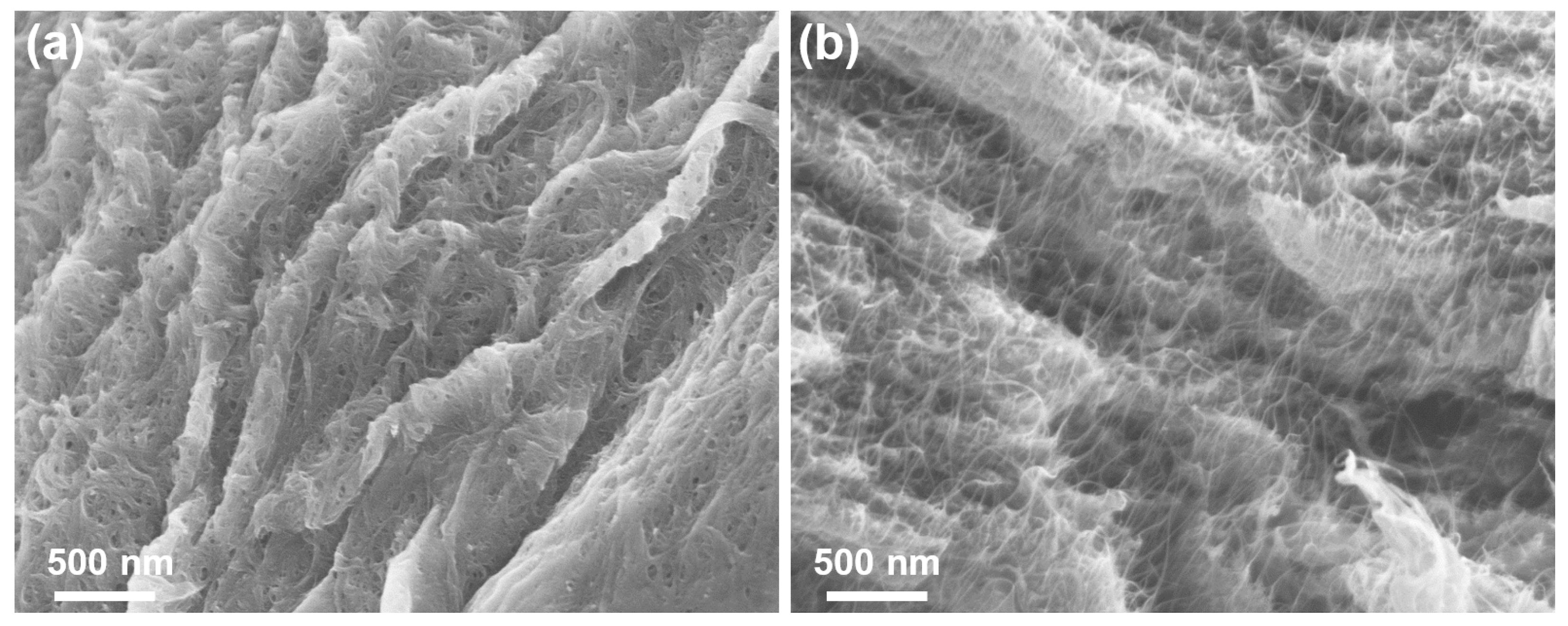
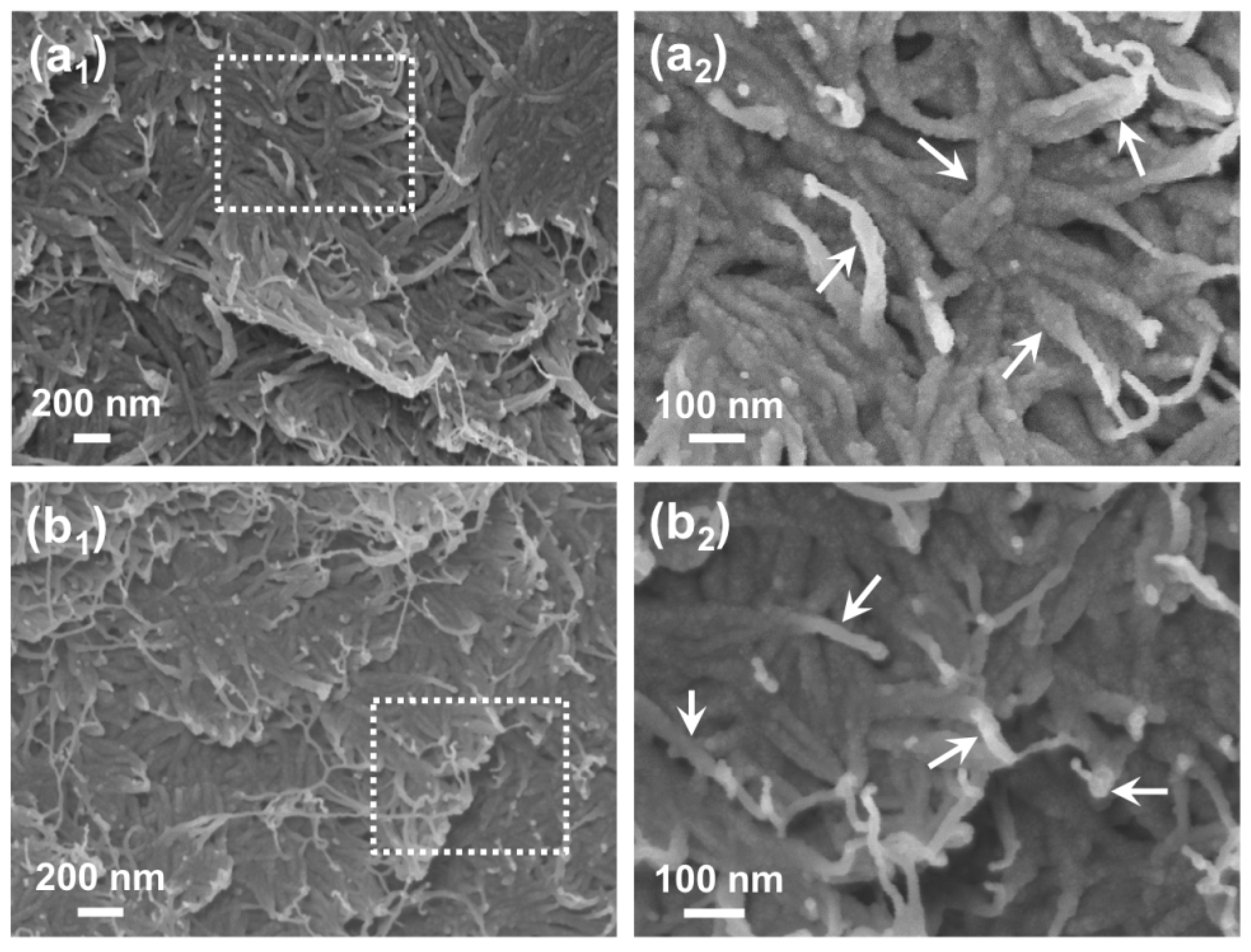
To show the morphology of the layered structure more distinctly, a single-layer hPBP film was prepared and compared to a neat buckypaper film (
Figure 4). The paste film is representative of the PRL, while the BP is representative of the CRL region, where no polymer is observed.
Figure 4 serves to provide evidence for the presence of SWNT solvated by (blended with) the polymer by comparing the morphology of this PRL film to a neat SWNT buckypaper at the same magnification. The even coating of polymer (i.e., interphase PAN) can clearly be observed on the SWNT as compared to the BP, where uncoated SWNT morphology is more obvious. It is important to note that for this SEM characterization the samples are not treated with a metallic coating for image analysis.
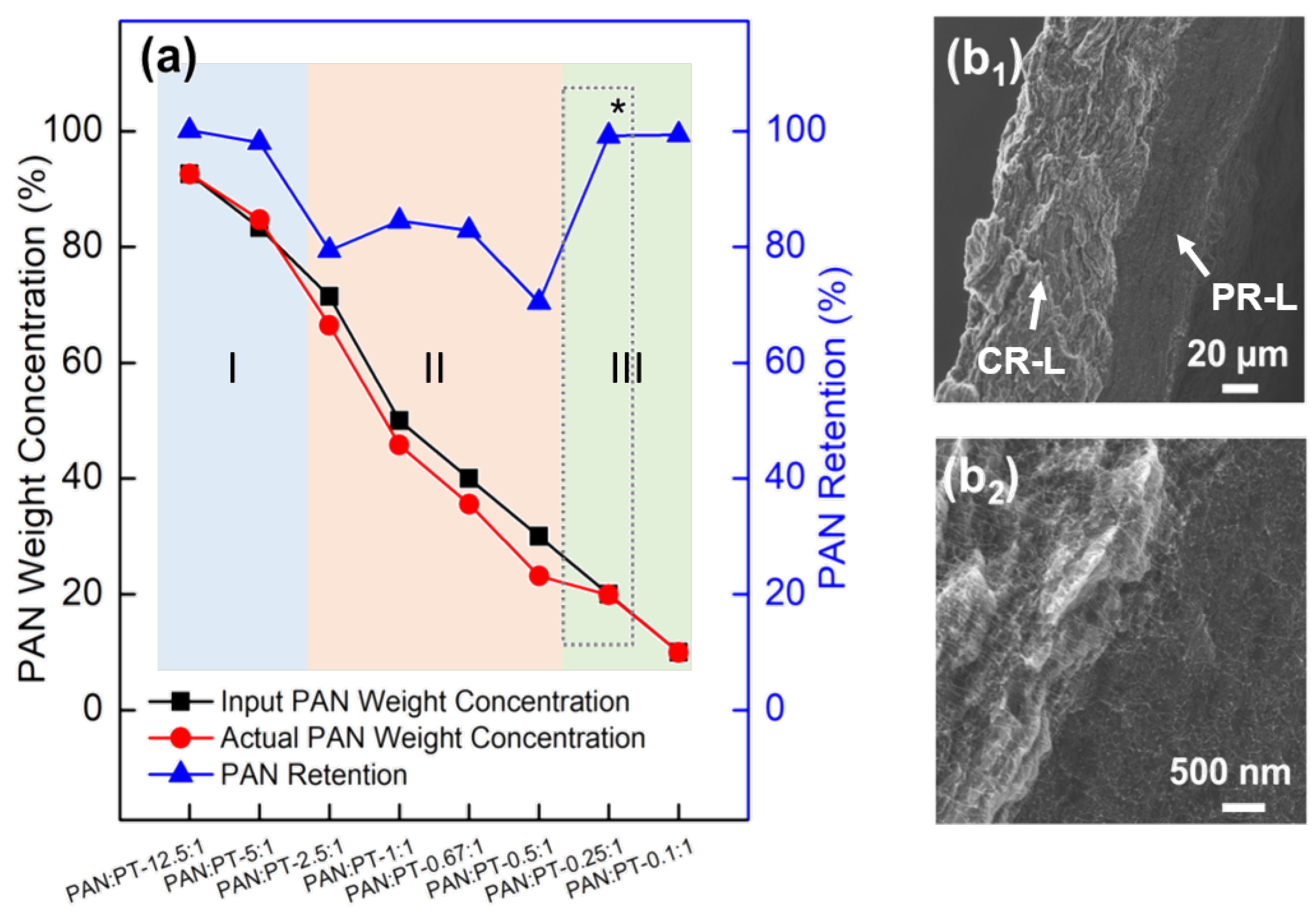
As mentioned, our previous work has shown that the presence of the NS leads to higher PAN retention in hPBP films during filtration to form the layered films. This trend arises due to the change in PAN solubility as solvent composition varies. However, some PAN polymer is lost during the filtration process. PAN retention in the films is tracked during processing.
Figure 5a shows the retention curves for all samples, where PAN retention ranges from ∼80% to 100%. By tracking the PAN added and PAN retained in the films as a function of processing (solvent:nonsolvent ratio of 1:2), a trend in retention is observed and categorized into three stages (
Figure 4a). During
Stage One, the PAN weight concentration is very high. As a result, PAN polymer occludes the filter paper reducing the loss of any non-interacting PAN from the hPBP. In this way, the PRL regions are artificially thicker (
Figure 3c,d), but this does not indicate that there is a strong PAN-SWNT interaction, only that the polymer was unable to diffuse through the crowded dispersion/solution during film formation. During
Stage Two, as the PAN weight concentration is lowered the overall dispersion/solution becomes less crowded. Therefore, any PAN that is not interacting directly with SWNT is filtered out of the system resulting in a loss of ∼20% PAN.
Stage Two observations are important as they confirm previous observations that the nano-filler/polymer interactions are size dependent, where our trapping model shows that for this PAN molecular weight, average SWNT bundle diameters of ∼6 nm or smaller are solvated [
20]. With this knowledge, it is clear that not all SWNTs in the dispersion can be solvated by the PAN due to the heterogeneous nature of the filler make-up (i.e, variation in bundle size distribution in the as-received sample and after sonication). For this reason, some PAN loss is expected if the amount of chain molecules required for solvation exceeds the quantity of appropriately sized SWNT bundles. Using this same knowledge it is expected that if the PAN weight concentration/volume fraction is equal to the amount of appropriately sized SWNT bundles a properly blended PRL region will be achieved. If the PAN weight concentration is less than the amount of appropriately sized SWNT bundles, PAN loss will also not be observed, but property trends may indicate that the appropriate blending ratio has been surpassed. The onset of
Stage Three in the retention curve likely represents the appropriate volume fraction of polymer to SWNT for ideal blending (i.e., complete PAN polymer solvating SWNT bundles/tubes). This ideal hPBP mass ratio (PAN:SWNT) of 0.25:1 is referred to as v*, and is additionally observed to result in optimal electrical and mechanical properties. It is denoted by an asterisk in
Figure 5.
Figure 5b shows a magnified version of a two-layered 0.25:1 (v*) hPBP film where clear distinctions of the PRL and CRL regions can be resolved. The PRL is uniform and exhibits well distributed SWNT of even size throughout the PAN matrix.
Figure 4a shows the single-layer hPBP film at this ideal blending ratio of 0.25:1.
With the assistance of the non-solvent, SWNT below a certain threshold bundle size can be ‘solvated’ by the PAN coils [
15]. Solvation is due to the polymers’ preference to interact with the SWNT over the non-solvent environment as well as its ability to accommodate (trap) the SWNT bundle within its available fractional free volume (FFV) [
20]. For this reason, the solvated polymer paste was used for a more in-depth observation of the SWNT-PAN interaction during the liquid-solid phase separation before film formation. SEM was performed on freeze-dried 1:1 PAN:SWNT paste samples to visualize the SWNT bundles which have been ‘trapped’ by PAN (
Figure 6a,b). It is clear from these SEM images that the PAN polymer in the PRL blended region shows complete coverage of the SWNT bundles/tubes throughout the network. Removal of the solvent via freeze drying allows for direct visualization of this interaction as it would be within the PRL liquid/paste prior to any film formation, which involves (i) some compaction due to the vacuum used in filtration as well as (ii) subsequent slow drying/removal of solvent in an oven which would result in changes in the polymer morphology (i.e., crystallization). Given this unique morphology for the hPBPs and the evidence for the blended phase (PRL), several studies were performed to characterize its properties toward elucidating blend behavior.
3.2. Electrical Characterization of hPBPs
The electrical properties of the hPBP materials were evaluated. Electrical behavior is strongly related to internal microstructures developed during processing [
20,
22,
23,
24,
25]. However, literature studies are primarily focused on percolation phenomena of CNTs in the polymer matrix (i.e., CNT content < 0.1 vol%). Typical values for electrical conductivities of BPs and polymer composite BPs with respect to filler loadings are provided in
Table 1.
For semiconducting materials, the effect of contact resistance is eliminated, making it necessary to separate the current and voltage contact points of the probe. For this reason, a four-point-probe method is used to measure DC electrical conductivity through each side (i.e., free surface) of the samples to understand the electrical properties for both PRL and CRL regions. The layered structures of the hPBP sample films (
Figure 3) provide an appropriate morphology to enable this study. A geometric correction factor (
G) is required and needs to be determined according to sample dimensions. Geometrical models for thin rectangular slices were used for these electrical measurements and calculations given the macroscopic film morphology. According to this model, the body resistivity (
) can be calculated using Equations (1) and (2) [
26].
Here
I is current applied,
V is voltage measured and
s is the spacing between the probe tips. Parameters
a,
d, and
t are the sample length, width, and thickness, respectively.
C is the correction factor accounting for the relationship between the sample and probe dimensions [
26]. On average specimen thickness is below 70 µm, and satisfies the condition of Equation (
1) to calculate bulk resistivity.
C is determined to be 0.9994 across all samples. Bulk electrical conductivity (
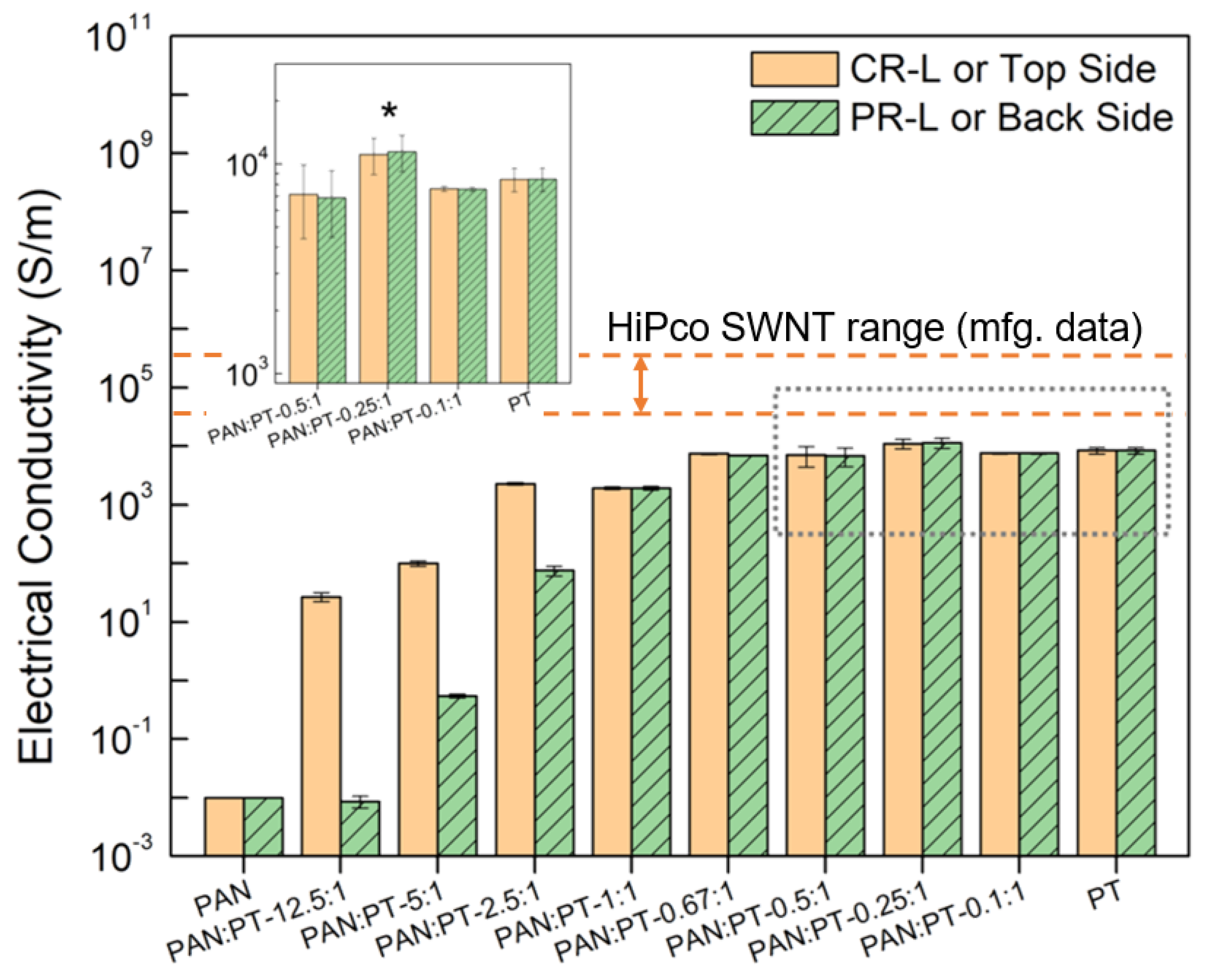
) is taken as the inverse of resistivity. Results for all samples are shown in the bar plot in
Figure 7.
As expected, the control PT-BP sample exhibits a high electrical conductivity as compared to the PAN cast film. For PT-BP, the average bulk electrical conductivities are measured from free surfaces of the top and bottom sides. The free-surface results are comparable; measured at
S/m and
S/m, respectively, for the top and bottom. These values are also comparable to the bulk conductivities calculated from the resistance values for HiPco SWNT BPs provided by the manufacturer [
28]. PAN cast films also show comparable but low conductivity values for the top and bottom sides of the sample. In analyzing the properties for the hPBPs, some different trends emerge. Considering that the films exhibit a layered morphology where the CRL consists primarily of SWNT, while the PRL is predominantly PAN polymer with SWNT, it is expected that each layer would show different electrical behavior. This layer dependent behavior is observed for the sample with a higher PAN ratio (e.g., 12.5:1, 5:1, and 2.5:1). However, at all lower PAN weight concentrations, the CRL and PRL behaves similarly with no siginificant difference in bulk conductivity. This may be attributed to the refined morphology (i.e., uniform dispersion and size of SWNT and even distribution in the polymer matrix) that is present in the PRL region as the PAN and SWNT blend into a homogenous phase.
Statistical percolation theory based on a lattice of identically sized filled/unfilled states shows that a transverse path of a filled state can be expected to form when the percentage of filled states reaches a level of ∼59.28% [
29]. Based on PAN and SWNT densities of 1.18 and 1.6 g/cm
3, the volume percentage of the SWNT reaches approximately this level (59.6%) at the weight ratio of 0.5:1, and will further increase with decreasing polymer weight fraction. While the influence of the node shape (in theory a perfect cell, in practice free form 1-D shape) has not been accounted for in this work, the apparent correlation between this theoretical threshold and the observed conductivities supports the conclusion of a fully percolated blended phase.
Previous work as well as the SEM image analysis (
Figure 3 and
Figure 6) confirms that the CRL and PRL morphologies in hPBPs are not similar despite the convergence of electrical conductivity. The results also show that as the overall hPBP PAN weight concentration is decreased the PAN retained in the PRL produces a region of high PAN weight concentration which has a more direct interaction with the SWNT forming a blended phase (
Figure 5). In addition, the dispersion of SWNT in this PRL is uniform in terms of the network formed throughout the region and bundle size.
At the ratio v* (0.25:1 hPBP), the electrical behavior in both PRL and CRL regions shows the best performance with both layers at the highest refinement. First, the PRL consists of PAN blended with SNWT at the appropriate ratio, as well as the appropriate SWNT bundle size to allow for the PAN to completely solvate the filler. In this way there are no agglomerations or defects. Second, the CRL is also more refined in terms of SWNT bundle network considering the SWNT solvated by the PAN. The 0.25:1 weight concentration seemingly results in the highest amount of polymer/filler interactions as the filler majority ensures the availability of enough ideal SWNT bundle sizes for complete PAN/SWNT solvation to take place. This complete solvation prevents excess polymer from agglomerating or otherwise causing defects. The CRL of the 0.25:1 hPBP also exhibits the greatest refinement of all weight concentrations tested.
3.3. Thermal Characterization of hPBPs
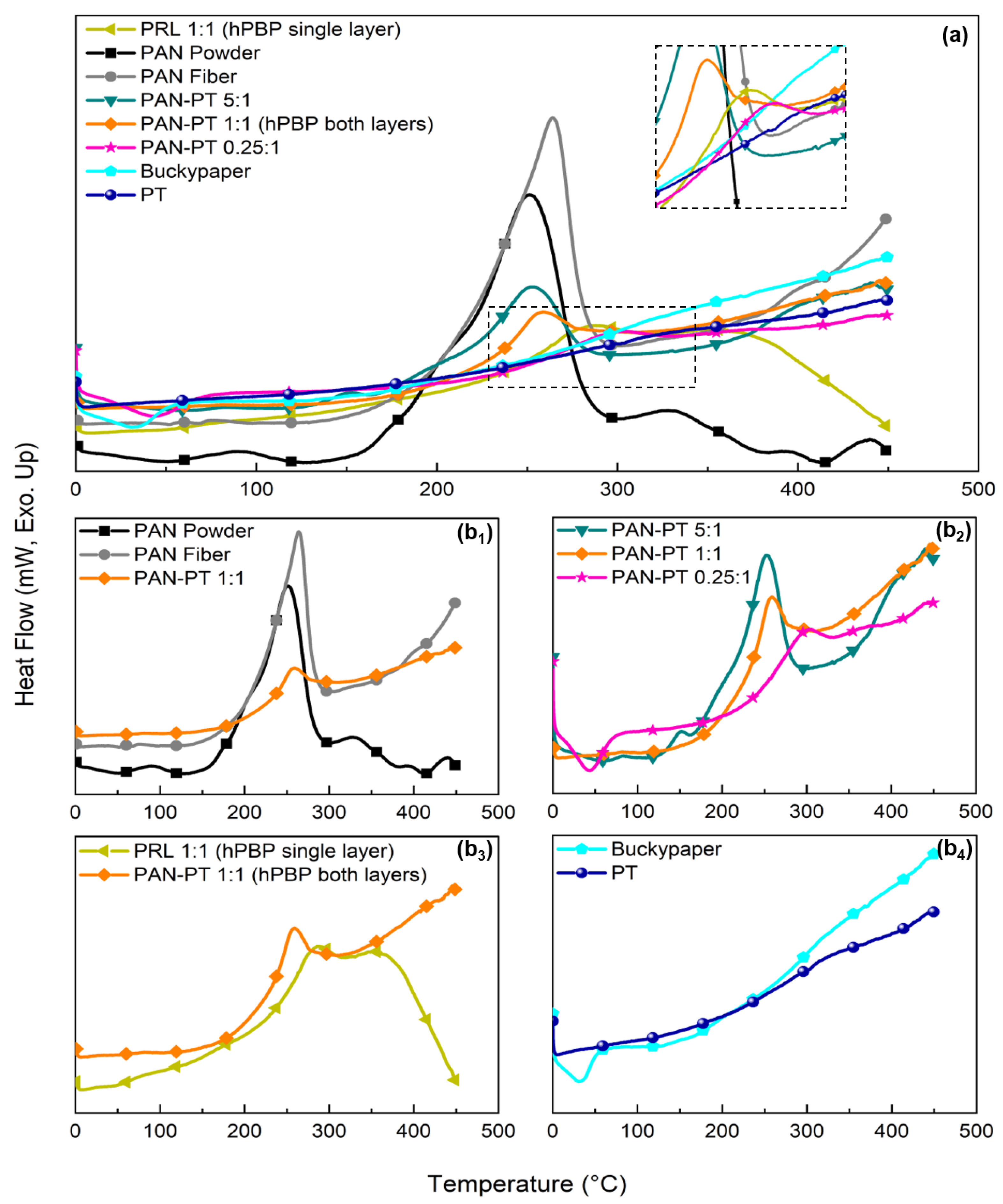
Differential Scanning Calorimetry (DSC) was performed on samples of various paste films, hPBP films, and PAN morphologies from 0 to 450 °C at a ramp rate of 1 °C/min in an inert (i.e., nitrogen gas) environment. This process is used to simulate a stabilization process for PAN. The intent of this study was to provide further evidence for the existence of interphase PAN within the hPBP and specifically within the PRL. In the production of graphite and carbon fiber, stabilization refers the process of slowy ramping the precursor material (in this case PAN) from room temperature to ∼250–300 °C. This heat treatment allows exothermic reactions such as cyclization and dehydrogenation to take place, converting the individual PAN polymer chains into a cross-linked ladder structure capable of withstanding higher carbonization temperatures (900–1100 °C). In DSC, this process can be catalogued by tracking the exothermic peaks revealed during the temperature ramp.
Figure 8 compares 1:1 hPBP film with both as-received powdered PAN and PAN fibers via wet spinning. The purpose of this comparison was to investigate the influence of process induced confinement on the exothermic peak’s maximum temperature and latent heat associated with the reaction. Depending on the process in question, this confinement may be caused by a number of different mechanisms. In the case of the PAN fiber, the drawing process causes chain alignment and long range ordering, both of which may result in increased confinement. Alternatively for the PAN/SWNT composites, confinement results from the formation of epitaxially-templated interphase polymer regions during sonication. The results show a shift in the exothermic peak temperature for both the PAN fiber and all hPBP concentrations, suggesting a directly proportional relationship between chain confinement and peak exothermic temperature. As confinement of the polymer chains increases, the peak shifts to a higher temperature [
30,
31]. Observed latent heat is significantly lower for the hPBP due to the presence of the SWNT, which does not undergo a phase change, as well as lower PAN weight concentrations.
Figure 8(b
2) depicts DSC curves of three representative hPBP weight ratios. Reducing the polymer loading increases the shift in exothermic peak temperature. This is attributed to a higher probability of interphase templating due to the increased availability of favorable SWNT bundle sizes relative to the polymer chains.
Figure 8(b
3) compares a 1:1 PAN:SWNT hPBP to a single-layer PRL ’paste’ film of the same ratio. The paste film procedure eliminates the CRL, leaving behind just the blended PAN and SWNT in the PRL.
Figure 8(b
4) examines the DSC curves of neat buckypaper and PT SWNT to verify that the SWNTs themselves lack any impurities that may be causing an exothermic peak. It should be noted that the endothermic peaks less than 50 °C are attributed to residual solvent that was not completely expunged during vacuum oven drying of the BP an hPBP samples.
3.4. Mechanical Characterization of hPBPs
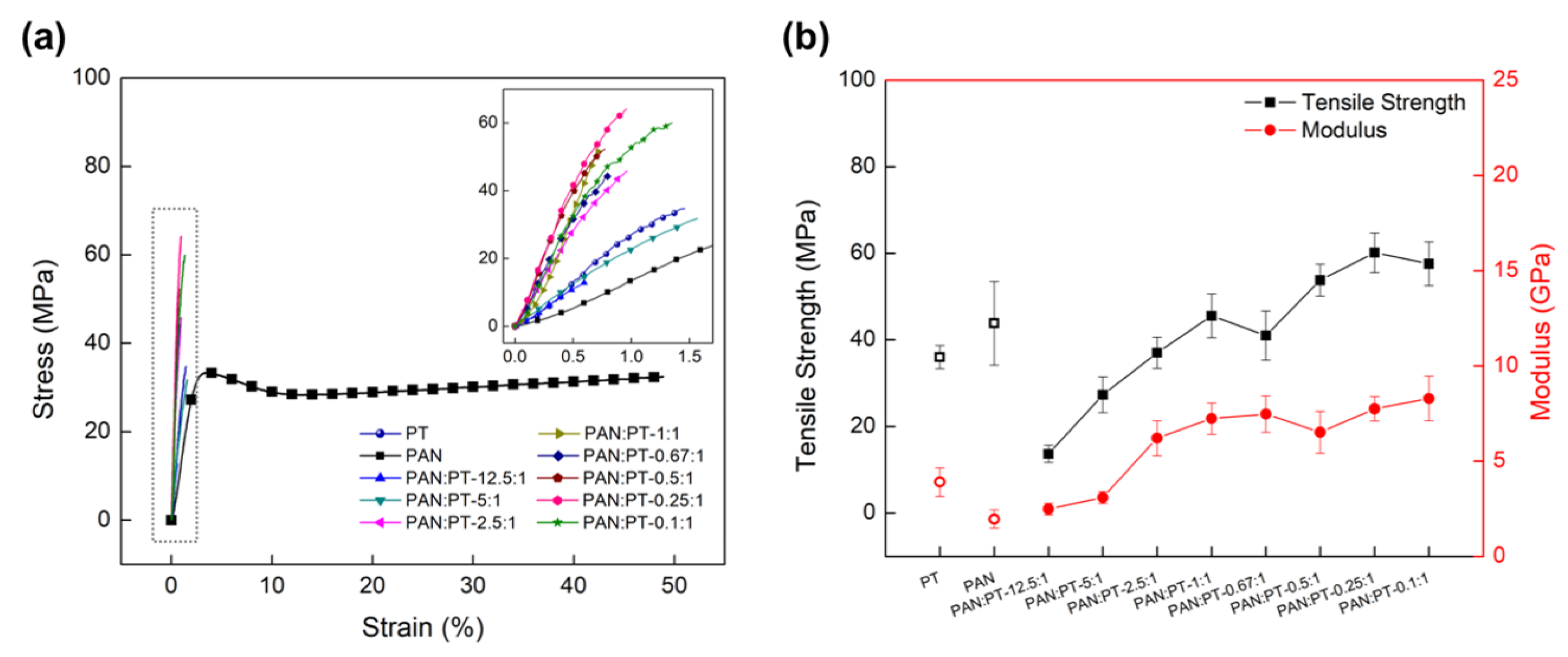
The tensile properties of hybrid BPs with different PAN weight concentrations were evaluated through quasi-static tensile tests and compared with the neat PAN film and PT buckypaper. Representative engineering stress-strain (S-S) curves are shown in
Figure 9a, as well as average values for tensile strength and modulus (sample size = 5) in
Figure 9b. The neat PAN film shows standard viscoelastic behavior typical of an isotropic polymeric film under tension, exhibiting initial elastic region, yielding, strain hardening, and ultimate fracture. A large elongation-to-break tensile strain (50%) was observed. In contrast, the BP and hybrid BPs experienced brittle fracture with elongation-to-break ranging from 0.7 to 1.6%, similar to ceramic materials. The difference in tensile strain for all hybrid BPs compared with the neat PAN film, including PAN:PT-12.5:1 (92.6 wt%PAN), indicates that inclusion of SWNT greatly reduced the ductility of the composite film.
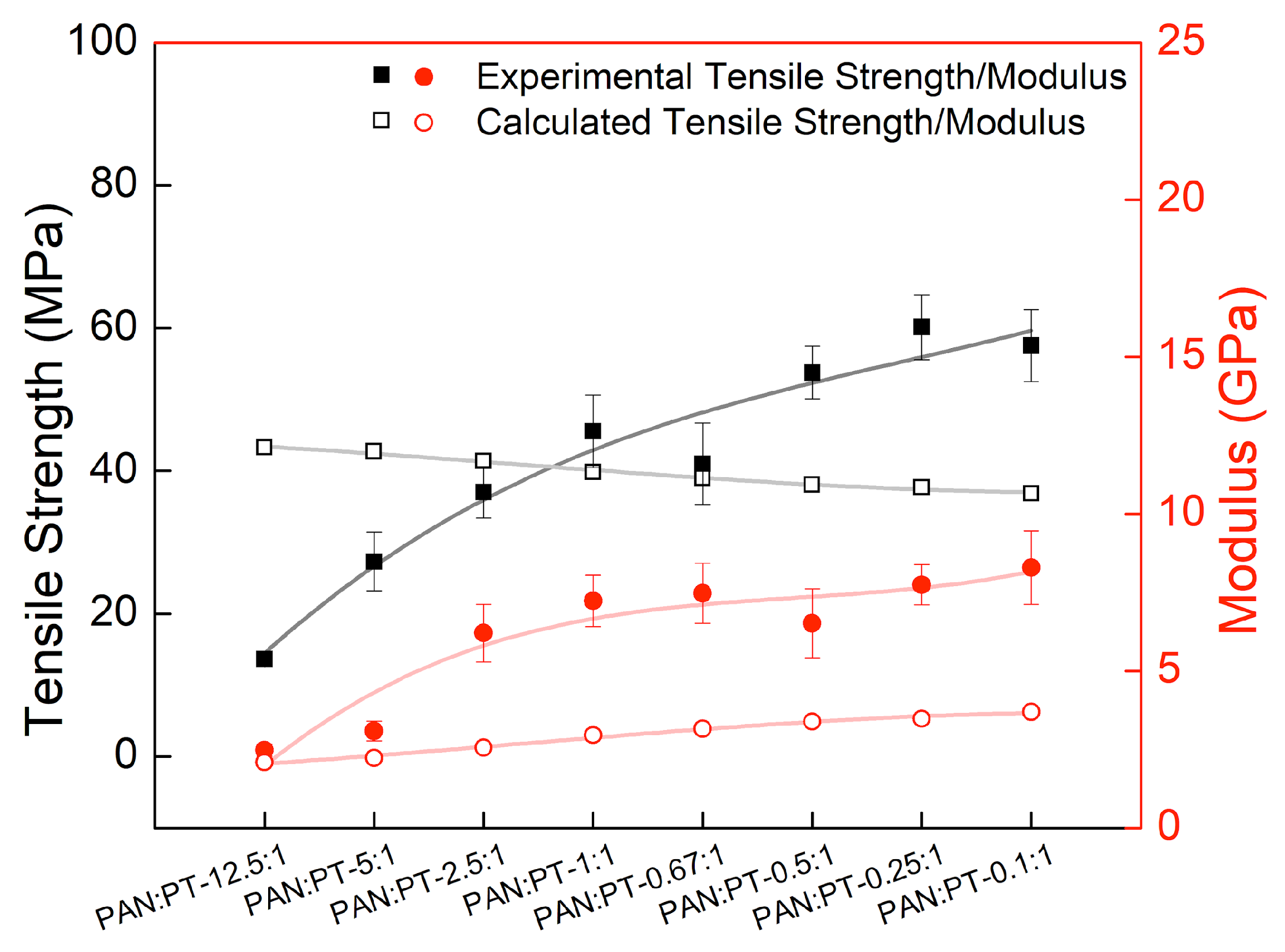
Based on the rule of mixtures (Equation (
3)), the theoretical tensile strength and modulus values were calculated and compared with experimentally obtained values (
Figure 10).
Here,
represents either tensile strength or modulus, with subscripts c, f and m denoting the composite, filler (SWNT) and matrix (PAN), respectively. The symbol
f represents the volume fraction of the filler. Volume fractions were calculated using the mass loading ratios and densities of each constituent. The strength and modulus of the filler and matrix in Equation (
3) are taken to be the experimentally measured values of the control PT BP and PAN films, respectively. It should be noted that the rule of mixtures as presented in Equation (
3) has historically been used to obtain an approximation of the predicted material properties of a composite based on those of its constituents [
32,
33,
34]. Due to its simplicity, it is expected that the rule of mixtures has limitations. However, it is still relevant to this work because it demonstrates the range of composite hPBP weight concentrations for which strength and modulus exceed both this simple prediction and the measured values for the neat PT BP and PAN films. In general, values of strength are related to the defects within the material. In the case of higher tensile strength for polymeric samples, as the chains are able to align beyond the yield point, a less defective structure may form, and this combined with chain alignment contribute to the final strength properties measured. In this work, from the tensile property comparison, it is observed that for the hPBPs with PAN:PT ratios higher than 1:1, the experimentally measured tensile strengths are lower than the calculated values. However, when the PAN:PT ratios become less than 1:1 the opposite trend is observed, and the experimentally measured tensile strengths are higher than the calculated values. These results indicate that for the hPBPs with a decreasing PAN:PT ratio, the polymer along with the PT filler are able to form a less defective and possibly aligned final morphology during plastic deformation. This may be related to a more uniform structure formation of the initial PRL region due to blending of the components. It is also observed that PRL region effectively dominates the mechanical performance in the hPBP. Therefore, as the PAN concentration is reduced and retention enters
Stage Three (
Figure 5a) the PAN-SWNT interaction in the PRL is maximized (i.e., fully blended), leading to exceptional performance.
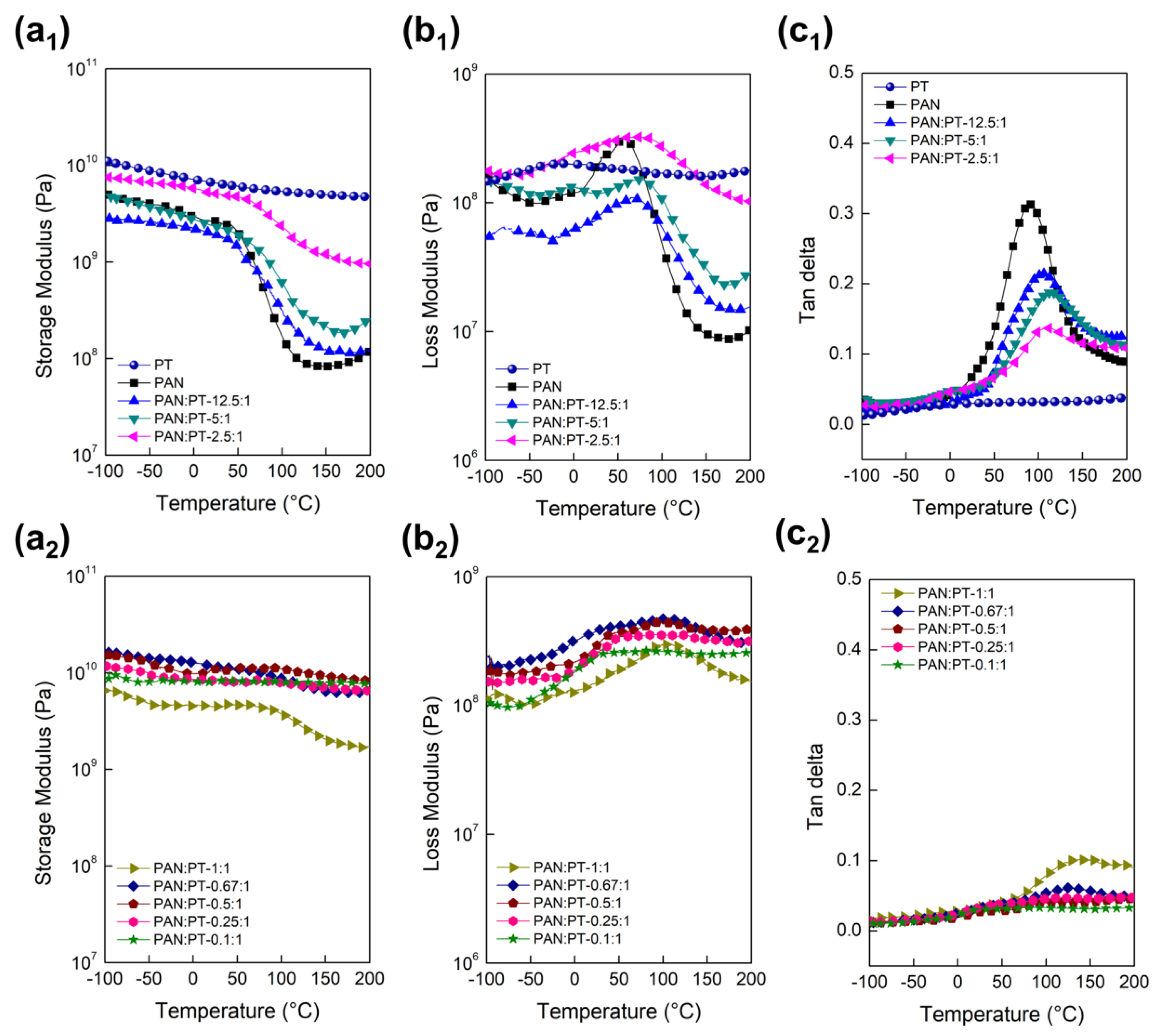
The viscoelastic behavior of hPBPs was studied by performing dynamic mechanical analyses (DMA) via temperature sweeping. The viscoelastic properties (elastic/storage modulus (
), loss modulus (
), and damping parameter (tan
) were plotted against temperature, to represent the thermo-mechanical elastic property, energy dissipation, and damping trends (
Figure 11).
Consistent with static tensile test results, the hPBPs with higher PAN content exhibit lower storage moduli than the neat BP, however, the opposite trend is observed for hPBPs with lower PAN contents for temperatures before the glass-to-rubbery transition. When crossing over the glass transition temperature, increased loading on the SWNTs enables the PAN to sustain its stiffness at higher temperatures even above glass transition. This is especially true for hPBPs with lower PAN:PT ratios of 0.67:1, 0.5:1, 0.25:1, and 0.1:1, corresponding to PAN weight concentrations of 35.59%, 24.09%, 19.87%, and 9.64%. For example, for PAN:PT-0.25:1 hPBP, at a temperature of 150 °C, its storage modulus (7.06 GPa) is 85 times higher than the storage modulus of neat PAN film (83 MPa) at the same temperature. As previously suggested, during the liquid solvent phase separation process, the SWNT bundles and polymer chains in the PRL regions form blended regions. The increased storage modulus may be attributed to the uniform dispersion of SWNT in the PRL coupled with enhanced interaction between PAN and SWNT during phase separation.
The hPBPs treated after the liquid solvent phase separation process with varying PAN weight concentrations also showed different glass transition temperatures (T
g) observed by DMA. The glass transition temperature of a polymer reflects the polymer’s chain mobilities. Below T
g, the polymer chains are ‘frozen’ leading to glassy behavior; above T
g, the polymer chains show some mobility. As shown from the peak temperature of the tan
or energy dissipation curves (
Figure 11(c
1,c
2)), an T
g upshift is observed with decreasing input PAN weight concentration from pure PAN to PAN:PT-0.67:1, indicating strong hindrance of the polymer chain mobility due to the SWNT. Concurrently, there is a significant drop in the tan
magnitude, signaling less energy loss during cyclic loadings. With a further decrease in PAN content from PAN:PT-0.5:1 to 0.1:1, the tan
peak disappears, suggesting even stronger molecular interactions between PAN and SWNT. This is consistent with the strong PAN-SWNT interaction behavior observed in
Stage Three of retention (
Figure 5a), as well as the trend in tensile strength (
Figure 10).
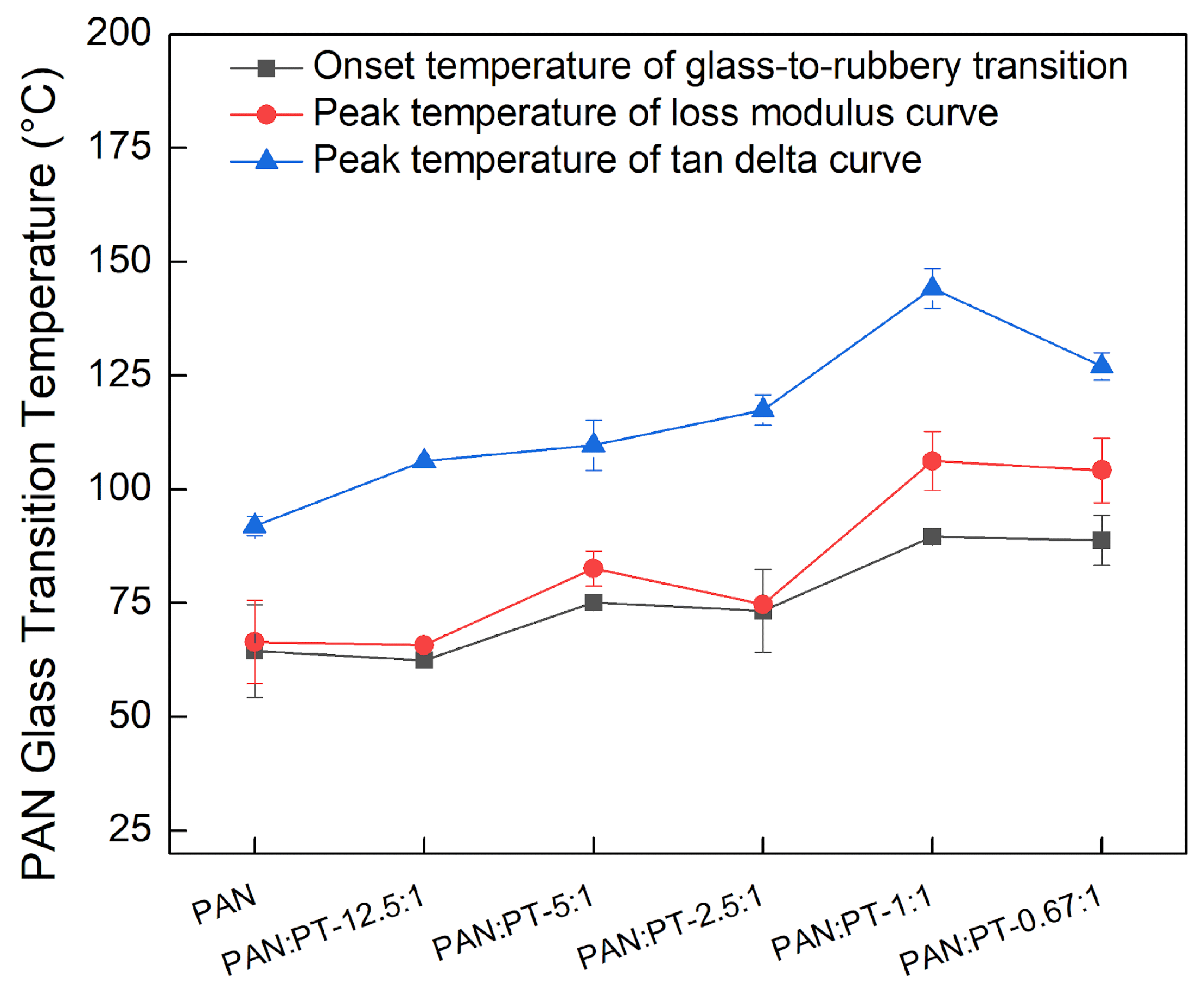
Figure 12 summarizes the trend of glass transition temperature measured based on different determination criteria (i.e., onset temperature observed on storage modulus curve) peak temperature on loss modulus curve, and peak temperature on tan
curve. The maximum upshift for observable T
g is 52 °C.
As mentioned, the PAN:PT ratio for the complete disappearance of the tan
peak coincides perfectly with the ratio in
Stage Three on the PAN retention curve (
Figure 5a), further indicating that no excessive bulk PAN was found in the hPBPs. The hPBPs made under those ratios contain PAN chains fully blended and interacting with the SWNT. The PAN:PT ratio of 0.25:1 may be the optimal ratio to form composites with only highly interacting PAN-SWNT blend. Combined with micromechanical analyses from the tensile test results, the increase in glass transition temperature provides further support that the reinforcement mechanism for the hPBPs is attributed to the enhanced PAN-SWNT interaction developed during liquid-solid phase separation. This unique interaction is due to the formation of a PAN-SWNT blended phase.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}