
Mechanical, Corrosion, and Ion Release Studies of Ti-34Nb-6Sn Alloy with Comparable to the Bone Elastic Modulus by Powder Metallurgy Method

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials’ Preparation
2.2. Physical Characterization
2.3. Mechanical Properties by Compressive Test
2.4. Corrosion Susceptibility and Ion Release Evaluation
3. Results and Discussion
4. Conclusions
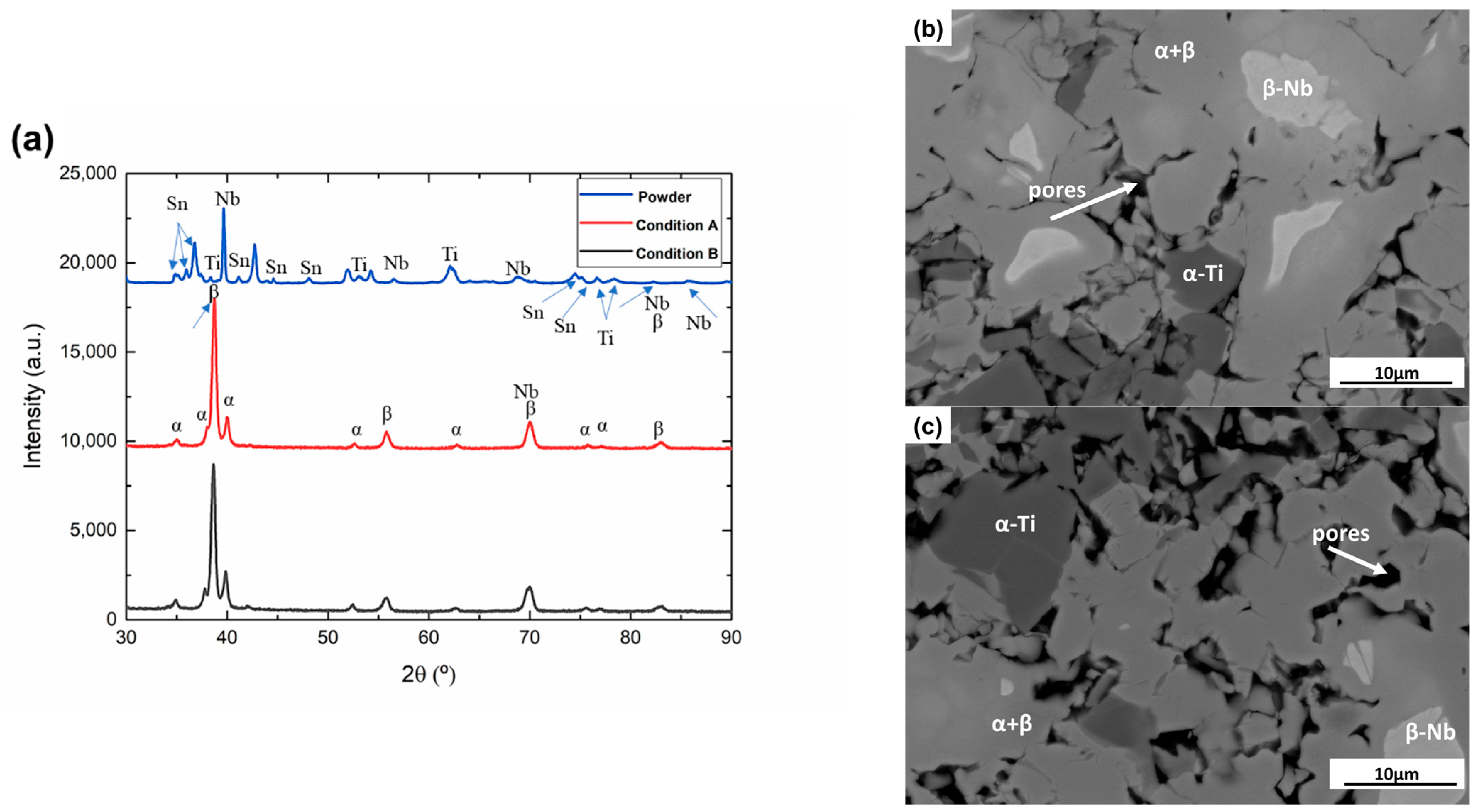
- Both conditions, A and B, were mainly constituted by α, β and Nb phases. Condition B showed a slight increment of β phase content and decrement of total porosity.
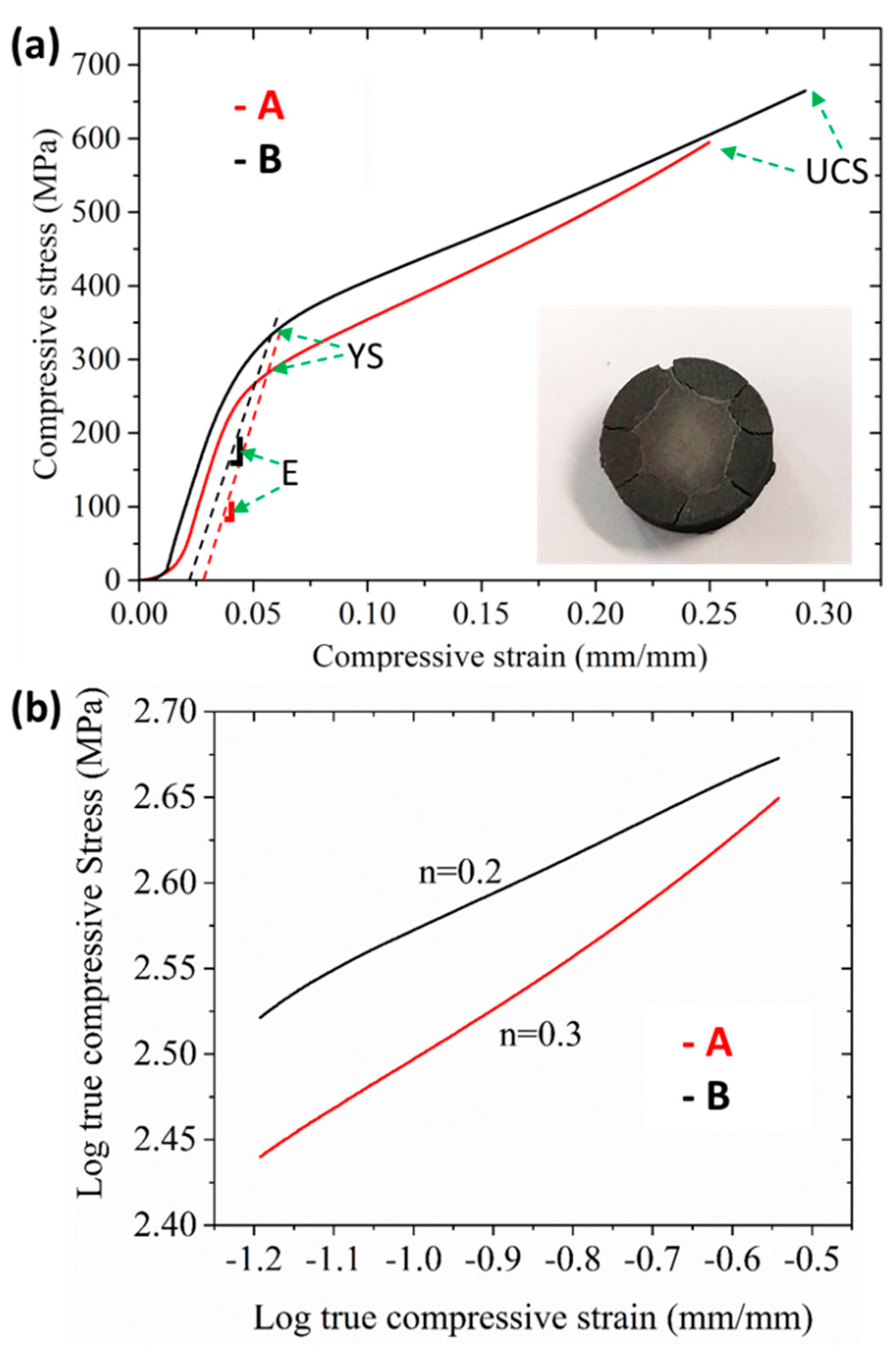
- In comparison with condition A, the mechanical assessment showed increments of 30% and 12% of the yield and ultimate strength in condition B, respectively. The YS values for both conditions (245 to 318 MPa) were above those reported for human bone. The elastic moduli of both conditions (14.06 to 18.82 GPa) were similar to those reported for cortical bone.
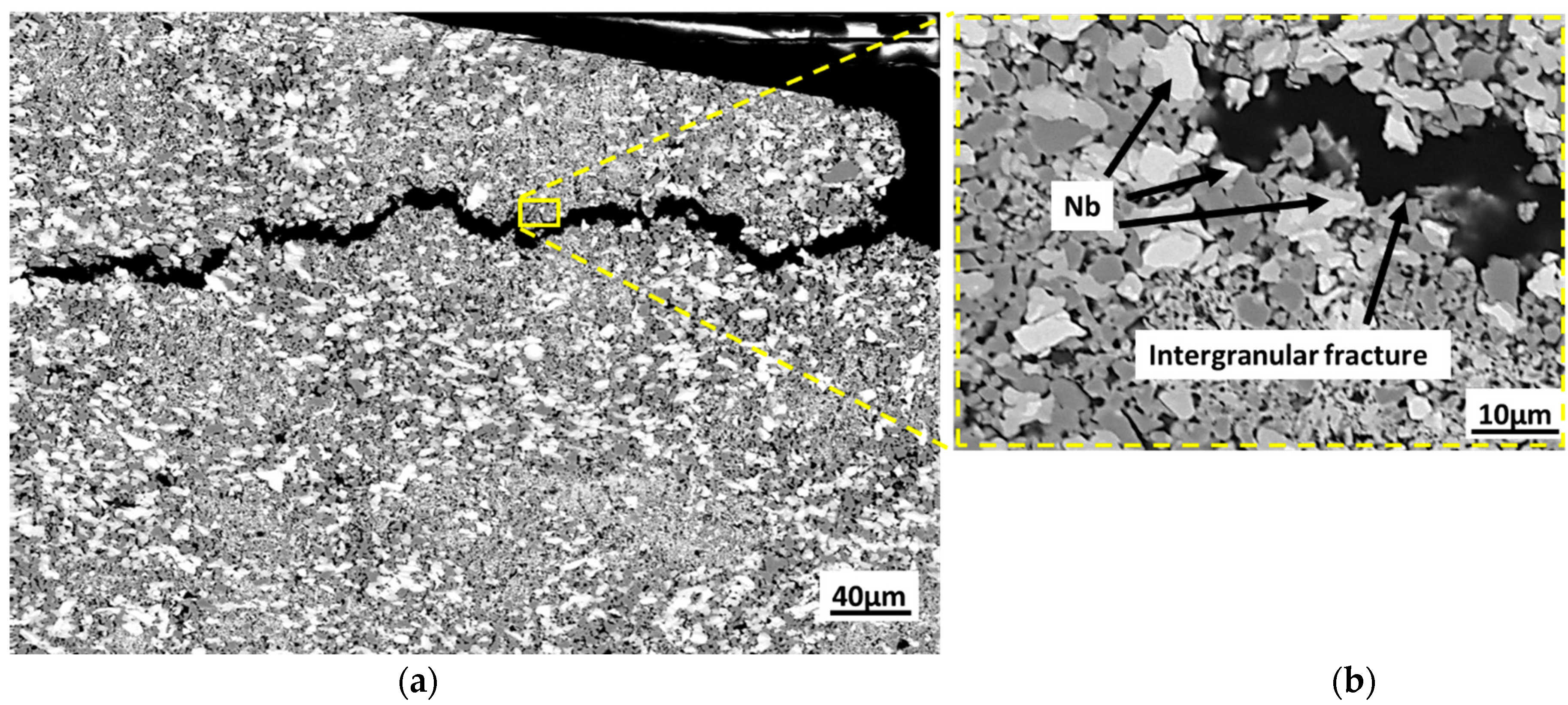
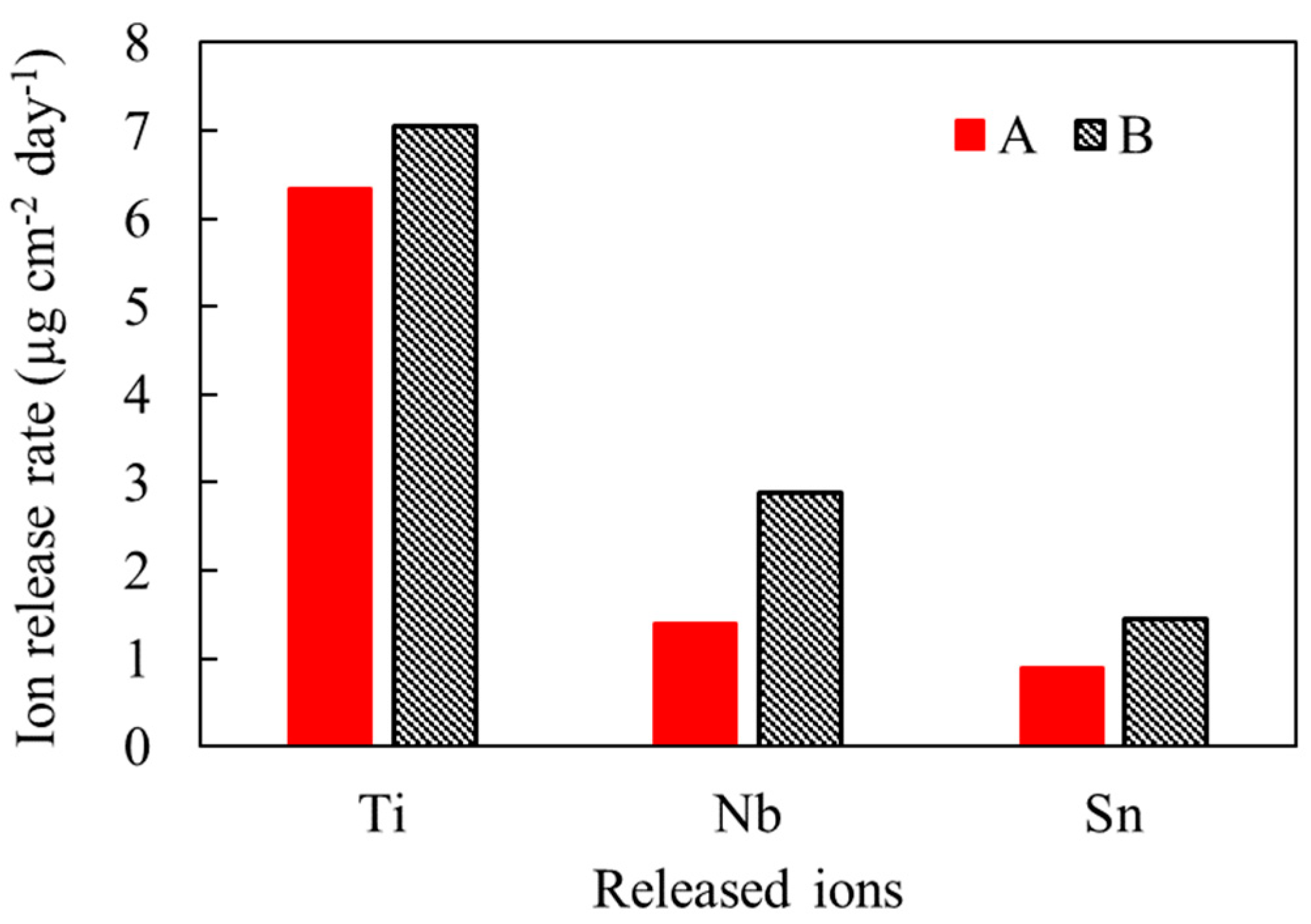
- After the immersion in Fusayama artificial saliva, both conditions showed levels of Ti, Nb and Sn ions’ release within the acceptable ranges for the human body. The presence of Nb particles distributed along the microstructure of conditions A and B could influence the occurrence of intergranular cracking during the ion release tests.
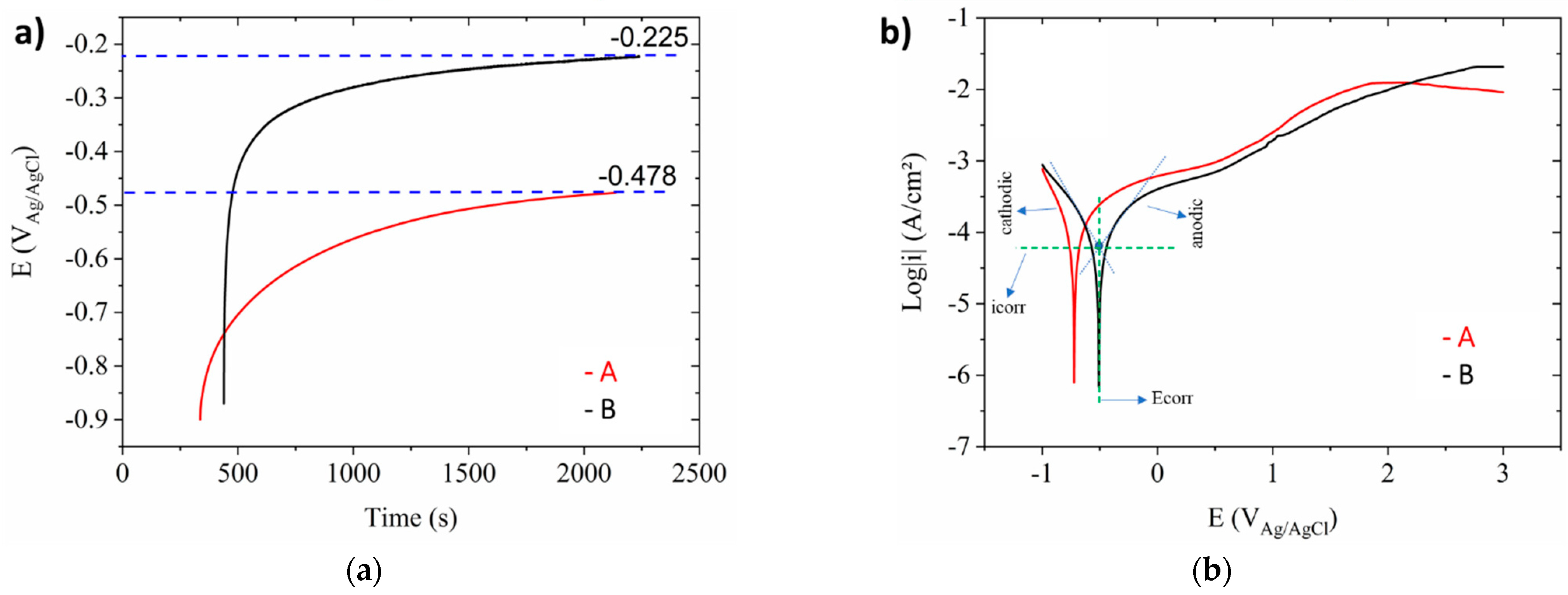
- Through the electrochemical study of both conditions, condition B showed a lower corrosion rate (0.74 µm/year) in comparison with condition A (1.14 µm/year). This could be related to the lower total porosity percentage in condition B.
- Based on the previous results, both conditions showed adequate mechanical, ion release and corrosion performance for being employed as biomaterials for orthopedic implants. Specific tests must be performed in different environments to determine the performance of this alloy in different areas of the human body.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lewallen, E.A.; Riester, S.M.; Bonin, C.A.; Kremers, H.M.; Dudakovic, A.; Kakar, S.; Cohen, R.C.; Westendorf, J.J.; Lewallen, D.G.; van Wijnen, A.J. Biological Strategies for Improved Osseointegration and Osteoinduction of Porous Metal Orthopedic Implants. Tissue Eng. Part B Rev. 2015, 21, 218–230. [Google Scholar] [CrossRef] [Green Version]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants–A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Kulkarni, M.; Mazare, A.; Schmuki, P.; Iglic, A. Biomaterial surface modification of titanium and titanium alloys for medical applications. Nanomedicine 2014, 111, 111–136. [Google Scholar]
- Davis, J.R. Handbook of Materials for Medical Devices, 4th ed.; ASM International: Novelty, OH, USA, 2006. [Google Scholar]
- Niinomi, M.; Narushima, T.; Nakai, M. Advances in Metallic Biomaterials, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Churakova, A.; Gunderov, D.; Lukyanov, A.; Nollmann, N. Transformation of the TiNi Alloy Microstructure and the Mechanical Properties Caused by Repeated B2-B19′ Martensitic Transformations. Acta Met. Sin. Engl. Lett. 2015, 28, 1230–1237. [Google Scholar] [CrossRef]
- Liu, X.; Chu, P.K.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. 2004, 47, 49–121. [Google Scholar] [CrossRef] [Green Version]
- De Vasconcellos, L.M.R.; Rodarte, Y.; Prado, R.F.D.; de Vasconcellos, L.G.O.; Graa, M.L.D.A.; Cairo, C.A.A. Porous Titanium by Powder Metallurgy for Biomedical Application: Characterization, Cell Citotoxity and in vivo Tests of Osseointegration. Biomed. Eng.-Techn. Appl. Med. 2012. [Google Scholar] [CrossRef] [Green Version]
- Cremasco, A.; Messias, A.; Esposito, A.R.; Duek, E.A.D.R.; Caram, R. Effects of alloying elements on the cytotoxic response of titanium alloys. Mater. Sci. Eng. C 2011, 31, 833–839. [Google Scholar] [CrossRef]
- Barceloux, D.G. Vanadium. J. Toxicol. Clin. Toxicol. 1999, 37, 265–278. [Google Scholar] [CrossRef]
- Marquis, J.K. Aluminum neurotoxicity: An experimental perspective. Bull. Environ. Contam. Toxicol. 1982, 29, 43–49. [Google Scholar] [CrossRef]
- Merritt, K.; Brown, S.A. Effect of proteins and pH on fretting corrosion and metal ion release. J. Biomed. Mater. Res. 1988, 22, 111–120. [Google Scholar] [CrossRef]
- Williams, R.; Brown, S.A.; Merritt, K. Electrochemical studies on the influence of proteins on the corrosion of implant alloys. Biomaterials 1988, 9, 181–186. [Google Scholar] [CrossRef]
- Black, J. Part III Host Response: Biological Effects of Implants. In Biological Performance of Materials; CRC Press: Boca Raton, FL, USA, 2005; pp. 157–354. [Google Scholar]
- Hench, L.; Ethridge, E. Biomaterials—The Interfacial Problem. In Advances in Biomedical Engineering; Academic Press: Cambridge, MA, USA, 1975; pp. 35–150. [Google Scholar]
- Biesiekierski, A.; Wang, J.; Abdel-Hady Gepreel, M.; Wen, C. A new look at biomedical Ti-based shape memory alloys. Acta Biomater. 2012, 8, 1661–1669. [Google Scholar] [CrossRef] [PubMed]
- Miura, K.; Yamada, N.; Hanada, S.; Jung, T.-K.; Itoi, E. The bone tissue compatibility of a new Ti–Nb–Sn alloy with a low Young’s modulus. Acta Biomater. 2011, 7, 2320–2326. [Google Scholar] [CrossRef] [PubMed]
- Matsumoto, H.; Watanabe, S.; Hanada, S. Beta TiNbSn Alloys with Low Young’s Modulus and High Strength. Mater. Trans. 2005, 46, 1070–1078. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.-B.; Li, Y.; Hodgson, P.D.; Wen, C. The importance of particle size in porous titanium and nonporous counterparts for surface energy and its impact on apatite formation. Acta Biomater. 2009, 5, 2290–2302. [Google Scholar] [CrossRef] [PubMed]
- Okamoto, H.; Massalski, T.B. Binary alloy phase diagrams requiring further studies. J. Phase Equilibria Diffus. 1994, 15, 500–521. [Google Scholar] [CrossRef]
- Salvo, C.; Aguilar, C.; Cardoso-Gil, R.; Medina, A.; Bejar, L.; Mangalaraja, R. Study on the microstructural evolution of Ti-Nb based alloy obtained by high-energy ball milling. J. Alloys Compd. 2017, 720, 254–263. [Google Scholar] [CrossRef]
- Zhou, Z.C.; Du, J.; Yang, H.; Gu, S.; Yan, Y. Microstructures and Properties of Ti-Nb Alloys Produced by Powder Metallurgy. Appl. Mech. Mater. 2011, 80–81, 431–435. [Google Scholar] [CrossRef]
- Yahaya, M.; Sahidin@salehudin, S.; Sulaiman, M.; Shah, N.H.N.E.A.; Ismail, M.H. Microstructures and Mechanical Properties of Ti-Nb Alloy at Different Composition of Nb Produced via Powder Metallurgy Route. Mater. Sci. Forum 2016, 863, 14–18. [Google Scholar] [CrossRef]
- Rossi, M.C.; Bayerlein, D.L.; de Gouvêa, E.S.; Rodríguez, M.V.H.; Escuder, A.V.; Borrás, V.A. Evaluation of the influence of low Mg content on the mechanical and microstructural properties of β titanium alloy. J. Mater. Res. Technol. 2021, 10, 916–925. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, X.; Chen, Y.; Li, Q. Effect of compaction pressure on the densification, microstructure, and mechanical properties of Ti-1Al-8V-5Fe alloy based on TiH 2 and HDH-Ti powders. Micro Nano Lett. 2019, 14, 906–910. [Google Scholar] [CrossRef]
- Santos, D.R.D.; Henriques, V.A.R.; Cairo, C.A.A.; Pereira, M.D.S. Production of a low young modulus titanium alloy by powder metallurgy. Mater. Res. 2005, 8, 439–442. [Google Scholar] [CrossRef]
- Ryan, G.; Pandit, A.; Apatsidis, D.P. Fabrication methods of porous metals for use in orthopaedic applications. Biomaterials 2006, 27, 2651–2670. [Google Scholar] [CrossRef] [PubMed]
- Froes, F.H.; Mashl, S.J.; Hebeisen, J.C.; Moxson, V.S.; Duz, V.A. The technologies of titanium powder metallurgy. JOM 2004, 56, 46–48. [Google Scholar] [CrossRef]
- German, R.M. Powder Metallurgy Science, 2nd ed.; MPIF: Princeton, NJ, USA, 1994; p. 192. [Google Scholar]
- Moraes, P.E.; Contieri, R.J.; Lopes, É.S.; Robin, A.; Caram, R. Effects of Sn addition on the microstructure, mechanical properties and corrosion behavior of Ti–Nb–Sn alloys. Mater. Charact. 2014, 96, 273–281. [Google Scholar] [CrossRef]
- Adiningsih, D.R.; Utomo, E.P. Anawati The microstructure and mechanical hardness of cast Ti-30Nb-5Sn after solution treatment. IOP Conf. Ser. Mater. Sci. Eng. 2019, 541, 012049. [Google Scholar] [CrossRef]
- Sharma, B.; Vajpai, S.K.; Ameyama, K. Synthesis of Ternary Ti-25Nb-11Sn Alloy by Powder Metallurgy Route Using Titanium Hydride Powder. Mater. Trans. 2016, 57, 1440–1446. [Google Scholar] [CrossRef] [Green Version]
- Cai, S.; Wang, L.; Schaffer, J.; Gao, J.; Ren, Y. Influence of Sn on martensitic beta Ti alloys. Mater. Sci. Eng. A 2019, 743, 764–772. [Google Scholar] [CrossRef]
- Matsumoto, H.; Watanabe, S.; Hanada, S. Microstructures and mechanical properties of metastable β TiNbSn alloys cold rolled and heat treated. J. Alloys Compd. 2007, 439, 146–155. [Google Scholar] [CrossRef]
- Li, P.; Ma, X.; Wang, D.; Zhang, H. Microstructural and Mechanical Properties of β-Type Ti–Nb–Sn Biomedical Alloys with Low Elastic Modulus. Metals 2019, 9, 712. [Google Scholar] [CrossRef] [Green Version]
- Mahran, G.M.A.; Omran, A.-N.M. Fabrication of a β Ti–30Nb–4Sn Biomedical Alloy Using Mechanical Alloying. Sci. Adv. Mater. 2018, 10, 1509–1518. [Google Scholar] [CrossRef]
- Rossi, M.C.; de Gouvêa, E.S.; Rodríguez, M.V.H.; Saeki, M.J.; Escuder, A.V.; Borrás, V.A. Study of the current density of the electrical resistance sintering technique on microstructural and mechanical properties in a β Ti-Nb-Sn ternary alloy. Appl. Phys. A 2021, 127, 796. [Google Scholar] [CrossRef]
- Rossi, M.C.; Bayerlein, D.L.; Brandão, J.D.S.; Pfeifer, J.P.H.; Rosa, G.D.S.; Silva, W.D.M.; Martinez, L.G.; Saeki, M.J.; Alves, A.L.G. Physical and biological characterizations of TiNbSn/(Mg) system produced by powder metallurgy for use as prostheses material. J. Mech. Behav. Biomed. Mater. 2021, 115, 104260. [Google Scholar] [CrossRef]
- Dias, C.D.S.; Rossi, M.C.; Apolonio, E.V.P.; Rosa, G.D.S.; Pfeifer, J.P.H.; Hussni, C.A.; Watanabe, M.J.; Alves, A.L.G. Low Mg content on Ti-Nb-Sn alloy when in contact with eBMMSCs promotes improvement of its biological functions. J. Mater. Sci. Mater. Med. 2021, 32, 144. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium–past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Ashby, M.F.; Shercliff, H.; Cebon, D. Engineering, Science, Processing and Design; Katey Birtcher: Cambridge, MA, USA, 2007. [Google Scholar]
- Imwinkelried, T. Mechanical properties of open-pore titanium foam. J. Biomed. Mater. Res. Part A 2007, 81, 964–970. [Google Scholar] [CrossRef] [PubMed]
- Robertson, I.M.; Schaffer, G.B. Comparison of sintering of titanium and titanium hydride powders. Powder Met. 2010, 53, 12–19. [Google Scholar] [CrossRef]
- Zheng, Y.; Yao, X.; Liang, J.; Zhang, D. Microstructures and Tensile Mechanical Properties of Titanium Rods Made by Powder Compact Extrusion of a Titanium Hydride Powder. Met. Mater. Trans. A 2016, 47, 1842–1853. [Google Scholar] [CrossRef]
- Oh, I.-H.; Nomura, N.; Masahashi, N.; Hanada, S. Mechanical properties of porous titanium compacts prepared by powder sintering. Scr. Mater. 2003, 49, 1197–1202. [Google Scholar] [CrossRef]
- Delvat, E.; Gordin, D.; Gloriant, T.; Duval, J.; Nagel, M. Microstructure, mechanical properties and cytocompatibility of stable beta Ti–Mo–Ta sintered alloys. J. Mech. Behav. Biomed. Mater. 2008, 1, 345–351. [Google Scholar] [CrossRef]
- Li, F.; Li, J.; Xu, G.; Liu, G.; Kou, H.; Zhou, L. Fabrication, pore structure and compressive behavior of anisotropic porous titanium for human trabecular bone implant applications. J. Mech. Behav. Biomed. Mater. 2015, 46, 104–114. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef]
- Brizuela, A.; Herrero-Climent, M.; Rios-Carrasco, E.; Rios-Santos, J.V.; Pérez, R.A.; Manero, J.M.; Gil Mur, J.; Herrero-Climent, M. Influence of the Elastic Modulus on the Osseointegration of Dental Implants. Materials 2019, 12, 980. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New Developments of Ti-Based Alloys for Biomedical Applications. Materials 2014, 7, 1709–1800. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, E.; Gökçe, A.; Findik, F.; Gülsoy, H. Powder Metallurgy Processing of Ti-Nb Based Biomedical Alloys. Acta Phys. Pol. A 2018, 134, 278–280. [Google Scholar] [CrossRef]
- Hanada, S.; Masahashi, N.; Semboshi, S.; Jung, T. Low Young’s modulus of cold groove-rolled β Ti–Nb–Sn alloys for orthopedic applications. Mater. Sci. Eng. A 2021, 802, 140645. [Google Scholar] [CrossRef]
- Masahashi, N.; Mizukoshi, Y.; Semboshi, S.; Ohtsu, N.; Jung, T.; Hanada, S. Photo-induced characteristics of a Ti–Nb–Sn biometallic alloy with low Young’s modulus. Thin Solid Film. 2010, 519, 276–283. [Google Scholar] [CrossRef]
- Aleixo, G.T.; Lopes, E.S.; Contieri, R.; Cremasco, A.; Afonso, C.R.M.; Caram, R. Effects of Cooling Rate and Sn Addition on the Microstructure of Ti-Nb-Sn Alloys. Solid State Phenom. 2011, 172, 190–195. [Google Scholar] [CrossRef]
- Han, M.-K.; Kim, J.-Y.; Hwang, M.-J.; Song, H.-J.; Park, Y.-J. Effect of Nb on the Microstructure, Mechanical Properties, Corrosion Behavior, and Cytotoxicity of Ti-Nb Alloys. Materials 2015, 8, 5986–6003. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Lu, X.; Zhang, B.; Liu, C.; Lv, S.; Yang, S.; Qu, X. Effects of Porosity on Mechanical Properties and Corrosion Resistances of PM-Fabricated Porous Ti-10Mo Alloy. Metals 2018, 8, 188. [Google Scholar] [CrossRef] [Green Version]
- Progri, R.; Villechaise, B.; Godet, M. Boundary Conditions in a Two-Body Contact Formed by a Rectangular Polyurethane Slab Pressed Against an Araldite Plane. J. Tribol. 1985, 107, 138–141. [Google Scholar] [CrossRef]
- Johnson, A.W.; Bull, C.W.; Kumar, K.S.; Briant, C.L. The influence of microstructure and strain rate on the compressive deformation behavior of Ti-6Al-4V. Metall. Mater. Trans. A 2003, 34, 295–306. [Google Scholar] [CrossRef]
- Dean, J.; Clyne, T. Extraction of plasticity parameters from a single test using a spherical indenter and FEM modelling. Mech. Mater. 2017, 105, 112–122. [Google Scholar] [CrossRef]
- Rielli, V.V.; Amigó-Borrás, V.; Contieri, R.J. Single step heat treatment for the development of beta titanium composites with in-situ TiB and TiC reinforcement. Mater. Charact. 2020, 163, 110286. [Google Scholar] [CrossRef]
- Schroeder, H.A.; Balassa, J.J. Abnormal trace metals in man: Niobium. J. Chronic Dis. 1965, 18, 229–241. [Google Scholar] [CrossRef]
- Electronic Irish Statute Book (eISB). Available online: http://www.irishstatutebook.ie/eli/1993/si/389/made/en/print (accessed on 23 December 2020).
- U.S. Food & Drug Administration. Available online: https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/cfrsearch.cfm?fr=73.575 (accessed on 23 December 2020).
- Rajagopalan, M.; Tschopp, M.A.; Solanki, K.N. Grain Boundary Segregation of Interstitial and Substitutional Impurity Atoms in Alpha-Iron. JOM 2014, 66, 129–138. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.-H.; Rao, G.-B.; Rong, L.-J.; Li, Y.-Y. The influence of porosity on corrosion characteristics of porous NiTi alloy in simulated body fluid. Mater. Lett. 2002, 57, 448–451. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Zhuravleva, K.; Okulov, I.; Calin, M.; Eckert, J.; Gebert, A. Mechanical and Corrosion Behavior of New Generation Ti-45Nb Porous Alloys Implant Devices. Technologies 2016, 4, 33. [Google Scholar] [CrossRef] [Green Version]
- Afzali, P.; Ghomashchi, R.; Oskouei, R.H. On the Corrosion Behaviour of Low Modulus Titanium Alloys for Medical Implant Applications: A Review. Metals 2019, 9, 878. [Google Scholar] [CrossRef] [Green Version]
- Ferro, R.; Saccone, A. Intermetallic Chemistry, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2007; pp. 7–80. [Google Scholar]
- Gai, X.; Bai, Y.; Li, S.; Wang, L.; Ai, S.; Hao, Y.; Yang, R.; Dai, K. Review on Corrosion Characteristics of Porous Titanium Alloys Fabricated by Additive Manufacturing. J. Shanghai Jiaotong Univ. 2021, 26, 416–430. [Google Scholar] [CrossRef]
- Romero-Resendiz, L.; Gómez-Sáez, P.; Vicente-Escuder, A.; Amigó-Borrás, V. Development of Ti–In alloys by powder metallurgy for application as dental biomaterial. J. Mater. Res. Technol. 2021, 11, 1719–1729. [Google Scholar] [CrossRef]
- Bania, P.J. Beta titanium alloys and their role in the titanium industry. JOM 1994, 46, 16–19. [Google Scholar] [CrossRef]
- Atapour, M.; Pilchak, A.L.; Frankel, G.S.; Williams, J.C. Corrosion Behavior Of β Titanium Alloys For Biomedical Applications. Mater. Sci. Eng. C-Mater 2011, 31, 885–891. [Google Scholar] [CrossRef]
- Codaro, E.; Nakazato, R.; Horovistiz, A.; Ribeiro, L.; Ribeiro, R.; Hein, L. An image analysis study of pit formation on Ti–6Al–4V. Mater. Sci. Eng. A 2003, 341, 202–210. [Google Scholar] [CrossRef]
- Yılmaz, E.; Gökçe, A.; Findik, F.; Gulsoy, H.O.; Iyibilgin, O. Mechanical properties and electrochemical behavior of porous Ti-Nb biomaterials. J. Mech. Behav. Biomed. Mater. 2018, 87, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Fontana, M.G. Corrosion Engineering. In Corrosion Engineering, 3rd ed.; McGraw-Hill Book Company: New York, NY, USA, 1986; Volume 6. [Google Scholar]
- Eisenbarth, E.; Velten, D.; Müller, M.; Thull, R.; Breme, J. Biocompatibility of β-stabilizing elements of titanium alloys. Biomaterials 2004, 25, 5705–5713. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Compaction Pressure (MPa) | Experimental Density (g/cm3) | Relative Density, ρ/ρs | Total Porosity (%) |
|---|---|---|---|---|
| A | 100 | 4.02 ± 0.11 | 0.73 ± 0.01 | 26 ± 0.8 |
| B | 200 | 4.24 ± 0.07 | 0.78 ± 0.02 | 22 ± 0.5 |
| Condition | Elastic Modulus, E (GPa) | Yield Strength, YS (MPa) | Strain-Hardening Coefficient, n | Ultimate Compressive Strength, UCS (MPa) | Specific Elastic Modulus, E/ρs |
|---|---|---|---|---|---|
| A | 14.1 ± 3.7 | 244.9 ± 33.7 | 2.7 ± 0.2 | 590.0 ± 75.7 | 3.6 ± 0.5 |
| B | 18.8 ± 7.2 | 318.6 ± 45.5 | 4.8 ± 0.9 | 660.0 ± 93.1 | 4.4 ± 0.6 |
| Condition | Units | Ti | Nb | Sn | Total |
|---|---|---|---|---|---|
| A | µg/L | 556 ± 386 | 123 ± 13.7 | 72 ± 27 | 751 |
| μg cm−2 day−1 | 6.35 ± 0.12 | 1.40 ± 0.12 | 0.89 ± 0.33 | 8.64 | |
| % | 74 | 16 | 10 | 100 | |
| B | µg/L | 618 ± 144 | 253 ± 150 | 117 ± 89 | 988 |
| μg cm−2 day−1 | 7.05 ± 0.39 | 2.88 ± 0.52 | 1.45 ± 0.43 | 11.44 | |
| % | 62 | 26 | 12 | 100 |
| Condition | Corrosion Current Density, Icorr (A/cm2) | Corrosion Potential, Ecorr (V) | Polarization Resistance, Rp (kΩ) | Corrosion Rate (µm/year) |
|---|---|---|---|---|
| A | 1.62 × 10−5 | −0.72 | 1.55 | 1.14 |
| B | 1.05 × 10−5 | −0.5 | 2.39 | 0.74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Correa-Rossi, M.; Romero-Resendiz, L.; Leal-Bayerlein, D.; Garcia-Alves, A.L.; Segovia-López, F.; Amigó-Borrás, V. Mechanical, Corrosion, and Ion Release Studies of Ti-34Nb-6Sn Alloy with Comparable to the Bone Elastic Modulus by Powder Metallurgy Method. Powders 2022, 1, 3-17. https://0-doi-org.brum.beds.ac.uk/10.3390/powders1010002
Correa-Rossi M, Romero-Resendiz L, Leal-Bayerlein D, Garcia-Alves AL, Segovia-López F, Amigó-Borrás V. Mechanical, Corrosion, and Ion Release Studies of Ti-34Nb-6Sn Alloy with Comparable to the Bone Elastic Modulus by Powder Metallurgy Method. Powders. 2022; 1(1):3-17. https://0-doi-org.brum.beds.ac.uk/10.3390/powders1010002
Chicago/Turabian StyleCorrea-Rossi, Mariana, Liliana Romero-Resendiz, Daniel Leal-Bayerlein, Ana Liz Garcia-Alves, Francisco Segovia-López, and Vicente Amigó-Borrás. 2022. "Mechanical, Corrosion, and Ion Release Studies of Ti-34Nb-6Sn Alloy with Comparable to the Bone Elastic Modulus by Powder Metallurgy Method" Powders 1, no. 1: 3-17. https://0-doi-org.brum.beds.ac.uk/10.3390/powders1010002