
Beam Offset Detection in Laser Stake Welding of Tee Joints Using Machine Learning and Spectrometer Measurements


Abstract
:1. Introduction
2. Materials and Methods
2.1. Welding Setup and Spectrometer Measurements
2.2. Data Collection and Pre-Processing
Non-Dominated Sorting Genetic Algorithm II (NSGA II)
2.3. Classifiers
2.3.1. Multi-Layer Perceptron Neural Network (MLPNN)
2.3.2. Support Vector Machine (SVM)
2.3.3. Learning Vector Quantization (LVQ)
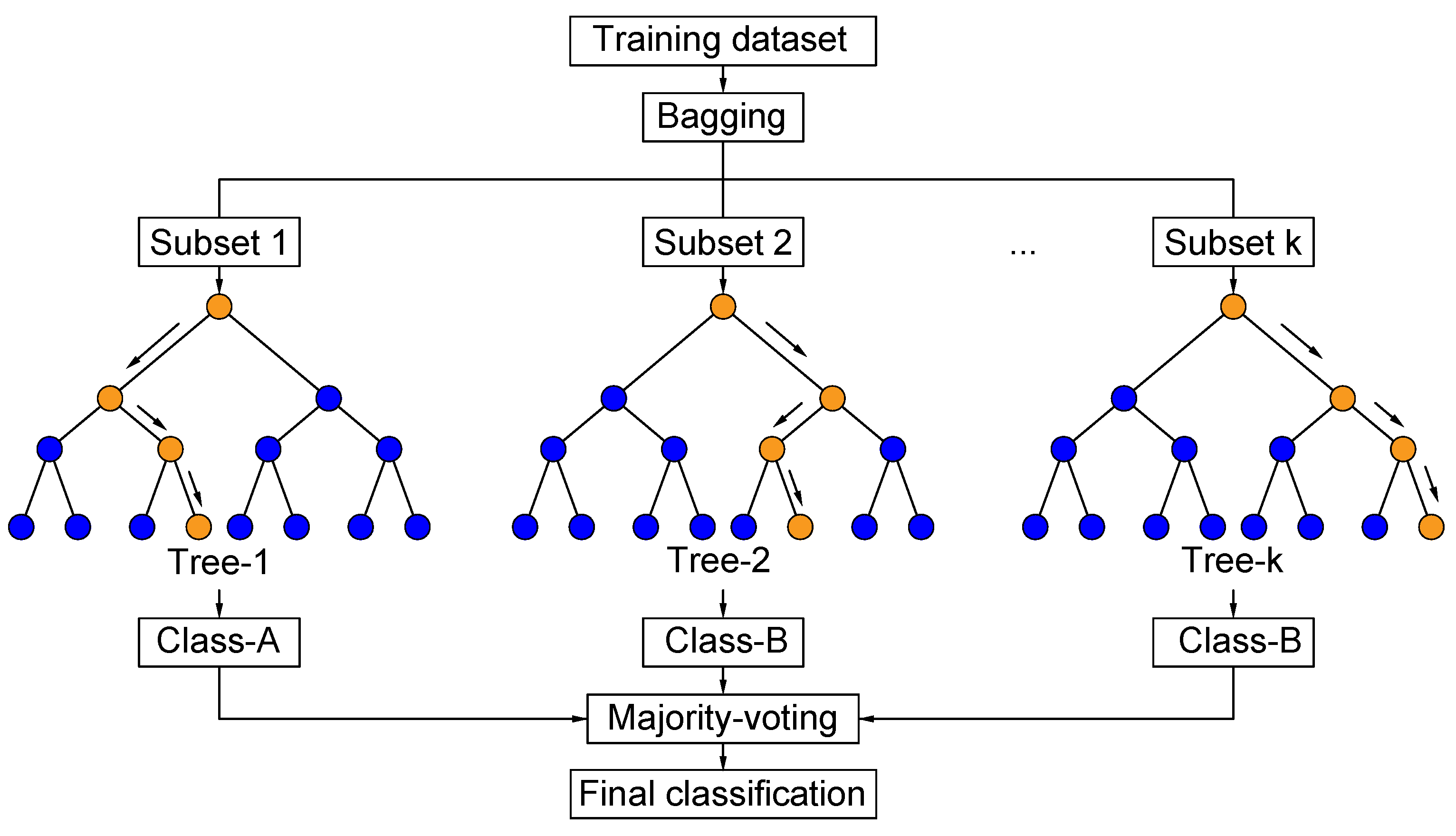
2.3.4. Random Forest (RF)
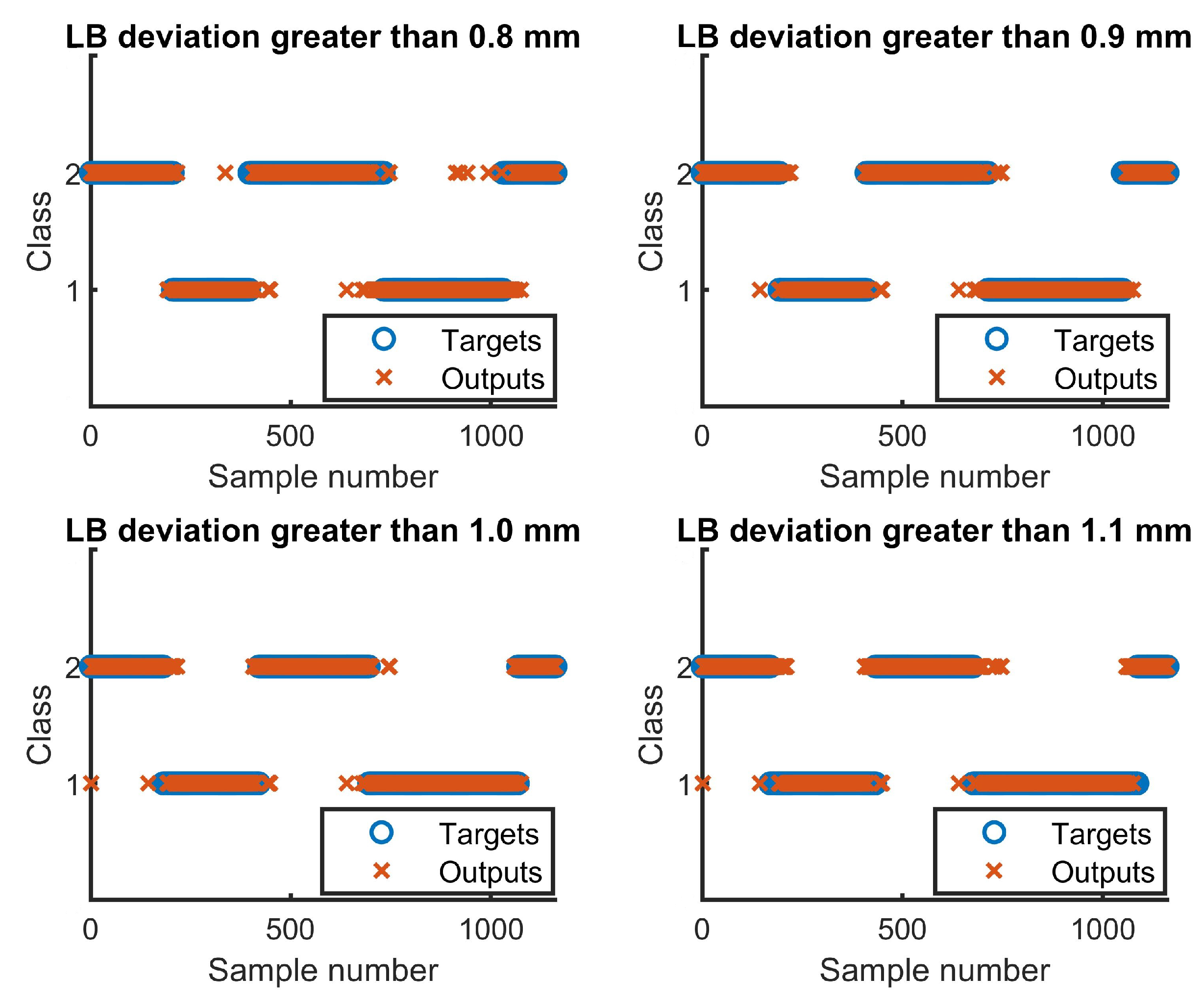
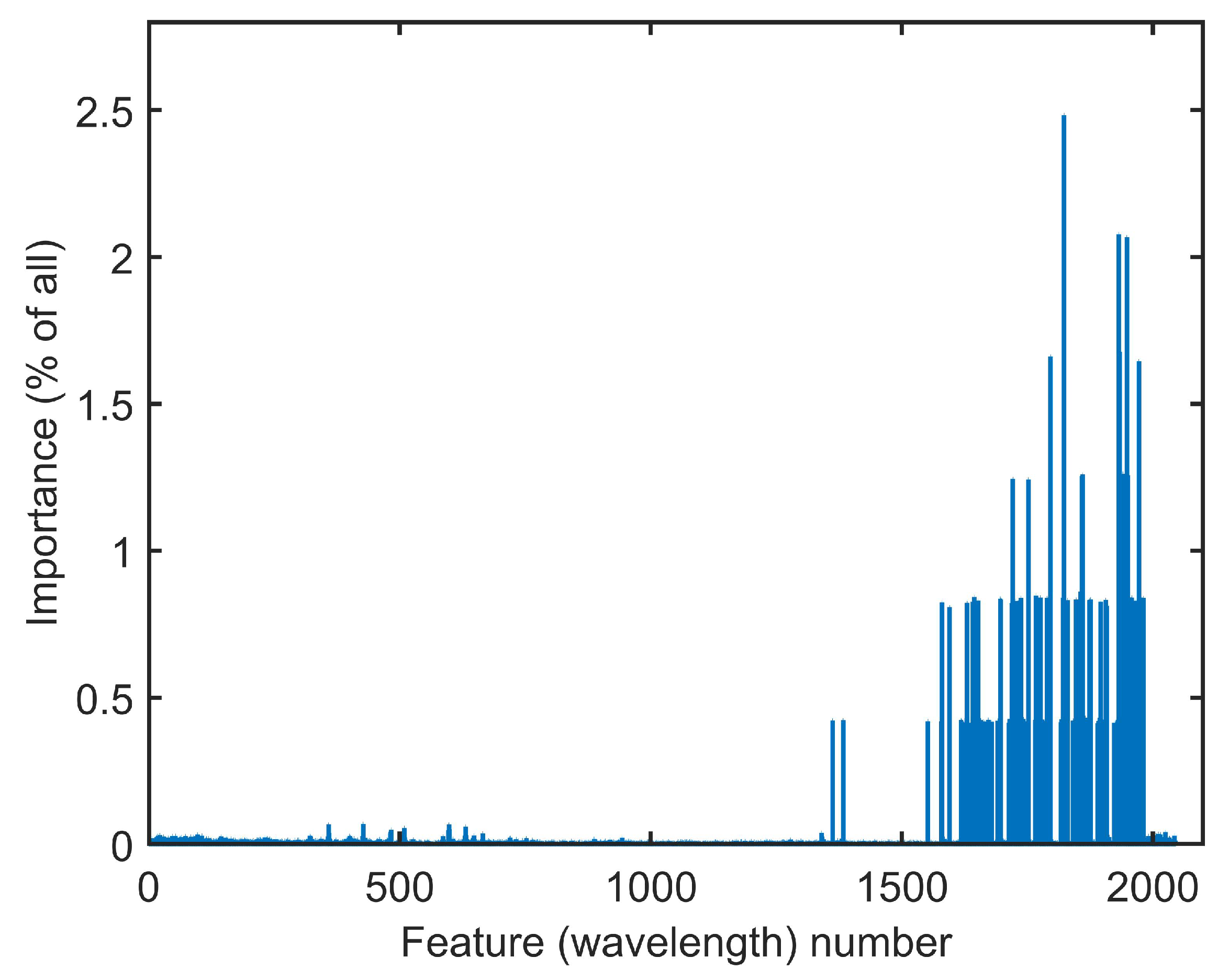
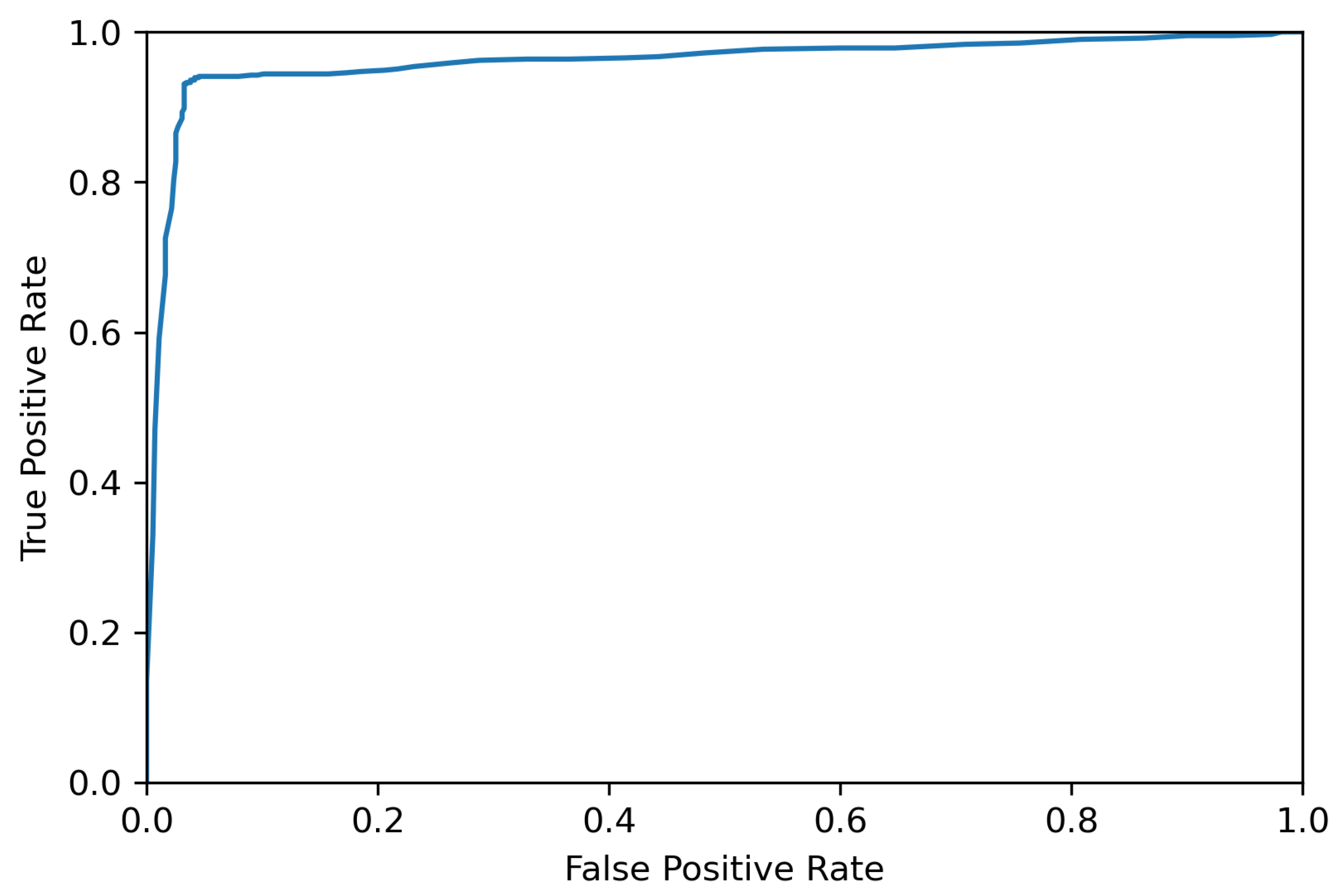
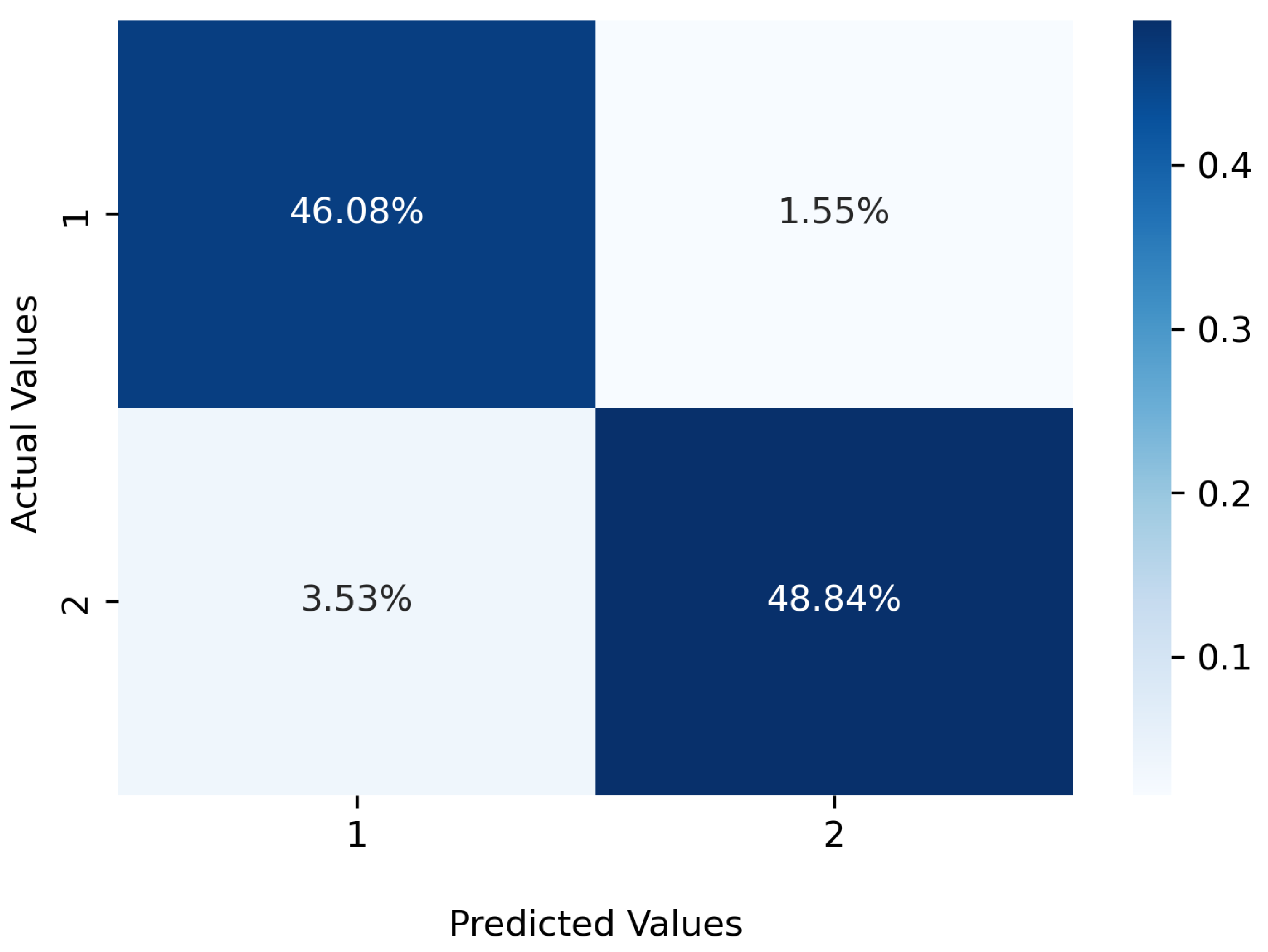
3. Classification Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ACGAN | Auxiliary Classifier Generative Adversarial Network |
| ANN | Artificial Neural Network |
| CCD | Charge-Coupled Device |
| CMOS | Complementary Metal Oxide Semiconductor |
| CNC | Computer Numerical Control |
| CNN | Convolutional Neural Network |
| DNN | Deep Neural Network |
| DT | Decision Tree |
| GA | Genetic Algorithm |
| LB | Laser Beam |
| LBW | Laser Beam Welding |
| LVQ | Learning Vector Quantization |
| LR | Logistic Regression |
| ML | Machine Learning |
| MLPNN | Multi-Layer Perceptron Neural Network |
| NSGA II | Non-dominated Sorting Genetic Algorithm II |
| PCA | Principal Component Analysis |
| RBF | Radial Basis Function |
| RF | Random Forest |
| ROC | Receiver Operating Characteristic Curve |
| SOM | Self-Organizing Maps |
| SVM | Support Vector Machine |
Appendix A
References
- Chen, G.; Mei, L.; Zhang, M.; Zhang, Y.; Wang, Z. Research on key influence factors of laser overlap welding of automobile body galvanized steel. Opt. Laser Technol. 2013, 45, 726–733. [Google Scholar] [CrossRef]
- Abderrazak, K.; Salem, W.; Mhiri, H.; Bournot, P.; Autric, M. Nd:YAG Laser Welding of AZ91 Magnesium Alloy for Aerospace Industries. Metall. Mater. Trans. B 2009, 40, 54–61. [Google Scholar] [CrossRef]
- Cai, W.; Wang, J.; Jiang, P.; Cao, L.; Mi, G.; Zhou, Q. Application of sensing techniques and artificial intelligence-based methods to laser welding real-time monitoring: A critical review of recent literature. J. Manuf. Syst. 2020, 57, 1–18. [Google Scholar] [CrossRef]
- Avilov, V.; Gumenyuk, A.; Lammers, M.; Rethmeier, M. PA position full penetration high power laser beam welding of up to 30 mm thick AlMg3 plates using electromagnetic weld pool support. Sci. Technol. Weld. Join. 2012, 17, 128–133. [Google Scholar] [CrossRef]
- Meng, W.; Li, Z.; Huang, J.; Wu, Y.; Chen, J.; Katayama, S. The influence of various factors on the geometric profile of laser lap welded T-joints. Int. J. Adv. Manuf. Technol. 2014, 74, 1625–1636. [Google Scholar] [CrossRef]
- Meco, S.; Ganguly, S.; Williams, S.; McPherson, N. Design of laser welding applied to T joints between steel and aluminium. J. Mater. Process. Technol. 2019, 268, 132–139. [Google Scholar] [CrossRef]
- Zhang, X.; Li, L.; Chen, Y.; Yang, Z.; Zhu, X. Experimental Investigation on Electric Current-Aided Laser Stake Welding of Aluminum Alloy T-Joints. Metals 2017, 7, 467. [Google Scholar] [CrossRef] [Green Version]
- Jelovica, J.; Romanoff, J.; Klein, R. Eigenfrequency analyses of laser-welded web–core sandwich panels. Thin-Walled Struct. 2016, 101, 120–128. [Google Scholar] [CrossRef]
- Romanoff, J.; Remes, H.; Socha, G.; Jutila, M.; Varsta, P. The stiffness of laser stake welded T-joints in web-core sandwich structures. Thin-Walled Struct. 2007, 45, 453–462. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Review of laser welding monitoring. Sci. Technol. Weld. Join. 2014, 19, 181–201. [Google Scholar] [CrossRef]
- Zeng, H.; Zhou, Z.; Chen, Y.; Luo, H.; Hu, L. Wavelet analysis of acoustic emission signals and quality control in laser welding. J. Laser Appl. 2001, 13, 167–173. [Google Scholar] [CrossRef]
- Huang, W.; Kovacevic, R. A neural network and multiple regression method for the characterization of the depth of weld penetration in laser welding based on acoustic signatures. J. Intell. Manuf. 2009, 22, 131–143. [Google Scholar] [CrossRef]
- Schmidt, L.; Römer, F.; Böttger, D.; Leinenbach, F.; Straß, B.; Wolter, B.; Schricker, K.; Seibold, M.; Pierre Bergmann, J.; Del Galdo, G. Acoustic process monitoring in laser beam welding. Procedia CIRP 2020, 94, 763–768. [Google Scholar] [CrossRef]
- Boley, M.; Fetzer, F.; Weber, R.; Graf, T. High-speed x-ray imaging system for the investigation of laser welding processes. J. Laser Appl. 2019, 31, 042004. [Google Scholar] [CrossRef]
- Heider, A.; Sollinger, J.; Abt, F.; Boley, M.; Weber, R.; Graf, T. High-Speed X-ray Analysis of Spatter Formation in Laser Welding of Copper. Phys. Procedia 2013, 41, 112–118. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Chen, G.; Katayama, S.; Zhang, Y. Relationship between spatter formation and dynamic molten pool during high-power deep-penetration laser welding. Appl. Surf. Sci. 2014, 303, 481–488. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Zhang, M.; Zhou, Y.; Zhang, Y. Dynamic keyhole profile during high-power deep-penetration laser welding. J. Mater. Process. Technol. 2014, 214, 565–570. [Google Scholar] [CrossRef]
- Sibillano, T.; Ancona, A.; Berardi, V.; Lugarà, P. Real-time monitoring of laser welding by correlation analysis: The case of AA5083. Opt. Lasers Eng. 2007, 45, 1005–1009. [Google Scholar] [CrossRef]
- Rizzi, D.; Sibillano, T.; Calabrese, P.; Ancona, A.; Lugara, P. Spectroscopic, energetic and metallographic investigations of the laser lap welding of AISI 304 using the response surface methodology. Opt. Lasers Eng. 2011, 49, 892–898. [Google Scholar] [CrossRef]
- Sibillano, T.; Rizzi, D.; Mezzapesa, F.P.; Lugarà, P.M.; Konuk, A.R.; Aarts, R.; in’t Veld, B.H.I.; Ancona, A. Closed Loop Control of Penetration Depth during CO2 Laser Lap Welding Processes. Sensors 2012, 12, 11077–11090. [Google Scholar] [CrossRef]
- Šebestová, H.; Chmelickova, H.; Nozka, L.; Moudry, J. Non-destructive Real Time Monitoring of the Laser Welding Process. J. Mater. Eng. Perform. 2012, 21, 764–769. [Google Scholar] [CrossRef]
- Elefante, A.; Nilsen, M.; Sikström, F.; Christiansson, A.K.; Maggipinto, T.; Ancona, A. Detecting beam offsets in laser welding of closed-square-butt joints by wavelet analysis of an optical process signal. Opt. Laser Technol. 2019, 109, 178–185. [Google Scholar] [CrossRef]
- Park, Y.W.; Park, H.; Rhee, S.; Kang, M. Real time estimation of CO2 laser weld quality for automotive industry. Opt. Laser Technol. 2002, 34, 135–142. [Google Scholar] [CrossRef]
- Nilsen, M.; Sikström, F.; Christiansson, A.K.; Ancona, A. Monitoring of Varying Joint Gap Width During Laser Beam Welding by a Dual Vision and Spectroscopic Sensing System. Phys. Procedia 2017, 89, 100–107. [Google Scholar] [CrossRef]
- Jadidi, A.; Menezes, R.; de Souza, N.; de Castro Lima, A.C. A hybrid GA–MLPNN Model for one-hour-ahead forecasting of the global horizontal irradiance in Elizabeth City, North Carolina. Energies 2018, 11, 2641. [Google Scholar] [CrossRef] [Green Version]
- Jadidi, A.; Menezes, R.; de Souza, N.; de Castro Lima, A.C. Short-Term Electric Power Demand Forecasting Using NSGA II-ANFIS Model. Energies 2019, 12, 1891. [Google Scholar] [CrossRef] [Green Version]
- Pereira, A.; Menezes, R.; Jadidi, A.; Jong, P.; Lima, A. Development of an electronic device with wireless interface for measuring and monitoring residential electrical loads using the non-invasive method. Energy Effic. 2020, 13, 1281–1298. [Google Scholar] [CrossRef]
- Kumar, G.; Sharma, S.; Malik, H. Learning Vector Quantization Neural Network Based External Fault Diagnosis Model for Three Phase Induction Motor Using Current Signature Analysis. Procedia Comput. Sci. 2016, 93, 1010–1016. [Google Scholar] [CrossRef] [Green Version]
- Pan, T.; Wang, H.; Si, H.; Li, Y.; Shang, L. Identification of Pilots’ Fatigue Status Based on Electrocardiogram Signals. Sensors 2021, 21, 3003. [Google Scholar] [CrossRef]
- Sraitih, M.; Jabrane, Y.; Hajjam El Hassani, A. An Automated System for ECG Arrhythmia Detection Using Machine Learning Techniques. J. Clin. Med. 2021, 10, 5450. [Google Scholar] [CrossRef]
- Shahpouri, S.; Norouzi, A.; Hayduk, C.; Rezaei, R.; Shahbakhti, M.; Koch, C.R. Hybrid Machine Learning Approaches and a Systematic Model Selection Process for Predicting Soot Emissions in Compression Ignition Engines. Energies 2021, 14, 7865. [Google Scholar] [CrossRef]
- Bender, D.; Licht, D.J.; Nataraj, C. A Novel Embedded Feature Selection and Dimensionality Reduction Method for an SVM Type Classifier to Predict Periventricular Leukomalacia (PVL) in Neonates. Appl. Sci. 2021, 11, 1156. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, B.; Yao, Y.; Tan, C.; Feng, J. A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification. NDT E Int. 2019, 108, 102176. [Google Scholar] [CrossRef]
- Yu, J.; Lee, H.; Kim, D.Y.; Kang, M.; Hwang, I. Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process. Metals 2020, 10, 839. [Google Scholar] [CrossRef]
- Fan, K.; Peng, P.; Zhou, H.; Wang, L.; Guo, Z. Real-Time High-Performance Laser Welding Defect Detection by Combining ACGAN-Based Data Enhancement and Multi-Model Fusion. Sensors 2021, 21, 7304. [Google Scholar] [CrossRef] [PubMed]
- Sikström, F.; Nilsen, M. Beam offset detection in laser stake welding of tee joints based on photodetector sensing. Procedia Manuf. 2019, 36, 64–71. [Google Scholar] [CrossRef]
- Nilsen, M.; Sikström, F.; Christiansson, A.K. A study on change point detection methods applied to beam offset detection in laser welding. Procedia Manuf. 2019, 36, 72–79. [Google Scholar] [CrossRef]
- Mi, Y.; Sikström, F.; Nilsen, M.; Ancona, A. Vision based beam offset detection in laser stake welding of T-joints using a neural network. Procedia Manuf. 2019, 36, 42–49. [Google Scholar] [CrossRef]
- Sibillano, T.; Ancona, A.; Berardi, V.; Lugarà, P.M. A real-time spectroscopic sensor for monitoring laser welding processes. Sensors 2009, 9, 3376–3385. [Google Scholar] [CrossRef]
- Nilsen, M.; Sikström, F.; Christiansson, A.K.; Ancona, A. Vision and spectroscopic sensing for joint tracing in narrow gap laser butt welding. Opt. Laser Technol. 2017, 96, 107–116. [Google Scholar] [CrossRef]
- Mikulski, S.; Tomczewski, A. Use of Energy Storage to Reduce Transmission Losses in Meshed Power Distribution Networks. Energies 2021, 14, 7304. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, C.; Liu, S.; Gu, Z.; Shao, W.; Li, C. Research on Optimization of Parametric Propeller Based on Anti-Icing Performance and Simulation of Cutting State of Ice Propeller. J. Mar. Sci. Eng. 2021, 9, 1247. [Google Scholar] [CrossRef]
- Sabino, S.; Horta, N.; Grilo, A. Centralized Unmanned Aerial Vehicle Mesh Network Placement Scheme: A Multi-Objective Evolutionary Algorithm Approach. Sensors 2018, 18, 4387. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lanza-Gutiérrez, J.M.; Caballé, N.; Gómez-Pulido, J.A.; Crawford, B.; Soto, R. Toward a Robust Multi-Objective Metaheuristic for Solving the Relay Node Placement Problem in Wireless Sensor Networks. Sensors 2019, 19, 677. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guerrero, M.C.; Parada, J.S.; Espitia, H.E. EEG signal analysis using classification techniques: Logistic regression, artificial neural networks, support vector machines, and convolutional neural networks. Heliyon 2021, 7, e07258. [Google Scholar] [CrossRef]
- Cristianini, N.; Ricci, E. Support vector machines. In Encyclopedia of Algorithms; Kao, M.Y., Ed.; Springer: Boston, MA, USA, 2008; pp. 928–932. [Google Scholar]
- Awad, M.; Khanna, R. Support vector machines for classification. In Efficient Learning Machines; Apress: Berkeley, CA, USA, 2015; pp. 39–66. [Google Scholar]
- Zhou, Q.; Chen, R.; Huang, B.; Liu, C.; Yu, J.; Yu, X. An Automatic Surface Defect Inspection System for Automobiles Using Machine Vision Methods. Sensors 2019, 19, 644. [Google Scholar] [CrossRef] [Green Version]
- Kohonen, T. Automatic formation of topological maps of patterns in a self-organizing system. In Proceedings of the 2nd Scandinavian Conference on Image Analysis, Helsinki, Finland, 15–17 June 1981; pp. 214–220. [Google Scholar]
- Boniecki, P.; Idzior-Haufa, M.; Pilarska, A.A.; Pilarski, K.; Kolasa-Wiecek, A. Neural Classification of Compost Maturity by Means of the Self-Organising Feature Map Artificial Neural Network and Learning Vector Quantization Algorithm. Int. J. Environ. Res. Public Health 2019, 16, 3294. [Google Scholar] [CrossRef] [Green Version]
- Ramezan, C.A.; Warner, T.A.; Maxwell, A.E.; Price, B.S. Effects of Training Set Size on Supervised Machine-Learning Land-Cover Classification of Large-Area High-Resolution Remotely Sensed Data. Remote. Sens. 2021, 13, 368. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, A.; Gong, Q.; Zhou, Y.; Huang, J.; Chen, Z. Detection of Sleep Apnea from Electrocardiogram and Pulse Oximetry Signals Using Random Forest. Appl. Sci. 2022, 12, 4218. [Google Scholar] [CrossRef]
- Chen, T.; Hu, A.; Jiang, Y. Radio Frequency Fingerprint-Based DSRC Intelligent Vehicle Networking Identification Mechanism in High Mobility Environment. Sustainability 2022, 14, 5037. [Google Scholar] [CrossRef]
- Sun, T.; Chen, F.; Zhong, L.; Liu, W.; Wang, Y. GIS-based mineral prospectivity mapping using machine learning methods: A case study from Tongling ore district, eastern China. Ore Geol. Rev. 2019, 109, 26–49. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classifier | Deviation (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | 1.1 | 1.2 | 1.3 | |
| MLPNN | 0.7717 | 0.8243 | 0.8686 | 0.9117 | 0.9475 | 0.9410 | 0.8984 | 0.8488 | 0.8084 |
| SVM (RBF) | 0.7653 | 0.8213 | 0.8742 | 0.9121 | 0.9483 | 0.9422 | 0.8984 | 0.8497 | 0.8144 |
| LVQ | 0.7661 | 0.8165 | 0.8656 | 0.9397 | 0.9436 | 0.9380 | 0.8975 | 0.8463 | 0.8079 |
| LR | 0.8105 | 0.8337 | 0.8587 | 0.8828 | 0.9138 | 0.9035 | 0.8725 | 0.8260 | 0.8111 |
| DT | 0.7614 | 0.8173 | 0.8509 | 0.8888 | 0.9267 | 0.9310 | 0.8845 | 0.8527 | 0.8070 |
| RF | 0.7665 | 0.8204 | 0.8742 | 0.9117 | 0.9483 | 0.9401 | 0.8975 | 0.8570 | 0.8182 |
| Classifier | Class | Accuracy | Sensitivity | Specificity | Precision | F-Score |
|---|---|---|---|---|---|---|
| MLPNN | 1 | 0.9475 | 0.9675 | 0.9293 | 0.9256 | 0.9461 |
| 2 | 0.9293 | 0.9675 | 0.9691 | 0.9488 | ||
| SVM (RBF) | 1 | 0.9475 | 0.9656 | 0.9309 | 0.9271 | 0.9460 |
| 2 | 0.9309 | 0.9656 | 0.9675 | 0.9489 | ||
| LVQ | 1 | 0.9440 | 0.9675 | 0.9227 | 0.9192 | 0.9427 |
| 2 | 0.9227 | 0.9675 | 0.9689 | 0.9452 | ||
| LR | 1 | 0.9406 | 0.9458 | 0.9359 | 0.9306 | 0.9381 |
| 2 | 0.9359 | 0.9458 | 0.9499 | 0.9428 | ||
| DT | 1 | 0.9354 | 0.9194 | 0.9530 | 0.9556 | 0.9371 |
| 2 | 0.9530 | 0.9194 | 0.9149 | 0.9336 | ||
| RF | 1 | 0.9475 | 0.9309 | 0.9656 | 0.9675 | 0.9489 |
| 2 | 0.9656 | 0.9309 | 0.9271 | 0.9460 |
| Classifier | Class | Accuracy | Sensitivity | Specificity | Precision | F-Score |
|---|---|---|---|---|---|---|
| MLPNN | 1 | 0.9492 | 0.9638 | 0.9359 | 0.9318 | 0.9476 |
| 2 | 0.9359 | 0.9638 | 0.9660 | 0.9507 | ||
| SVM (RBF) | 1 | 0.9483 | 0.9638 | 0.9342 | 0.9302 | 0.9467 |
| 2 | 0.9342 | 0.9638 | 0.9660 | 0.9498 | ||
| LVQ | 1 | 0.9457 | 0.9566 | 0.9359 | 0.9313 | 0.9438 |
| 2 | 0.9359 | 0.9566 | 0.9595 | 0.9475 | ||
| LR | 1 | 0.9156 | 0.8933 | 0.9359 | 0.9268 | 0.9098 |
| 2 | 0.9359 | 0.8933 | 0.9061 | 0.9207 | ||
| DT | 1 | 0.9320 | 0.9293 | 0.9349 | 0.9432 | 0.9362 |
| 2 | 0.9349 | 0.9293 | 0.9232 | 0.9290 | ||
| RF | 1 | 0.9492 | 0.9675 | 0.9326 | 0.9288 | 0.9477 |
| 2 | 0.9326 | 0.9675 | 0.9692 | 0.9505 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jadidi, A.; Mi, Y.; Sikström, F.; Nilsen, M.; Ancona, A. Beam Offset Detection in Laser Stake Welding of Tee Joints Using Machine Learning and Spectrometer Measurements. Sensors 2022, 22, 3881. https://0-doi-org.brum.beds.ac.uk/10.3390/s22103881
Jadidi A, Mi Y, Sikström F, Nilsen M, Ancona A. Beam Offset Detection in Laser Stake Welding of Tee Joints Using Machine Learning and Spectrometer Measurements. Sensors. 2022; 22(10):3881. https://0-doi-org.brum.beds.ac.uk/10.3390/s22103881
Chicago/Turabian StyleJadidi, Aydin, Yongcui Mi, Fredrik Sikström, Morgan Nilsen, and Antonio Ancona. 2022. "Beam Offset Detection in Laser Stake Welding of Tee Joints Using Machine Learning and Spectrometer Measurements" Sensors 22, no. 10: 3881. https://0-doi-org.brum.beds.ac.uk/10.3390/s22103881