
Experimental and Numerical Thickness Analysis of TRIP Steel under Various Degrees of Deformation in Bulge Test

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
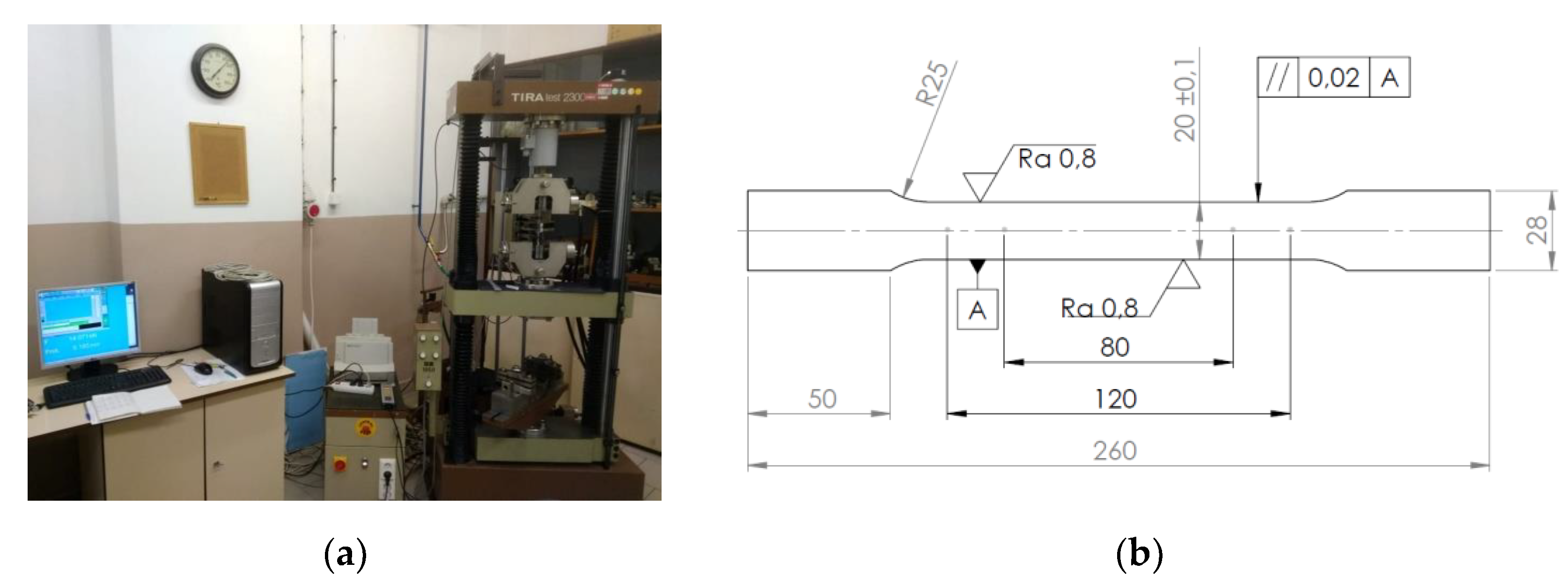
2.1. Material
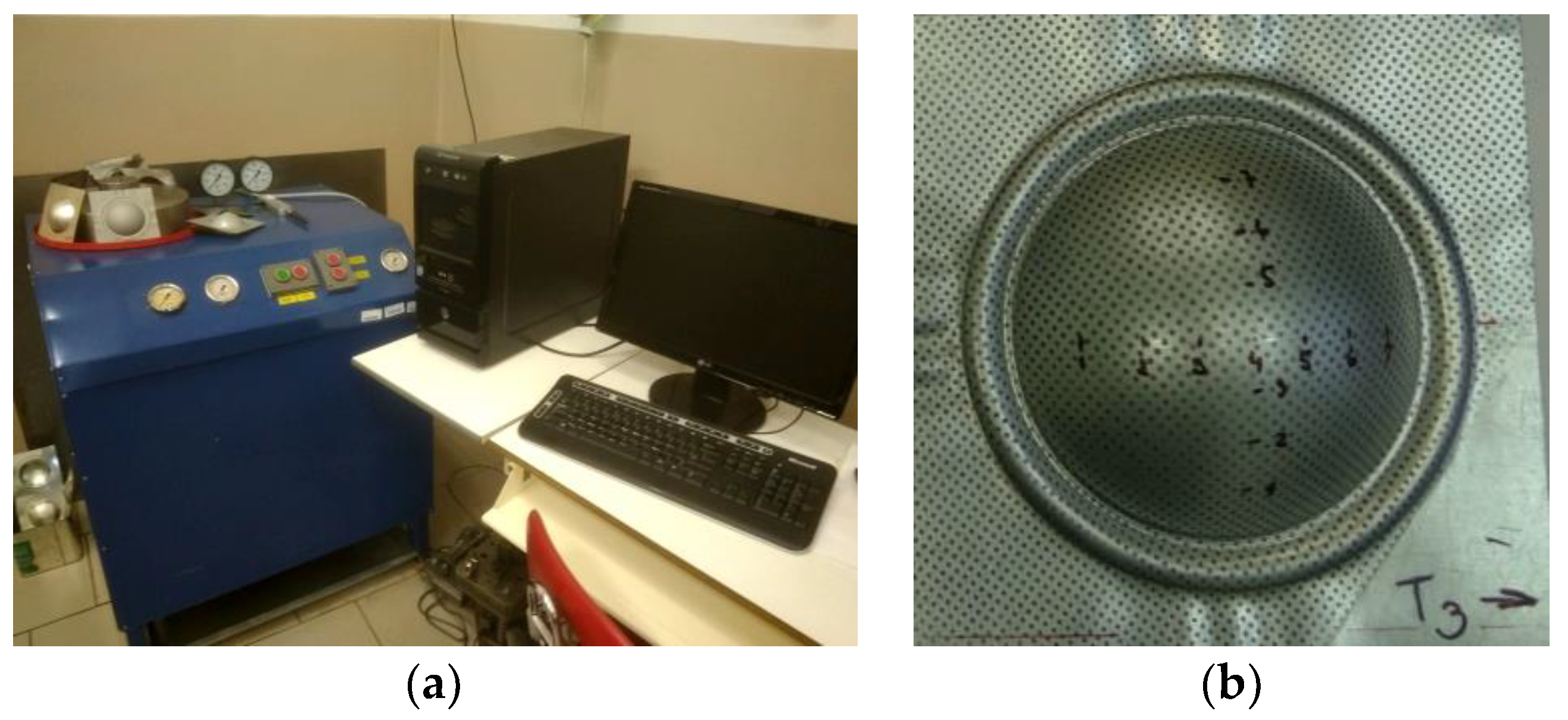
2.2. Hydraulic Bulge Test
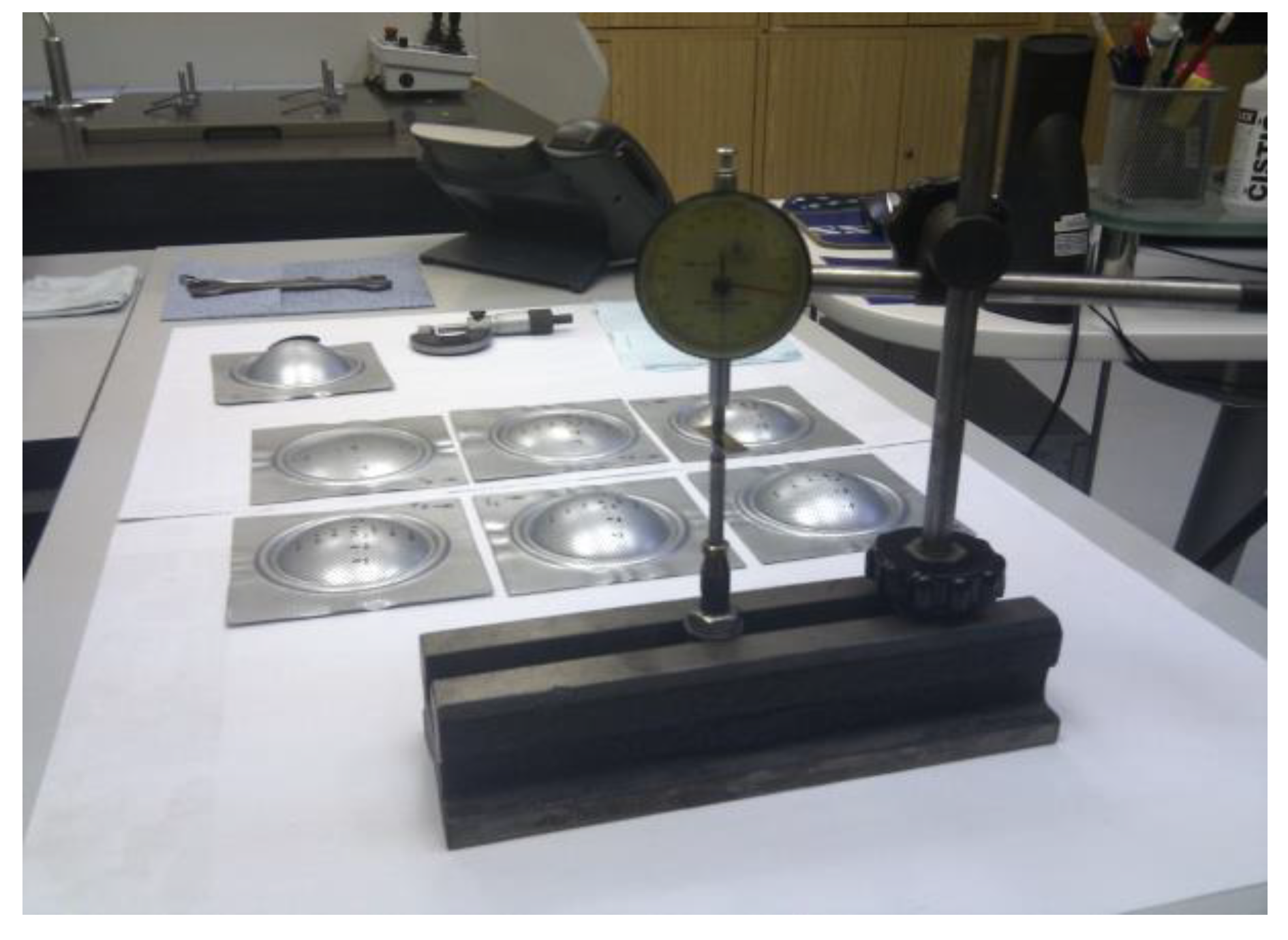
2.3. Measurement of Sample Thickness Using a Digital Point Micrometer
2.4. Measurement of Sample Thickness Using the Optical Measuring System ARGUS
2.5. Numerical Simulation of the Bulge Test in FEM Software
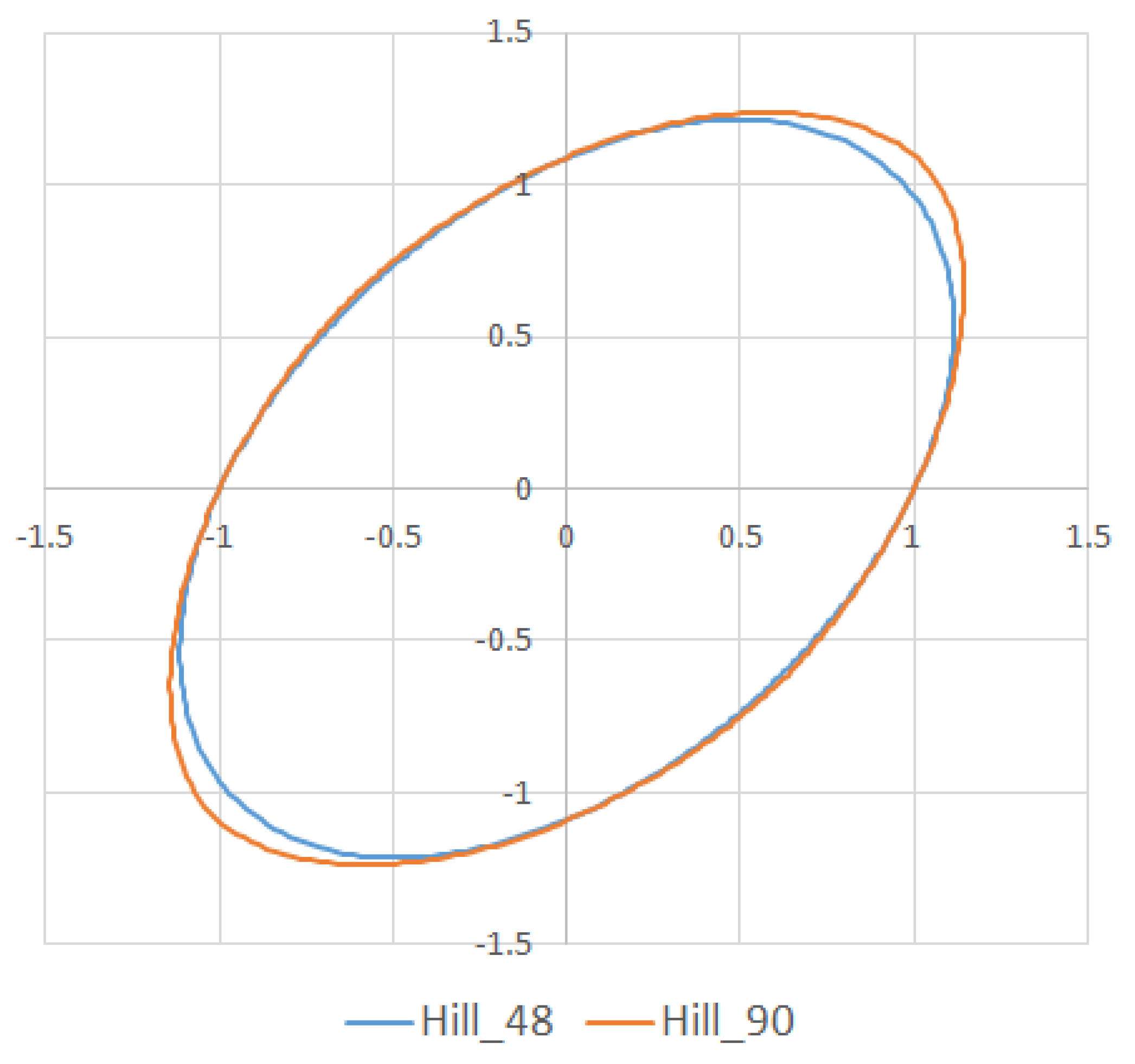
2.5.1. Yield Surface
2.5.2. Hardening Law
- Hollomon
- Krupkowskiwhere σ represents the true stress, K is the strength coefficient, n is the strain-hardening exponent, φ0 is the pre-strain and φpl represents the plastic strain. Material model constants used in both hardening rules can be seen in Table 4.
3. Results
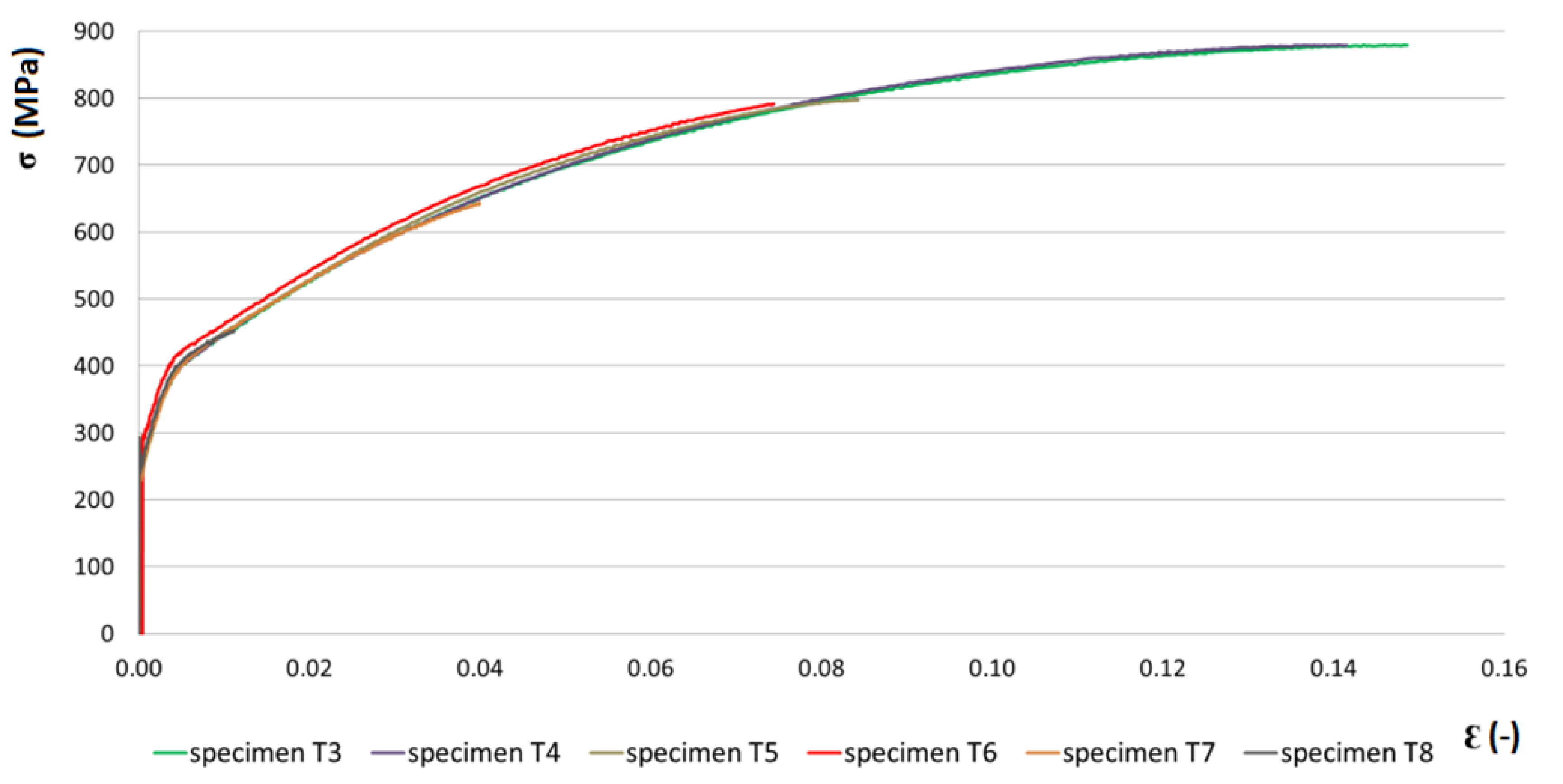
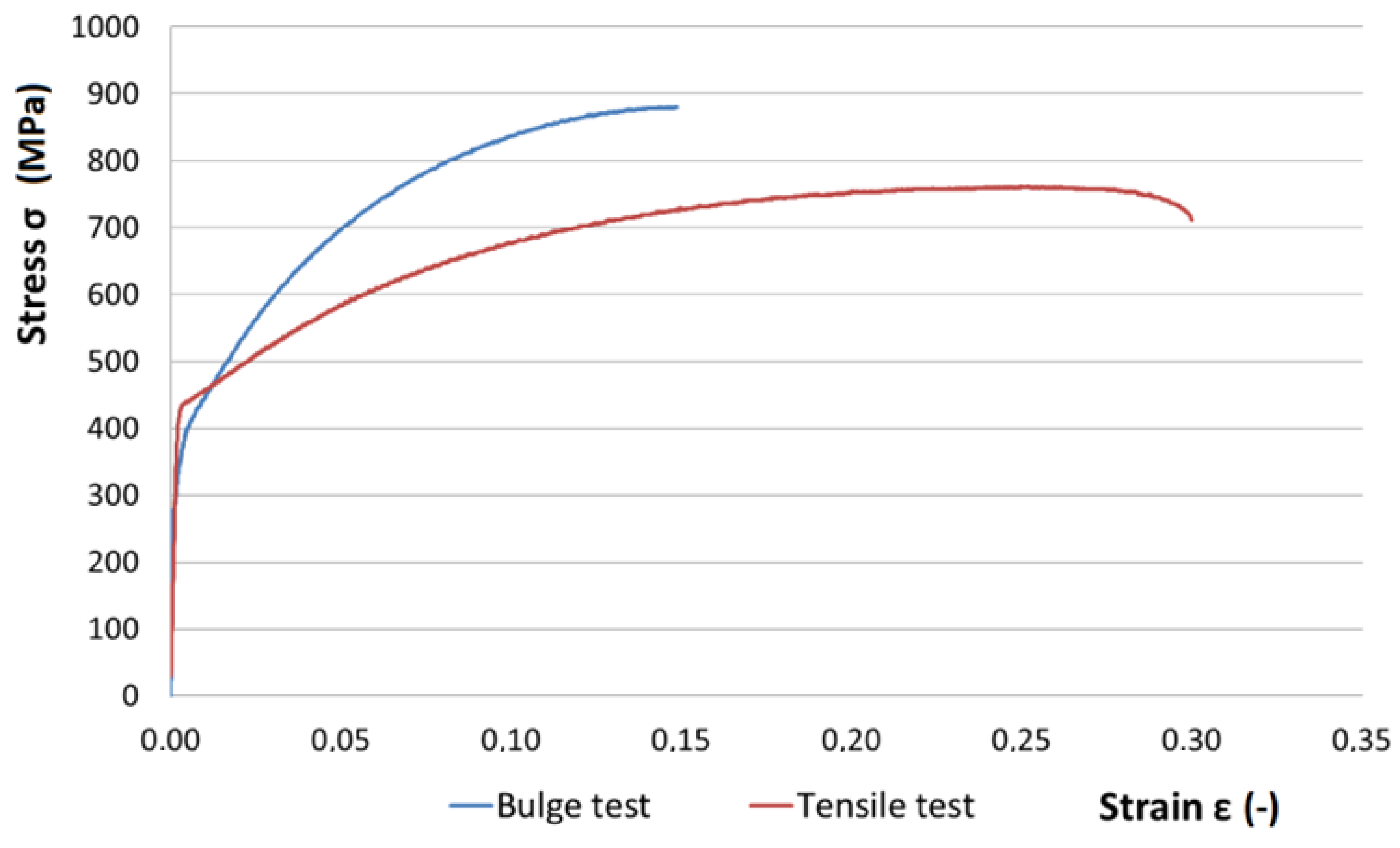
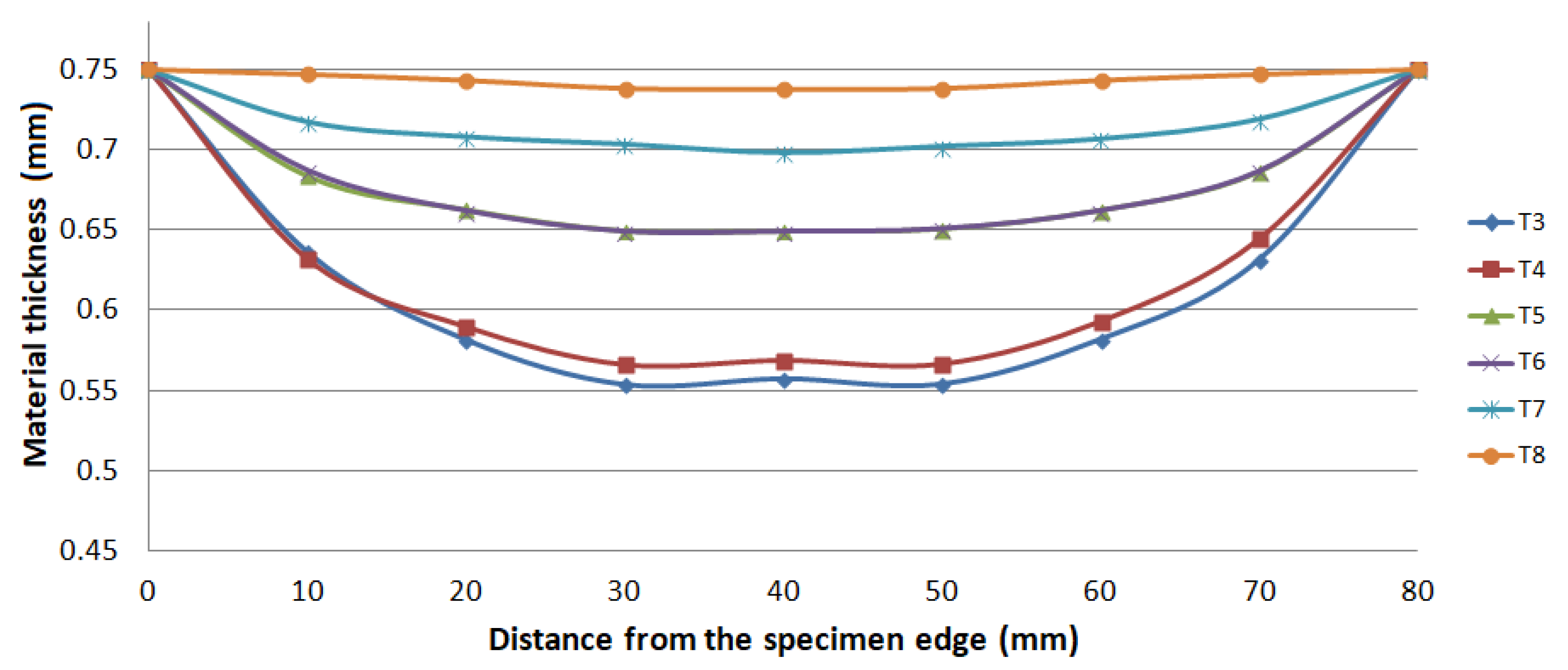
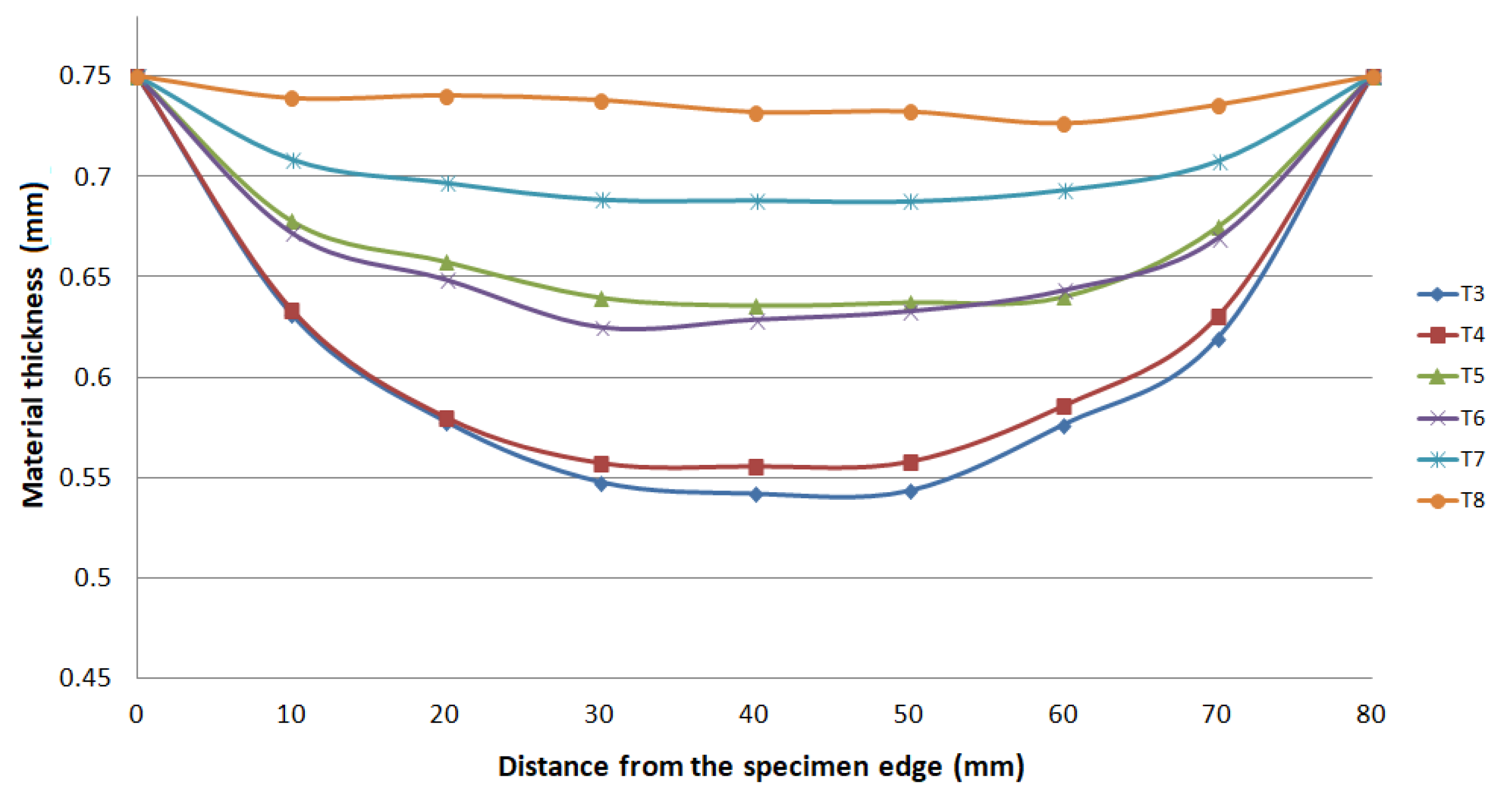
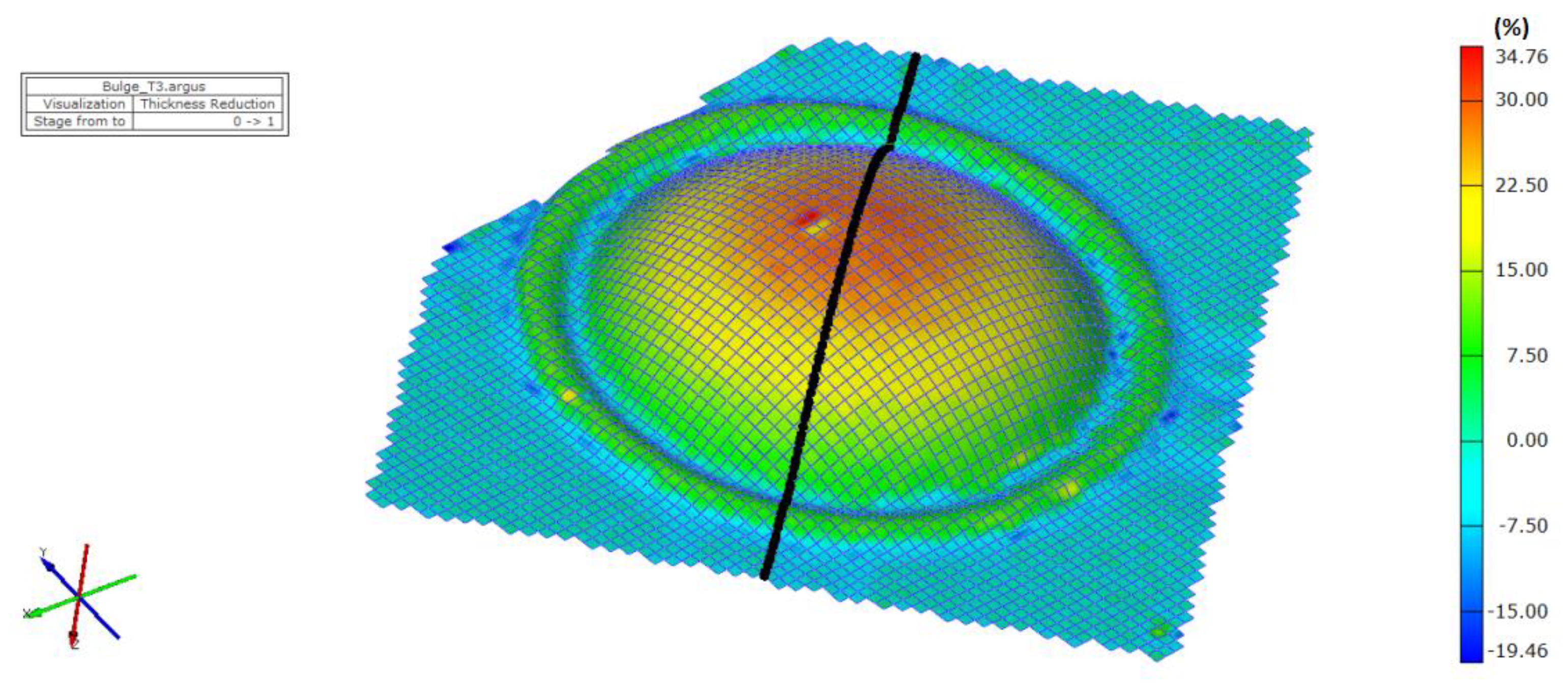
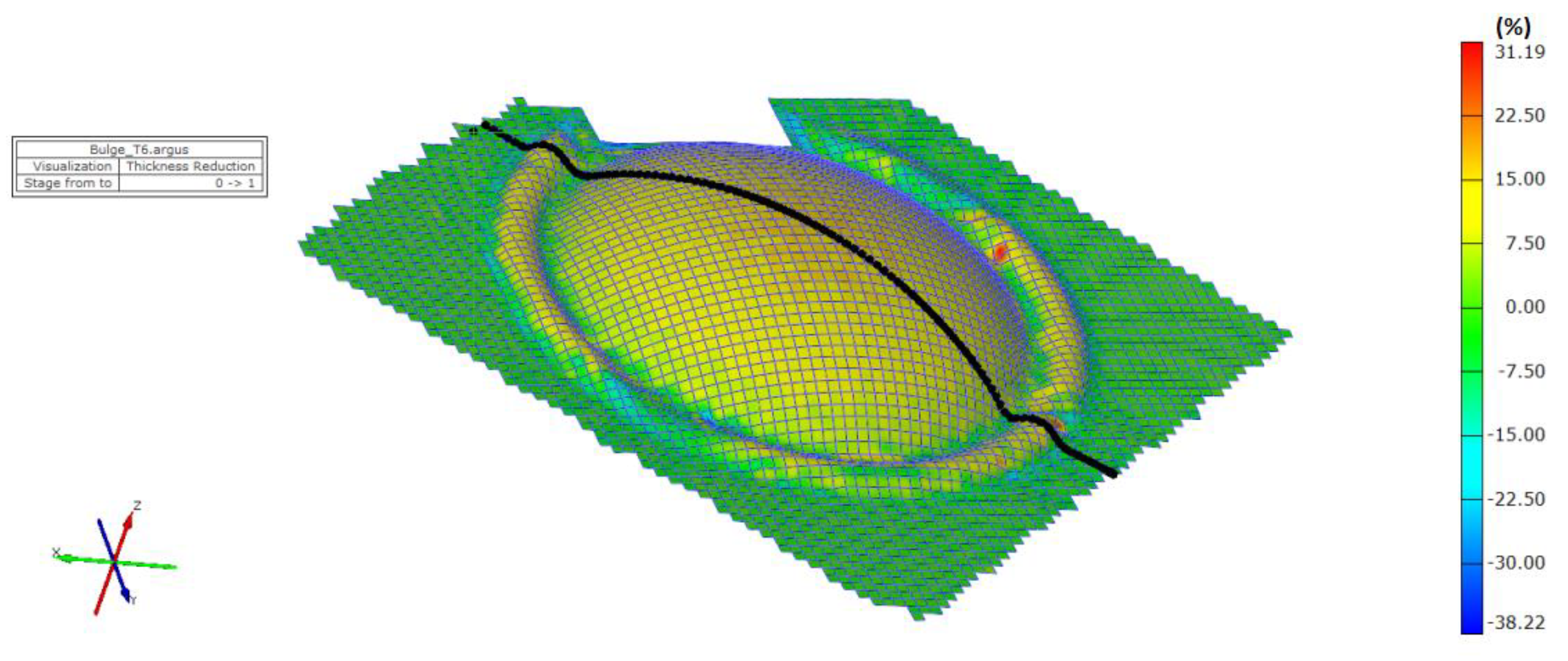
3.1. Experimental Bulge Test Results
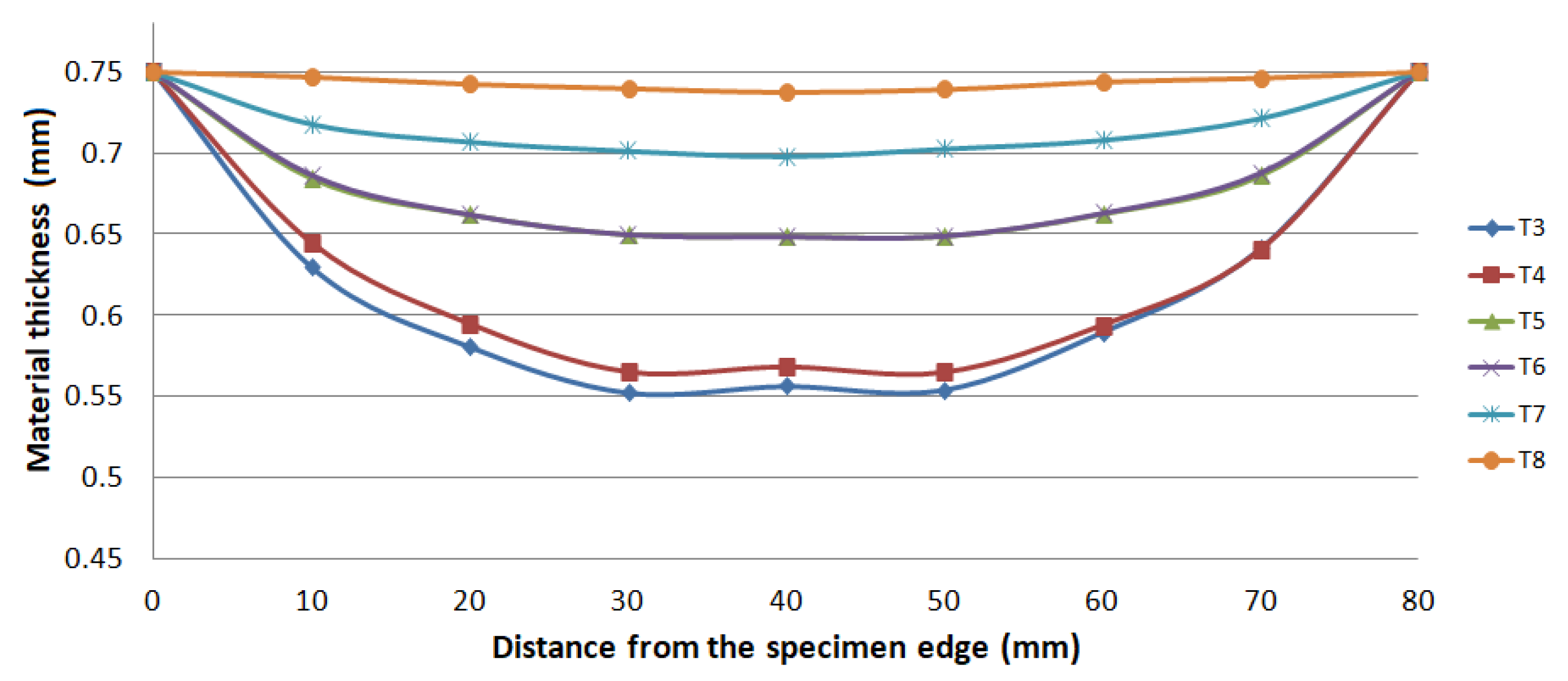
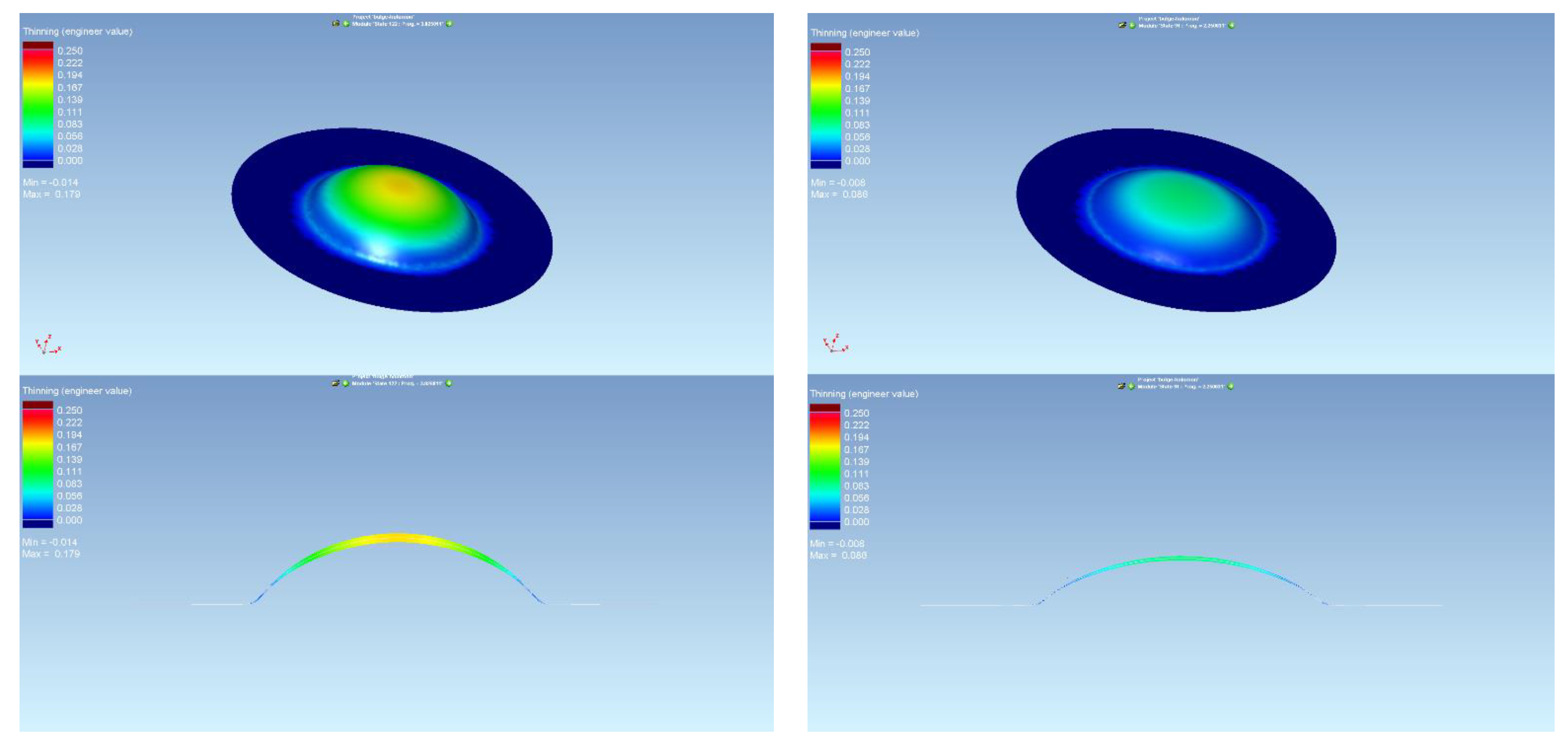
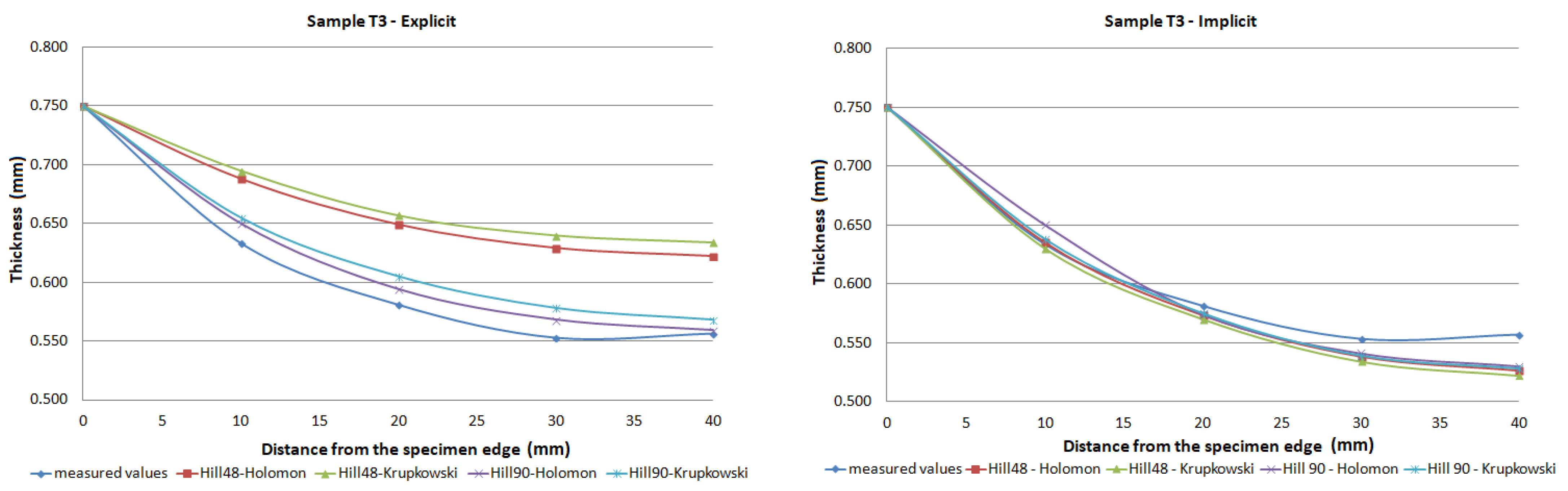
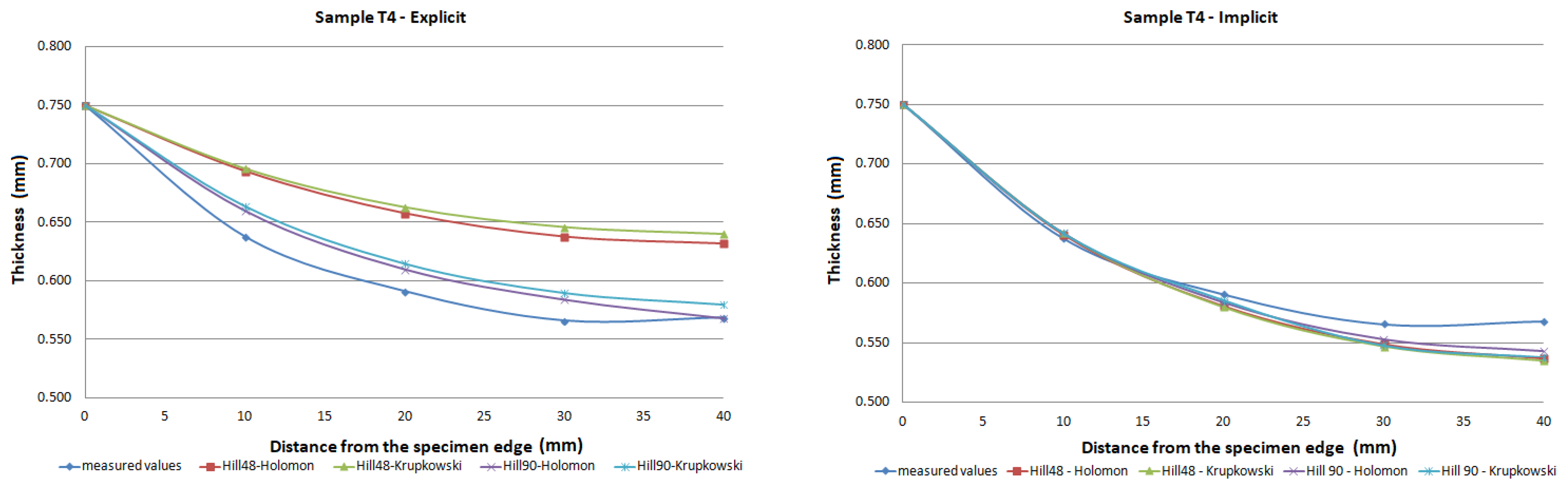
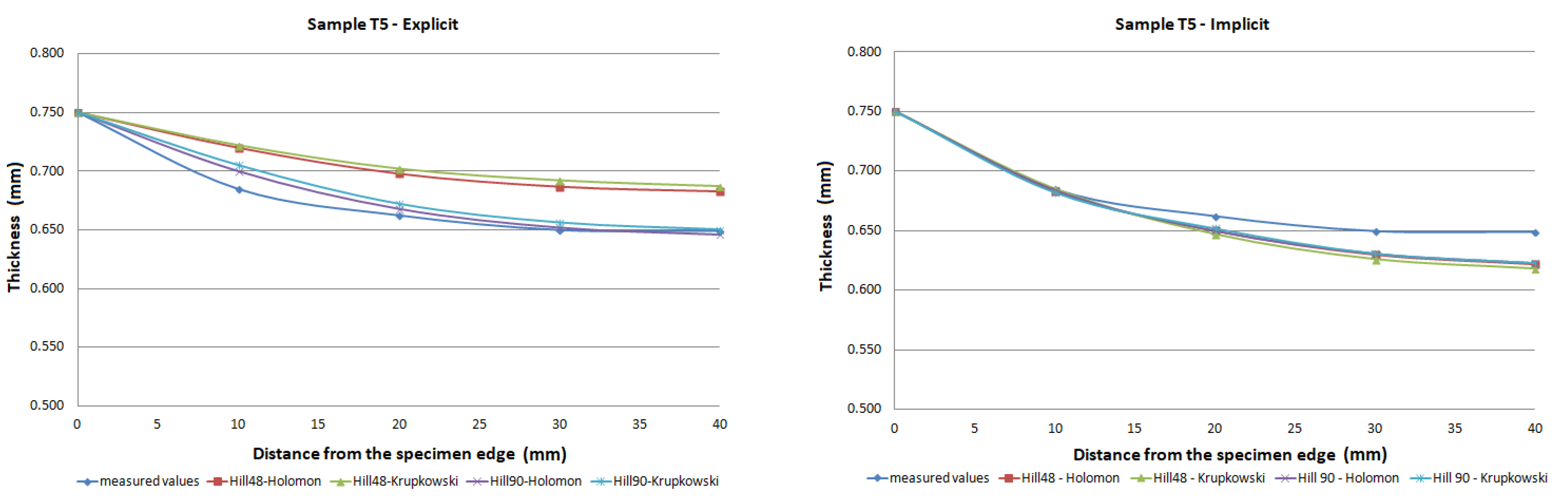
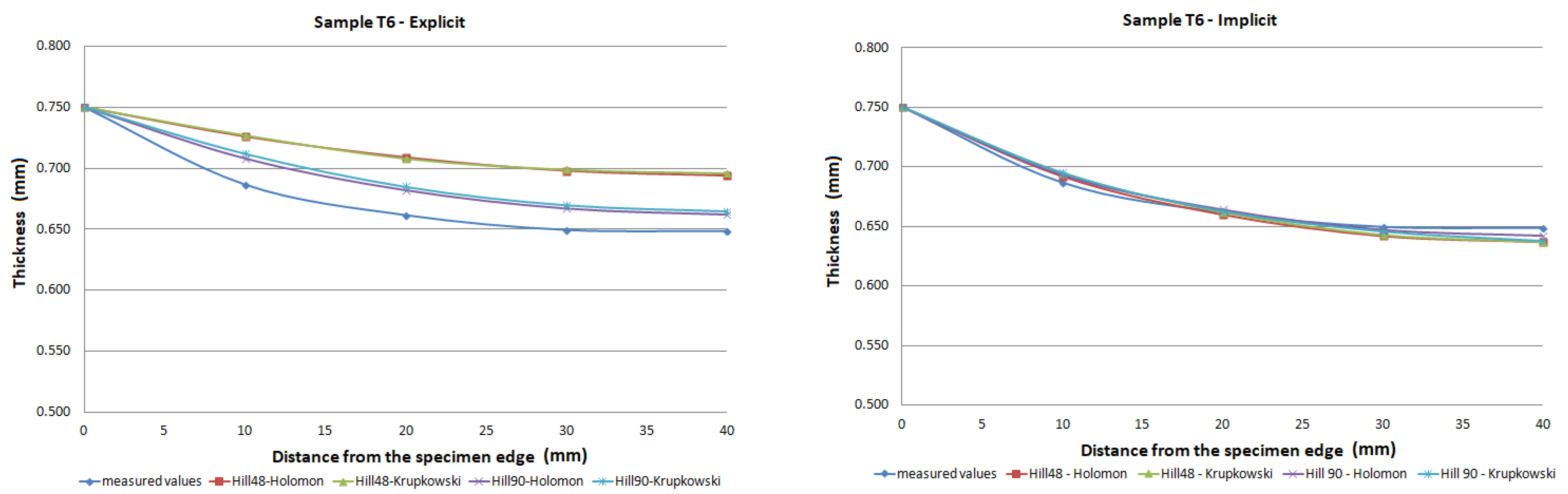
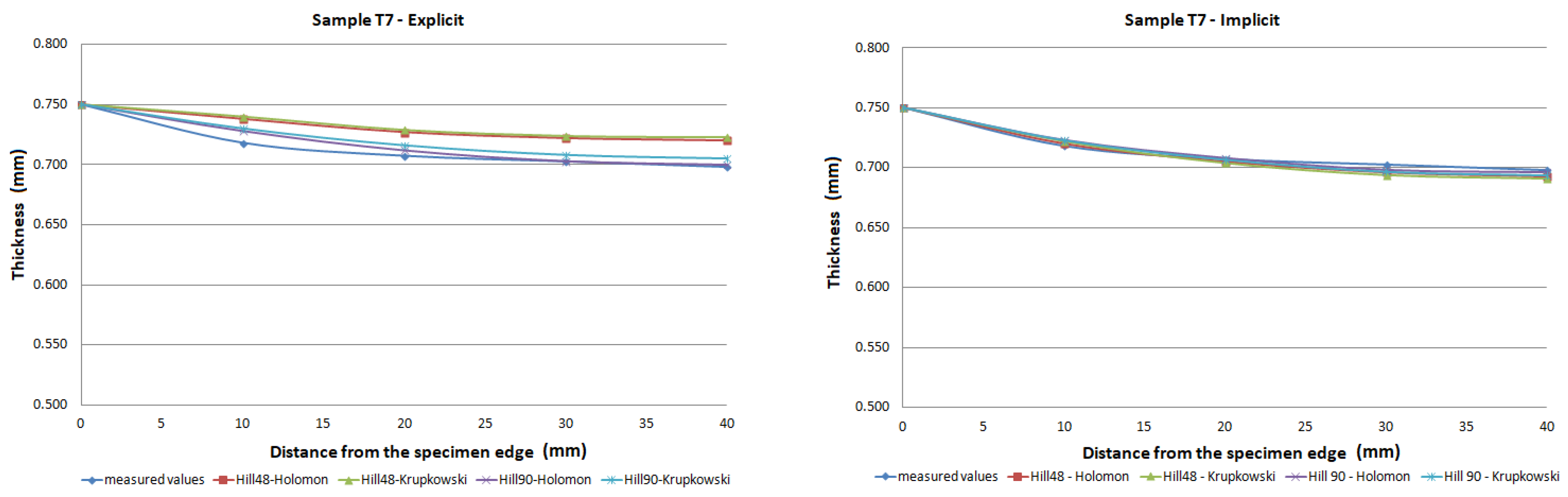
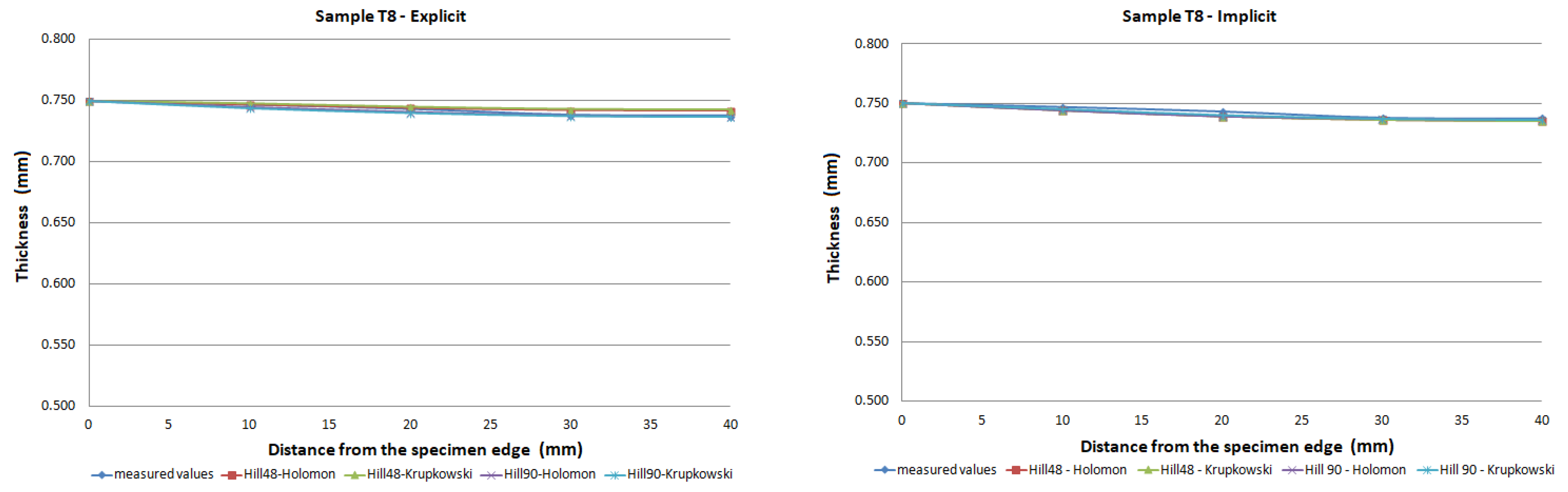
3.2. Simulation Bulge Test Results
4. Discussion
5. Conclusions
- Hollomon’s hardening law exhibited better accuracy in predicting thickness in comparison with the Krupkowski hardening law in most cases.
- The Hill90 yield criterion was found to be more suitable for simulation of bulge test using TRIP steel.
- Software with implicit solver and triangular shell elements showed better accuracy in predicting thickness of deformed sheet in bulge test than software with explicit solver and hexagonal shell elements in most cases.
- The degree of deformation impacted the simulation accuracy, while thickness prediction of samples with greater deformation was less accurate in comparison with samples with lower deformation and lower bulge height.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jeswiet, J.; Geiger, M.; Engel, U.; Kleiner, M.; Schikorra, M.; Duflou, J.; Neugebauer, R.; Bariani, P.; Bruschi, S. Metal forming progress since 2000. CIRP J. Manuf. Sci. Technol. 2008, 1, 2–17. [Google Scholar] [CrossRef]
- Toros, S.; Polat, A.; Ozturk, F. Formability and springback characterization of TRIP800 advanced high strength steel. Mater. Des. 2012, 41, 298–305. [Google Scholar] [CrossRef]
- Spišák, E.; Kaščák, Ľ. Joining Car Body Sheets Using the Clinching method. Acta Mech. Slovaca 2011, 15, 28–35. [Google Scholar] [CrossRef] [Green Version]
- Mulidrán, P.; Spišák, E.; Tomáš, M.; Slota, J.; Majerníková, J. Numerical Prediction and Reduction of Hat-Shaped Part Springback Made of Dual-Phase AHSS Steel. Metals 2020, 10, 1119. [Google Scholar] [CrossRef]
- Trzepieciński, T. Forming processes of modern metallic materials. Metals 2020, 10, 970. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Kvackaj, T.; Bidulská, J.; Bidulský, R. Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes. Materials 2021, 14, 1988. [Google Scholar] [CrossRef] [PubMed]
- Morrison, W.B. Microalloy Steels—the Beginning. Mater. Sci. Technol. 2009, 25, 1066–1073. [Google Scholar] [CrossRef]
- Evin, E.; Tomáš, M. The Influence of Laser Welding on the Mechanical Properties of Dual Phase and Trip Steels. Metals 2017, 7, 239. [Google Scholar] [CrossRef] [Green Version]
- Spišák, E.; Tomáš, M.; Hudák, J. Process Formability of Steels Used in Automotive Industry. MM Scie. J. 2010, 12, 220–224. [Google Scholar]
- Habibi, N.; Sundararaghavan, V.; Prahl, U.; Ramazani, A. Experimental and Numerical Investigations into the Failure Mechanisms of TRIP700 Steel Sheets. Metals 2018, 8, 1073. [Google Scholar] [CrossRef] [Green Version]
- Luo, H.; Dong, H. New ultrahigh-strength Mn-alloyed TRIP steels with improved formability manufactured by intercritical annealing. Mater. Sci. Eng. A 2015, 626, 207–212. [Google Scholar] [CrossRef]
- Trzepiecinski, T. Effect of the plastic strain and drawing quality on the frictional resistance of steel sheets Acta Metall, Slovaca 2020, 26, 42–44. Acta Metall. Slovaca 2020, 26, 42–44. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Kubit, A.; Slota, J.; Fejkiel, R. An Experimental Study of the Frictional Properties of Steel Sheets Using the Drawbead Simulator Test. Materials 2019, 12, 4037. [Google Scholar] [CrossRef] [Green Version]
- Slota, J.; Spišák, E. Determination of Flow Stress by the Hydraulic Bulge Test. Metalurgija 2008, 1, 13–17. [Google Scholar]
- Atkinson, M. Accurate determination of biaxial stress—strain relationships from hydraulic bulging tests of sheet metals. Int. J. Mech. Sci. 1997, 7, 761–769. [Google Scholar] [CrossRef]
- Spišák, E.; Majerníková, J.; Ďuľová Spišáková, E.; Kaščák, Ľ. Analysis of Plastic Deformation of Double Reduced Sheets. Acta Mech. Autom. 2016, 4, 271–274. [Google Scholar] [CrossRef] [Green Version]
- Majidi, O.; Sorgente, D.; Guglielmi, P.; Palumbo, G. A bulge-test based viscoplastic model for superplastic deformation behavior of a magnesium alloy. Int. J. Mech. Sci. 2021, 35, 778–786. [Google Scholar] [CrossRef]
- Di Pietro, O.; Napoli, G.; Gaggiotti, M.; Marini, R.; Di Schino, A. Analysis of Forming Parameters Involved in Plastic Deformation of 441 Ferritic Stainless Steel Tubes. Metals 2020, 10, 1013. [Google Scholar] [CrossRef]
- Jin, T.; Ha, N.; Goo, N. A study of the thermal buckling behavior of a circular aluminum plate using the digital image correlation technique and finite element analysis. Thin-Walled Struct. 2014, 77, 187–197. [Google Scholar] [CrossRef]
- Seo, K.-Y.; Kim, J.-H.; Lee, H.-S.; Kim, J.H.; Kim, B. Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping. Metals 2017, 8, 18. [Google Scholar] [CrossRef] [Green Version]
- Neto, D.; Oliveira, M.; Santos, A.D.; Alves, J.; Menezes, L.F. Influence of boundary conditions on the prediction of springback and wrinkling in sheet metal forming. Int. J. Mech. Sci. 2017, 122, 244–254. [Google Scholar] [CrossRef] [Green Version]
- Džupon, M.; Kaščák, Ľ.; Spišák, E.; Kubík, R.; Majerníková, J. Wear of Shaped Surfaces of PVD Coated Dies for Clinching. Metals 2017, 7, 515. [Google Scholar] [CrossRef] [Green Version]
- Mulidrán, P.; Spišák, E.; Majerníková, J.; Mitaľ, G.; Jezný, T. Optimization of the forming process of gutter end cap using the finite element method. MM Sci. J. 2021, 10, 4824–4829. [Google Scholar] [CrossRef]
- Wagoner, R.H.; Lim, H.; Lee, M.-G. Advanced Issues in springback. Int. J. Plast. 2013, 45, 3–20. [Google Scholar] [CrossRef]
- Tomáš, M.; Evin, E.; Kepič, J.; Hudák, J. Physical Modelling and Numerical Simulation of the Deep Drawing Process of a Box-Shaped Product Focused on Material Limits Determination. Metals 2019, 9, 1058. [Google Scholar] [CrossRef] [Green Version]
- Mulidrán, P.; Šiser, M.; Slota, J.; Spišák, E.; Sleziak, T. Numerical Prediction of Forming Car Body Parts with Emphasis on Springback. Metals 2018, 8, 435. [Google Scholar] [CrossRef] [Green Version]
- Prislupčák, P.; Kvačkaj, T.; Bidulská, J.; Záhumenský, P.; Homolová, V.; Zimovčák, P. Austenite-Ferrite Transformation Temperatures of C Mn Al HSLA Steel. Acta Metall. Slovaca 2021, 27, 207–209. [Google Scholar] [CrossRef]
- Efremenko, V.; Kussa, R.; Petryshynets, I.; Shimizu, K.; Kromka, F.; Zurnadzhy, V.; Gavrilova, V. Element partitioning in low-carbon Si2Mn2CrMoVNb trip-assisted steel in intercritical temperature range. Acta Metall. Slovaca 2020, 26, 116–121. [Google Scholar] [CrossRef]
- Jirková, H.; Opatová, K.; Jeníček, Š.; Vrtáček, J.; Kučerová, L.; Kurka, P. Use of multi-phase trip steel for press-hardening technology. Acta Metall. Slovaca 2019, 25, 101–106. [Google Scholar] [CrossRef] [Green Version]
- Di Schino, A. Analysis of phase transformation in high strength low alloyed steels. Metalurgija 2017, 56, 349–352. [Google Scholar]
- Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect reduction and quality optimisation by modelling plastic deformation and metallurgical evolution in ferritic stainless steels. Metals 2020, 10, 186. [Google Scholar] [CrossRef] [Green Version]
- Mujica, L.; Weber, S.; Pinto, H.; Thomy, C.; Vollertsen, F. Microstructure and mechanical properties of laser-welded joints of TWIP and TRIP steels. Mater. Sci. Eng. A 2010, 527, 2071–2078. [Google Scholar] [CrossRef]
- Baara, W.A.B.; Baharudin, B.T.H.T.; Ariffin, M.K.A.M.; Ismail, M.I.S. Effect of Elastic Module Degradation Measurement in Different Sizes of the Nonlinear Isotropic–Kinematic Yield Surface on Springback Prediction. Metals 2019, 9, 511. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Lee, T. The effect of yield criteria on the forming limit curve prediction and the deep drawing process simulation. Int. J. Mach. Tools Manuf. 2006, 46, 988–995. [Google Scholar] [CrossRef]
- Abspoel, M.; Scholting, M.E.; Lansbergen, M.; An, Y.; Vegter, H. A new method for predicting advanced yield criteria input parameters from mechanical properties. J. Mater. Process. Technol. 2017, 248, 161–177. [Google Scholar] [CrossRef]
- Slota, J. Numerical Simulation of Sheet Metal Forming (In the Original: Numerická Simulácia Lisovania Plechov, 1st ed.; Technical University of Košice: Košice, Slovakia, 2016; p. 194. [Google Scholar]
- Pham, Q.T.; Oh, S.H.; Park, K.C.; Kim, Y.S. Material modeling of pure titanium sheet and its application to bulge test simulation. Procedia Manuf. 2018, 15, 1886–1892. [Google Scholar] [CrossRef]
- Suttner, S.; Merklein, M. Experimental and numerical investigation of a strain rate controlled hydraulic bulge test of sheet metal. J. Mater. Process. Technol. 2016, 235, 121–133. [Google Scholar] [CrossRef]
- Mulidrán, P.; Spišák, E.; Tomáš, M.; Majerníková, J.; Varga, J. The effect of material models in the fem simulation on the springback prediction of the TRIP steel. Acta Metall. Slovaca 2021, 27, 103–108. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C (%) | Mn (%) | Si (%) | P (%) | S (%) | Al [%] | Nb (%) | Ti (%) | Mo (%) | Cr (%) |
|---|---|---|---|---|---|---|---|---|---|
| 0.204 | 1.683 | 0.200 | 0.018 | 0.003 | 1.730 | 0.004 | 0.009 | 0.008 | 0.055 |
| Dir. (°) | E (GPa) | Rp0.2 (MPa) | Rm (MPa) | A80 (%) | r (-) | rm (-) | Δr (-) | n (-) | nm (-) | Δn (-) |
|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 441 | 766 | 27.9 | 0.680 | 0.293 | |||||
| 45 | 210 | 442 | 762 | 25.4 | 0.805 | 0.804 | −0.003 | 0.294 | 0.290 | −0.009 |
| 90 | 450 | 766 | 25.9 | 0.926 | 0.278 |
| r0 (-) | r45 (-) | r90 (-) | σ0 (MPa) | σ45 (MPa) | σ90 (MPa) | σbiax (-) |
|---|---|---|---|---|---|---|
| 0.680 | 0.805 | 0.926 | 441 | 442 | 450 | 1.01 |
| Model | K (MPa) | n (-) | φ0 (-) |
|---|---|---|---|
| Hollomon | 1331 | 0.219 | - |
| Krupkowski | 1336 | 0.227 | 0.00765 |
| Sample | Hill48 Hollomon | Hill48 Krupkowski | Hill90 Hollomon | Hill90 Krupkowski |
|---|---|---|---|---|
| T3 | 11.39 | 12.97 | 2.20 | 3.72 |
| T4 | 11.00 | 11.94 | 2.84 | 3.85 |
| T5 | 5.41 | 5.98 | 1.06 | 1.57 |
| T6 | 6.81 | 6.90 | 2.83 | 3.32 |
| T7 | 2.82 | 3.12 | 0.65 | 1.18 |
| T8 | 0.24 | 0.38 | 0.19 | 0.28 |
| Sample | Hill48 Hollomon | Hill48 Krupkowski | Hill90 Hollomon | Hill90 Krupkowski |
|---|---|---|---|---|
| T3 | 2.08 | 2.59 | 2.41 | 1.97 |
| T4 | 2.40 | 2.60 | 1.90 | 2.18 |
| T5 | 2.05 | 2.43 | 1.97 | 1.94 |
| T6 | 0.88 | 0.90 | 0.84 | 0.79 |
| T7 | 0.55 | 0.78 | 0.45 | 0.53 |
| T8 | 0.42 | 0.42 | 0.37 | 0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spišák, E.; Majerníková, J.; Kaščák, Ľ.; Mulidrán, P.; Rohaľ, V.; Bidulský, R. Experimental and Numerical Thickness Analysis of TRIP Steel under Various Degrees of Deformation in Bulge Test. Materials 2022, 15, 2299. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15062299
Spišák E, Majerníková J, Kaščák Ľ, Mulidrán P, Rohaľ V, Bidulský R. Experimental and Numerical Thickness Analysis of TRIP Steel under Various Degrees of Deformation in Bulge Test. Materials. 2022; 15(6):2299. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15062299
Chicago/Turabian StyleSpišák, Emil, Janka Majerníková, Ľuboš Kaščák, Peter Mulidrán, Vladimír Rohaľ, and Róbert Bidulský. 2022. "Experimental and Numerical Thickness Analysis of TRIP Steel under Various Degrees of Deformation in Bulge Test" Materials 15, no. 6: 2299. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15062299