Enhancing the Mechanical Performance of Bleached Hemp Fibers Reinforced Polyamide 6 Composites: A Competitive Alternative to Commodity Composites

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
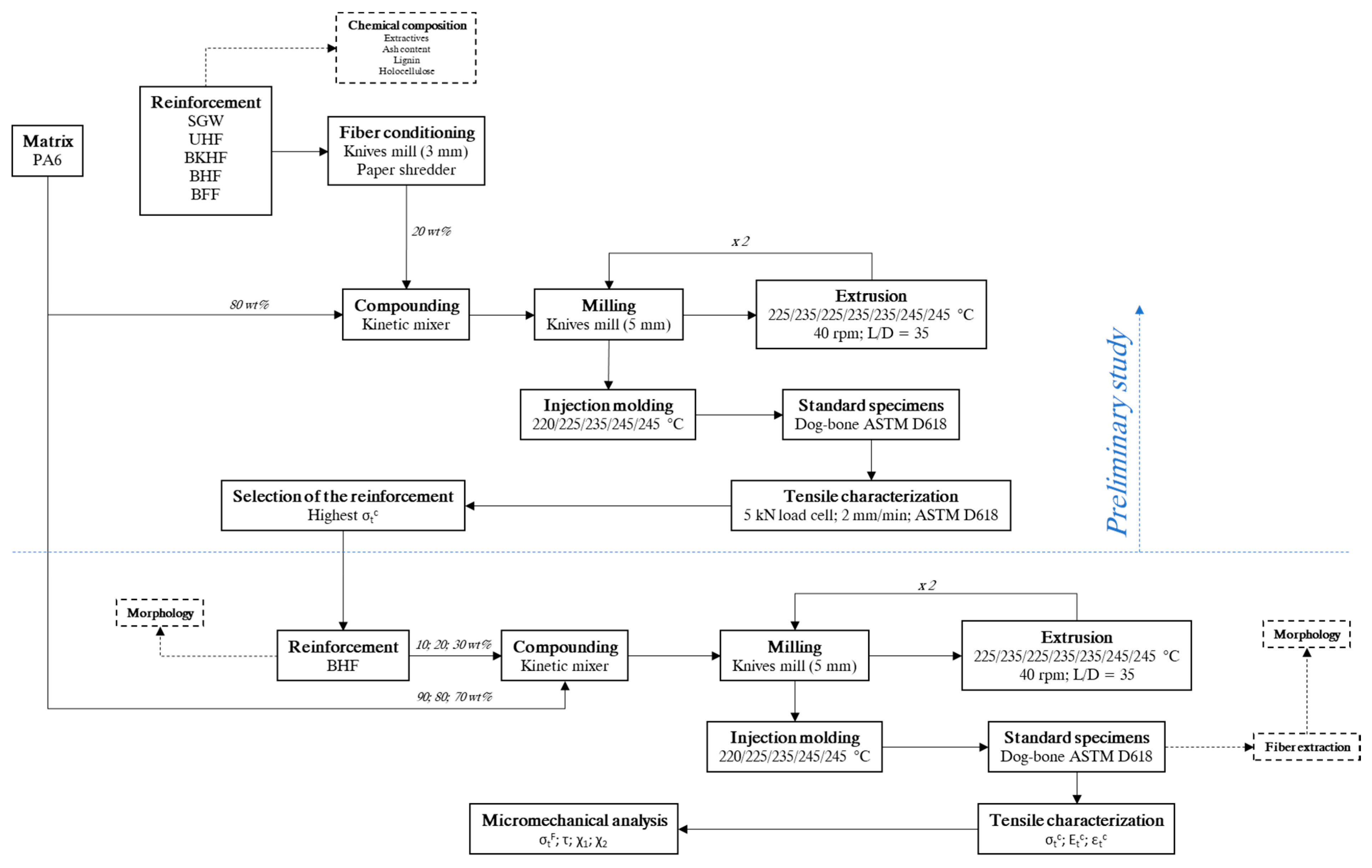
2.2. Methods
2.2.1. Chemical and Morphological Characterization of the Fibers
2.2.2. Composites Preparation and Injection Molding of the Standard Specimens
2.2.3. Characterization of the Composites
2.2.4. Extraction of the Fibers from the Composites
2.2.5. Tensile Testing Modelling
3. Results and Discussion
3.1. Preliminary Study: Selection of the Reinforcement
3.2. Rheological and Tensile Characteristics of BHF-Reinforced PA6 Composites
3.3. Analysis of Fractured Surface
3.4. Evolution of the Fiber Morphology within the Composites
3.5. Micromechanical Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Granda, L.A.; Espinach, F.X.; López, F.; García, J.C.; Delgado-Aguilar, M.; Mutjé, P. Semichemical fibres of Leucaena collinsii reinforced polypropylene: Macromechanical and micromechanical analysis. Compos. Part. B Eng. 2016, 91, 384–391. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Julian, F.; Espinach, F.X.; Tarrés, Q.; Ardanuy, M.; Mutjé, P. Research on the use of lignocellulosic fibers reinforced bio-polyamide 11 with composites for automotive parts: Car door handle case study. J. Clean. Prod. 2019, 226, 64–73. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Chevali, V.S.; Ulven, C.A. Lignocellulosic byproducts as filler in polypropylene: Comprehensive study on the effects of compatibilization and loading. J. Appl. Polym. Sci. 2013, 127, 862–868. [Google Scholar] [CrossRef]
- Serrano, A.; Espinach, F.X.; Tresserras, J.; Pellicer, N.; Alcala, M.; Mutje, P. Study on the technical feasibility of replacing glass fibers by old newspaper recycled fibers as polypropylene reinforcement. J. Clean. Prod. 2014, 65, 489–496. [Google Scholar] [CrossRef]
- Robertson, N.L.M.; Nychka, J.A.; Alemaskin, K.; Wolodko, J.D. Mechanical performance and moisture absorption of various natural fiber reinforced thermoplastic composites. J. Appl. Polym. Sci. 2013, 130, 969–980. [Google Scholar] [CrossRef]
- Franco-Marquès, E.; Méndez, J.; Pèlach, M.A.; Vilaseca, F.; Bayer, J.; Mutjé, P. Influence of coupling agents in the preparation of polypropylene composites reinforced with recycled fibers. Chem. Eng. J. 2011, 166, 1170–1178. [Google Scholar] [CrossRef]
- Osman, H.; Ismail, H.; Mustapha, M. Effects of maleic anhydride polypropylene on tensile, water absorption, and morphological properties of recycled newspaper filled polypropylene/natural rubber composites. J. Compos. Mater. 2010, 44, 1477–1491. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part. A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Dunne, R.; Desai, D.; Sadiku, R.; Jayaramudu, J. A review of natural fibres, their sustainability and automotive applications. J. Reinf. Plast. Compos. 2016, 35, 1041–1050. [Google Scholar] [CrossRef]
- Rogovina, S.Z.; Prut, E.V.; Berlin, A.A. Composite Materials Based on Synthetic Polymers Reinforced with Natural Fibers. Polym. Sci. Ser. A 2019, 61, 417–438. [Google Scholar] [CrossRef]
- Kumar, R.; Ul Haq, M.I.; Raina, A.; Anand, A. Industrial applications of natural fibre-reinforced polymer composites–challenges and opportunities. Int. J. Sustain. Eng. 2019, 12, 212–220. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and Bonding Mechanisms of Plant Fibre Composites: An Overview. Compos. Part. B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef] [Green Version]
- Zabihzadeh, S.M.; Ebrahimi, G.; Enayati, A.A. Effect of compatibilizer on mechanical, morphological, and thermal properties of chemimechanical pulp-reinforced PP composites. J. Compos. Mater. 2011, 24, 221–231. [Google Scholar] [CrossRef]
- Schirp, A.; Mannheim, M.; Plinke, B. Influence of refiner fibre quality and fibre modification treatments on properties of injection-moulded beech wood-plastic composites. Compos. Part. A Appl. Sci. Manuf. 2014, 61, 245–257. [Google Scholar] [CrossRef]
- Del Rey, R.; Serrat, R.; Alba, J.; Perez, I.; Mutje, P.; Espinach, F.X. Effect of sodium hydroxide treatments on the tensile strength and the interphase quality of hemp core fiber-reinforced polypropylene composites. Polymers 2017, 9, 377. [Google Scholar] [CrossRef] [Green Version]
- Reixach, R.; Franco-Marquès, E.; El Mansouri, N.-E.; de Cartagena, F.R.; Arbat, G.; Espinach, F.X.; Mutjé, P. Micromechanics of Mechanical, Thermomechanical, and Chemi-Thermomechanical Pulp from Orange Tree Pruning as Polypropylene Reinforcement: A Comparative Study. Bioresources 2013, 8, 3231–3246. [Google Scholar] [CrossRef] [Green Version]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part. A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Granda, L.A.; Espinach, F.; Méndez, J.A.; Vilaseca, F.; Delgado-Aguilar, M.; Mutjé, P. Semichemical fibres of Leucaena collinsii reinforced polypropylene: Flexural characterisation, impact behaviour and water uptake properties. Compos. Part. B Eng. 2016, 97, 176–182. [Google Scholar] [CrossRef]
- Reixach, R.; Espinach, F.X.; Arbat, G.; Julián, F.; Delgado-Aguilar, M.; Puig, J.; Mutjé, P. Tensile properties of polypropylene composites reinforced with mechanical, thermomechanical, and chemi-thermomechanical pulps from orange pruning. BioResources 2015, 10, 4544–4556. [Google Scholar] [CrossRef] [Green Version]
- Vallejos, M.E.; Espinach, F.X.; Julian, F.; Torres, L.; Vilaseca, F.; Mutje, P. Micromechanics of hemp strands in polypropylene composites. Compos. Sci. Technol. 2012, 72, 1209–1213. [Google Scholar] [CrossRef]
- Tarrés, Q.; Vilaseca, F.; Herrera-Franco, P.J.; Espinach, F.X.; Delgado-Aguilar, M.; Mutjé, P. Interface and micromechanical characterization of tensile strength of bio-based composites from polypropylene and henequen strands. Ind. Crop. Prod. 2019, 132, 319–326. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Granda, L.A.; Espinach, F.X.; Méndez, J.A.; Julian, F.; Mutjé, P. Tensile properties and micromechanical analysis of stone groundwood from softwood reinforced bio-based polyamide11 composites. Compos. Sci. Technol. 2016, 132, 123–130. [Google Scholar] [CrossRef]
- Revol, B.P.; Thomassey, M.; Ruch, F.; Bouquey, M.; Nardin, M. Single fibre model composite: Interfacial shear strength measurements between reactive polyamide-6 and cellulosic or glass fibres by microdroplet pullout test. Compos. Sci. Technol. 2017, 148, 9–19. [Google Scholar] [CrossRef]
- Mészáros, L.; Deák, T.; Balogh, G.; Czvikovszky, T.; Czigány, T. Preparation and mechanical properties of injection moulded polyamide 6 matrix hybrid nanocomposite. Compos. Sci. Technol. 2013, 75, 22–27. [Google Scholar] [CrossRef]
- Tjong, S.C.; Xu, S.A.; Kwok-Yiu Li, R.; Mai, Y.W. Short glass fiber-reinforced polyamide 6,6 composites toughened with maleated SEBS. Compos. Sci. Technol. 2002, 62, 2017–2027. [Google Scholar] [CrossRef]
- Wu, S.H.; Wang, F.Y.; Ma, C.C.M.; Chang, W.C.; Kuo, C.T.; Kuan, H.C.; Chen, W.J. Mechanical, thermal and morphological properties of glass fiber and carbon fiber reinforced polyamide-6 and polyamide-6/clay nanocomposites. Mater. Lett. 2001, 49, 327–333. [Google Scholar] [CrossRef]
- Wakabayashi, K.; Vancoillie, S.H.E.; Assfaw, M.G.; Choi, D.H.; Desplentere, F.; Van Vuure, A.W. Low-temperature compounding of flax fibers with polyamide 6 via solid-state shear pulverization: Towards viable natural fiber composites with engineering thermoplastics. Polym. Compos. 2019, 40, 3285–3295. [Google Scholar] [CrossRef]
- Annandarajah, C.; Langhorst, A.; Kiziltas, A.; Grewell, D.; Mielewski, D.; Montazami, R. Hybrid cellulose-glass fiber composites for automotive applications. Materials 2019, 12, 3189. [Google Scholar] [CrossRef] [Green Version]
- Elsabbagh, A.; Steuernagel, L.; Ring, J. Natural Fibre/PA6 composites with flame retardance properties: Extrusions and characterisation. Compos. Part. B Eng. 2017, 108, 325–333. [Google Scholar] [CrossRef]
- Peng, Y.; Gardner, D.J.; Han, Y. Characterization of mechanical and morphological properties of cellulose reinforced polyamide 6 composites. Cellulose 2015, 22, 3199–3215. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; Tarrés, Q.; Marques, M.D.F.V.; Espinach, F.X.; Julián, F.; Mutjé, P.; Vilaseca, F. Explorative Study on the Use of Curauá Reinforced Polypropylene Composites for the Automotive Industry. Materials 2019, 12, 4185. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tarrés, Q.; Ehman, N.V.; Evangelina, M.; Area, M.C.; Delgado-aguilar, M.; Mutjé, P. Lignocellulosic nanofibers from triticale straw: The influence of hemicelluloses and lignin in their production and properties. Carbohydr. Polym. 2017, 163, 20–27. [Google Scholar] [CrossRef] [PubMed]
- Hausser, N.; Marinkovic, S.; Estrine, B. Improved sulfuric acid decrystallization of wheat straw to obtain high yield carbohydrates. Cellulose 2011, 18, 1521–1525. [Google Scholar] [CrossRef]
- Espinach, F.X.; Granda, L.A.; Tarrés, Q.; Duran, J.; Fullana-I.-Palmer, P.; Mutjé, P. Mechanical and micromechanical tensile strength of eucalyptus bleached fi bers reinforced polyoxymethylene composites. Compos. Part B Eng. 2016, 116, 333–339. [Google Scholar] [CrossRef]
- Theng, D.; El Mansouri, N.E.; Arbat, G.; Ngo, B.; Delgado-Aguilar, M.; Pèlach, M.À.; Fullana-i-Palmer, P.; Mutjé, P. Fiberboards made from corn stalk thermomechanical pulp and kraft lignin as a green adhesive. BioResources 2017, 12, 2379–2393. [Google Scholar] [CrossRef] [Green Version]
- Lau, K.T.; Hung, P.Y.; Zhu, M.H.; Hui, D. Properties of natural fibre composites for structural engineering applications. Compos. Part B Eng. 2018, 136, 222–233. [Google Scholar] [CrossRef]
- Cao, Y.; Wang, W.; Wang, Q.; Wang, H. Application of mechanical models to flax fiber /wood fiber/ plastic composites. BioResources 2013, 8, 3276–3288. [Google Scholar] [CrossRef]
- Beckermann, G.W.; Pickering, K.L. Engineering and evaluation of hemp fibre reinforced polypropylene composites: Micro-mechanics and strength prediction modelling. Compos. Part. A Appl. Sci. Manuf. 2009, 40, 210–217. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, W.R. Tensile properties of fibre-reinforced metals-copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Bowyer, W.H.; Bader, H.G. On the reinforcement of thermoplastics by imperfectly aligned discontinuous fibres. J. Mater. Sci. 1972, 7, 1315–1321. [Google Scholar] [CrossRef]
- Li, Y.; Pickering, K.L.; Farrell, R.L. Determination of interfacial shear strength of white rot fungi treated hemp fibre reinforced polypropylene. Compos. Sci. Technol. 2009, 69, 1165–1171. [Google Scholar] [CrossRef]
- Kalaprasad, G.; Joseph, K.; Thomas, S.; Pavithran, C. Theoretical modelling of tensile properties of short sisal fibre-reinforced low-density polyethylene composites. J. Mater. Sci. 1997, 32, 4261–4267. [Google Scholar] [CrossRef]
- Syverud, K.; Chinga-Carrasco, G.; Toledo, J.; Toledo, P.G. A comparative study of Eucalyptus and Pinus radiata pulp fibres as raw materials for production of cellulose nanofibrils. Carbohydr. Polym. 2011, 84, 1033–1038. [Google Scholar] [CrossRef]
- Savetlana, S.; Mulvaney-Johnson, L.; Gough, T.; Kelly, A. Properties of nylon-6-based composite reinforced with coconut shell particles and empty fruit bunch fibres. Plast. Rubber Compos. 2018, 47, 77–86. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. Thermally Stable Pyrolytic Biocarbon as an Effective and Sustainable Reinforcing Filler for Polyamide Bio-composites Fabrication. J. Polym. Environ. 2018, 26, 3574–3589. [Google Scholar] [CrossRef]
- Araujo, J.R.; Adamo, C.B.; Costa e Silva, M.V.; De Paoli, M.-A. Antistatic-Reinforced Biocomposites of Polyamide-6 and Polyaniline-Coated Curauá Fibers prepared ona Pilot Plant Scale. Polym. Compos. 2013, 34, 1081–1090. [Google Scholar] [CrossRef]
- Tasdemir, M.; Akalin, M.; Kocak, D.; Usta, I.; Merdan, N. Investigation of properties of polymer/textile fiber composites. Int. J. Polym. Mater. Polym. Biomater. 2010, 59, 200–214. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Méndez, J.A.; Reixach, R.; Espinach, F.X.; Ardanuy, M.; Mutjé, P. Towards More Sustainable Material Formulations: A Comparative Assessment of PA11-SGW Flexural Performance versus Oil-Based Composites. Polymers 2018, 10, 440. [Google Scholar] [CrossRef] [Green Version]
- Santos, P.A.; Spinacé, M.A.S.; Fermoselli, K.K.G.; De Paoli, M.A. Polyamide-6/vegetal fiber composite prepared by extrusion and injection molding. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2404–2411. [Google Scholar] [CrossRef]
- Kuram, E. Micro-milling of unreinforced and reinforced polypropylene. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 87–98. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Jaszkiewicz, A.; Scherzer, D. Mechanical properties of PLA composites with man-made cellulose and abaca fibres. Compos. Part A Appl. Sci. Manuf. 2009, 40, 404–412. [Google Scholar] [CrossRef]
- Prambauer, M.; Paulik, C.; Burgstaller, C. Interlaminar interaction in paper thermoplastic laminate composites. IOP Conf. Ser. Mater. Sci. Eng. 2016, 139. [Google Scholar] [CrossRef] [Green Version]
- López, J.P.; Méndez, J.A.; Espinach, F.X.; Julián, F.; Mutjé, P.; Vilaseca, F. Tensile strength characteristics of polypropylene composites reinforced with stone groundwood fibers from softwood. BioResource 2012, 7, 3188–3200. [Google Scholar] [CrossRef]
- Granda, L.A.; Espinach, F.X.; Mendez, J.A.; Tresserras, J.; Delgado-Aguilar, M.; Mutje, P. Semichemical fi bres of Leucaena collinsii reinforced polypropylene composites: Young’s modulus analysis and fi bre diameter effect on the stiffness. Compos. Part B 2016, 92, 332–337. [Google Scholar] [CrossRef]
- Kashani Rahimi, S.; Otaigbe, J.U. Natural cellulose fiber-reinforced polyamide 6 thermoplastic composites prepared via in situ anionic ring-opening polymerization. Polym. Compos. 2019, 40, 1104–1116. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Voorwald, H.J.C.; Cioffi, M.O.H.; da Silva, M.L.C.P.; da Cruz, T.G.; Saron, C. Sugarcane bagasse cellulose/HDPE composites obtained by extrusion. Compos. Sci. Technol. 2009, 69, 214–219. [Google Scholar] [CrossRef]
- Bourmaud, A.; Baley, C. Investigations on the recycling of hemp and sisal fibre reinforced polypropylene composites. Polym. Degrad. Stab. 2007, 92, 1034–1045. [Google Scholar] [CrossRef]
- Karmaker, A.C.; Youngquist, J.A. Injection Molding of Polypropylene Reinforced with Short Jute Fibers. J. Appl. Polym. Sci. 1996, 62, 1147–1151. [Google Scholar] [CrossRef]
- Alves Fidelis, M.E.; Pereira, T.V.C.; Gomes, O.D.F.M.; De Andrade Silva, F.; Toledo Filho, R.D. The effect of fiber morphology on the tensile strength of natural fibers. J. Mater. Res. Technol. 2013, 2, 149–157. [Google Scholar] [CrossRef] [Green Version]
- Bayer, R.J. Valoración de materiales compuestos de HDPE reforzados con fibras de Agave sisalana. Aproximación a un paradigma de geometría fractal para las fibras. Ph.D. Thesis, Universitat de Girona, Girona, Spain, 2013. [Google Scholar]
- Shah, D.U.; Nag, R.K.; Clifford, M.J. Why do we observe significant differences between measured and ‘back-calculated’ properties of natural fibres. Cellulose 2016, 23, 1481–1490. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BHF (wt%) | Vf (-) | (MPa) | (MPa) | (%) | (GPa) |
|---|---|---|---|---|---|
| 0 | 0 | 69.70 ± 0.86 | 69.70 | 11.38 ± 0.13 | 3.37 ± 0.21 |
| 10 | 0.077 | 78.25 ± 0.94 | 67.65 | 7.21 ± 0.12 | 4.33 ± 0.09 |
| 20 | 0.158 | 88.77 ± 0.46 | 64.87 | 5.77 ± 0.37 | 5.36 ± 0.11 |
| 30 | 0.244 | 98.42 ± 1.27 | 59.29 | 4.45 ± 0.26 | 6.69 ± 0.23 |
| BHF (wt %) | Vf (-) | (µm) | (µm) | (µm) | (µm) | (-) |
|---|---|---|---|---|---|---|
| 0 | 0 | 311.56 | 748.32 | 1336.1 | 22.3 | 59.91 |
| 10 | 0.077 | 196.76 | 332.52 | 563.5 | 21.7 | 25.97 |
| 20 | 0.158 | 193.07 | 323.57 | 534.2 | 21.4 | 24.96 |
| 30 | 0.244 | 188.79 | 304.57 | 498.2 | 19.2 | 25.95 |
| Reinforcement weight content (%) | 10 | 20 | 30 |
| Reinforcement Volume fraction | 0.077 | 0.158 | 0.244 |
| Fiber modulus (GPa) | 30.45 | 30.45 | 30.45 |
| Elongation at break (%) | 7.21 | 5.77 | 4.45 |
| Strain level 1 analyzed (%) | 2.38 | 1.90 | 1.48 |
| Strain level 2 analyzed (%) | 4.76 | 3.81 | 2.97 |
| Composite stress at strain level 1 (MPa) | 54.15 | 50.20 | 49.60 |
| Composite stress at strain level 2 (MPa) | 78.28 | 83.30 | 83.50 |
| Matrix stress at break (MPa) | 68.90 | 69.30 | 69.30 |
| Matrix stress at strain level 1 (MPa) | 46.46 | 38.11 | 30.60 |
| Matrix stress at strain level 2 (MPa) | 67.40 | 66.38 | 55.99 |
| Reinforcement weight content (%) | 10 | 20 | 30 |
| Orientation factor χ1 | 0.30 | 0.30 | 0.28 |
| Interfacial shear strength τ (MPa) | 33.0 | 38.2 | 40.0 |
| Critical length (μm) | 354 | 309 | 283 |
| Intrinsic tensile strength σtf (MPa) | 1051 | 1101 | 1178 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alonso-Montemayor, F.J.; Tarrés, Q.; Oliver-Ortega, H.; Espinach, F.X.; Narro-Céspedes, R.I.; Castañeda-Facio, A.O.; Delgado-Aguilar, M. Enhancing the Mechanical Performance of Bleached Hemp Fibers Reinforced Polyamide 6 Composites: A Competitive Alternative to Commodity Composites. Polymers 2020, 12, 1041. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12051041
Alonso-Montemayor FJ, Tarrés Q, Oliver-Ortega H, Espinach FX, Narro-Céspedes RI, Castañeda-Facio AO, Delgado-Aguilar M. Enhancing the Mechanical Performance of Bleached Hemp Fibers Reinforced Polyamide 6 Composites: A Competitive Alternative to Commodity Composites. Polymers. 2020; 12(5):1041. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12051041
Chicago/Turabian StyleAlonso-Montemayor, Francisco J., Quim Tarrés, Helena Oliver-Ortega, F. Xavier Espinach, Rosa Idalia Narro-Céspedes, Adali O. Castañeda-Facio, and Marc Delgado-Aguilar. 2020. "Enhancing the Mechanical Performance of Bleached Hemp Fibers Reinforced Polyamide 6 Composites: A Competitive Alternative to Commodity Composites" Polymers 12, no. 5: 1041. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12051041