A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement



Abstract
:1. Introduction
2. Used Materials and Equipment
2.1. Making the Samples
- we have mixed a volume ratio of 50%, 60% and respectively 70% of liquid Dammar with 50%, 40% and respectively 30% epoxy resin of Resoltech type 1050 and the associated hardener of Resoltech 1055 type;
- in the end, to increase the volume ratio of Dammar from the obtained resins (and to increase the viscosity and implicitly to reduce the hardening time), we have added 10% Dammar powder of the total volume and we have mixed until homogenization.
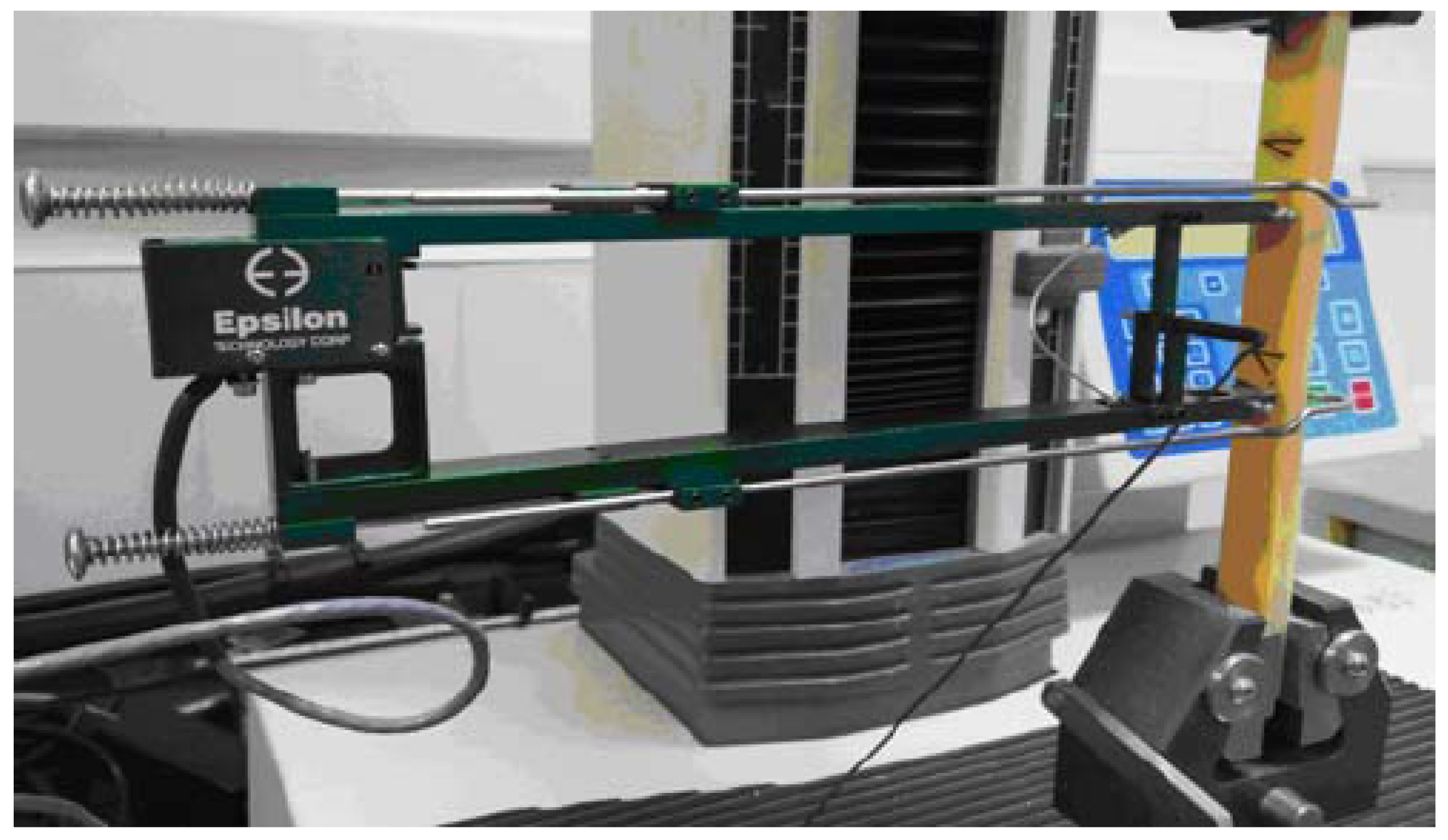
2.2. Devices Used for Tests
3. Results
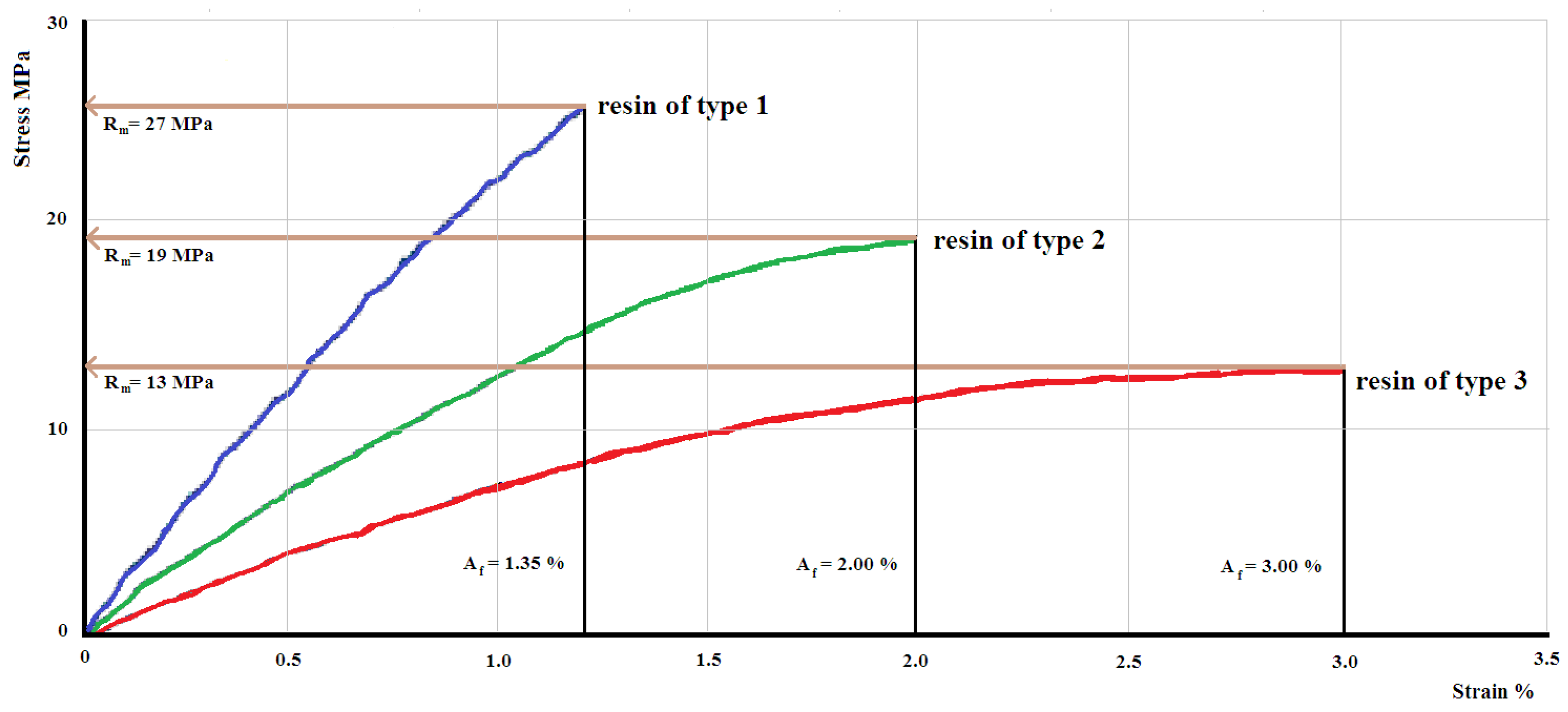
3.1. Experimental Results for the Studied Hybrid Resin
- Ketene cumulated double bonds , which are substance with cumulated carbonyl and carbon–carbon double bonds;
- nitrogen double bond, known as Nitrite ion () and which contains nitrogen in a relatively unstable oxidation condition.
- -
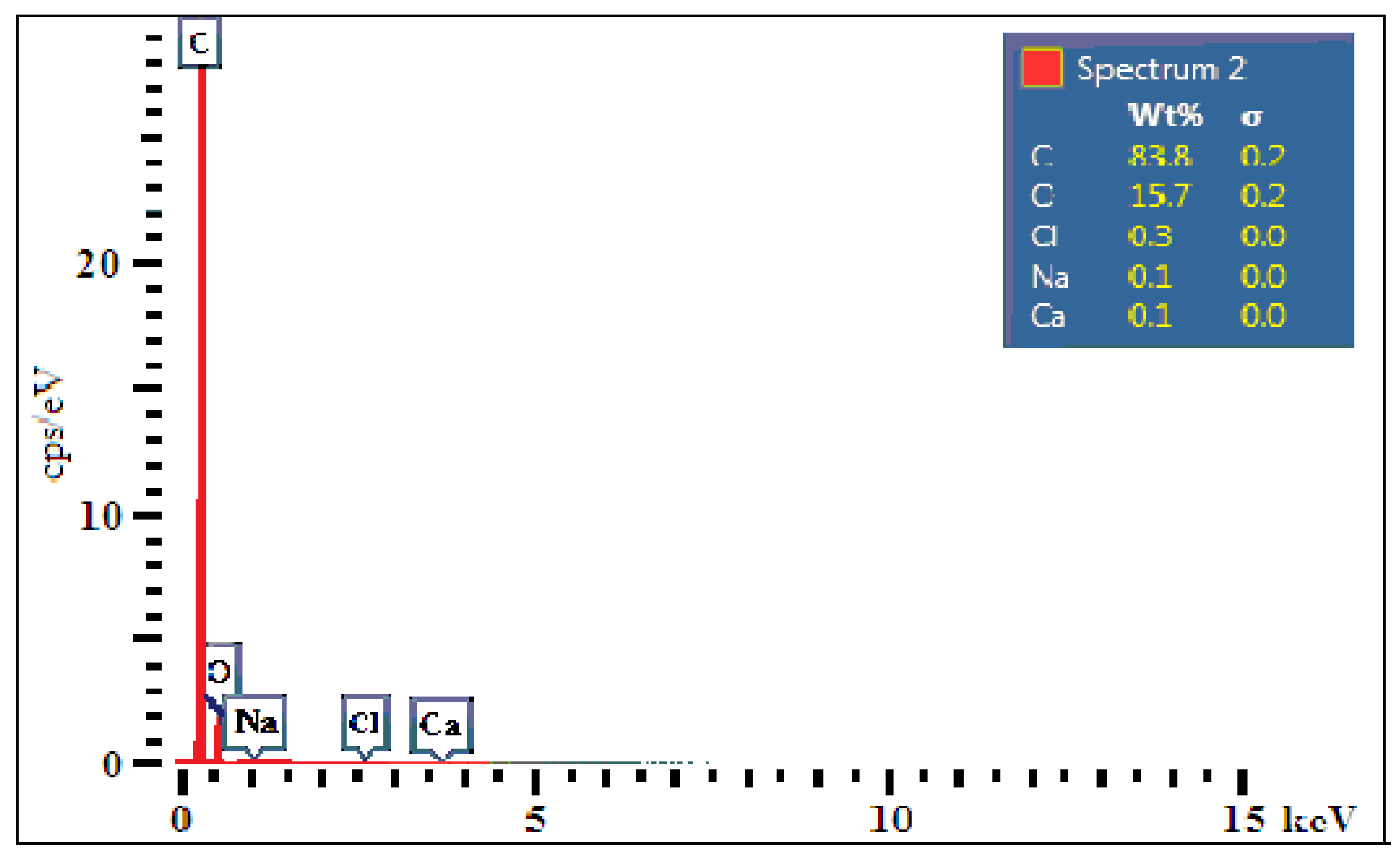
- for Carbon, a decrease in the Atomic Concentration and the Weight Concentration is registered as the volume ratio of Dammar increases;
- -
- for Oxygen, an increase in the Atomic Concentration and the Weight Concentration is registered as the volume ratio of Dammar increases.
3.2. Experimental Results for the Studied Composite Materials
4. Discussion
- -
- for composite with matrix of resin of type 1;
- -
- for composite with matrix of resin of type 2;
- -
- for composite with matrix of resin of type 3.
- -
- for composite with matrix of resin of type 1;
- -
- for composite with matrix of resin of type 2;
- -
- for composite with matrix of resin of type 3.
- -
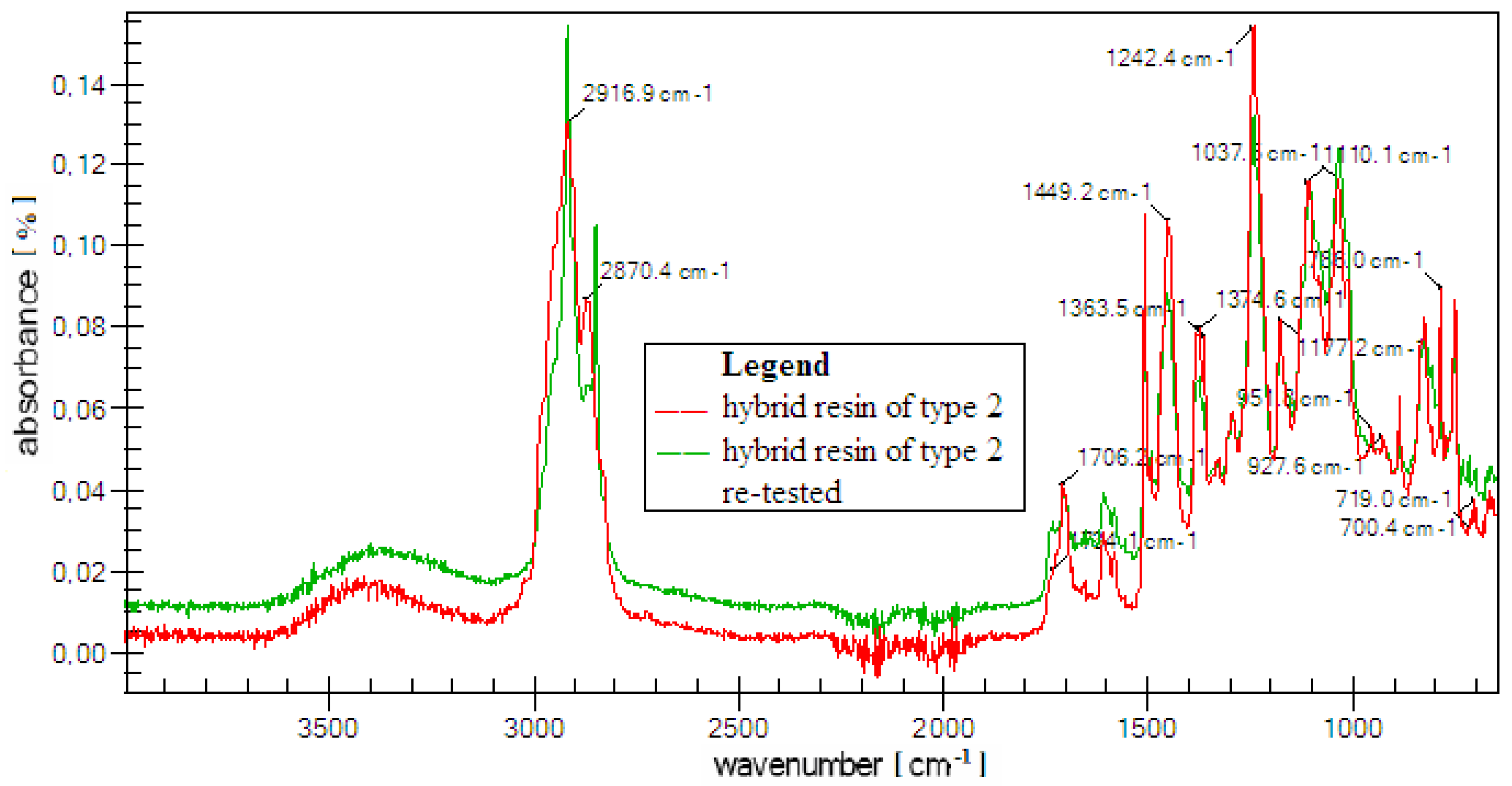
- 2916–2870 cm the elongation of aromatic and aliphatic bonds takes place (saturated systems of alkane type);
- -
- 1450 cm the elongation of aromatic bonds takes place (indicates the presence of methylene groups );
- -
- 1242 cm the elongation of bonds of ethers and esters takes place;
- -
- 750 cm indicates the presence of some strong bonds of type.
5. Conclusions
- for hybrid resins the modulus of elasticity and breaking strength decrease, and the elongation at break increases with increasing volume ratio of Dammar;
- for composite materials both the modulus of elasticity, the breaking strength and the elongation at break decrease with increasing volume ratio of Dammar;
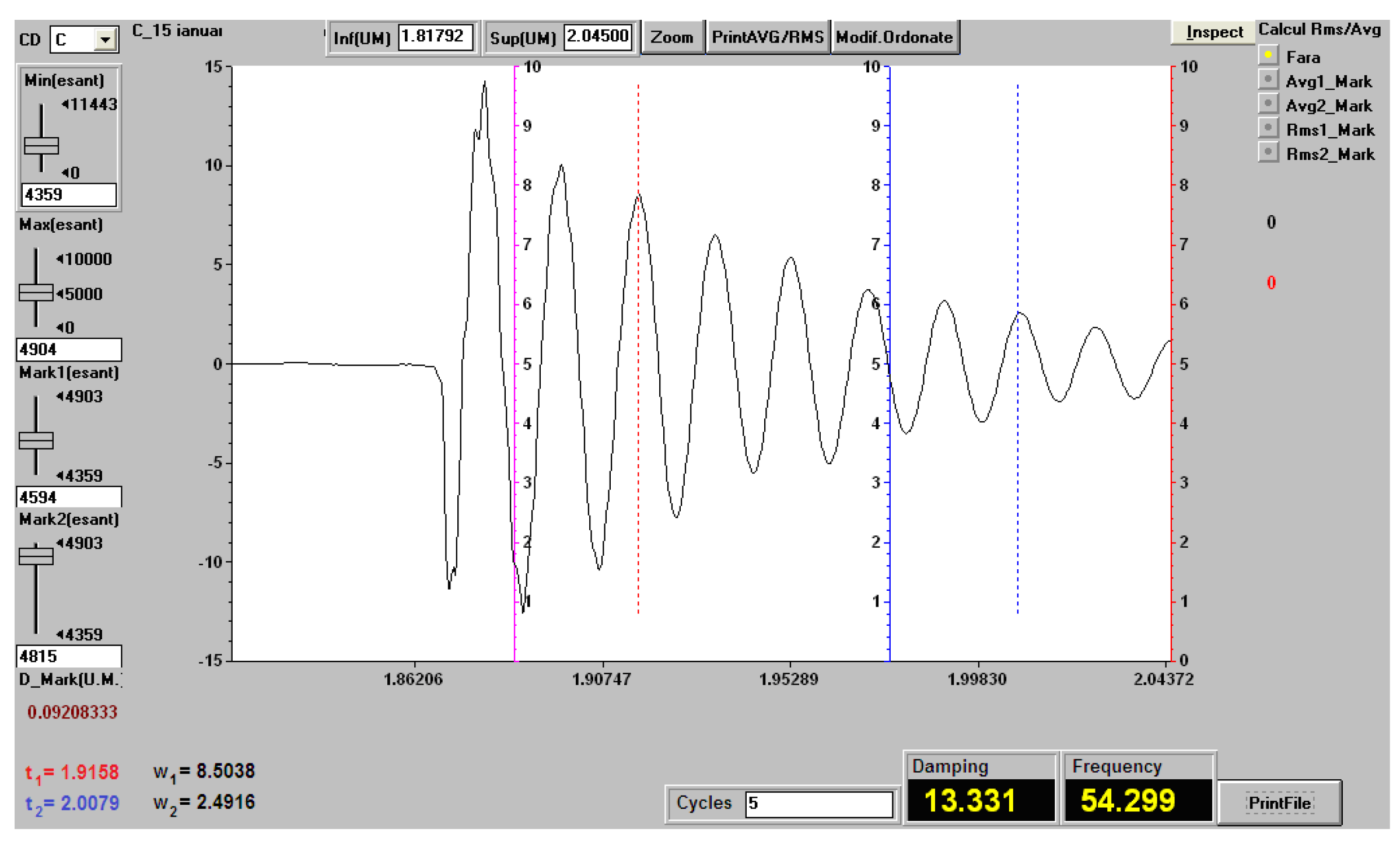
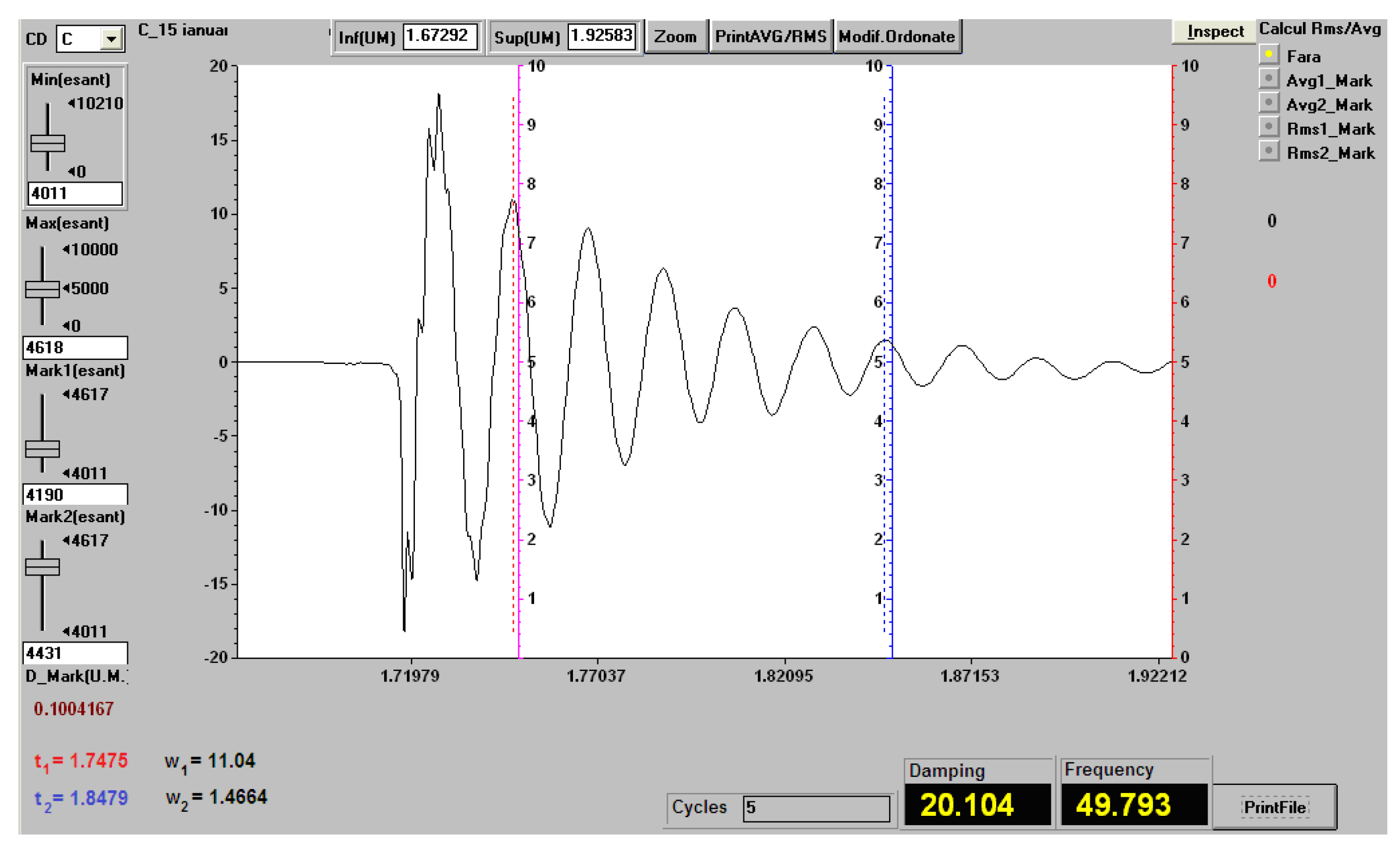
- the studied composite materials have good vibration damping properties; the loss factor increases with increasing volume ratio of Dammar;
- composites reinforced with the first type of flax fabric have better mechanical properties than composites reinforced with the second type of fabric, but have lower damping properties;
- for all studied composites the damping factor is inversely proportional to the square of the bar length; this corresponds to an energy loss mechanism in which the damping force is proportional to the bending speed of the bar.
- -
- aeronautics for manufacturing some fuselage elements or movable empennage elements, flaps, and so on;
- -
- construction of vehicles for manufacturing some bodywork elements, such as wings, doors, and so on;
- -
- civil and industrial engineering for manufacturing some component elements of formworks as substitute for composite materials manufactured of synthetic components.
Author Contributions
Funding
Conflicts of Interest
References
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibers, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276–277, 1–24. [Google Scholar] [CrossRef]
- Shogren, R.L.; Petrovic, Z.; Liu, Z.S.; Erhan, S.Z. Biodegradation behavior of some vegetable oil-based polymers. J. Polym. Environ. 2004, 12, 173–178. [Google Scholar] [CrossRef]
- Uyama, H.; Kuwabara, M.; Tsujimoto, T.; Kobayashi, S. Enzymatic synthesis and curing of biodegradable epoxide-containing polyesters from renewable resources. Biomacromolecules 2003, 4, 211–215. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, T.L. Natural Fibers, Biopolymers and Bocomposites; CRC Press Taylor & Francis: London, UK, 2005; 896 p. [Google Scholar]
- Kanehashi, S.; Oyagi, H.; Lu, R.; Miyakoshi, T. Developement of bio-based hybrid resin, from natural lacquer. Prog. Org. Coat. 2014, 77, 24–29. [Google Scholar] [CrossRef]
- Ishimura, T.; Lu, R.; Yamasaki, K.; Miyakoshi, T. Development of an eco-friendly hybrid lacquer based on kurome lacquer sap. Prog. Org. Coat. 2010, 69, 12–15. [Google Scholar] [CrossRef]
- Drisko, G.L.; Sanchez, C. Hybridization in materials science-evolution, current state, and future aspirations. Eur. J. Inorg. Chem. 2012, 32, 5097–5105. [Google Scholar] [CrossRef]
- Scalarone, D.; Duursma, M.C.; Boon, J.J.; Chiantore, O. MALDI-TOF mass spectrometry on cellulosic surfaces of fresh and photo-aged di- and triterpenoid varnish resins. J. Mass Spectrom. 2005, 40, 1527–1535. [Google Scholar] [CrossRef]
- Echard, J.P.; Benoit, C.; Peris-Vicente, J.; Malecki, V.; Gimeno-Adelantado, J.V.; Vaiedelich, S. Gas chromatography/mass spectrometry characterization of historical varnishes of ancient Italian lutes and violin. Anal. Chim. Acta 2007, 584, 172–180. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S.; Crerar, W.J. The influence of fiber content on properties of injection molded flax fiber-HDPE biocomposites. In Proceedings of the CSBE/SCGAB 2006 Annual Conference, Edmonton, AL, Canada, 16–19 July 2006. [Google Scholar]
- Oksman, K. Mechanical properties of natural fibre mat reinforced thermoplastic. Appl. Compos. Mater. 2000, 7, 403–414. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Kumaran, M.G.; Thomas, S. Water sorption in oil palm fiber reinforced phenol formaldehyde composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 763–777. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Thomas, S. Effect of fibre surface modification on watersorption characteristics of oil palm fibres. Compos. Sci. Technol. 2003, 63, 861–869. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N. Crashworthiness characteristics of flax fibre reinforced epoxy tubes for energy absorption application. Mater. Des. 2013, 51, 629–640. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Lateral crushing of empty and polyurethane-foam filled natural flax fabric reinforced epoxy composite tubes. Compos. Part B Eng. 2014, 63, 15–26. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N. Natural FRP tube confined fibre reinforced concrete under pure axial compression: A comparison with glass/carbon FRP. Thin-Walled Struct. 2014, 82, 159–169. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Effect of triggering and polyurethane foam-filler on axial crushing of natural flax/epoxy composite tubes. Mater. Des. 2014, 56, 528–541. [Google Scholar] [CrossRef]
- Yan, L.; Su, S.; Chouw, N. Microstructure, flexural properties and durability of coir fibre reinforced concrete beams externally strengthened with flax FRP composites. Compos. Part B Eng. 2015, 80, 343–354. [Google Scholar] [CrossRef]
- Hidayat, A.T.; Farabi, K.; Harneti, D.; Maharani, R.; Mayanti, T.; Setiawan, A.S.; Supratman, U.; Shiono, Y. Cytotoxicity and structure activity relationship of Dammarane-type triterpenoids from the bark of aglaia elliptica against P-388 murine leukemia cells. Nat. Prod. Sci. 2017, 23, 291–298. [Google Scholar] [CrossRef] [Green Version]
- Ukiya, M.; Kikuchi, T.; Tokunda, H.; Tabata, K.; Kimura, Y.; Arai, T.; Ezaki, Y.; Oseto, O.; Suzuki, T.; Akihisa, T. Antitumor-promoting effects and cytotoxic activities of Dammar resin triterpenoids and their derivatives. Chem. Biodivers. 2010, 7, 1871–1884. [Google Scholar] [CrossRef]
- Jhala, A.J.; Hall, L.M. Flax (Linum usitatissimum L.): Current uses and future applications. Aust. J. Basic Appl. Sci. 2010, 4, 4304–4312. [Google Scholar]
- Kymäläinen, H.R.; Sjöberg, A.M. Flax and hemp fibers as raw materials for thermal insulations. Build. Environ. 2008, 43, 1261–1269. [Google Scholar] [CrossRef]
- Korniejenko, K.; Łach, M.; Hebdowska-Krupa, M.; Mikuła, J. The mechanical properties of flax and hemp fibers reinforced geopolymer composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 379, 012023. [Google Scholar] [CrossRef]
- Sumaiya, S. Fabrication and property evaluation of hemp-flax fiber reinforced hybrid composite. Chem. Mat. Eng. 2019, 7, 17–23. [Google Scholar]
- Van de Weyenberg, I.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Compos. Sci. Technol. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Truong, T.C.; Vangrimde, B.; Verpoest, I. Improving the properties of UD flax fibre reinforced composites by applying an alkaline fibre treatment. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1368–1376. [Google Scholar] [CrossRef]
- Wu, C.M.; Lai, W.Y.; Wang, C.Y. Effects of surface modification on the mechanical properties of flax/β-Polypropylene composites. Materials 2016, 9, 314. [Google Scholar] [CrossRef] [Green Version]
- Mazzanti, V.; Pariante, R.; Bonanno, A.; de Ruiz Ballesteros, O.; Mollica, F.; Filippone, G. Reinforcing mechanisms of natural fibers in green composites: Role of fibers morphology in a PLA/hemp model system. Compos. Sci. Technol. 2019, 180, 51–59. [Google Scholar] [CrossRef]
- Huang, X.; Netravali, A. Characterization of flax fiber reinforced soy protein resin based green composites modified with nano-clay particles. Compos. Sci. Technol. 2007, 67, 2005–2014. [Google Scholar] [CrossRef]
- Adekunle, K.; Cho, S.; Ketzscher, R.; Skrifvars, M. Mechanical properties of natural fiber hybrid composites based on renewable thermoset resins derived from soybean oil, for use in technical applications. J. Appl. Polym. Sci. 2012, 124, 4530–4541. [Google Scholar] [CrossRef]
- Adekunle, K.; Cho, S.; Patzelt, C.; Blomfeldt, T.; Skrifvars, M. Impact and flexural properties of flax fabrics and Lyocell fiber-reinforced bio-based thermoset. J. Reinf. Plast. Compos. 2011, 30, 685–697. [Google Scholar] [CrossRef] [Green Version]
- Lincoln, J.D.; Shapiro, A.A.; Earthman, J.C.; Saphores, J.M.; Ogunseitan, O.A. Design and evaluation of bioepoxy-flax composites for printed circuit boards. IEEE Transac. Electron. Packag. Manuf. 2008, 31, 211–220. [Google Scholar] [CrossRef]
- Berger, C.; Bledzki, A.K.; Heim, H.; Böttcher, A. Fiber-reinforced epoxy composites made from renewable resources. In Proceedings of the 2011 International SAMPE Technical Conference, Fort Worth, TX, USA, 18–19 October 2011. [Google Scholar]
- Felline, F.; Pappada, S.; Gennaro, R.; Passaro, A. Resin transfer moulding of composite panels with bio-based resins. SAMPE J. 2013, 49, 20–24. [Google Scholar]
- Avril, C.; Bailly, P.A.; Njuguna, J.; Nassiopoulos, E.; de Larminat, A. Development of flax-reinforced bio-composites for high-load bearing automotive parts. In Proceedings of the European Conference on Composite Materials (ECCM), Venice, Italy, 24–28 June 2012. [Google Scholar]
- Fan, J.; Nassiopoulos, E.; Brighton, J.; de Larminat, A.; Njuguna, J. New structural biocomposites for car applications. In Proceedings of the Society of Plastics Engineers-EUROTEC 2011 Conference, Barcelona, Spain, 14–15 November 2011. [Google Scholar]
- Zhu, J.; Abhyankar, H.; Nassiopoulos, E.; Njuguna, J. Tannin-based flax fiber reinforced composites for structural applications in vehicles. IOP Conf. Ser. Mater. Sci. Eng. 2012, 40, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Pizzi, A.; Kueny, R.; Lecoanet, F.; Massetau, B.; Carpentier, D.; Krebs, A.; Loiseau, F.; Molina, S.; Ragoubi, M. High resin content natural matrix-natural fiber biocomposites. Ind. Crops Prod. 2009, 30, 235–240. [Google Scholar] [CrossRef]
- Zhu, J.; Njuguna, J.; Abhyankar, H.; Zhu, H.; Perreux, D.; Thiebaud, F.; Chapelle, D.; Pizzi, A.; Sauget, A.; de Larminat, A.; et al. Effect of fiber configurations on mechanical properties of flax/tannin composites. Ind. Crop. Prod. 2013, 50, 68–76. [Google Scholar] [CrossRef]
- Sharma, P.; Mittal, H.; Jindal, R.; Jindal, D.; Alhassan, S.M. Sustained delivery of atenolol drug using gum Dammar crosslinked polyacrylamide and zirconium based biodegradable hydrogel composites. Collid Surf. A 2019, 562, 136–145. [Google Scholar] [CrossRef]
- Sharma, P.; Jindal, R.; Maiti, M.; Jana, A.K. Novel organic-inorganic composite material as a cation exchanger from a triterpenoidal system of dammar gum: Synthesis, characterization and application. Iran Polym. J. 2016, 25, 671–685. [Google Scholar] [CrossRef]
- Sharma, P.; Jindal, R.; Maiti, M. Studies on gum Dammar based composite ion exchanger and their characterization. Polym. Bull. 2018, 75, 1365–1385. [Google Scholar] [CrossRef]
- Sharma, P.; Jindal, R. Gum Dammar and poly(acrylamide)-based hydrogels and zirconium-based organic-inorganic hybrid materials for controlled drug delivery and their biodegradation studies. Polym. Bull. 2018, 75, 4175–4190. [Google Scholar] [CrossRef]
- Pethe, A.M.; Joshi, S.B. Physicomedical, mechanical and film forming studies of novel biomaterial. Int. J. Pharm. Sci. Res. 2013, 4, 2761–2769. [Google Scholar]
- Zakaria, R.; Ahmad, A.H. Adhesion and hardness evaluation of modified silicone-Dammar as natural coating materials. Am. J. Appl. Sci. 2012, 9, 890–893. [Google Scholar] [CrossRef] [Green Version]
- Zakaria, R.; Ahmad, A.H. The performance of modified silicone-Dammar resin in nanoindentation test. Int. J. Adv. Sci. Technol. 2012, 42, 33–44. [Google Scholar]
- Stănescu, M.M.; Bolcu, D. A study of some mechanical properties of a category of composites with a hybrid matrix and natural reinforcements. Polymers 2019, 11, 478. [Google Scholar] [CrossRef] [Green Version]
- Bolcu, D.; Stănescu, M.M. The influence of non uniformities on the mechanical behavior of hemp-reinforced composite materials with a Dammar matrix. Materials 2019, 12, 1232. [Google Scholar] [CrossRef] [Green Version]
- S.C. VITAL NET MED S.R.L., Bucharest, Romania. Available online: www.foitadeaur.ro/rasini.htm (accessed on 3 February 2020).
- S.C. DINATEX S.R.L., Falticeni, Suceava, Romania. Available online: http://dinatex.3x.ro/ (accessed on 18 January 2020).
- Resoltech 1050, Hardeners 1053 to 1059. Structural Lamination Epoxy System. Available online: www.scabro.com/images/.../1/.../Resoltech%201050/DS-1050.pdf (accessed on 3 February 2020).
- ASTM D3039, Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/Standards/D3039 (accessed on 3 February 2020).
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polimer composite: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Ho, M.P.; Wang, H.; Lee, J.H.; Ho, C.K.; Lau, K.T.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- LLOYD LRX PLUS SERIES, Materials Testing Machine. Available online: http://www.elis.it/lloyd-pdf/LRXPlus.pdf (accessed on 3 February 2020).
- ASTM E168, Standard Practices for General Techniques of Infrared Quantitative Analysis. Available online: https://www.astm.org/Standards/E168.htm (accessed on 3 February 2020).
- ASTM E1252, Standard Practice for General Techniques for Obtaining Infrared Spectra for Qualitative Analysis. Available online: https://www.astm.org/Standards/E1252.htm (accessed on 3 February 2020).
- IdentifyIR (FT-IR Analysis System). Technical Information. Available online: http://www.betatekinc.com/pdf/smiths_detection_identifyir.pdf (accessed on 3 February 2020).
- Hitachi Model S-3400N (Type II), PC-Based Variable Pressure Scanning Electron Microscope. Available online: www.ntnu.edu/documents/140082/1269041159/S-3400NSpecifications.pdf/6b94c26f-a9d4-4f36-82b3-7e9eb3603922 (accessed on 3 February 2020).
- ASTM E1508, Standard Guide for Quantitative Analysis by Energy-Dispersive Spectroscopy. Available online: https://www.astm.org/Standards/E1508.htm (accessed on 3 February 2020).
- Franz, M.H.; Neda, I.; Maftei, C.V.; Ciuca, I.; Bolcu, D.; Stănescu, M.M. Studies of chemical and mechanical properties of hybrid composites based on natural resin Dammar formulated by epoxy resin. Polym. Bull. 2020. [Google Scholar] [CrossRef]
- Sayyad, A.S. Comparison of various shear deformation theories for the free vibration of thick isotropic beams. Int. J. Civ. Struct. Eng. Res. 2011, 2, 85–97. [Google Scholar]
- Hermann, L. Vibration of the Euler-Bernoulli beam with allowance for dampings. In Proceedings of the World Congress on Engineering 2008 (WCE 2008), London, UK, 2–4 July 2008; Volume II. [Google Scholar]
- Kumar, N.; Singh, S.P. Vibration and damping characteristics of plat-bands with active constrained layer treatments under parametric variations. Mater. Design. 2009, 30, 4162–4174. [Google Scholar] [CrossRef]
- Kulkarni, P.; Bhattacharjee, A.; Nanda, B.K. Study of damping in composite beams. Materialstoday Proc. 2018, 5, 7061–7067. [Google Scholar] [CrossRef]
- Orban, F. Damping of materials and members in structures. In Proceedings of the 5th International Workshop on Multi-Rate Processes and Hysteresis (MURPHYS 2010), Pecs, Hungary, 31 May–3 June 2010. Article No. 268. [Google Scholar]
- Sarlin, E.; Liu, Y.; Vippola, M.; Zogg, M.; Ermanni, P.; Vuornien, J.; Lepisto, T. Vibration damping properties of steel/rubber/composite hybrid structures. Compos. Struct. 2012, 94, 3327–3335. [Google Scholar] [CrossRef]
- Bowyer, E.P.; Krylov, V.V. Experimental investigation of damping flexural vibrations in glass fibre composite plates containing one and two dimensional acoustic black holes. Compos. Struct. 2014, 107, 406–415. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Xiong, J.; Ma, L.; Zhang, G.; Wang, X.; Wu, L. Study on vibration damping of composite sandwich cylindrical shell with pyramidal truss-like cores. Compos. Struct. 2014, 117, 362–372. [Google Scholar] [CrossRef]
- Vanwalleghem, J.; De Baere, I.; Loccufier, M.; Van Paepegem, W. External damping losses in measuring the vibration damping properties in lightly damped specimens using transient time-domain methods. J. Sound Vib. 2014, 333, 1596–1611. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hybrid Resin Type | Dammar Volume Ratio | Fabric Type | Number of Layers | Mass Ratio of Hybrid Resin |
|---|---|---|---|---|
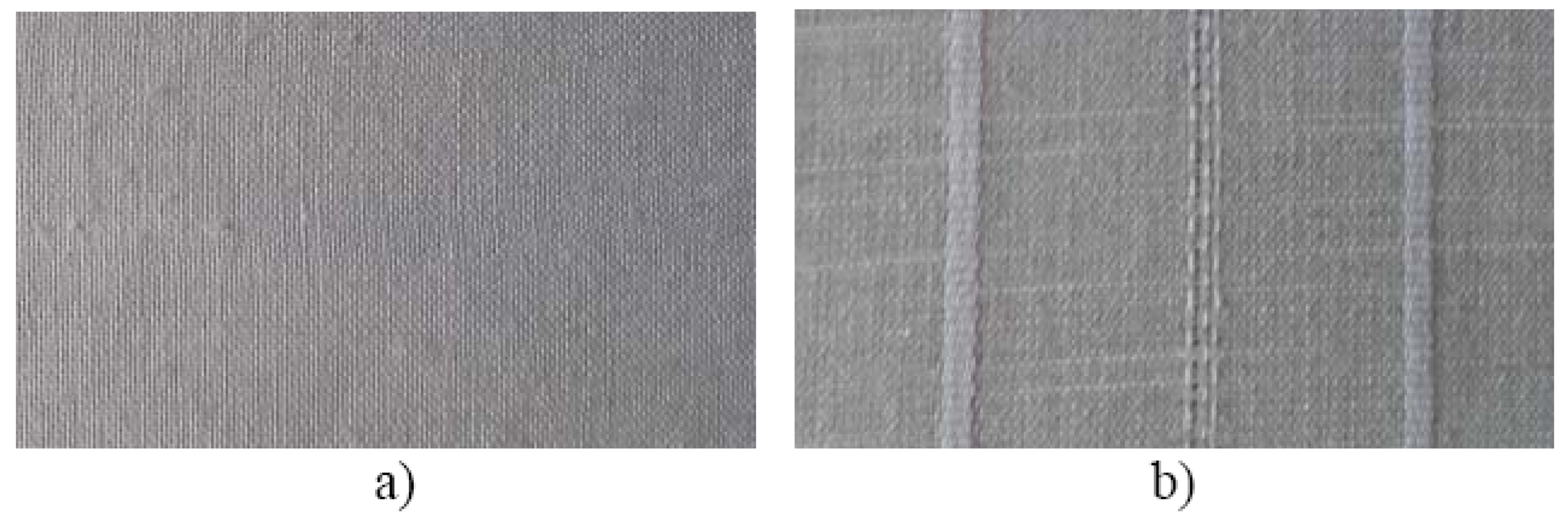
| 1 | 50% | 80% flax and 20% cotton | 12 | 0.52 |
| 60% flax and 40% cotton | 20 | 0.52 | ||
| 2 | 60% | 80% flax and 20% cotton | 12 | 0.54 |
| 60% flax and 40% cotton | 20 | 0.51 | ||
| 3 | 70% | 80% flax and 20% cotton | 12 | 0.50 |
| 60% flax and 40% cotton | 20 | 0.52 |
| Type of | Elasticity Modulus | Tensile Strength | Elongation at Break |
|---|---|---|---|
| Hybrid Resin | E [N/mm] | [MPa] | A [%] |
| 1 | 3077 (± 92) | 25.5 (± 1.5) | 1.4 (± 0.08) |
| 2 | 2444 (± 70) | 19 (± 1) | 1.96 (± 0.07) |
| 3 | 1798 (± 45) | 13 (± 1) | 2.95 (± 0.1) |
| Current | Spectrum | Aldrich/Smiths Detection ATR |
|---|---|---|
| Number | Special Libraries | |
| 1 | 0.7628 | Vetiver (Natural Essential Oil) |
| 2 | 0.7563 | Geranium algerie; Essence |
| 3 | 0.7557 | Geranium bourbon (Natural Essential Oil) |
| 4 | 0.7407 | Patchouli (Natural Essential Oil) |
| 5 | 0.7333 | Dammar Gum |
| 6 | 0.7270 | Vetiver java (Natural Essential Oil) |
| 7 | 0.7002 | Bergamot (Natural Essential Oil) |
| 8 | 0.6988 | Peppermint oil |
| 9 | 0.6917 | Dinonylnaphthalenesulfonic acid (in kerosene) |
| 10 | 0.6900 | Lavandin (Natural Essential Oil) |
| Element | Element | Element | Atomic | Weight | Atomic |
|---|---|---|---|---|---|
| Number | Symbol | Name | Weight | Conc. | Conc. |
| [%] | [%] | ||||
| 6 | C | Carbon | 12 | 83.8 | 87.51 |
| 8 | O | Oxygen | 16 | 15.7 | 12.29 |
| 17 | Cl | Chlorine | 35.5 | 0.3 | 0.11 |
| 11 | Na | Sodium | 23 | 0.1 | 0.06 |
| 20 | Ca | Calcium | 40 | 0.1 | 0.03 |
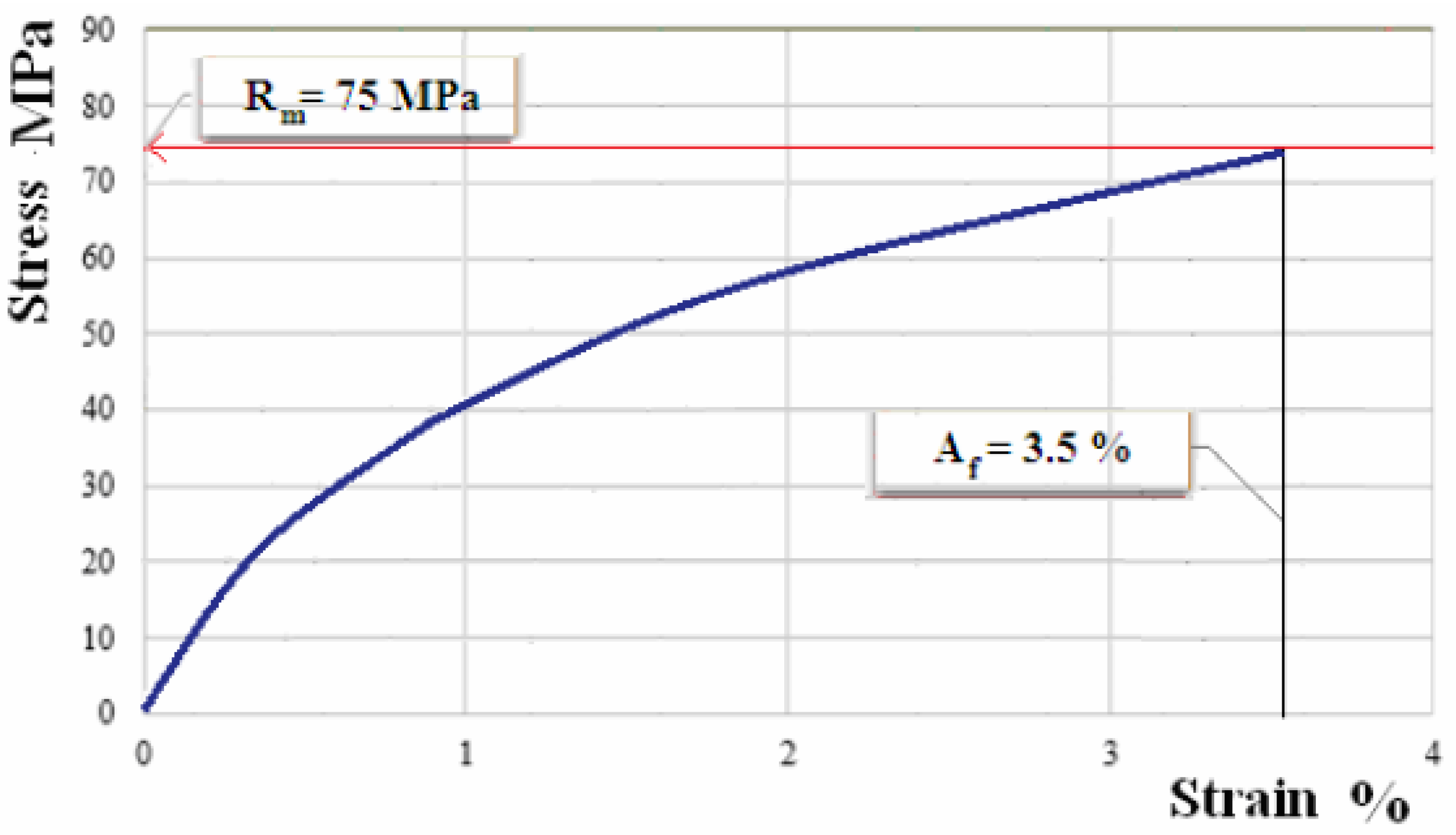
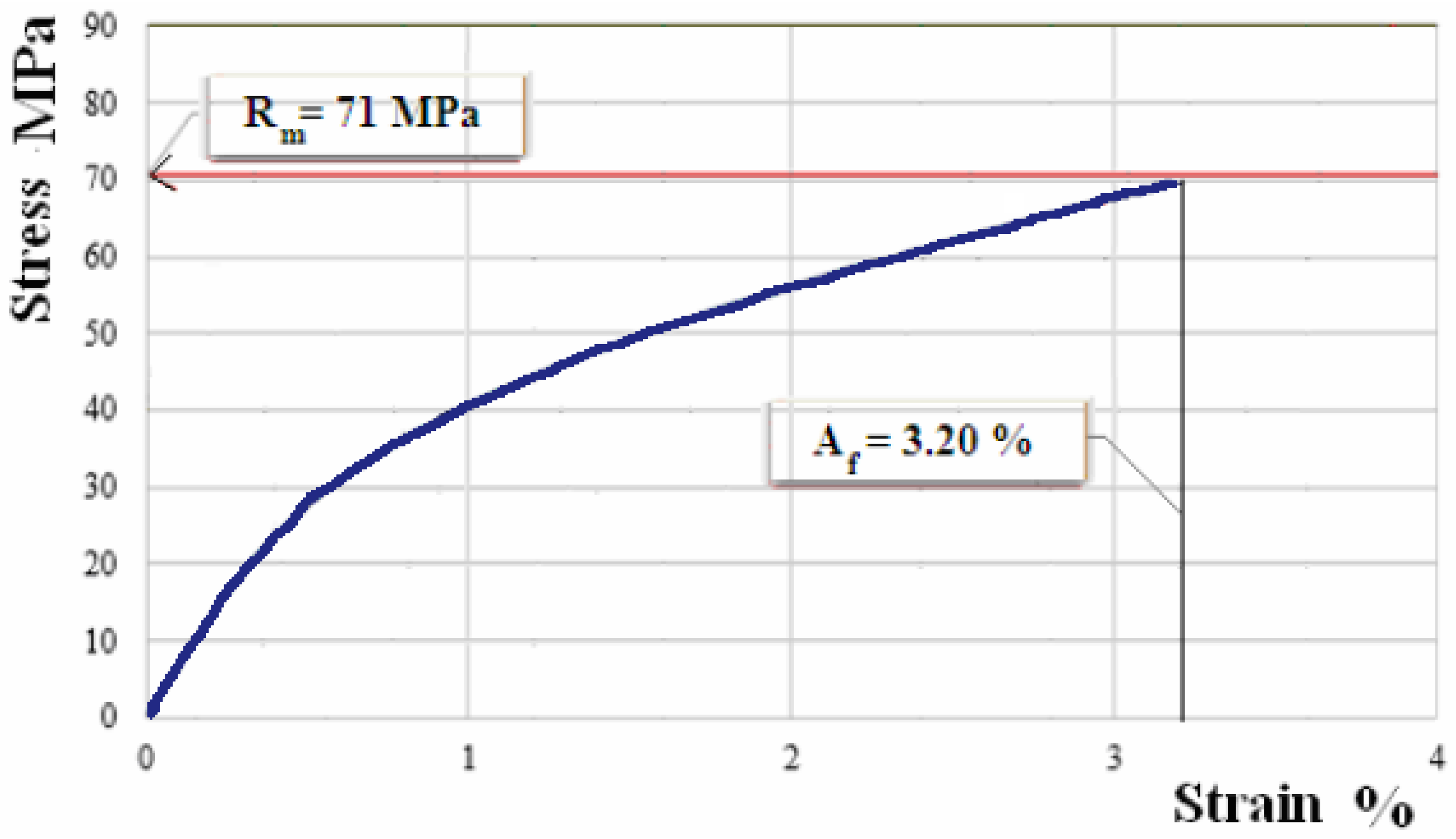
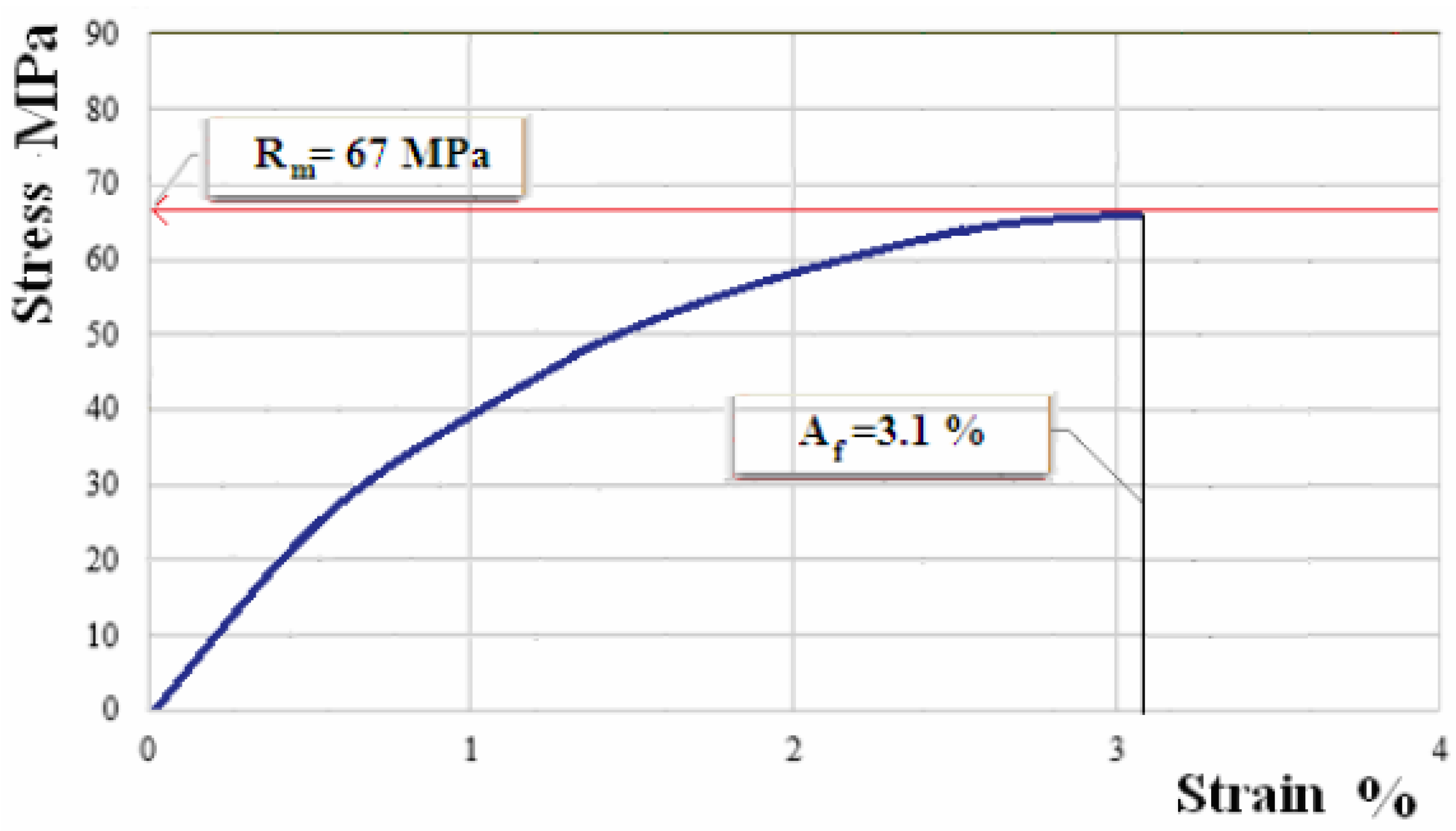
| Type of Hybrid Resin | Thickness of Sample [mm] | Mass Ratio of Hybrid Resin | Elasticity Modulus E [N/mm] | Tensile Strength [MPa] | Elongation at Break A [%] |
|---|---|---|---|---|---|
| 1 | 6.3 | 0.52 | 5340 (± 50) | 73.5 (± 1.5) | 3.4 (± 0.1) |
| 2 | 6.3 | 0.54 | 5180 (± 40) | 70.5 (± 1.5) | 3.28 (± 0.08) |
| 3 | 6.2 | 0.50 | 5005 (± 55) | 67 (± 1) | 3.2 (± 0.1) |
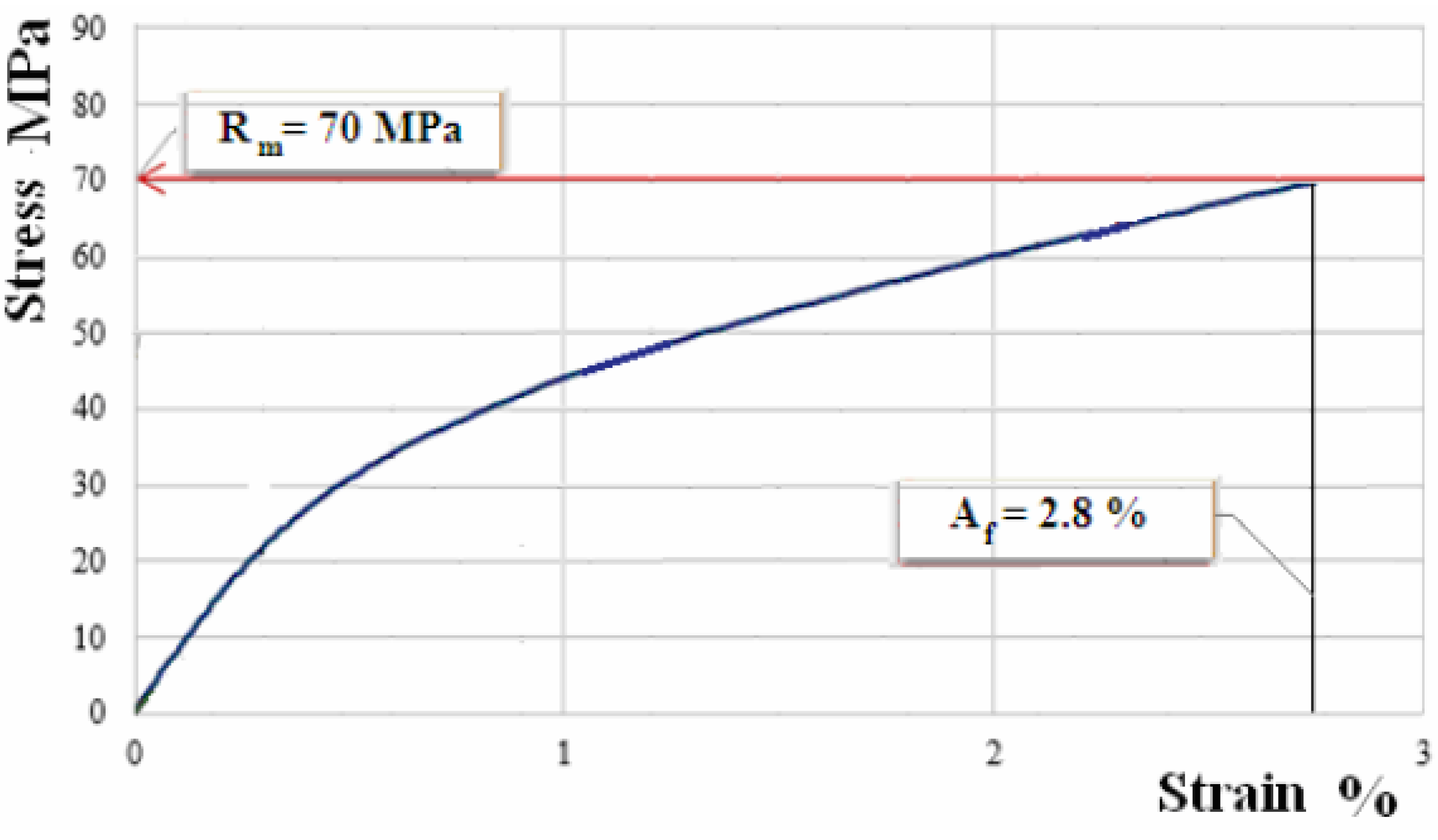
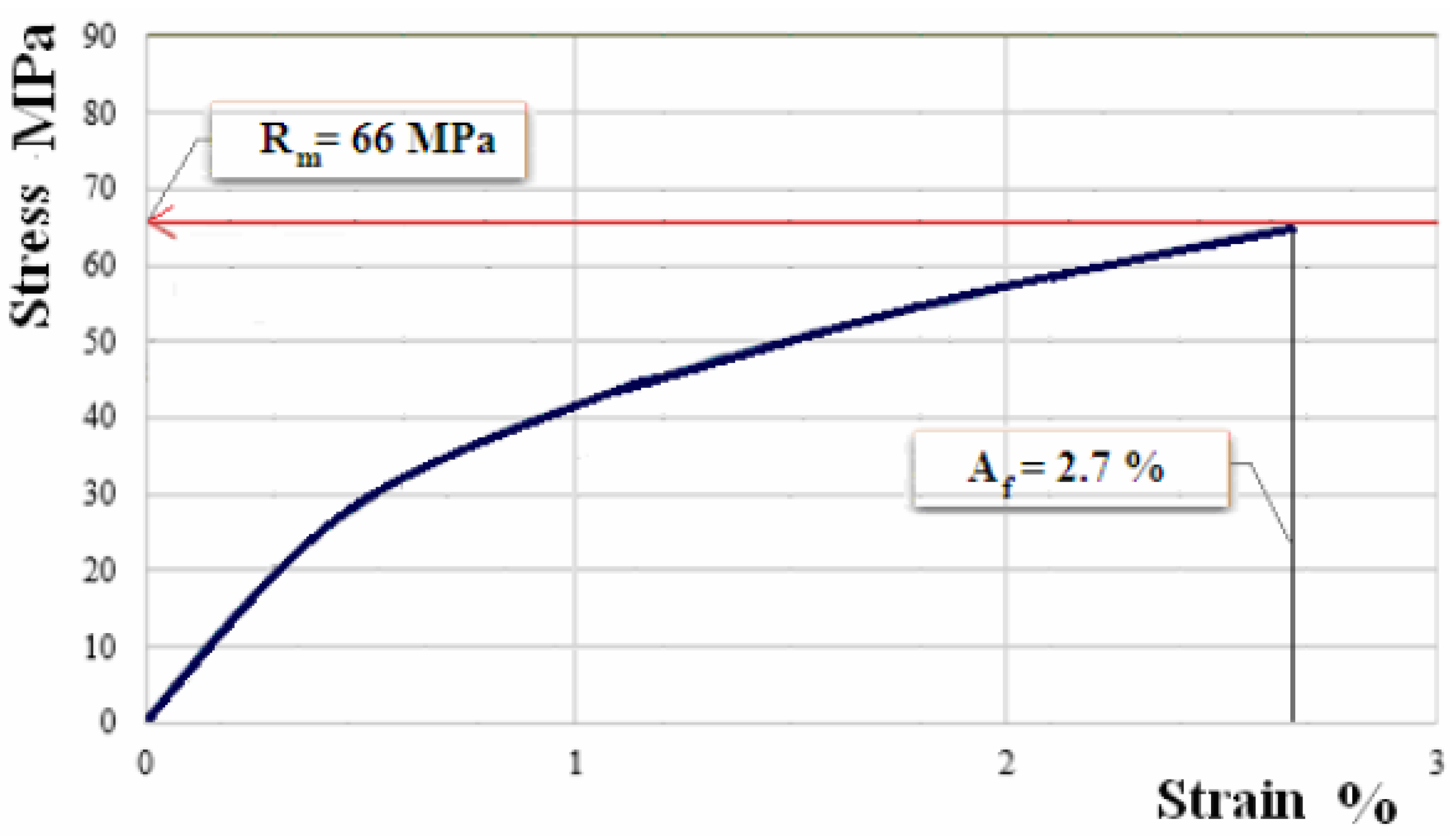
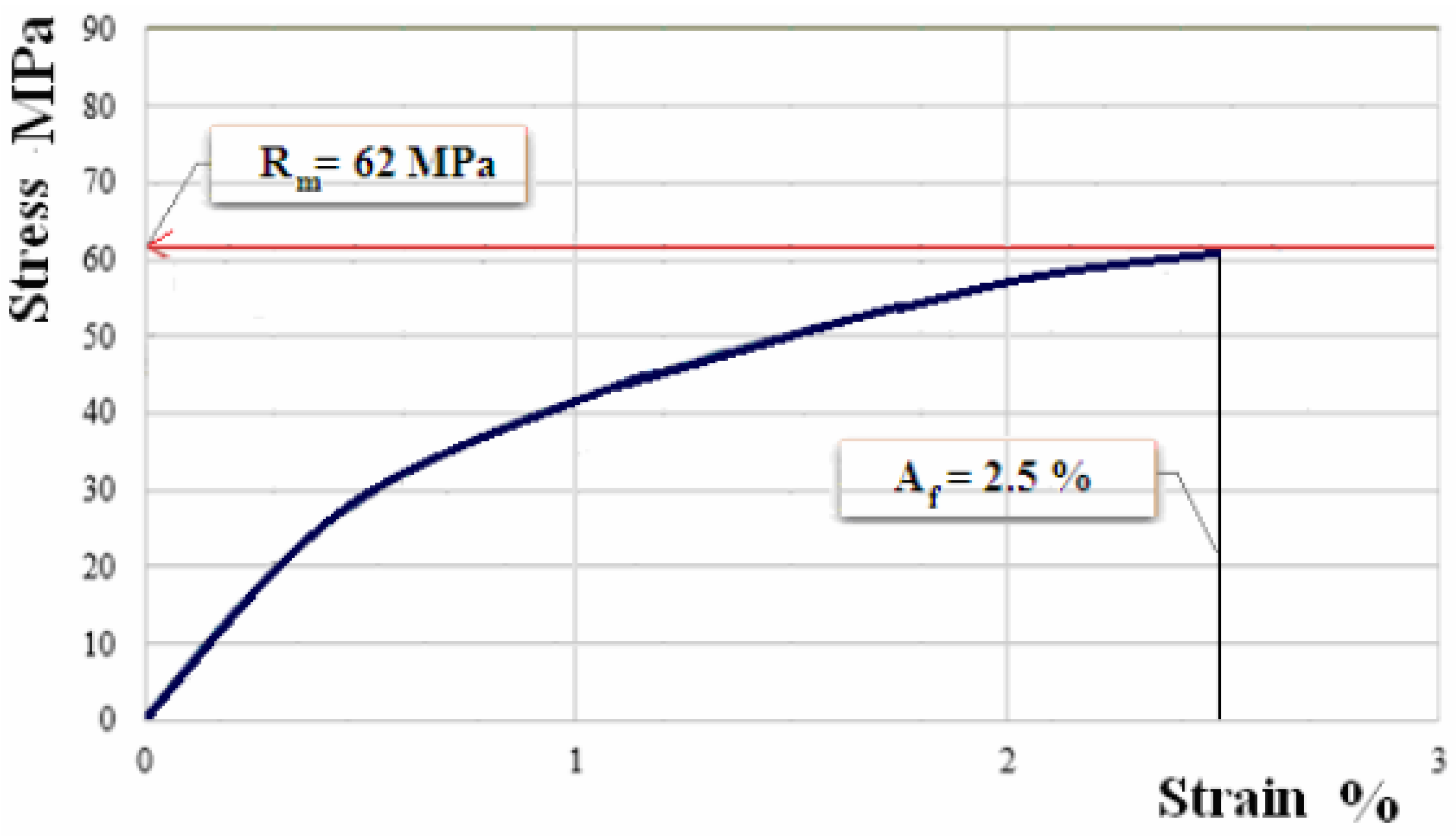
| Type of | Thickness of | Mass Ratio | Elasticity | Tensile Strength | Elongation |
|---|---|---|---|---|---|
| Hybrid Resin | Sample | of Hybrid Resin | Modulus | at Break | |
| [mm] | E [N/mm] | [MPa] | A [%] | ||
| 1 | 6.2 | 0.52 | 4890 (± 20) | 69 (± 1) | 2.82 (± 0.08) |
| 2 | 6.1 | 0.51 | 4790 (± 50) | 65.5 (± 1.5) | 2.70 (± 0.05) |
| 3 | 6.1 | 0.52 | 4720 (± 40) | 62 (± 1) | 2.58 (± 0.08) |
| Free | Composite Material with | Composite Material with | Composite Material with | |||
|---|---|---|---|---|---|---|
| Length | Hybrid Resin of Type 1 | Hybrid Resin of Type 2 | Hybrid Resin of Type 3 | |||
| Frequency | Damping | Frequency | Damping | Frequency | Damping | |
| [mm] | [Hz] | [s] | [Hz] | [s] | [Hz] | [s] |
| 150 | 95.1 | 29.9 | 90.2 | 31.3 | 87.2 | 33.1 |
| 175 | 67.1 | 24.3 | 65.3 | 24.9 | 62.8 | 26.5 |
| 200 | 51.2 | 18.9 | 49.8 | 20.1 | 48.1 | 21.0 |
| 225 | 39.2 | 14.2 | 38.8 | 15.3 | 37.3 | 16.5 |
| 250 | 33.1 | 12.1 | 31.3 | 12.8 | 29.8 | 13.7 |
| Free | Composite Material with | Composite Material with | Composite Material with | |||
|---|---|---|---|---|---|---|
| Length | Hybrid Resin of Type 1 | Hybrid Resin of Type 2 | Hybrid Resin of Type 3 | |||
| Frequency | Damping | Frequency | Damping | Frequency | Damping | |
| [mm] | [Hz] | [s] | [Hz] | [s] | [Hz] | [s] |
| 150 | 101.0 | 22.3 | 96.3 | 23.3 | 91.3 | 24.2 |
| 175 | 73.4 | 17.7 | 70.6 | 18.1 | 65.9 | 18.9 |
| 200 | 56.2 | 13.2 | 54.3 | 13.3 | 51.5 | 14.4 |
| 225 | 43.4 | 10.0 | 42.1 | 10.6 | 40.6 | 11.4 |
| 250 | 35.3 | 8.8 | 34.1 | 9.1 | 31.9 | 9.4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bolcu, D.; Stănescu, M.M. A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement. Polymers 2020, 12, 1649. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12081649
Bolcu D, Stănescu MM. A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement. Polymers. 2020; 12(8):1649. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12081649
Chicago/Turabian StyleBolcu, Dumitru, and Marius Marinel Stănescu. 2020. "A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement" Polymers 12, no. 8: 1649. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12081649