
Electrohydrodynamic Processing of PVP-Doped Kraft Lignin Micro- and Nano-Structures and Application of Electrospun Nanofiber Templates to Produce Oleogels

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of EKL/PVP Solutions
2.3. Electrospinning
2.4. Characterization of EKL/PVP Solutions
2.5. Characterization of Electrospun Nanostructures
2.6. Preparation and Rheological Characterization of Oleogels
2.7. Statistical Analysis
3. Results
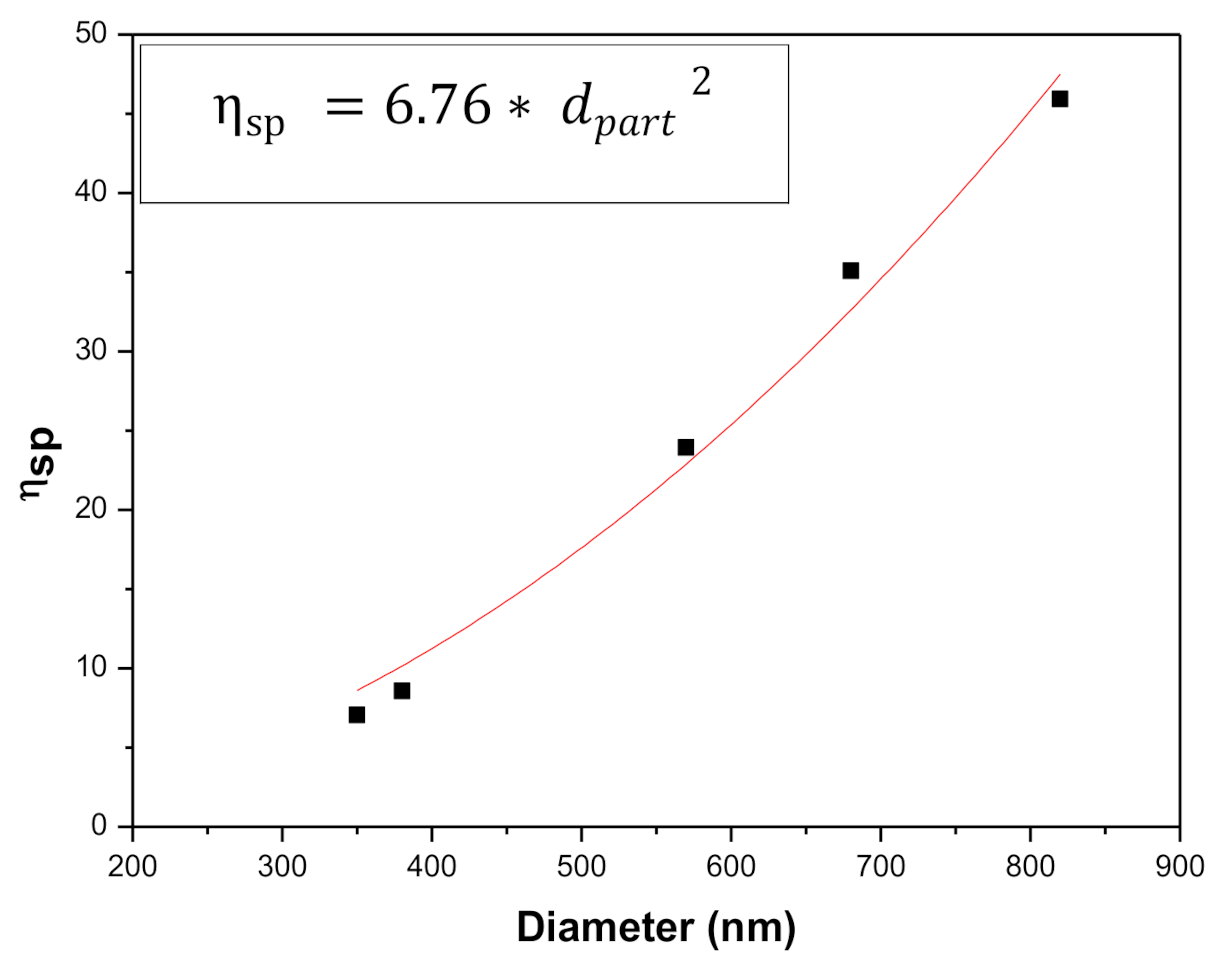
3.1. Physico-Chemical Properties of EKL/PVP Solutions
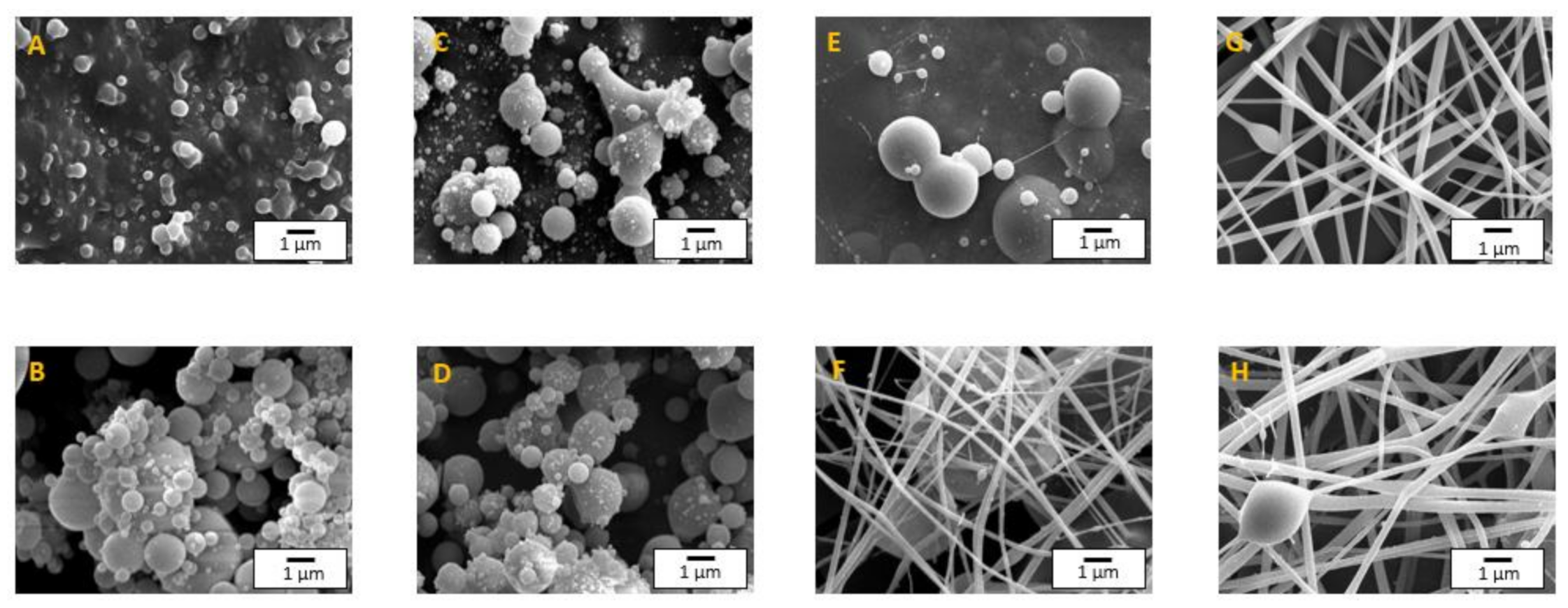
3.2. Characterization of EKL/PVP Electrospun Nanostructures
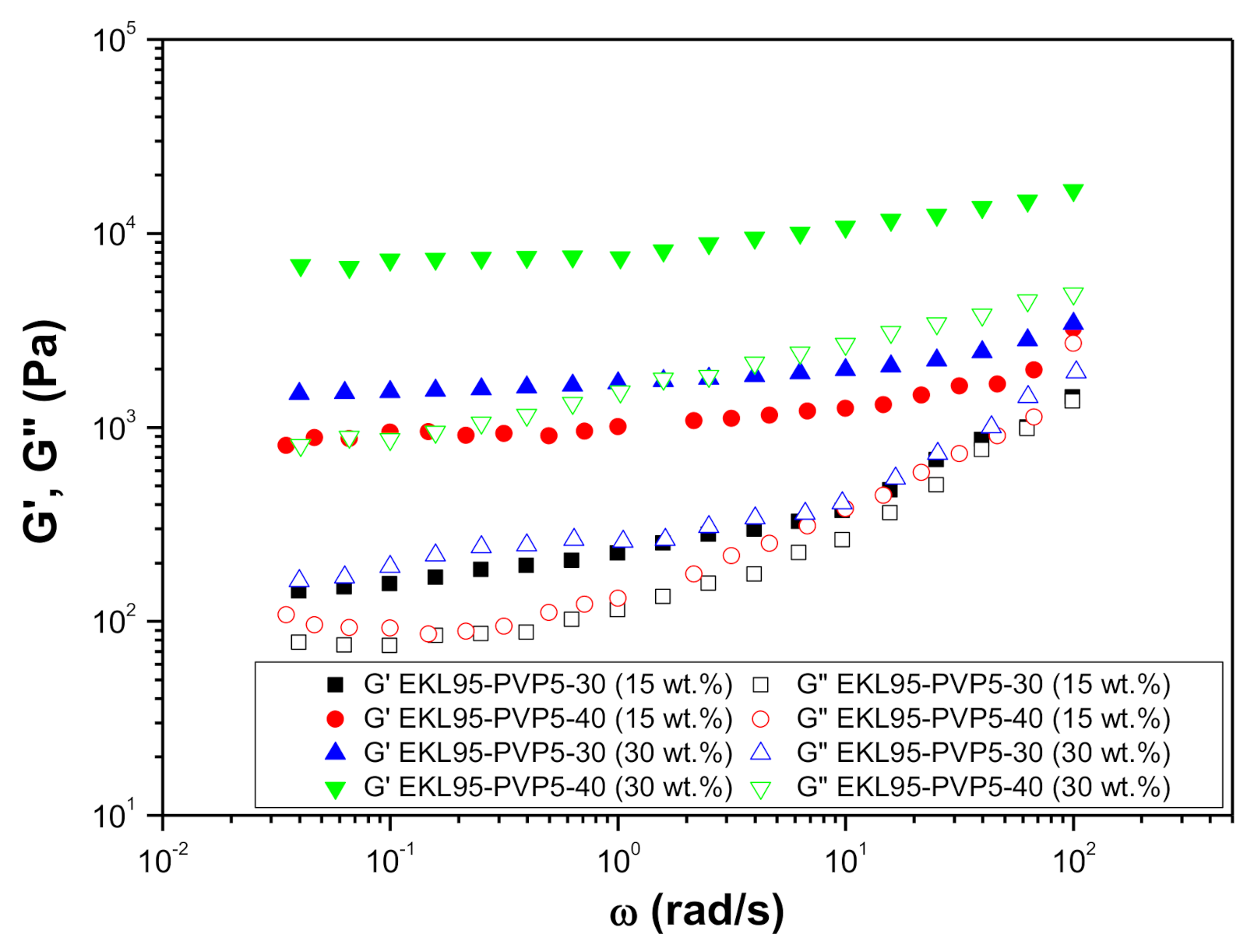
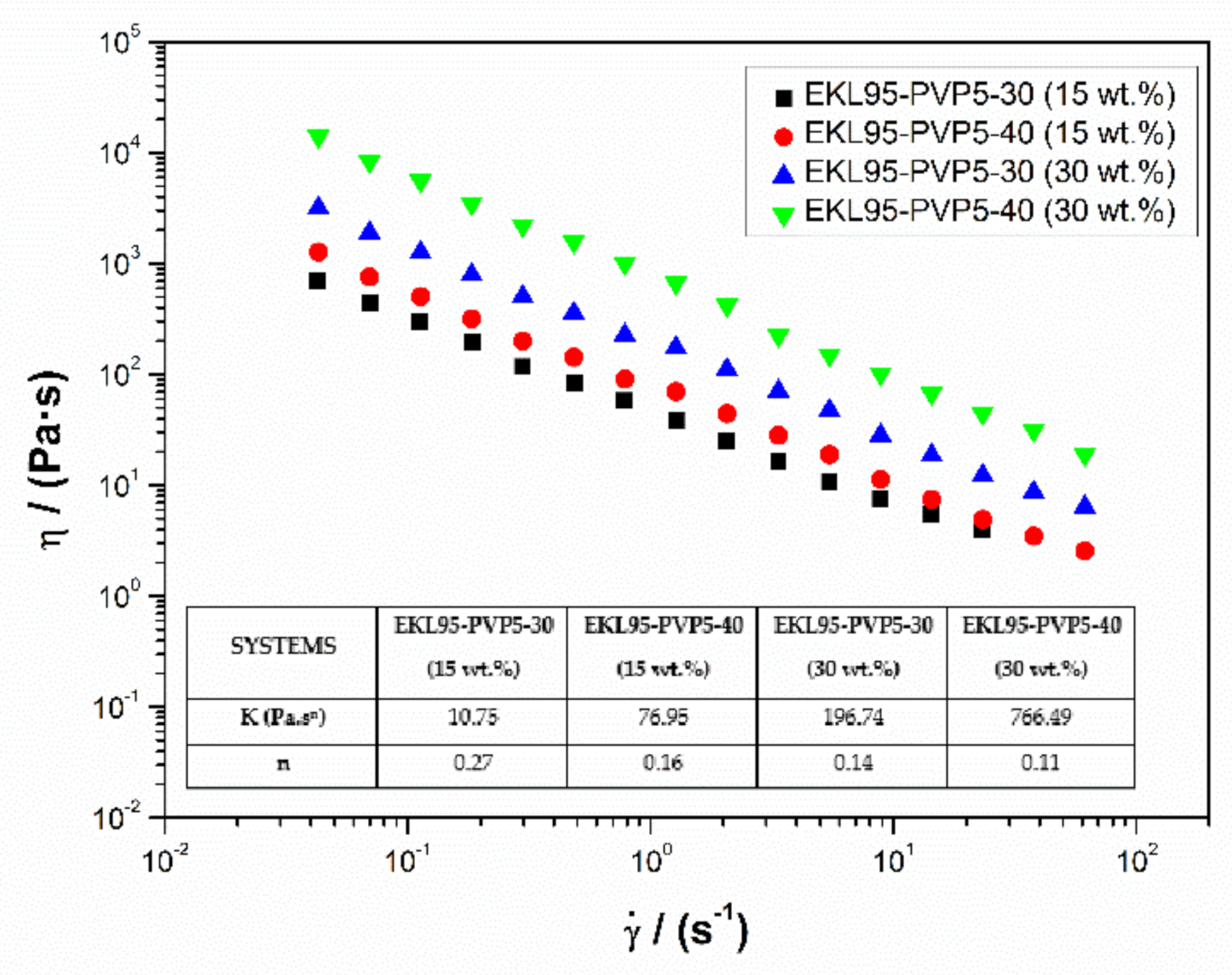
3.3. Ability of EKL/PVP Nanofibers to form Oleogels
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kakoria, A.; Sinha-Ray, S. A Review on Biopolymer-Based Fibers via Electrospinning and Solution Blowing and Their Applications. Fibers 2018, 6, 45. [Google Scholar] [CrossRef] [Green Version]
- Martín-Alfonso, J.E.; Valencia, C.; Sánchez, M.C.; Franco, J.M.; Gallegos, C. Development of new lubricating grease formulations using recycled LDPE as rheology modifier additive. Eur. Polym. J. 2007, 43, 139–149. [Google Scholar] [CrossRef]
- Sánchez, R.; Valencia, C.; Franco, J.M. Rheological and Tribological Characterization of a New Acylated Chitosan–Based Biodegradable Lubricating Grease: A Comparative Study with Traditional Lithium and Calcium Greases. Tribol. Trans. 2014, 57, 445–454. [Google Scholar] [CrossRef]
- Soni, S.; Agarwal, M. Lubricants from renewable energy sources—A review. Green Chem. Lett. Rev. 2014, 7, 359–382. [Google Scholar] [CrossRef]
- Ghosh, P.; Hoque, M.; Karmakar, G.; Yeasmin, S. Castor Oil Based Multifunctional Greener Additives for Lubricating Oil. Curr. Environ. Eng. 2017, 4, 197–206. [Google Scholar] [CrossRef]
- Syahir, A.Z.; Zulkifli, N.W.M.; Masjuki, H.H.; Kalam, M.A.; Alabdulkarem, A.; Gulzar, M.; Khuong, L.S.; Harith, M.H. A review on bio-based lubricants and their applications. J. Clean. Prod. 2017, 168, 997–1016. [Google Scholar] [CrossRef]
- Sánchez, R.; Franco, J.M.; Delgado, M.A.; Valencia, C.; Gallegos, C. Development of new green lubricating grease formulations based on cellulosic derivatives and castor oil. Green Chem. 2009, 11, 686. [Google Scholar] [CrossRef]
- Sánchez, R.; Stringari, G.B.; Franco, J.M.; Valencia, C.; Gallegos, C. Use of chitin, chitosan and acylated derivatives as thickener agents of vegetable oils for bio-lubricant applications. Carbohydr. Polym. 2011, 85, 705–714. [Google Scholar] [CrossRef]
- Sánchez, R.; Alonso, G.; Valencia, C.; Franco, J.M. Rheological and TGA study of acylated chitosan gel-like dispersions in castor oil: Influence of acyl substituent and acylation protocol. Chem. Eng. Res. Des. 2015, 100, 170–178. [Google Scholar] [CrossRef]
- Martín Alfonso, J.E.; Yañez, R.; Valencia, C.; Franco, J.M.; Díaz, M.J. Optimization of the Methylation Conditions of Kraft Cellulose Pulp for Its Use As a Thickener Agent in Biodegradable Lubricating Greases. Ind. Eng. Chem. Res. 2009, 48, 6765–6771. [Google Scholar] [CrossRef]
- Martín-Alfonso, J.E.; Núñez, N.; Valencia, C.; Franco, J.M.; Díaz, M.J. Formulation of new biodegradable lubricating greases using ethylated cellulose pulp as thickener agent. J. Ind. Eng. Chem. 2011, 17, 818–823. [Google Scholar] [CrossRef]
- Sánchez, R.; Franco, J.M.; Delgado, M.A.; Valencia, C.; Gallegos, C. Thermal and mechanical characterization of cellulosic derivatives-based oleogels potentially applicable as bio-lubricating greases: Influence of ethyl cellulose molecular weight. Carbohydr. Polym. 2011, 83, 151–158. [Google Scholar] [CrossRef]
- Gallego, R.; Arteaga, J.F.; Valencia, C.; Franco, J.M. Rheology and thermal degradation of isocyanate-functionalized methyl cellulose-based oleogels. Carbohydr. Polym. 2013, 98, 152–160. [Google Scholar] [CrossRef]
- Gallego, R.; Arteaga, J.F.; Valencia, C.; Franco, J.M. Thickening properties of several NCO-functionalized cellulose derivatives in castor oil. Chem. Eng. Sci. 2015, 134, 260–268. [Google Scholar] [CrossRef]
- Octave, S.; Thomas, D. Biorefinery: Toward an industrial metabolism. Biochimie 2009, 91, 659–664. [Google Scholar] [CrossRef]
- Le Floch, A.; Jourdes, M.; Teissedre, P.-L. Polysaccharides and lignin from oak wood used in cooperage: Composition, interest, assays: A review. Carbohydr. Res. 2015, 417, 94–102. [Google Scholar] [CrossRef] [PubMed]
- Dumanlı, A.G.; Windle, A.H. Carbon fibres from cellulosic precursors: A review. J. Mater. Sci. 2012, 47, 4236–4250. [Google Scholar] [CrossRef]
- Mihranyan, A. Cellulose from cladophorales green algae: From environmental problem to high-tech composite materials. J. Appl. Polym. Sci. 2011, 119, 2449–2460. [Google Scholar] [CrossRef]
- Steckl, A.J. Circuits on cellulose. IEEE Spectr. 2013, 50, 48–61. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G. Cellulose fibres, nanofibrils and microfibrils: The morphological sequence of MFC components from a plant physiology and fibre technology point of view. Nanoscale Res. Lett. 2011, 6, 417. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pang, B.; Yang, S.; Fang, W.; Yuan, T.-Q.; Argyropoulos, D.S.; Sun, R.-C. Structure-property relationships for technical lignins for the production of lignin-phenol-formaldehyde resins. Ind. Crops Prod. 2017, 108, 316–326. [Google Scholar] [CrossRef]
- Hosseinaei, O.; Harper, D.P.; Bozell, J.J.; Rials, T.G. Role of Physicochemical Structure of Organosolv Hardwood and Herbaceous Lignins on Carbon Fiber Performance. ACS Sustain. Chem. Eng. 2016, 4, 5785–5798. [Google Scholar] [CrossRef]
- Baker, D.A.; Rials, T.G. Recent advances in low-cost carbon fiber manufacture from lignin. J. Appl. Polym. Sci. 2013, 130, 713–728. [Google Scholar] [CrossRef]
- Dallmeyer, I.; Ko, F.; Kadla, J.F. Electrospinning of Technical Lignins for the Production of Fibrous Networks. J. Wood Chem. Technol. 2010, 30, 315–329. [Google Scholar] [CrossRef]
- Meng, Z.X.; Li, H.F.; Sun, Z.Z.; Zheng, W.; Zheng, Y.F. Fabrication of mineralized electrospun PLGA and PLGA/gelatin nanofibers and their potential in bone tissue engineering. Mater. Sci. Eng. C 2013, 33, 699–706. [Google Scholar] [CrossRef] [PubMed]
- Rubio-Valle, J.F.; Jiménez-Rosado, M.; Perez-Puyana, V.; Guerrero, A.; Romero, A. Electrospun nanofibres with antimicrobial activities. In Antimicrobial Textiles from Natural Resources; Elsevier: Amsterdam, The Nethetlands, 2021; pp. 589–618. [Google Scholar]
- Perez-Puyana, V.; Jiménez-Rosado, M.; Guerrero, A.; Romero, A. Anisotropic properties of PCL/gelatin scaffolds obtained via electrospinning. Int. J. Fract. 2020, 224, 269–276. [Google Scholar] [CrossRef]
- Lallave, M.; Bedia, J.; Ruiz-Rosas, R.; Rodríguez-Mirasol, J.; Cordero, T.; Otero, J.C.; Marquez, M.; Barrero, A.; Loscertales, I.G. Filled and Hollow Carbon Nanofibers by Coaxial Electrospinning of Alcell Lignin without Binder Polymers. Adv. Mater. 2007, 19, 4292–4296. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef]
- Lai, C.; Zhou, Z.; Zhang, L.; Wang, X.; Zhou, Q.; Zhao, Y.; Wang, Y.; Wu, X.-F.; Zhu, Z.; Fong, H. Free-standing and mechanically flexible mats consisting of electrospun carbon nanofibers made from a natural product of alkali lignin as binder-free electrodes for high-performance supercapacitors. J. Power Sources 2014, 247, 134–141. [Google Scholar] [CrossRef]
- Du, B.; Sun, Y.; Liu, B.; Yang, Y.; Gao, S.; Zhang, Z.; Wang, X.; Zhou, J. From lignin-derived bio-oil to lignin-g-polyacrylonitrile nanofiber: High lignin substitution ratio and maintaining good nanofiber morphology. Polym. Test. 2020, 81, 106207. [Google Scholar] [CrossRef]
- Schiffman, J.D.; Schauer, C.L. A Review: Electrospinning of Biopolymer Nanofibers and their Applications. Polym. Rev. 2008, 48, 317–352. [Google Scholar] [CrossRef]
- Teng, N.-Y.; Dallmeyer, I.; Kadla, J.F. Effect of Softwood Kraft Lignin Fractionation on the Dispersion of Multiwalled Carbon Nanotubes. Ind. Eng. Chem. Res. 2013, 52, 6311–6317. [Google Scholar] [CrossRef]
- Aslanzadeh, S.; Zhu, Z.; Luo, Q.; Ahvazi, B.; Boluk, Y.; Ayranci, C. Electrospinning of Colloidal Lignin in Poly(ethylene oxide) N, N -Dimethylformamide Solutions. Macromol. Mater. Eng. 2016, 301, 401–413. [Google Scholar] [CrossRef]
- Haghi, A.K.; Akbari, M. Trends in electrospinning of natural nanofibers. Phys. Status Solidi 2007, 204, 1830–1834. [Google Scholar] [CrossRef]
- Devadas, S.; Al-Ajrash, S.M.N.; Klosterman, D.A.; Crosson, K.M.; Crosson, G.S.; Vasquez, E.S. Fabrication and Characterization of Electrospun Poly(acrylonitrile-co-Methyl Acrylate)/Lignin Nanofibers: Effects of Lignin Type and Total Polymer Concentration. Polymers 2021, 13, 992. [Google Scholar] [CrossRef]
- Akbari, S.; Bahi, A.; Farahani, A.; Milani, A.S.; Ko, F. Fabrication and Characterization of Lignin/Dendrimer Electrospun Blended Fiber Mats. Molecules 2021, 26, 518. [Google Scholar] [CrossRef] [PubMed]
- Roman, J.; Neri, W.; Derré, A.; Poulin, P. Electrospun lignin-based twisted carbon nanofibers for potential microelectrodes applications. Carbon NY 2019, 145, 556–564. [Google Scholar] [CrossRef]
- Davidovich-Pinhas, M.; Barbut, S.; Marangoni, A.G. The gelation of oil using ethyl cellulose. Carbohydr. Polym. 2015, 117, 869–878. [Google Scholar] [CrossRef] [PubMed]
- Abdollahi, M.; Goli, S.A.H.; Soltanizadeh, N. Physicochemical Properties of Foam-Templated Oleogel Based on Gelatin and Xanthan Gum. Eur. J. Lipid Sci. Technol. 2020, 122, 1900196. [Google Scholar] [CrossRef]
- Patel, A.R.; Schatteman, D.; Lesaffer, A.; Dewettinck, K. A foam-templated approach for fabricating organogels using a water-soluble polymer. RSC Adv. 2013, 3, 22900–22903. [Google Scholar] [CrossRef] [Green Version]
- Núñez, N.; Martín-Alfonso, J.E.; Eugenio, M.E.; Valencia, C.; Díaz, M.J.; Franco, J.M. Influence of Eucalyptus globulus Kraft Pulping Severity on the Rheological Properties of Gel-like Cellulose Pulp Dispersions in Castor Oil. Ind. Eng. Chem. Res. 2012, 51, 9777–9782. [Google Scholar] [CrossRef]
- Fernández-Costas, C.; Gouveia, S.; Sanromán, M.A.; Moldes, D. Structural characterization of Kraft lignins from different spent cooking liquors by 1D and 2D Nuclear Magnetic Resonance spectroscopy. Biomass Bioenergy 2014, 63, 156–166. [Google Scholar] [CrossRef]
- Quinchia, L.A.; Delgado, M.A.; Valencia, C.; Franco, J.M.; Gallegos, C. Viscosity modification of different vegetable oils with EVA copolymer for lubricant applications. Ind. Crops Prod. 2010, 32, 607–612. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, G.; Fang, D.; Xu, J.; Zhang, H.; Nie, J. Effects of solution properties and electric field on the electrospinning of hyaluronic acid. Carbohydr. Polym. 2011, 83, 1011–1015. [Google Scholar] [CrossRef]
- Nayak, R.; Padhye, R.; Kyratzis, I.L.; Truong, Y.B.; Arnold, L. Effect of viscosity and electrical conductivity on the morphology and fiber diameter in melt electrospinning of polypropylene. Text. Res. J. 2013, 83, 606–617. [Google Scholar] [CrossRef]
- Nezarati, R.M.; Eifert, M.B.; Cosgriff-Hernandez, E. Effects of Humidity and Solution Viscosity on Electrospun Fiber Morphology. Tissue Eng. Part. C Methods 2013, 19, 810–819. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gupta, P.; Elkins, C.; Long, T.E.; Wilkes, G.L. Electrospinning of linear homopolymers of poly(methyl methacrylate): Exploring relationships between fiber formation, viscosity, molecular weight and concentration in a good solvent. Polymer 2005, 46, 4799–4810. [Google Scholar] [CrossRef]
- Aslanzadeh, S.; Ahvazi, B.; Boluk, Y.; Ayranci, C. Carbon Fiber Production from Electrospun Sulfur Free Softwood Lignin Precursors. J. Eng. Fiber. Fabr. 2017, 12, 155892501701200. [Google Scholar] [CrossRef] [Green Version]
- Aslanzadeh, S.; Ahvazi, B.; Boluk, Y.; Ayranci, C. Morphologies of electrospun fibers of lignin in poly(ethylene oxide)/N,N-dimethylformamide. J. Appl. Polym. Sci. 2016, 133, 44172. [Google Scholar] [CrossRef]
- Borrero-López, A.M.; Martín-Sampedro, R.; Ibarra, D.; Valencia, C.; Eugenio, M.E.; Franco, J.M. Evaluation of lignin-enriched side-streams from different biomass conversion processes as thickeners in bio-lubricant formulations. Int. J. Biol. Macromol. 2020, 162, 1398–1413. [Google Scholar] [CrossRef]
- Du, L.; Xu, H.; Zhang, Y.; Zou, F. Electrospinning of polycaprolatone nanofibers with DMF additive: The effect of solution proprieties on jet perturbation and fiber morphologies. Fibers Polym. 2016, 17, 751–759. [Google Scholar] [CrossRef]
- Hsu, C.-M.; Shivkumar, S. N,N-Dimethylformamide Additions to the Solution for the Electrospinning of Poly(ε-caprolactone) Nanofibers. Macromol. Mater. Eng. 2004, 289, 334–340. [Google Scholar] [CrossRef]
- Abdel-Azim, A.-A.A.; Atta, A.M.; Farahat, M.S.; Boutros, W.Y. Determination of intrinsic viscosity of polymeric compounds through a single specific viscosity measurement. Polymer 1998, 39, 6827–6833. [Google Scholar] [CrossRef]
- Morris, E.R.; Cutler, A.N.; Ross-Murphy, S.B.; Rees, D.A.; Price, J. Concentration and shear rate dependence of viscosity in random coil polysaccharide solutions. Carbohydr. Polym. 1981, 1, 5–21. [Google Scholar] [CrossRef]
- Sakka, S.; Kamiya, K. The sol-gel transition in the hydrolysis of metal alkoxides in relation to the formation of glass fibers and films. J. Non. Cryst. Solids 1982, 48, 31–46. [Google Scholar] [CrossRef]
- Sudduth, R.D. Development of Huggins’ and Kraemer’s equations for polymer solution evaluations from the generalized viscosity model for suspensions. J. Appl. Polym. Sci. 1997, 66, 2319–2332. [Google Scholar] [CrossRef]
- Khounvilay, K.; Sittikijyothin, W. Rheological behaviour of tamarind seed gum in aqueous solutions. Food Hydrocoll. 2012, 26, 334–338. [Google Scholar] [CrossRef]
- Martinsen, A.; Skjåk-Bræk, G.; Smidsrød, O.; Zanetti, F.; Paoletti, S. Comparison of different methods for determination of molecular weight and molecular weight distribution of alginates. Carbohydr. Polym. 1991, 15, 171–193. [Google Scholar] [CrossRef]
- Karmanov, A.P.; Kocheva, L.S.; Belyi, V.A.; Volodin, V.V. Transport Properties and Sizes of Lignin Macromolecules in Solution. Polym. Sci. Ser. A 2019, 61, 53–60. [Google Scholar] [CrossRef]
- Colby, R.H. Structure and linear viscoelasticity of flexible polymer solutions: Comparison of polyelectrolyte and neutral polymer solutions. Rheol. Acta 2010, 49, 425–442. [Google Scholar] [CrossRef]
- Dodero, A.; Vicini, S.; Alloisio, M.; Castellano, M. Sodium alginate solutions: Correlation between rheological properties and spinnability. J. Mater. Sci. 2019, 54, 8034–8046. [Google Scholar] [CrossRef]
- Dallmeyer, I.; Lin, L.T.; Li, Y.; Ko, F.; Kadla, J.F. Preparation and Characterization of Interconnected, Kraft Lignin-Based Carbon Fibrous Materials by Electrospinning. Macromol. Mater. Eng. 2014, 299, 540–551. [Google Scholar] [CrossRef]
- Haward, S.J.; Sharma, V.; Butts, C.P.; McKinley, G.H.; Rahatekar, S.S. Shear and Extensional Rheology of Cellulose/Ionic Liquid Solutions. Biomacromolecules 2012, 13, 1688–1699. [Google Scholar] [CrossRef]
- Formenti, S.; Castagna, R.; Momentè, R.; Bertarelli, C.; Briatico-Vangosa, F. The relevance of extensional rheology on electrospinning: The polyamide/iron chloride case. Eur. Polym. J. 2016, 75, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Dallmeyer, I.; Ko, F.; Kadla, J.F. Correlation of Elongational Fluid Properties to Fiber Diameter in Electrospinning of Softwood Kraft Lignin Solutions. Ind. Eng. Chem. Res. 2014, 53, 2697–2705. [Google Scholar] [CrossRef]
- Salas, C. Solution electrospinning of nanofibers. In Electrospun Nanofibers; Elsevier: Amsterdam, The Netherlands, 2017; pp. 73–108. [Google Scholar]
- Cho, M.; Ji, L.; Liu, L.-Y.; Johnson, A.M.; Potter, S.; Mansfield, S.D.; Renneckar, S. High performance electrospun carbon nanofiber mats derived from flax lignin. Ind. Crops Prod. 2020, 155, 112833. [Google Scholar] [CrossRef]
- Demiroğlu Mustafov, S.; Mohanty, A.K.; Misra, M.; Seydibeyoğlu, M.Ö. Fabrication of conductive Lignin/PAN carbon nanofibers with enhanced graphene for the modified electrodes. Carbon NY 2019, 147, 262–275. [Google Scholar] [CrossRef]
- Franco, J.M.; Delgado, M.A.; Valencia, C.; Sánchez, M.C.; Gallegos, C. Mixing rheometry for studying the manufacture of lubricating greases. Chem. Eng. Sci. 2005, 60, 2409–2418. [Google Scholar] [CrossRef]
- Delgado, M.A.; Valencia, C.; Sánchez, M.C.; Franco, J.M.; Gallegos, C. Influence of Soap Concentration and Oil Viscosity on the Rheology and Microstructure of Lubricating Greases. Ind. Eng. Chem. Res. 2006, 45, 1902–1910. [Google Scholar] [CrossRef]
- Delgado, M.A.; Valencia, C.; Sánchez, M.C.; Franco, J.M.; Gallegos, C. Thermorheological behaviour of a lithium lubricating grease. Tribol. Lett. 2006, 23, 47–54. [Google Scholar] [CrossRef]
- Delgado, M.A.; Sánchez, M.C.; Valencia, C.; Franco, J.M.; Gallegos, C. Relationship Among Microstructure, Rheology and Processing of a Lithium Lubricating Grease. Chem. Eng. Res. Des. 2005, 83, 1085–1092. [Google Scholar] [CrossRef]
- Delgado, M.A.; Franco, J.M.; Kuhn, E. Effect of rheological behaviour of lithium greases on the friction process. Ind. Lubr. Tribol. 2008, 60, 37–45. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | EKL (wt.%) | PVP (wt.%) |
|---|---|---|
| EKL100 | 100 | 0 |
| EKL99-PVP1 | 99 | 1 |
| EKL97-PVP3 | 97 | 3 |
| EKL95-PVP5 | 95 | 5 |
| Concentration (wt.%) | EKL:PVP Ratio | Surface Tension (mN/m) | Electrical Conductivity (μS/cm) | η (mPa.s) | ηext,0 (mPa.s) |
|---|---|---|---|---|---|
| 10 | 100:0 | 29.55 a | 190.1 A | 2.9 α | 7.1 aa |
| 99:1 | 30.01 a | 181.5 B | 3.3 α | 10.2 bb | |
| 97:3 | 31.05 b | 215.9 C | 4.2 β | 15.3 cc | |
| 95:5 | 31.25 b | 189.4 A | 7.7 γ | 23.4 dd | |
| 20 | 100:0 | 31.34 b | 201.1 D | 3.4 α | 9.8 bb |
| 99:1 | 32.35 c | 201.7 D | 8.1 γ | 24.1 dd | |
| 97:3 | 32.73 c | 210.8 C | 12.5 δ | 41.9 ee | |
| 95:5 | 33.33 d | 176.3 B | 23.1 ε | 88.7 ff | |
| 30 | 100:0 | 31.01 a | 166.6 E | 5.1 β | 15.4 cc |
| 99:1 | 33.48 d | 167.4 E | 14.2 δ | 45.8 gg | |
| 97:3 | 34.76 e | 150.2 F | 27.3 ζ | 90.5 ff | |
| 95:5 | 34.95 e | 170.1 E | 84.7 ᵨ | 299.7 hh | |
| 40 | 100:0 | 34.75 e | 96.3 G | 8.2 γ | 32.7 ii |
| 99:1 | 36.27 f | 111.5 H | 30.2 ζ | 118.8 jj | |
| 97:3 | 38.05 g | 95.2 G | 56.4 ᵩ | 205.1 kk | |
| 95:5 | 35.45 e | 101.8 G | 145.5 ᵪ | 445.8 ll |
| Concentration (wt.%) | Samples | Particle Diameter (nm) | Fiber Diameter (nm) |
|---|---|---|---|
| 30 | EKL100 | 350 | - |
| EKL99-PVP1 | 570 | - | |
| EKL97-PVP3 | 820 | 125 | |
| EKL95-PVP5 | - | 710 | |
| 40 | EKL100 | 380 | - |
| EKL99-PVP1 | 680 | - | |
| EKL97-PVP3 | - | 585 | |
| EKL95-PVP5 | - | 820 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rubio-Valle, J.F.; Sánchez, M.C.; Valencia, C.; Martín-Alfonso, J.E.; Franco, J.M. Electrohydrodynamic Processing of PVP-Doped Kraft Lignin Micro- and Nano-Structures and Application of Electrospun Nanofiber Templates to Produce Oleogels. Polymers 2021, 13, 2206. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13132206
Rubio-Valle JF, Sánchez MC, Valencia C, Martín-Alfonso JE, Franco JM. Electrohydrodynamic Processing of PVP-Doped Kraft Lignin Micro- and Nano-Structures and Application of Electrospun Nanofiber Templates to Produce Oleogels. Polymers. 2021; 13(13):2206. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13132206
Chicago/Turabian StyleRubio-Valle, José F., M. C. Sánchez, Concepción Valencia, José E. Martín-Alfonso, and José M. Franco. 2021. "Electrohydrodynamic Processing of PVP-Doped Kraft Lignin Micro- and Nano-Structures and Application of Electrospun Nanofiber Templates to Produce Oleogels" Polymers 13, no. 13: 2206. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13132206