1. Introduction
Copper-Beryllium alloys have seen application in a great variety of industries, such as aeronautics and aerospace [
1], molds, and other applications that are subject to hazardous conditions. These alloys are preferred over other copper alloys due to their good conductivity and strength [
2], making them ideal for industrial mold applications, as their high thermal conductivity can reduce injection molding cycles by up to 80% [
3]. However, these types of alloys have some processing problems due to their mechanical properties, such as high ductility, particularly for machining processes. There have been some studies about the processing of these alloys for injection mold applications, primarily directed at the electrical discharge machining of these copper-based alloys, as this process proves very useful in producing mold cavities [
4]. This process is suitable for the machining of high-strength and high ductility alloys, as it does not cause any distortion during machining. However, this process is quite time-consuming as it has a very slow material removal rate and has high energy consumption [
5,
6]. Therefore, it would be quite useful to employ other types of processes in the production of molds and mold inserts, made from these copper-based alloys, especially copper-beryllium.
Machining processes are a viable option for the fabrication of these parts; however, there is little research conducted in this area, especially directed at machining optimization of these alloys and at the study of the wear behavior of tools applied in the machining of copper-beryllium and copper-based alloys. Understanding the wear behavior of cutting tools is quite beneficial as it provides information on the machinability of materials, and insights on what strategies to use, the best tool types, and even the most indicated tool coatings to machine a certain material [
7,
8]. By evaluating the wear mechanisms and machining performance of certain tools, providing knowledge on how wear is developed throughout the cutting process, the optimization of the machining process of a certain material becomes possible [
9]; this is particularly useful when considering hard-to-machine materials, such as nickel-based alloys [
10,
11]. These studies offer insights on optimal machining parameters and the wear mode that tools undergo [
12], enabling the selection of more adequate machining strategies, the development of new tools, or even application of the correct cooling method [
13]. Studies such as these are also quite beneficial when it comes to choosing the right type of coating for a machining application, as they provide knowledge that is invaluable to produce new designs for tools and coatings [
14]. Regarding machining optimization, there are a number of numerical and simulation methods that have proven useful in this regard; for example, using the Taguchi method to optimize certain machining parameters to obtain a better desired result, such as improving material removal rate [
15], surface roughness [
16,
17], and even tool wear. These studies offer insight on the optimal machining parameters, even relating coating thickness and structure to the process’ outputs [
18,
19]. Other numerical methods rely on simulations, for example, the finite element analysis, offering predictions on the machining outputs and enabling further optimization, especially if paired with other optimization methods, such as the Taguchi method or grey relational analysis [
20].
Tool coatings have proven to be quite an improvement in the machining process, especially in turning [
21] and milling processes [
22]; however, these can be applied to a wide variety of other metal-cutting processes, such as tapping, where the use of hard-coatings has provided a viable solution for tapping hard-to-machine materials by essentially improving tool life and cutting behavior [
23,
24]. These coatings directly impact the wear behavior and performance of cutting tools [
25], lowering the produced surface roughness, sustaining wear, and even decreasing the cutting forces that are generated during the process [
26,
27]. One of these coating types that deserves some attention are diamond coatings used in machining as these significantly improve the wear behavior of cutting tools [
28] and there have been some recent developments, further improving wear resistance by employing multilayered structures [
29]. These directly improve the wear resistance of coatings, as the structure types confer the tool with properties such as improved thermal dissipation and improve crack propagation resistance, thus improving the overall tool’s life and performance [
30]. Still, regarding the wear performance of coated tools, the influence of the tool’s substrate plays a significant role in the performance of a cutting tool. A poor substrate surface quality can produce defects during the deposition process that hinder the coated tool’s performance, promoting premature coating wear [
31]. The tool’s substrate can also be improved, for example, by employing mechanical treatments before the deposition process [
32]; these pretreatments are known to improve coating adhesion to a substrate, thus improving the wear behavior of the coating [
33,
34].
There have been quite a number of advances in the deposition processes used to obtain coatings, mainly PVD (physical vapor deposition) [
35], with some novel techniques, such as HiPIMS (high-power impulse magnetron sputtering), producing strong coatings with high deposition rates. The correct selection of deposition techniques is also important, as some coatings are more useful for finishing operations, such as PVD coatings, while the CVD (chemical vapor deposition) coatings are used more for roughing operations due to the average thicknesses obtained by these deposition techniques, and the residual stresses that are present in the deposited coatings [
21,
22,
36]. In the case of PVD coatings, the compressive residual stresses greatly increase the cutting edge’s strength, preventing premature wear and chipping, while still retaining properties that are best suitable for finishing operations [
37,
38]. Due to the increase in wear resistance conferred by deposited coatings, these can be applied to surfaces other than tools, such as injection molds. These coatings directly increase the lifespan of injection molds, particularly in conditions that are subject to severe wear [
39] or even in the case of glass fiber reinforced plastic injection, as these fibers contribute to the premature wear of these injection molds [
40]. Coatings are also applied as means to improve the corrosion resistance of molds and mold inserts, as seen in the study by Mindivan [
41], where a coating of WC/C was applied to a copper-beryllium alloy used in the fabrication of injection molds. The author evaluated the corrosion and tribocorrosion behavior of the coating, comparing it to an uncoated sample of copper-beryllium alloy. It was found that the corrosion resistance of the coated substrate was higher than that of the uncoated one. It was also revealed that the wear resistance was also improved. This was not only due to the high hardness of the coating, but also the surface morphology of the coated surface, which showed a smooth and polished appearance, thus improving the tribocorrosion behavior.
Regarding the machining of copper-beryllium alloys, there have been some recently performed studies conducted on this matter, with some interesting findings being reported, for example, in the study by Sharma et al. [
42], where the authors investigated tool and hard particle interactions in nanoscale cutting of copper-beryllium. It was concluded that the crystallographic planes of the base material heavily influence the generated cutting forces, material deformation, and the tool’s condition, offering insight on the cutting behavior of this material and its machinability. The same authors conducted a similar study [
43], studying tool wear mechanisms sustained during turning of the same copper-beryllium alloy, using a diamond turning tool. The authors found that the main wear mechanism experienced by the tool was amorphization of the diamond structure while machining the alloy. The high temperature generated in the tool–material interface, as seen in a previous study [
42], and the interaction between hard particles of the alloy and the tool, caused vibrations during machining, which negatively impacted tool wear, and significantly increased the surface roughness of the machined material. The authors also conducted turning operations on pure copper, obtaining a significantly longer (60%) tool life. There have also been some studies carried out regarding the optimization of the machining process of these alloys, as in the study by Devi et al. [
44], where the optimal machining parameters for turning beryllium-copper alloy using a CBN and HSS tools were determined. The authors used the response surface methodology to design the experiments, then conducted an analysis of variance to optimize the process. The authors successfully determined the optimal values for cutting speed, feed rate, and depth of cut, to produce the best values regarding material removal rate and surface roughness. Another similar study, performed by Alagarsamy et al. [
45], also analyzed the influence of machining parameters in the material removal rate and produced surface roughness. Here, the authors considered three machining parameters, cutting speed, feed rate, and depth of cut. They used grey relational analysis and an analysis of variance to determine the most influential turning parameter in the mentioned outputs, concluding that the cutting speed was the most influential parameter, followed by the depth of cut and feed rate. The authors then performed experimental studies to validate this, determining in the end the optimal machining parameters to obtain the highest value of material removal rate. There have also been some studies conducted on the optimization of end-milling operations of copper-based alloys, such as those by Monel [
46,
47]. Shihan et al. [
48,
49] evaluated the influence of machining parameters on process sustainability and stability, effectively determining the optimal machining parameters to obtain the least amount of energy consumption and vibrations that are developed during machining. It was found that the most influential parameter on both factors is spindle speed, being followed by feed rate. Regarding the analysis of the wear mechanisms that were developed during the milling of copper-beryllium alloys, although research in this matter is quite sparse, Zuo et al. [
48,
49] conducted some studies in this regard, testing different cutting speeds and evaluating the influence of this parameter on the wear behavior of uncoated and TiAlN-coated tools. The authors found that the main wear mechanism that is developed is adhesive wear, which is responsible for most of the flank wear registered in the tools. Furthermore, this adhesive wear promotes abrasion, further decreasing the tools’ life and negatively impacting the produced surface roughness. The authors also reported the formation of an adhesive layer of material on the tool’s surface, directly correlated with the wear registered on the flank’s surface. It was also registered that the cutting temperature developed during machining greatly promoted adhesive wear on the tool’s surface, causing notch wear and chipping of the tool [
48].
Studies such as the ones presented in the previous paragraph provide valuable information that can be used to optimize the machining of copper-beryllium alloys, as this is still a subject that is not widely explored. Moreover, there is a clear gap in the literature about the study of the wear mechanisms involved in the machining of copper-beryllium alloys and coated tools in general. In the present paper, a comparison of uncoated and multilayered DLC (diamond-like carbon)/CrN coatings in the machining of copper-beryllium alloy is made, providing an analysis of the produced surface roughness and tool wear behavior, relating the flank wear and the wear mechanisms sustained by these tools with the produced machining quality.
4. Conclusions
In this study, a comparison of uncoated and CrN/DLC multilayered coated tool performance in the machining of a copper-beryllium alloy was made. Various machining tests were performed, evaluating the influence of both cutting length and feed rate on the tools’ wear behavior and produced machined quality. The following conclusions can be drawn:
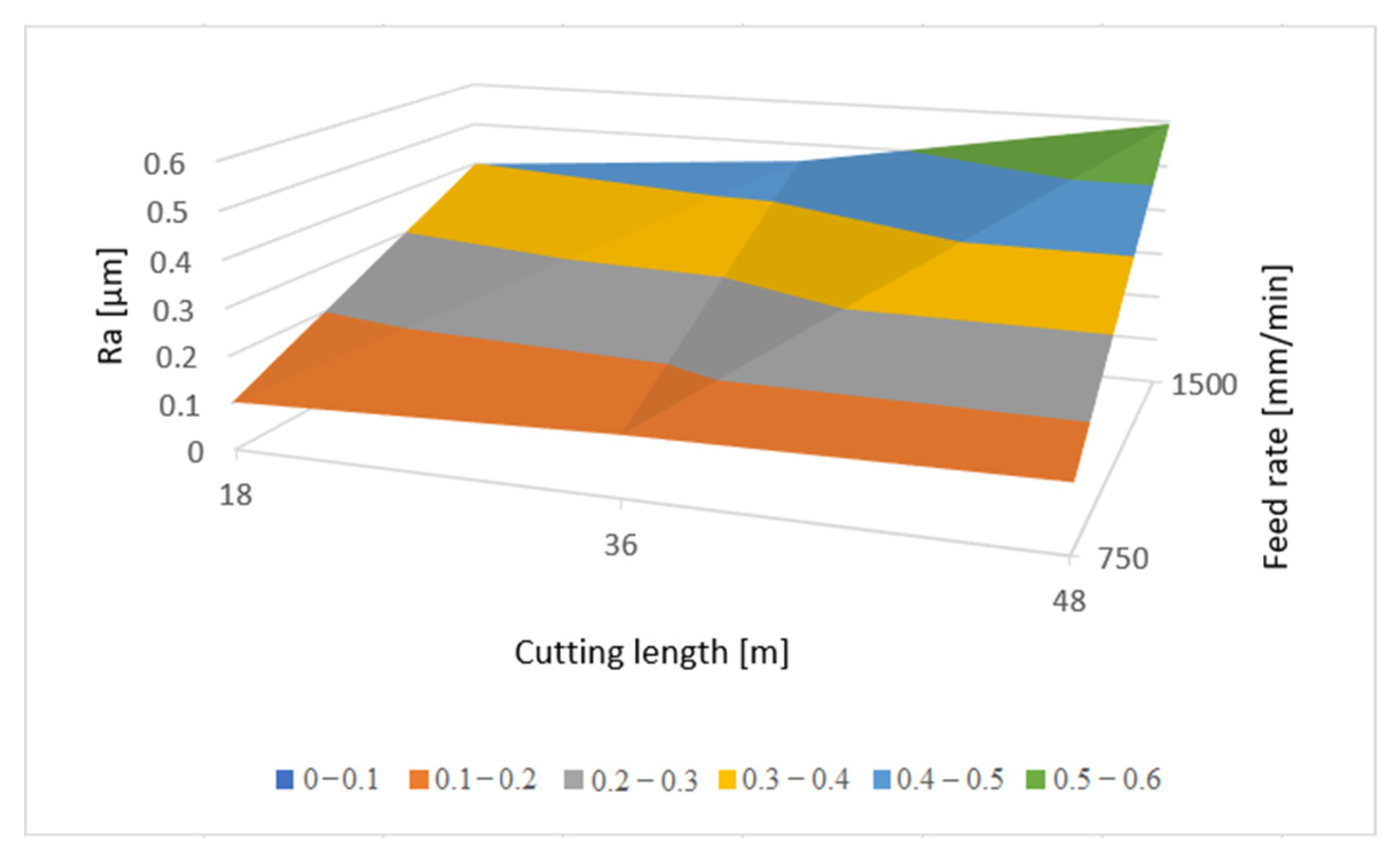
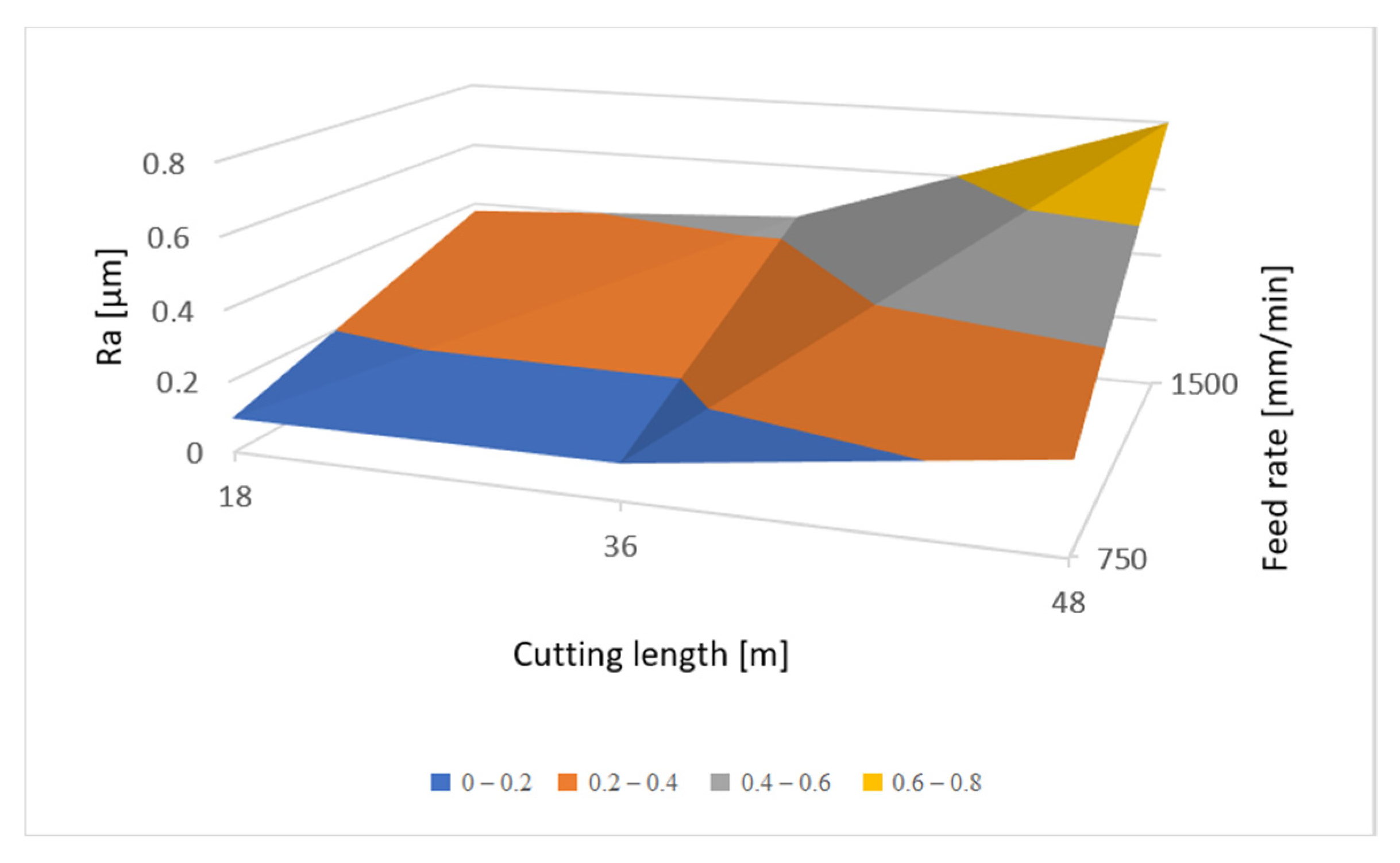
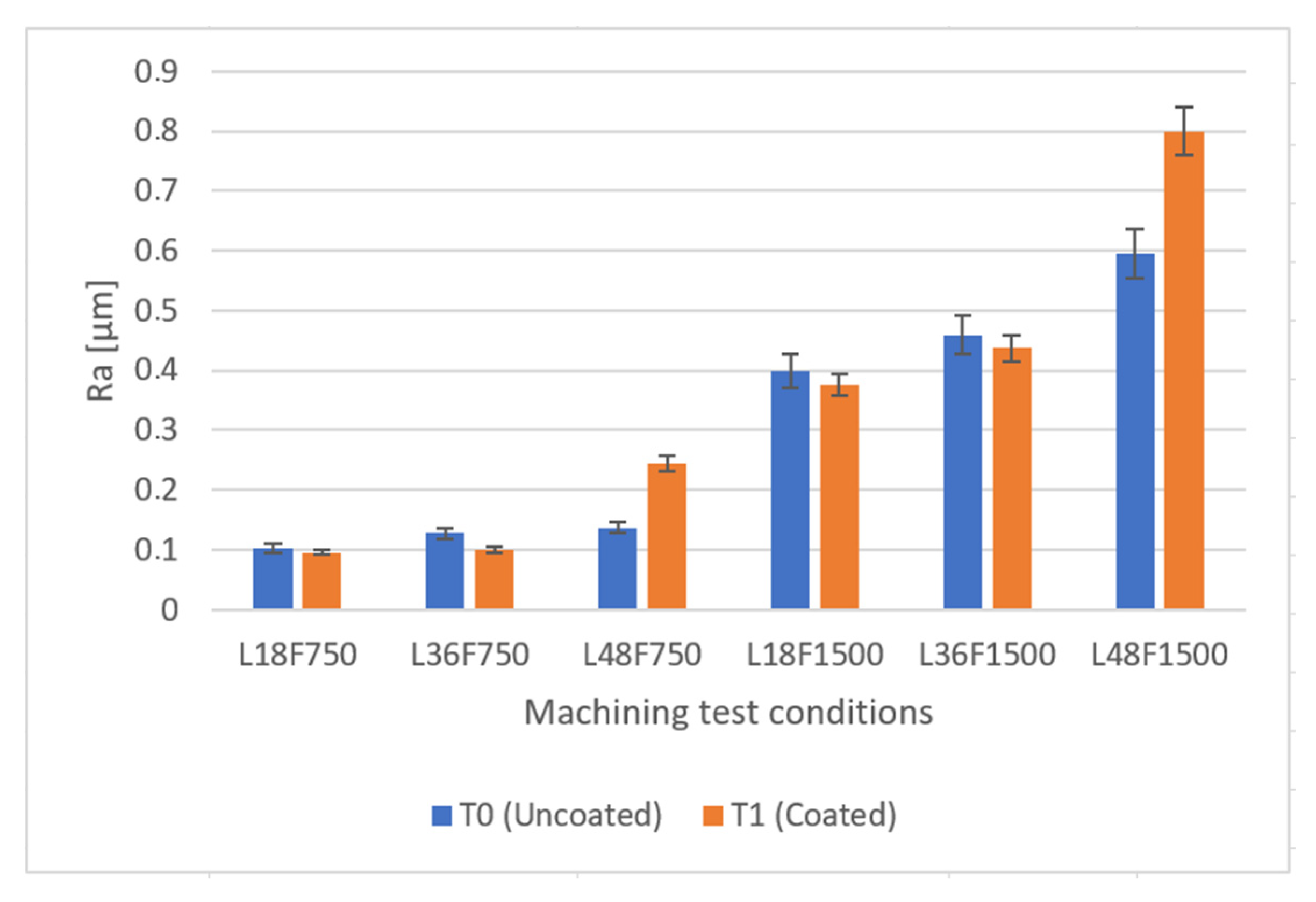
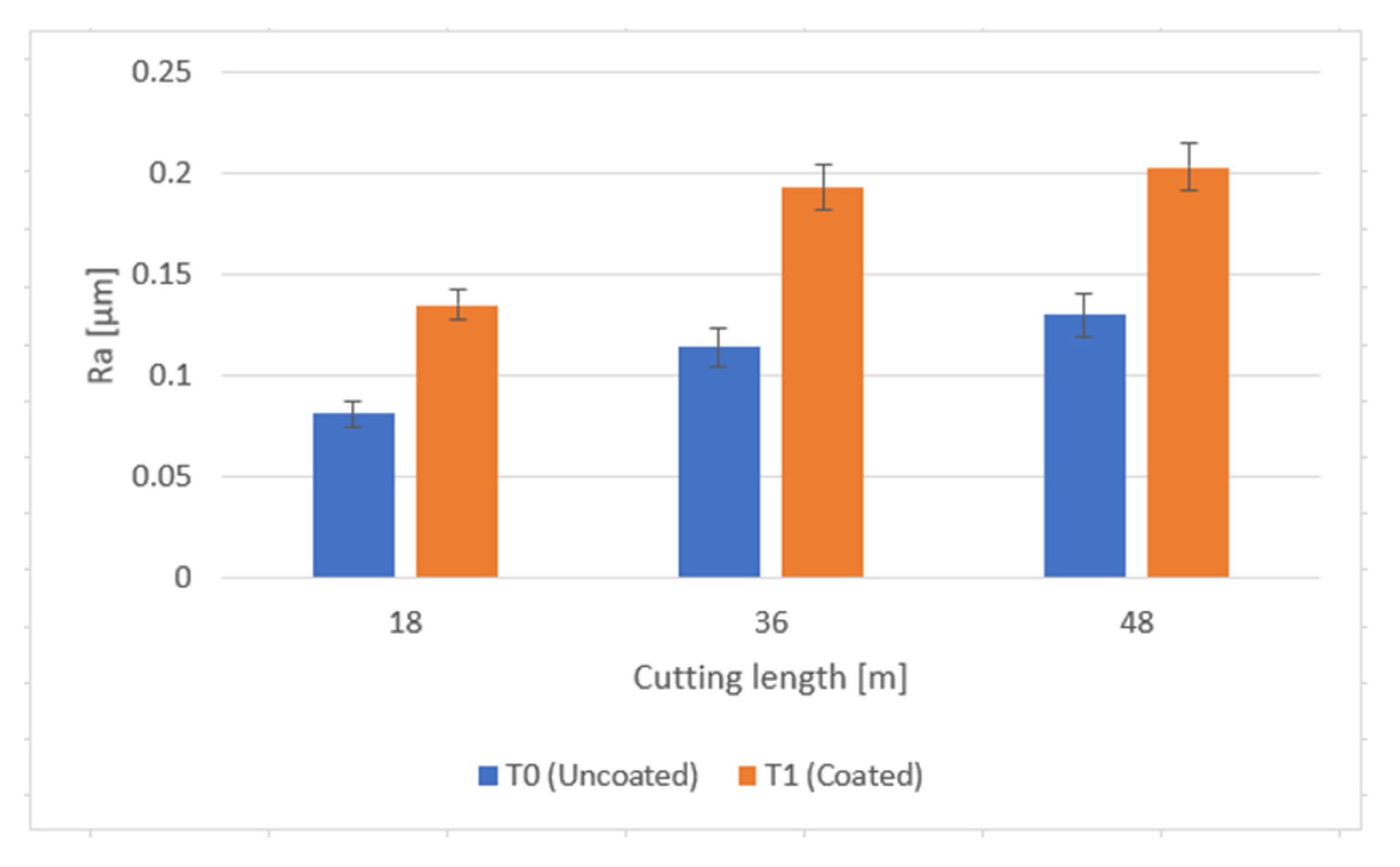
Regarding the surface roughness of the machined part, it was clearly noticed that the feed rate had a high influence on this parameter, with values of surface roughness increasing by up to four times from the feed rate of 750 mm/min to 1500 mm/min. This was registered for both uncoated and coated tools; however, the coated tools produced better results for cutting lengths of up to 36 m, with surface quality deterioration from that point onward. The uncoated tools produced an overall better surface quality for the maximum cutting length of 48 m.
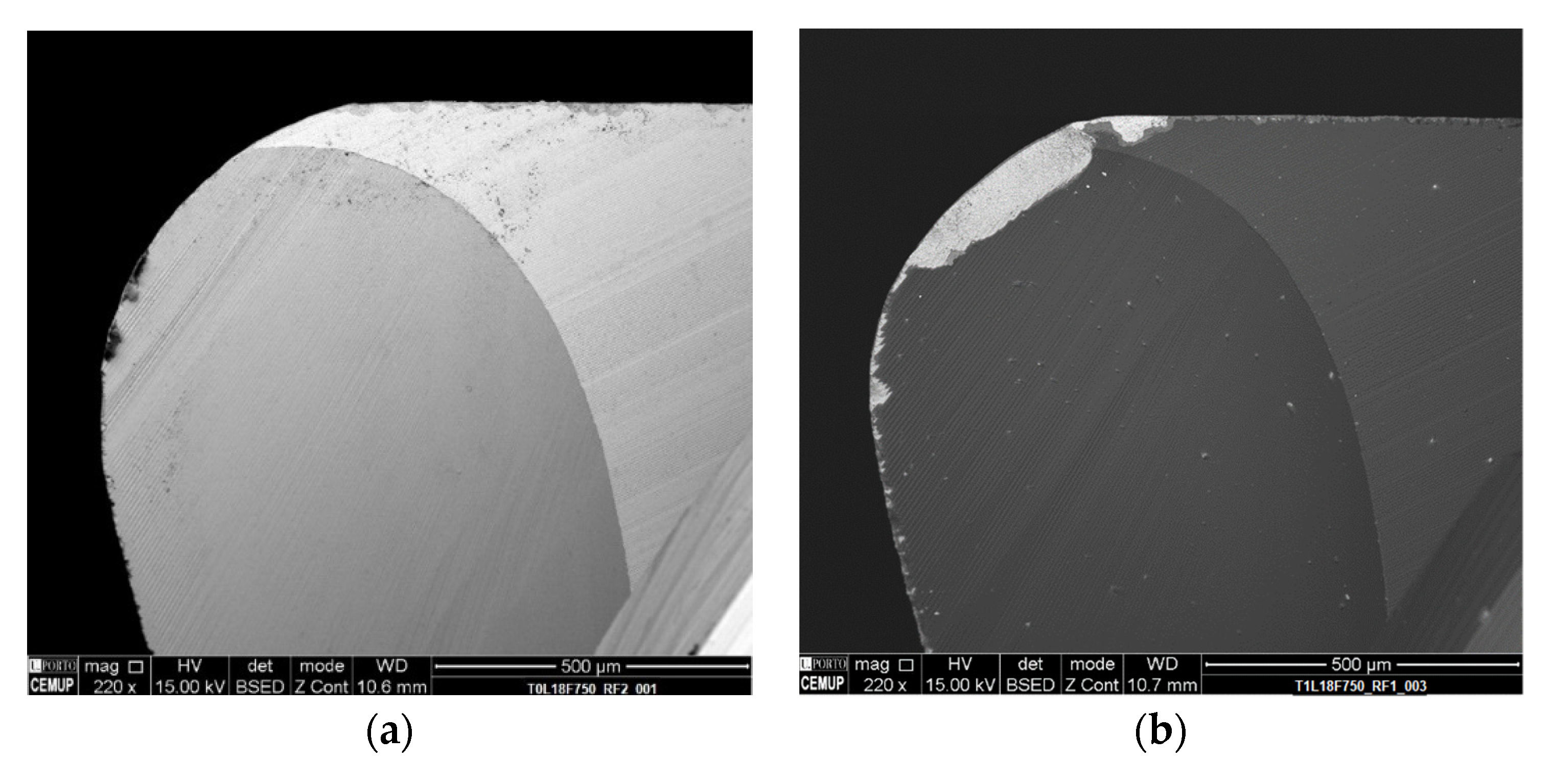
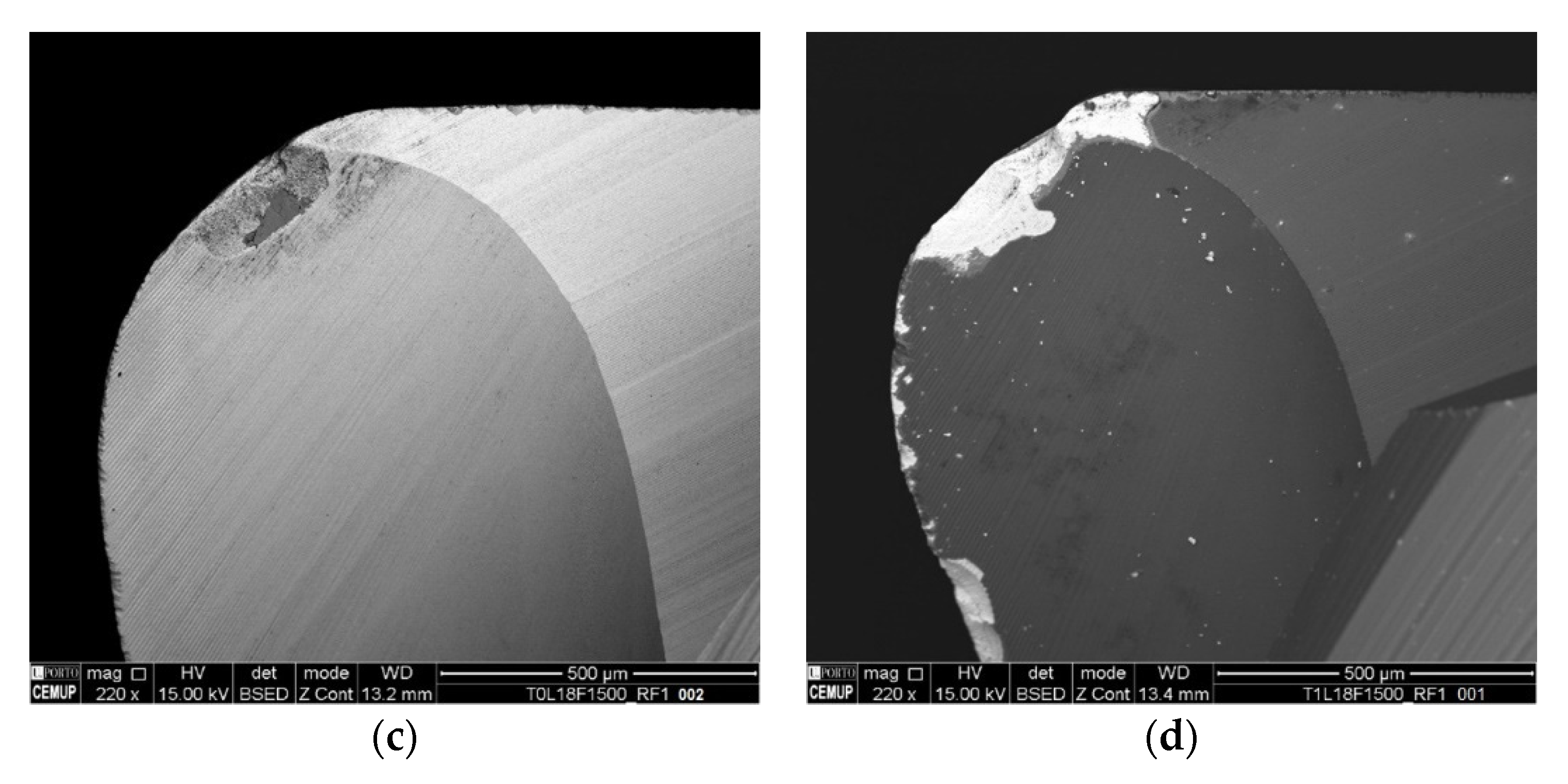
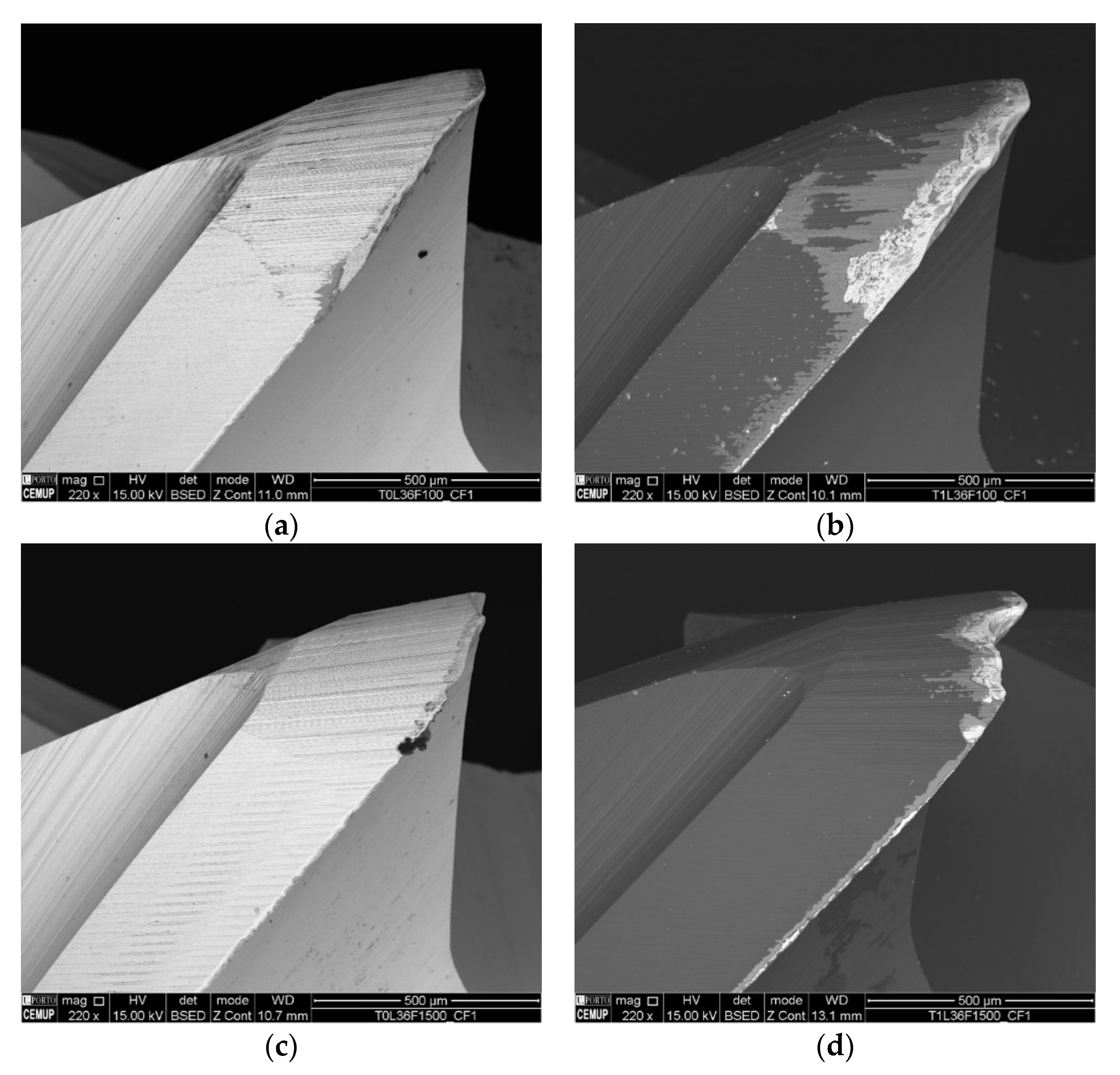
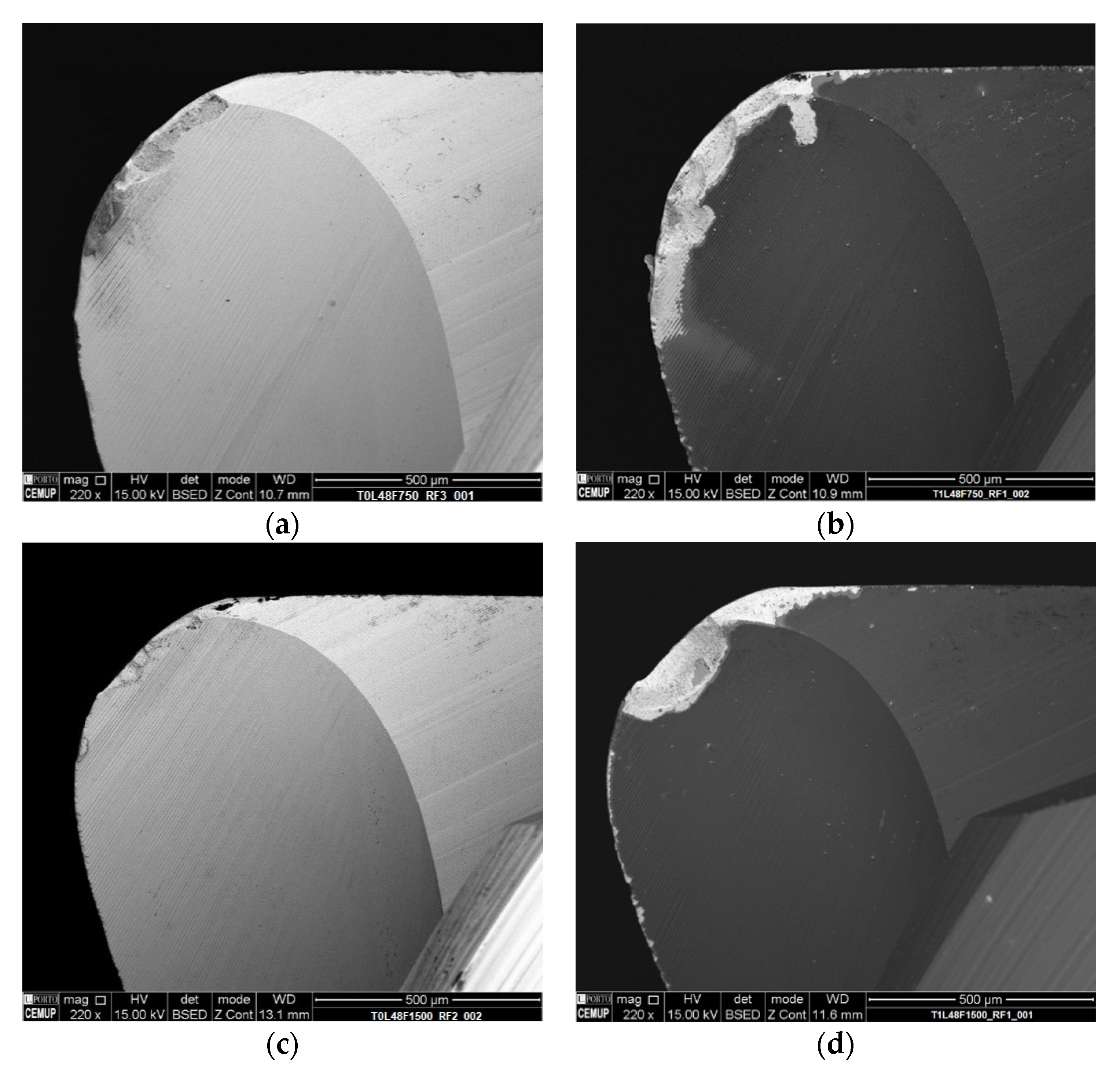
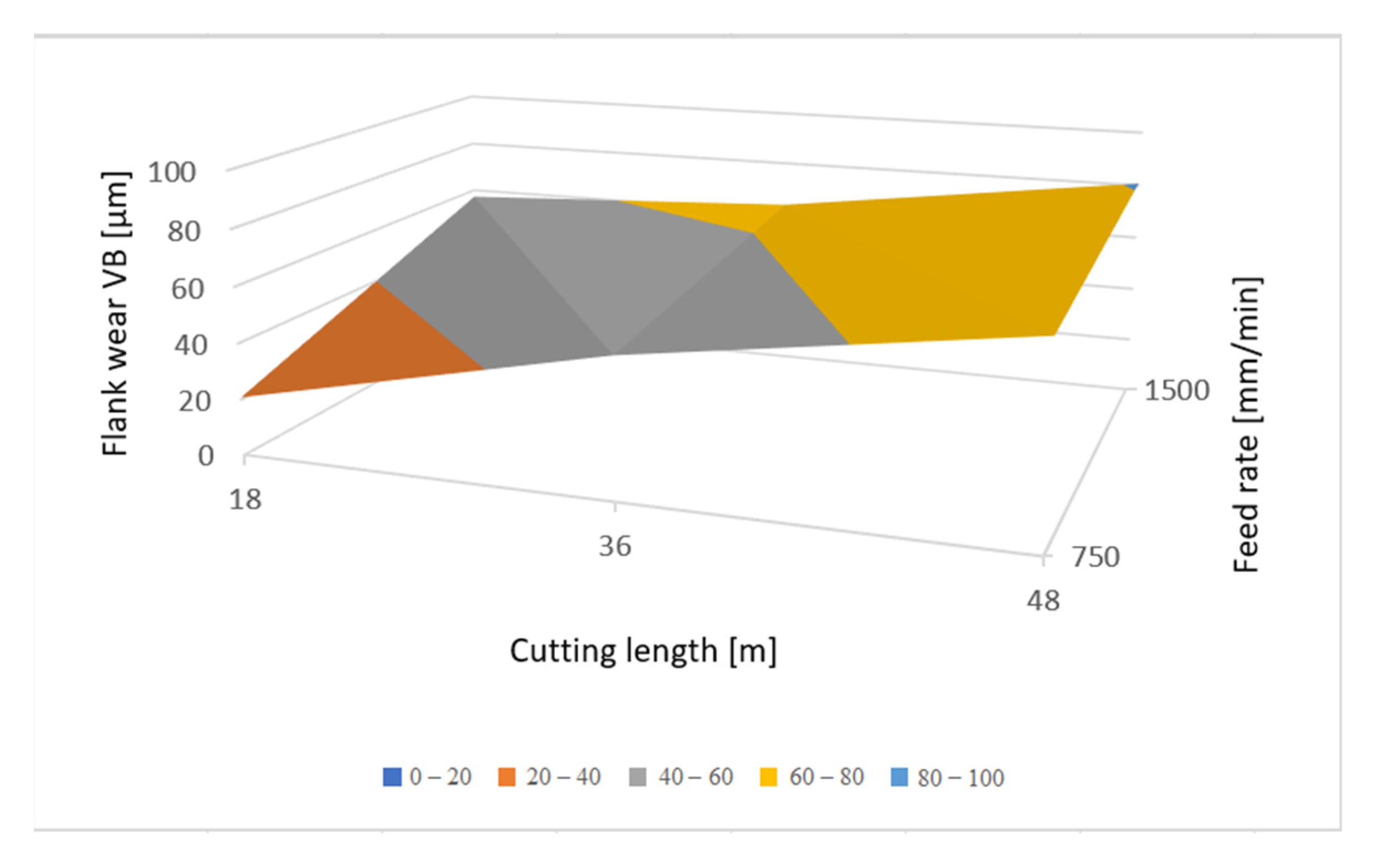
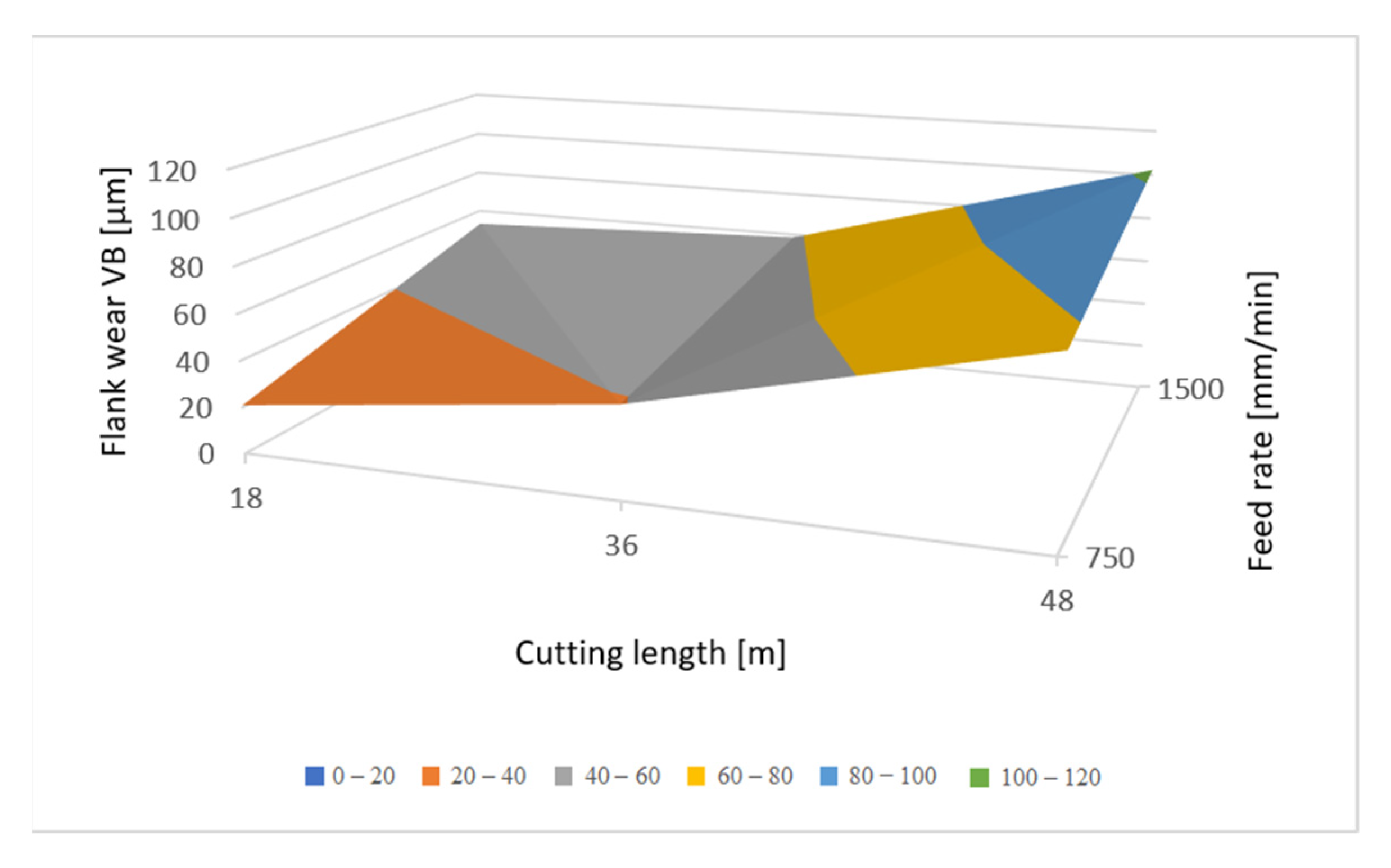
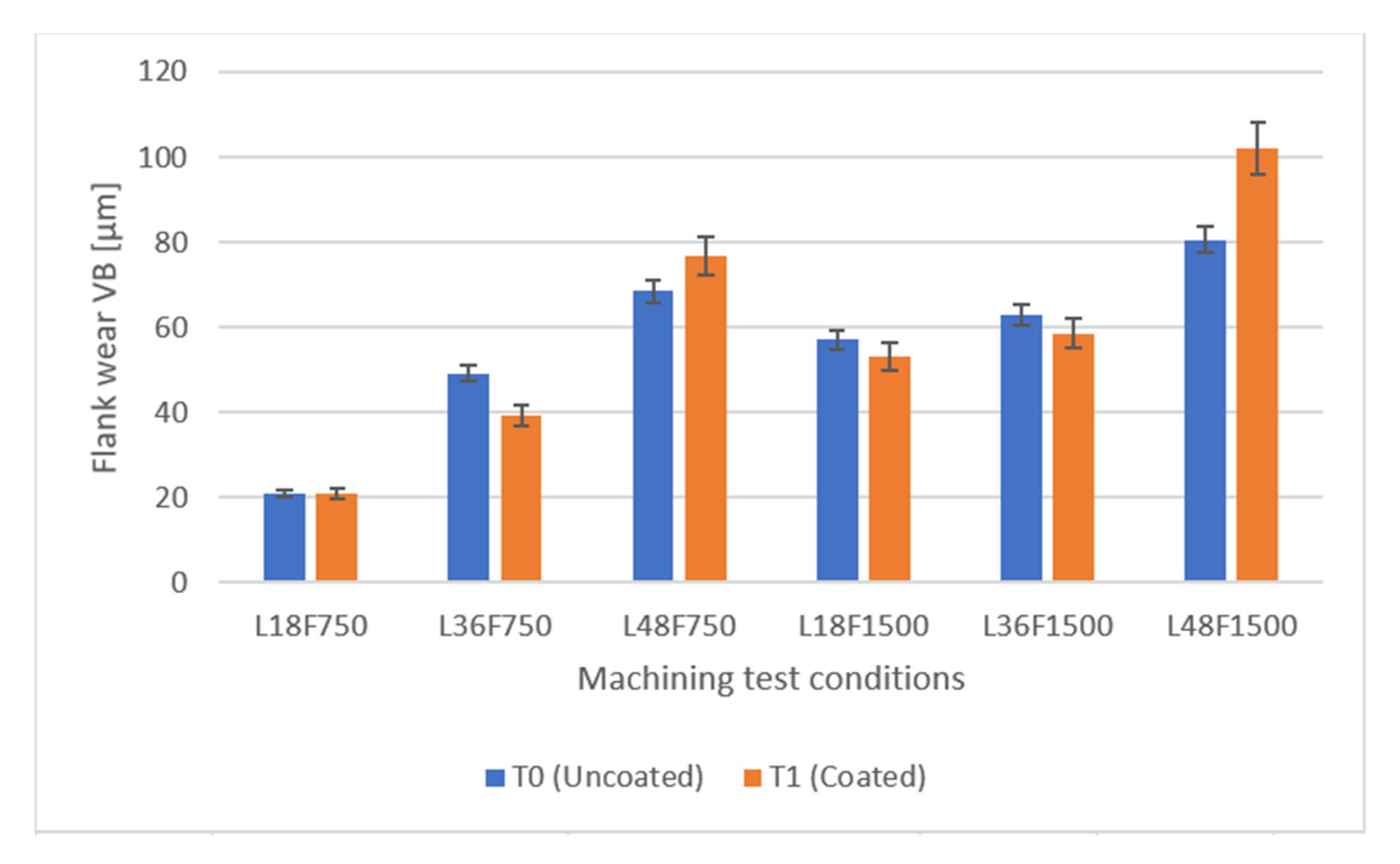
The tool’s wear behavior was similar with an increase in the feed rate values, with the sustained flank wear being more severe for a feed rate value of 1500 mm/min. A flank wear of 80.71 µm and 102.3 µm was registered for uncoated and coated tools, respectively. These maximum flank wear values were registered for higher cutting lengths, with the coated tools experiencing considerably more wear for higher cutting lengths than the uncoated tools. However, for cutting lengths of 18 and 36 m, these tools exhibited less wear than the uncoated ones. Thus, it seems that the 36-m cutting length represents a turning point for the tools’ wear behavior. For the 48-m cutting length, the uncoated tools presented a better behavior than the coated ones, thus, the improved behavior of the coated tools ends at about a cutting length of 36 m.
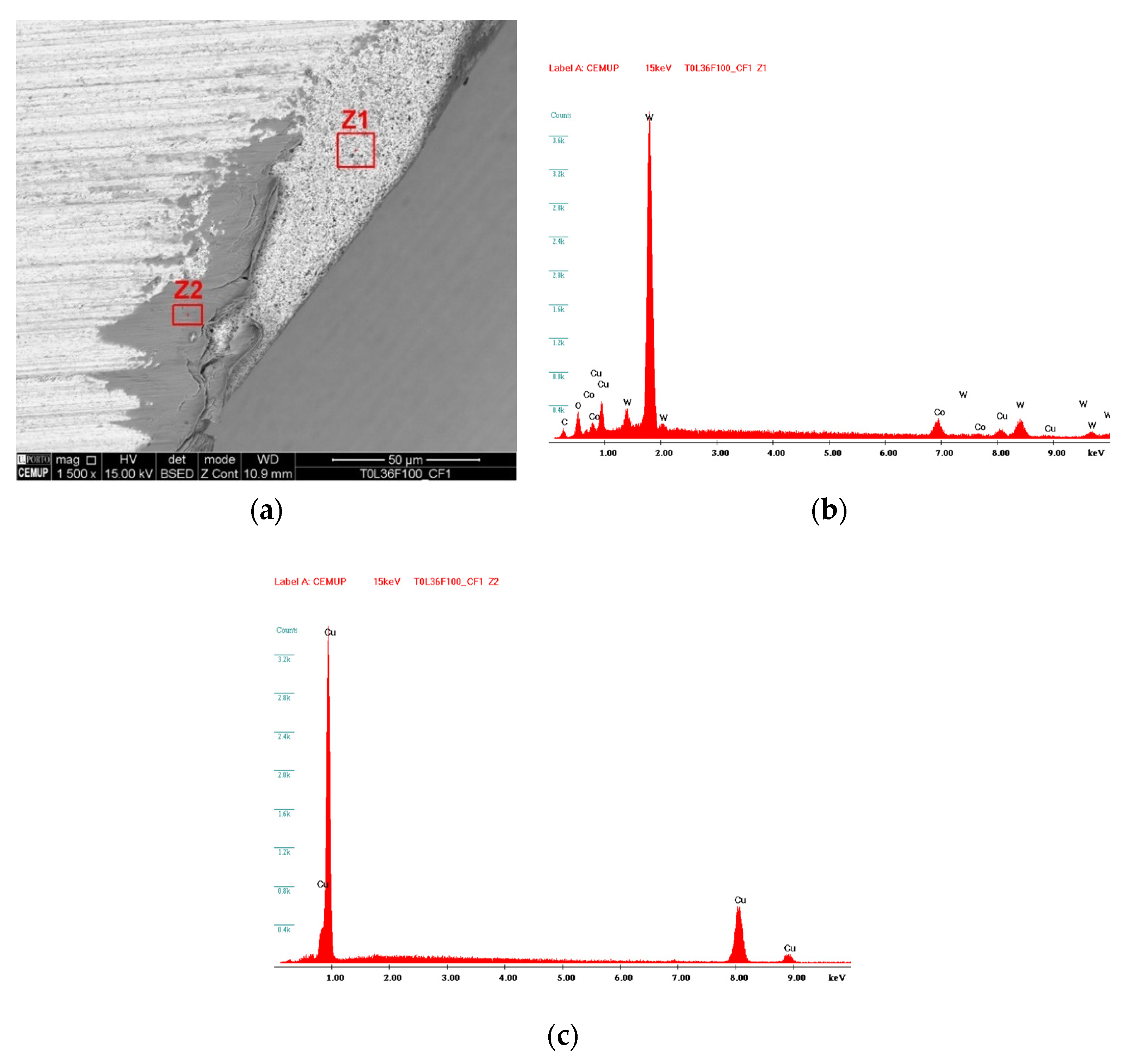
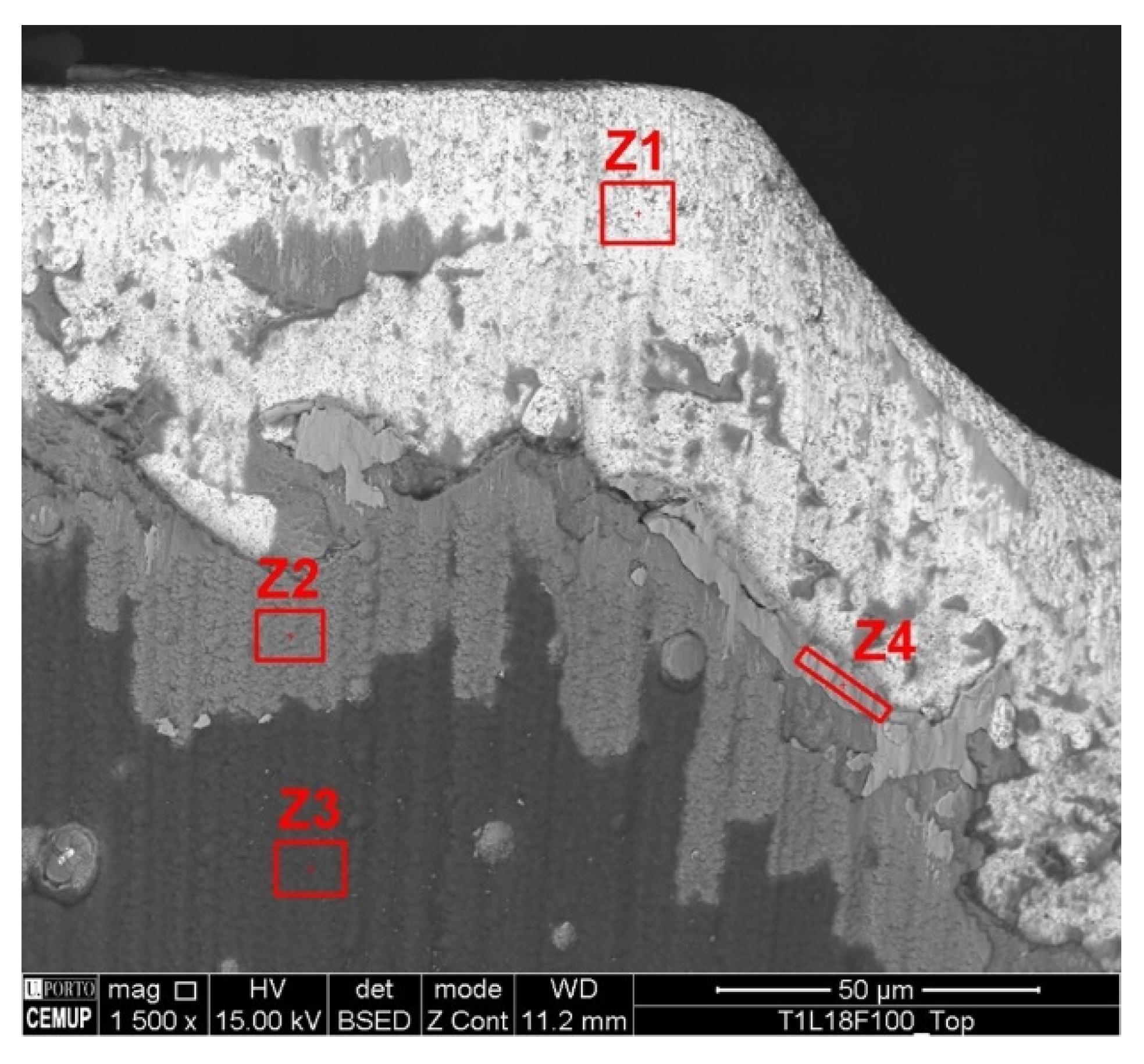
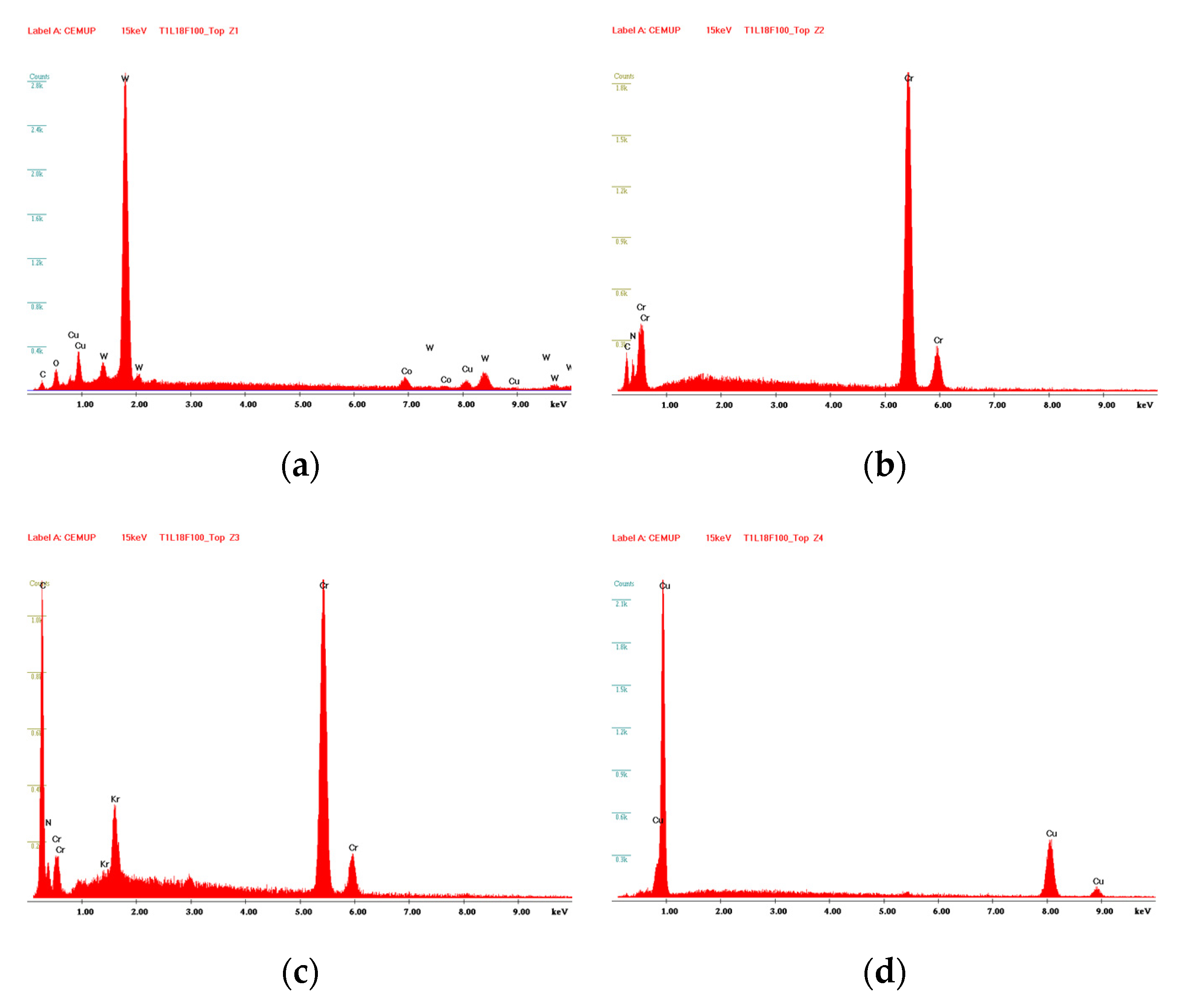
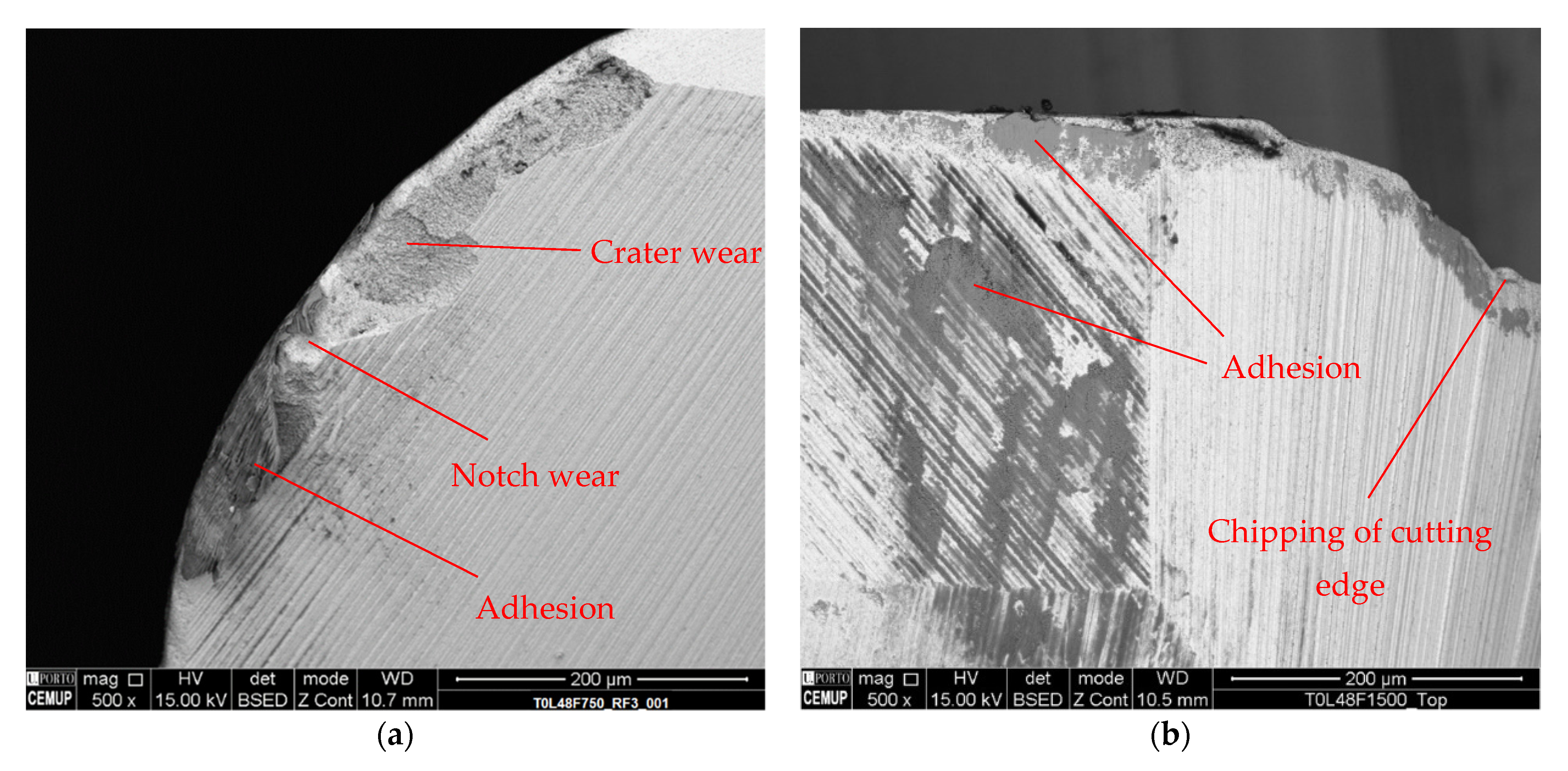
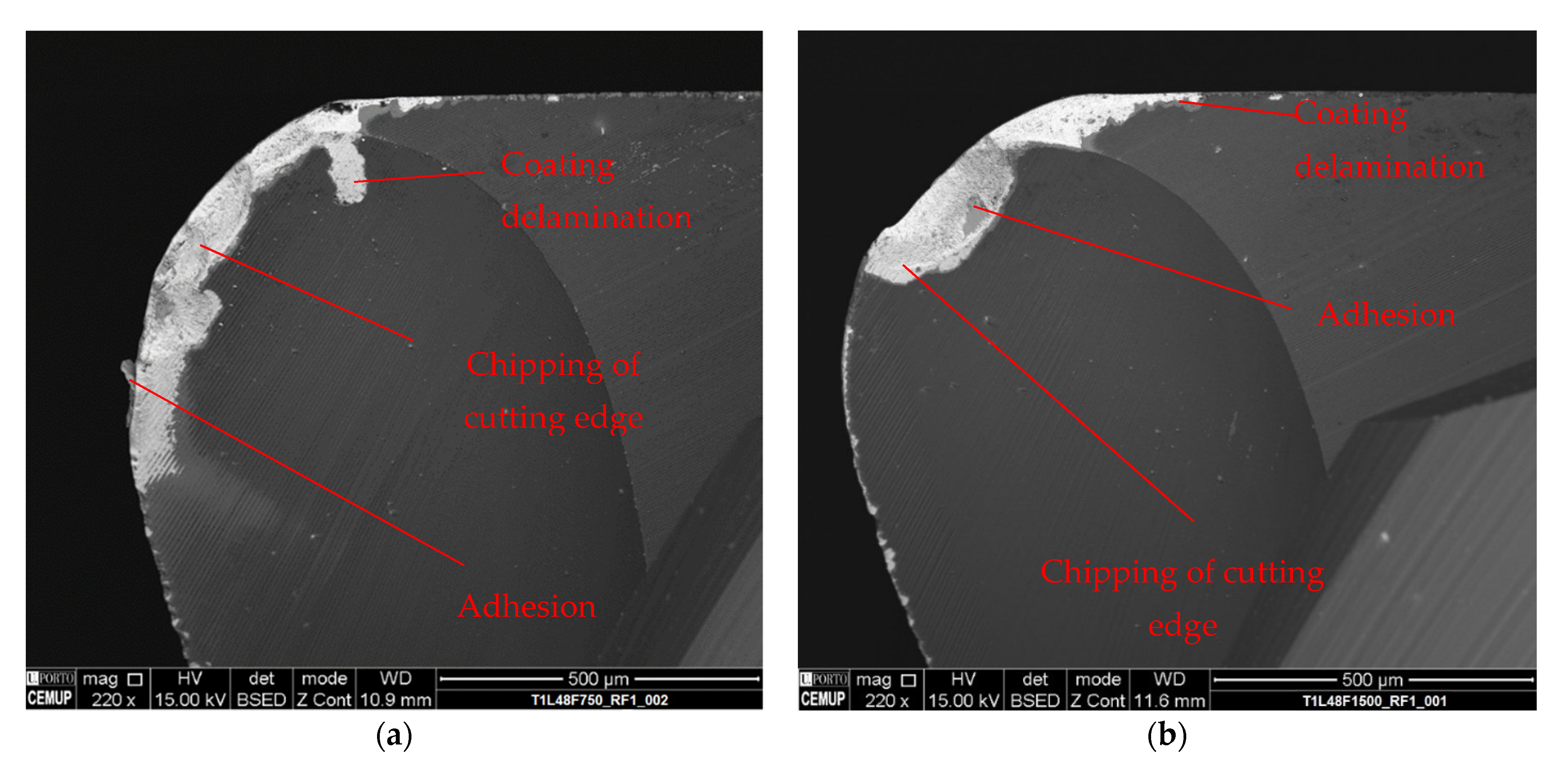
Regarding the tool wear mechanisms, it was possible to observe that the main wear mechanisms were adhesion, tool chipping, and abrasion. In addition to these, coating delamination was registered in the coated tools. Tool chipping and cutting-edge breakage was more prominent for higher values of feed rate, and was registered in both coated and uncoated tools.
Both the coated and uncoated tools presented similar wear behaviors, with the coated tools exhibiting less wear and producing a better machined quality in the beginning of the tests. However, for longer cutting lengths the coated tools were outperformed by the uncoated ones, producing a worse surface finish and suffering more wear. This indicated that this coating was not best suited for finishing operations of copper-beryllium alloys, following the described machining strategy. The development of different machining strategies for finishing can prove beneficial for the optimization of the wear behavior of these tools, a subject that can be explored in future work.
It was also found that feed rate has a very high influence on the produced machining quality, with lower feed rates producing the lowest surface roughness values. Preliminary tests carried out at a feed rate value of 350 mm/min produced highly satisfactory values, for both coated and uncoated tools, with the values obtained from each of the tool types being very similar; however, in this case, the uncoated tool outperformed the coated tool for every cutting length value, i.e., it produced an overall better surface finish. By lowering the feed rate, it is possible to skip additional steps that are required to produce mold parts, such as grinding and polishing operations, which are very usual regarding molds for shiny surfaces. This opens a new avenue of future study regarding the influence of feed-rate on the machining of these alloys, and how this can contribute for the optimization of the processing of copper-beryllium alloys. Regarding the study of this lower feed-rate, more intermediate stages should be inserted, accompanied by an analysis of the wear of both tools throughout the test. Furthermore, other machining parameters (such as cutting speed and even different lubrication conditions) and strategy influences on the surface roughness could be evaluated.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}