
A Robot-Assisted Large-Scale Inspection of Wind Turbine Blades in Manufacturing Using an Autonomous Mobile Manipulator



Abstract
:1. Introduction
2. Robot Control System
2.1. Zone-Based Segmentation of the Production Environment
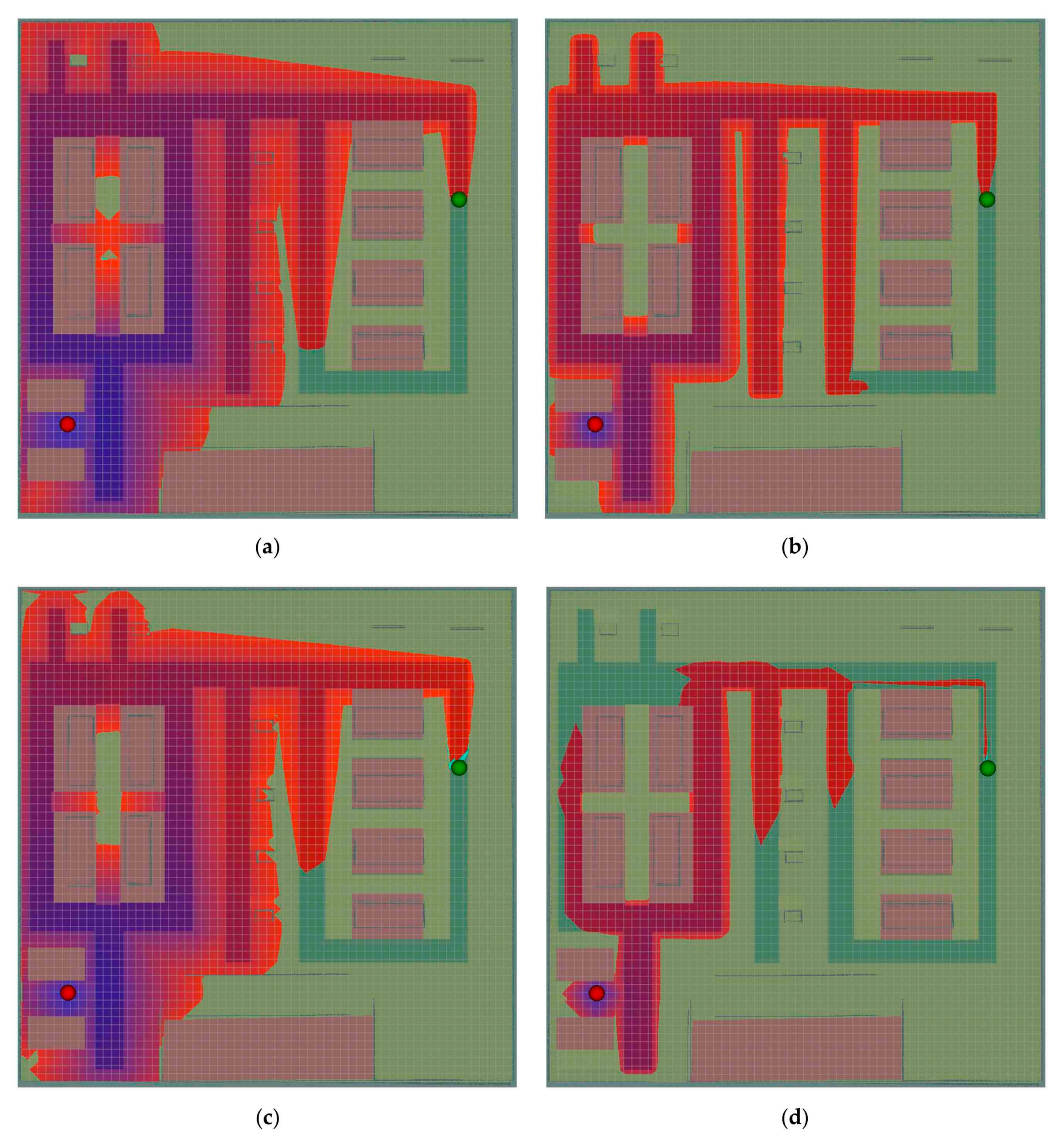
2.2. Cost Adaption Based on Search Expansion Direction
| Algorithm 1. Calculation of Potential Map for right-hand Driving | |
| 1: | function calculateCellPotential(cell , costmap , potential_map ) |
| 2: | if is not inside the corridor zone then |
| 3: | calculateCostsToReachCell(, , ) |
| 4: | end if |
| 5: | if equal cost of GuardRailZone and not equal then |
| 6: | |
| 7: | else if equal cost of GuardRailZone and not equal then |
| 8: | |
| 9: | else if equal cost of GuardRailZone and not equal then |
| 10: | |
| 11: | else if equal cost of GuardRailZone and not equal then |
| 12: | |
| 13: | else |
| 14: | calculateCostsToReachCell(, , ) |
| 14: | end if |
| 15: | end function |
- The guard rail zone is a neighbor in the negative y-direction in the costmap;
- The guard rail zone is a neighbor in the positive y-direction in the costmap;
- The guard rail zone is a neighbor in the negative x-direction in the costmap; or
- The guard rail zone is a neighbor in the positive x-direction in the costmap.
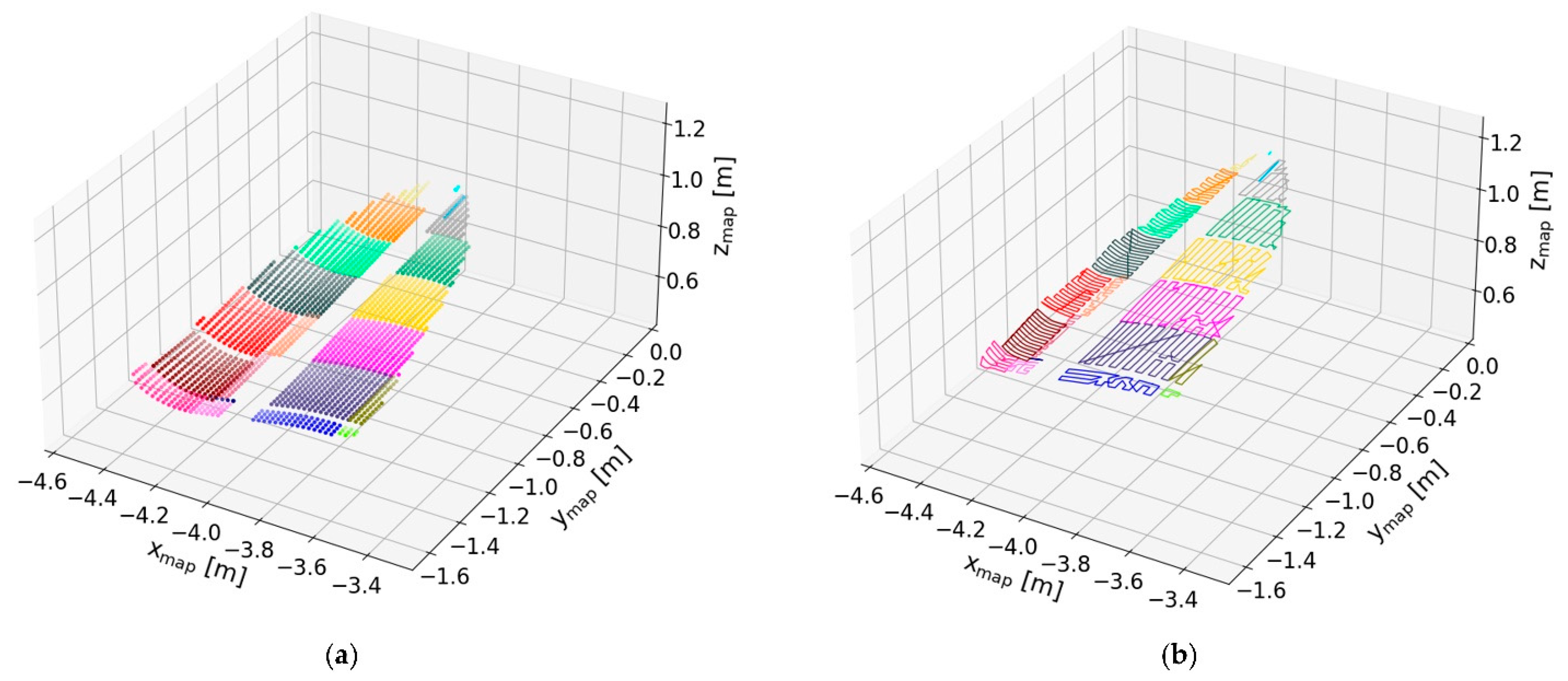
2.3. Large-Scale Surface Orthogonal Motion Planning
- Surface reconstruction;
- Sensor waypoint generation;
- Motion planning.
2.3.1. Surface Reconstruction
2.3.2. Waypoint Generation
2.3.3. Path Planning
| Algorithm 2. Factor 3/2 approximation of the travelling salesman problem | |
| 1: | function approximateTSP(Graph , costfunction ) |
| 2: | choose a root node as base v |
| 3: | calculate the minimum spanning tree for with |
| 4: | calculate the perfect matching with minimum weight for odd |
| 5: | add to |
| 6: | determine the Euler cycle in |
| 7: | the Hamiltonian cycle is the ordered list of nodes visited on , multiple nodes are skipped |
| 8: | return |
| 9: | end function |
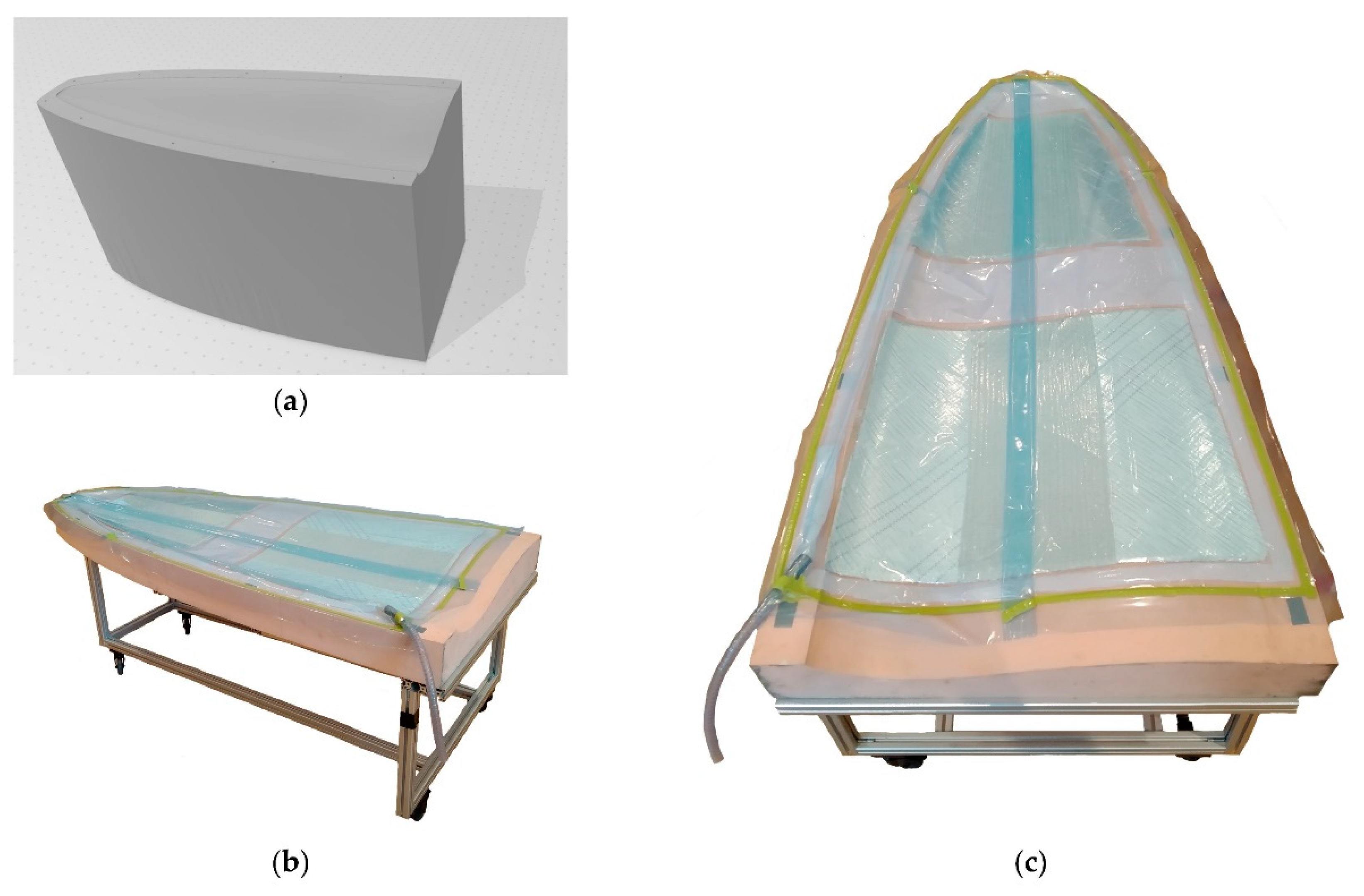
2.3.4. Positioning of the Mobile Platform
- Create the scanning grid accordingly to the workpiece size (see Figure 9a);
- Project the scanning grid onto the surface of the workpiece (see Figure 9b);
- Reflect the projected points alongside the surface normal (see Figure 9c); and
- Cluster the reflected points into processable local scan areas (see Figure 9d).
| Algorithm 3. Segmentation of the workpiece into subsegments | |
| 1: | function segmentWorkpiece(CADModel , Workspace , Distance , ClusterList ) |
| 2: | create sampling grid accordingly to 3D bounding box size of |
| 3: | project grid points onto surface of |
| 4: | reflect projected points alongside the corresponding surface normal to distance from surface of |
| 5: | create a list with corresponding pairs of projected and reflected points |
| 6: | ascendingly order based on Euclidean distance between projected point and workpiece frame |
| 7: | while not empty do |
| 8: | initialize empty cluster |
| 9: | add position pair at first position of to and remove pair from |
| 11: | initialize filter dimensions |
| 12: | set current search direction to -direction |
| 13: | while not all search directions are exhausted do |
| 14: | extend filter in search direction |
| 15: | if filter dimension is beyond the bounding box of then |
| 16: | mark current search direction as exhausted |
| 17: | reset filter dimensions |
| 18: | end if |
| 19: | find all position pairs in where the reflected point is inside filter bounds |
| 20: | calculate bounding box dimension of all reflected points ϵ |
| 21: | if then |
| 22: | add to and delete from |
| 23: | else |
| 24: | reset filter dimension |
| 25: | mark search direction as exhausted |
| 26: | end if |
| 27: | switch search direction |
| 28: | end while |
| 29: | add to |
| 30: | end while |
| 31: | end function |
2.4. Task Management
3. Experiments and Discussions
3.1. Production Environment Navigation
- Tuples from restricted-to-restricted zone;
- Tuples from station-to-station zone;
- Tuples from station-to-corridor zone;
- Tuples from corridor-to-station zone;
- Tuples from corridor-to-corridor zone.
- The required process time;
- The number of expanded cells; and
- The path length.
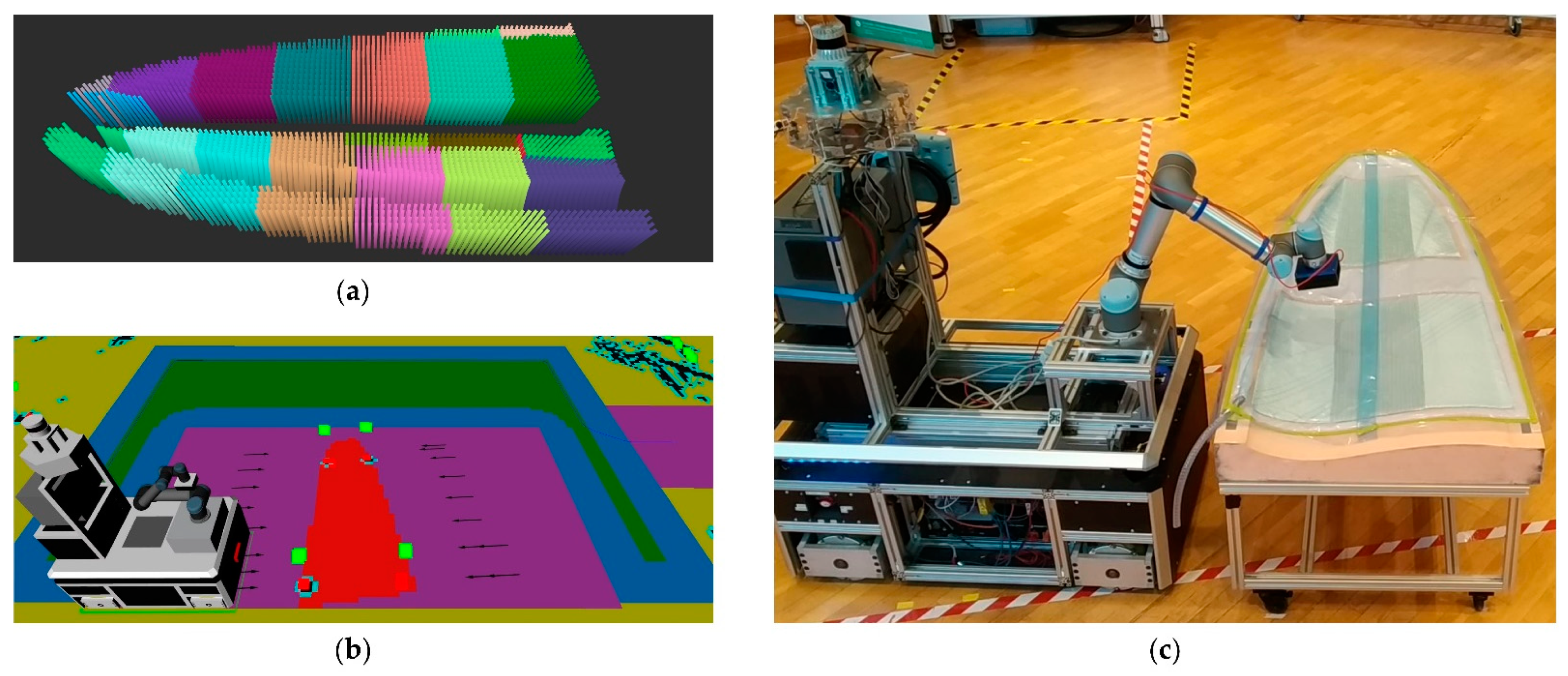
3.2. Evaluation in Real-World Use-Case
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- GWEC. Global Wind Report 2021. Available online: https://www.windenergyhamburg.com/fileadmin/windenergy/2022/pdf/we_gwec-global-wind-report-2021.pdf (accessed on 3 May 2021).
- Ancona, D.; McVeigh, J. Wind Turbine-Materials and Manufacturing Fact Sheet; Princeton Energy Resources International, LLC: Rockville, MD, USA, 2001; p. 19. [Google Scholar]
- Murray, R.; Swan, D.; Snowberg, D.R.; Berry, D.; Beach, R.; Rooney, S. Manufacturing a 9-Meter Thermoplastic Composite Wind Turbine Blade. In Proceedings of the American Society for Composites Thirty-Second Technical Conference, West Lafayette, IN, USA, 23–25 October 2017; DEStech Publications: Lancaster, PA, USA, 2017. ISBN 978-1-60595-418-9. [Google Scholar]
- Yang, K.; Rongong, J.A.; Worden, K. Damage detection in a laboratory wind turbine blade using techniques of ultrasonic NDT and SHM. Strain 2018, 54, e12290. [Google Scholar] [CrossRef]
- Garcia Marquez, F.P.; Gomez Munoz, C.Q. A new approach for fault detection, location and diagnosis by ultrasonic testing. Energies 2020, 13, 1192. [Google Scholar] [CrossRef] [Green Version]
- Yang, R.; He, Y.; Mandelis, A.; Wang, N.; Wu, X.; Huang, S. Induction infrared thermography and thermal-wave-radar analysis for imaging inspection and diagnosis of blade composites. IEEE Trans. Ind. Inform. 2018, 14, 5637–5647. [Google Scholar] [CrossRef]
- Hwang, S.; An, Y.-K.; Sohn, H. Continuous line laser thermography for damage imaging of rotating wind turbine blades. Procedia Eng. 2017, 188, 225–232. [Google Scholar] [CrossRef]
- Arnold, P.; Moll, J.; Mälzer, M.; Krozer, V.; Pozdniakov, D.; Salman, R.; Rediske, S.; Scholz, M.; Friedmann, H.; Nuber, A. Radar-based structural health monitoring of wind turbine blades: The case of damage localization. Wind Energy 2018, 21, 676–680. [Google Scholar] [CrossRef]
- Herschel, R.; Pawliczek, S. 3D millimeter wave screening of wind turbine blade segments. In Proceedings of the 15th European Radar Conference (EuRAD), Madrid, Spain, 26–28 September 2018; pp. 115–117, ISBN 2874870536. [Google Scholar]
- Froehly, A.; Herschel, R. Refraction Compensation in Non-Destructive Testing. In Proceedings of the 15th European Conference on Antennas and Propagation (EuCAP), Düsseldorf, Germany, 22–26 March 2021; pp. 1–5, ISBN 8831299026. [Google Scholar]
- Enevoldsen, P.; Xydis, G. Examining the trends of 35 years growth of key wind turbine components. Energy Sustain. Dev. 2019, 50, 18–26. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hvilshøj, M.; Bøgh, S.; Nielsen, O.S.; Madsen, O. Autonomous industrial mobile manipulation (AIMM): Past, present and future. Ind. Robot Int. J. 2012, 39, 120–135. [Google Scholar] [CrossRef]
- Schuler, J. Integration von Förder- und Handhabungseinrichtungen; Springer: Berlin, Germany, 1987. [Google Scholar]
- Hvilshøj, M.; Bøgh, S.; Nielsen, O.S.; Madsen, O. Multiple part feeding—Real-world application for mobile manipulators. Assem. Autom. 2012, 32, 62–71. [Google Scholar] [CrossRef] [Green Version]
- Halt, L.; Meßmer, F.; Hermann, M.; Wochinger, T.; Naumann, M.; Verl, A. AMADEUS-A robotic multipurpose solution for intralogistics. In Proceedings of the 7th German Conference on Robotics, ROBOTIK 2012, Munich, Germany, 21–22 May 2012; pp. 1–6. [Google Scholar]
- Krueger, V.; Chazoule, A.; Crosby, M.; Lasnier, A.; Pedersen, M.R.; Rovida, F.; Nalpantidis, L.; Petrick, R.; Toscano, C.; Veiga, G. A Vertical and Cyber–Physical Integration of Cognitive Robots in Manufacturing. Proc. IEEE 2016, 104, 1114–1127. [Google Scholar] [CrossRef]
- Bogh, S.; Schou, C.; Ruehr, T.; Kogan, Y.; Doemel, A.; Brucker, M.; Eberst, C.; Tornese, R.; Sprunk, C.; Tipaldi, G.D.; et al. Integration and Assessment of Multiple Mobile Manipulators in a Real-World Industrial Production Facility. In Proceedings of the 41st International Symposium on Robotics, Munich, Germany, 2–3 June 2014; pp. 1–8. [Google Scholar]
- Dömel, A.; Kriegel, S.; Kaßecker, M.; Brucker, M.; Bodenmüller, T.; Suppa, M. Toward fully autonomous mobile manipulation for industrial environments. Int. J. Adv. Robot. Syst. 2017, 14, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Outón, J.L.; Villaverde, I.; Herrero, H.; Esnaola, U.; Sierra, B. Innovative Mobile Manipulator Solution for Modern Flexible Manufacturing Processes. Sensors 2019, 19, 5414. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saenz, J.; Vogel, C.; Penzlin, F.; Elkmann, N. Safeguarding Collaborative Mobile Manipulators—Evaluation of the VALERI Workspace Monitoring System. Procedia Manuf. 2017, 11, 47–54. [Google Scholar] [CrossRef]
- Fritzsche, M.; Saenz, J.; Penzlin, F. A large scale tactile sensor for safe mobile robot manipulation. In Proceedings of the 11th International Conference on Human-Robot Interaction (HRI), Christchurch, New Zealand, 7–10 March 2016; pp. 427–428. [Google Scholar]
- Andersen, R.S.; Bøgh, S.; Moeslund, T.B.; Madsen, O. Intuitive task programming of stud welding robots for ship construction. In Proceedings of the International Conference on Industrial Technology, Seville, Spain, 17–19 March 2015; pp. 3302–3307. [Google Scholar]
- Yu, L.; Yang, E.; Ren, P.; Luo, C.; Dobie, G.; Gu, D.; Yan, X. Inspection Robots in Oil and Gas Industry: A Review of Current Solutions and Future Trends. In Proceedings of the 25th International Conference on Automation and Computing (ICAC), Lancaster, UK, 5–7 September 2019; pp. 1–6, ISBN 978-1-8613-7665-7. [Google Scholar]
- Hashim, A.S.; Grămescu, B.; Niţu, C. State of the Art Survey on Using Robots in Oil and Gas Industry. In Proceedings of the International Conference of Mechatronics and Cyber-MixMechatronics—2017, Bucharest, Romania, 7–8 September 2017; Springer International Publishing: Cham, Switzerland, 2018; pp. 177–185. [Google Scholar]
- Lu, S.; Zhang, Y.; Su, J. Mobile robot for power substation inspection: A survey. IEEE/CAA J. Autom. Sin. 2017, 4, 830–847. [Google Scholar] [CrossRef]
- Alhassan, A.B.; Zhang, X.; Shen, H.; Xu, H. Power transmission line inspection robots: A review, trends and challenges for future research. Int. J. Electr. Power Energy Syst. 2020, 118, 105862. [Google Scholar] [CrossRef]
- Lattanzi, D.; Miller, G. Review of Robotic Infrastructure Inspection Systems. J. Infrastruct. Syst. 2017, 23, 4017004. [Google Scholar] [CrossRef]
- Engemann, H.; Du, S.; Kallweit, S.; Cönen, P.; Dawar, H. OMNIVIL—An Autonomous Mobile Manipulator for Flexible Production. Sensors 2020, 20, 7249. [Google Scholar] [CrossRef] [PubMed]
- Diegel, O.; Badve, A.; Bright, G.; Potgieter, J.; Tlale, S. Improved mecanum wheel design for omni-directional robots. In Proceedings of the Australasian conference on robotics and automation, Auckland, New Zealand, 27–29 November 2002; pp. 117–121. [Google Scholar]
- Lu, D.V. Contextualized Robot Navigation. Ph.D. Thesis, Washington University, Washington, DC, USA, 2014. [Google Scholar]
- Lu, D.V.; Hershberger, D.; Smart, W.D. Layered costmaps for context-sensitive navigation. In Proceedings of the International Conference on Intelligent Robots and Systems, Chicago, IL, USA, 14–18 September 2014; pp. 709–715. [Google Scholar]
- Hasan, K.M.; Al Mamun, A. Implementation of autonomous line follower robot. In Proceedings of the International Conference on Informatics, Electronics & Vision, Dhaka, Bangladesh, 18–19 May 2014; pp. 865–869. [Google Scholar]
- Herrero-Pérez, D.; Alcaraz-Jiménez, J.J.; Martínez-Barberá, H. An accurate and robust flexible guidance system for indoor industrial environments. Int. J. Adv. Robot. Syst. 2013, 10, 292–302. [Google Scholar] [CrossRef]
- Yoon, S.W.; Park, S.-B.; Kim, J.S. Kalman filter sensor fusion for Mecanum wheeled automated guided vehicle localization. J. Sens. 2015, 2015, 347379. [Google Scholar] [CrossRef] [Green Version]
- Hart, P.; Nilsson, N.; Raphael, B. A Formal Basis for the Heuristic Determination of Minimum Cost Paths. IEEE Trans. Syst. Sci. Cybern. 1968, 4, 100–107. [Google Scholar] [CrossRef]
- Dijkstra, E.W. A note on two problems in connexion with graphs. Numer. Math. 1959, 1, 269–271. [Google Scholar] [CrossRef] [Green Version]
- Lu, D.V.; Smart, W.D. Towards more efficient navigation for robots and humans. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 1707–1713, ISBN 1467363588. [Google Scholar]
- Rusu, R.B.; Cousins, S. 3d is here: Point cloud library (pcl). In Proceedings of the IEEE International Conference on Robotics and Automation, Shanghai, China, 9–13 May 2011; pp. 1–4, ISBN 1612843859. [Google Scholar]
- Mörwald, T. Object Modelling for Cognitive Robotics. Ph.D. Thesis, Vienna University of Technology, Vienna, Austria, 2013. [Google Scholar]
- Choi, Y.; Choi, Y.; Briceno, S.; Mavris, D.N. Three-dimensional UAS trajectory optimization for remote sensing in an irregular terrain environment. In Proceedings of the International Conference on Unmanned Aircraft Systems (ICUAS), Dallas, TX, USA, 13–15 June 2018; pp. 1101–1108, ISBN 1538613549. [Google Scholar]
- Bondy, J.A.; Murty, U.S.R. Graph Theory; Springer: New York, NY, USA, 2008; ISBN 9781846289699. [Google Scholar]
- Cormen, T.H.; Leiserson, C.E.; Rivest, R.L.; Stein, C. Introduction to Algorithms; MIT Press: Cambridge, MA, USA, 2009; ISBN 0262533057. [Google Scholar]
- Christofides, N. Worst-Case Analysis of a New Heuristic for the Travelling Salesman Problem; Technical Report 388; Carnegie-Mellon University: Pittsburgh, PA, USA, 1976. [Google Scholar]
- Kolmogorov, V. Blossom V: A new implementation of a minimum cost perfect matching algorithm. Math. Program. Comput. 2009, 1, 43–67. [Google Scholar] [CrossRef]
- Bohren, J.; Cousins, S. The smach high-level executive [ros news]. IEEE Robot. Autom. Mag. 2010, 17, 18–20. [Google Scholar] [CrossRef]
- Putz, S.; Santos Simon, J.; Hertzberg, J. Move Base Flex A Highly Flexible Navigation Framework for Mobile Robots. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Madrid, Spain, 1–5 October 2018; pp. 3416–3421, ISBN 978-1-5386-8094-0. [Google Scholar]
- Koenig, N.; Howard, A. Design and use paradigms for gazebo, an open-source multi-robot simulator. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Sendia, Japan, 28 September–2 October 2004; pp. 2149–2154, ISBN 0780384636. [Google Scholar]
- Quigley, M.; Conley, K.; Gerkey, B.; Faust, J.; Foote, T.; Leibs, J.; Wheeler, R.; Ng, A.Y. ROS: An open-source Robot Operating System. In Proceedings of the Workshops at the IEEE International Conference on Robotics and Automation, Kobe, Japan, 12–17 May 2009; p. 5. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Approach | aMSE [m] | Processing Time [ms] | Expanded Cells | Path Length [m] |
|---|---|---|---|---|
| A* | 15.72 | 56.2 | 401,497 | 62.43 |
| Dijkstra | 13.78 | 53.3 | 596,325 | 62.22 |
| A*zone | 0.11 | 49.8 | 355,200 | 71.04 |
| Dijkstrazone | 0.06 | 49.1 | 545,255 | 72.84 |
| Approach | |||||
|---|---|---|---|---|---|
| A* | 7643 | 9801 | 2836 | 8852 | 3298 |
| Dijkstra | 10,366 | 11,294 | 6261 | 11,663 | 6425 |
| A*zone | 6170 | 7745 | 1695 | 7963 | 1623 |
| Dijkstrazone | 8219 | 8818 | 4401 | 10,115 | 4496 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Engemann, H.; Cönen, P.; Dawar, H.; Du, S.; Kallweit, S. A Robot-Assisted Large-Scale Inspection of Wind Turbine Blades in Manufacturing Using an Autonomous Mobile Manipulator. Appl. Sci. 2021, 11, 9271. https://0-doi-org.brum.beds.ac.uk/10.3390/app11199271
Engemann H, Cönen P, Dawar H, Du S, Kallweit S. A Robot-Assisted Large-Scale Inspection of Wind Turbine Blades in Manufacturing Using an Autonomous Mobile Manipulator. Applied Sciences. 2021; 11(19):9271. https://0-doi-org.brum.beds.ac.uk/10.3390/app11199271
Chicago/Turabian StyleEngemann, Heiko, Patrick Cönen, Harshal Dawar, Shengzhi Du, and Stephan Kallweit. 2021. "A Robot-Assisted Large-Scale Inspection of Wind Turbine Blades in Manufacturing Using an Autonomous Mobile Manipulator" Applied Sciences 11, no. 19: 9271. https://0-doi-org.brum.beds.ac.uk/10.3390/app11199271