
Finite Element Analysis of Crack Propagation in Precise Separation Process of Tubing Eccentric Loading Fatigue Fracture

Abstract
:1. Introduction
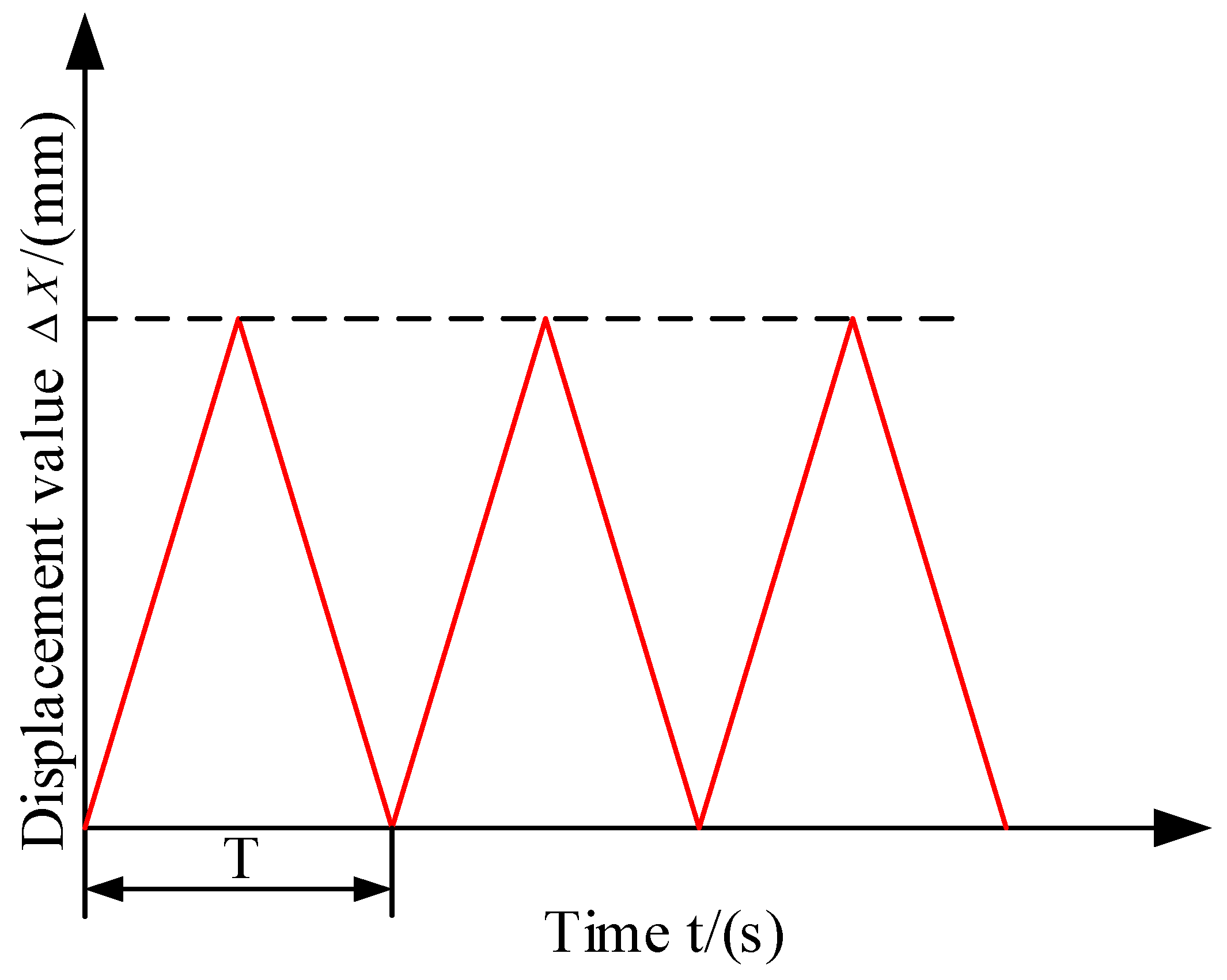
2. Principle of Tubing Precision Separation under Eccentric Wheel Rotational Bending Fatigue Loading
3. Metal Tubing Mechanical Properties Experiment
3.1. Experimental Tubing
3.2. Design and Installation of Tensile Experiment
3.3. Tensile Experiment Results and Analysis
3.4. Establishment of Constitutive Model
- (1)
- Determine the parameters A, B and n.
- (2)
- Determine the parameter C.
4. Analysis of Tubing Stress Changes under Eccentric Wheel Fatigue Loading
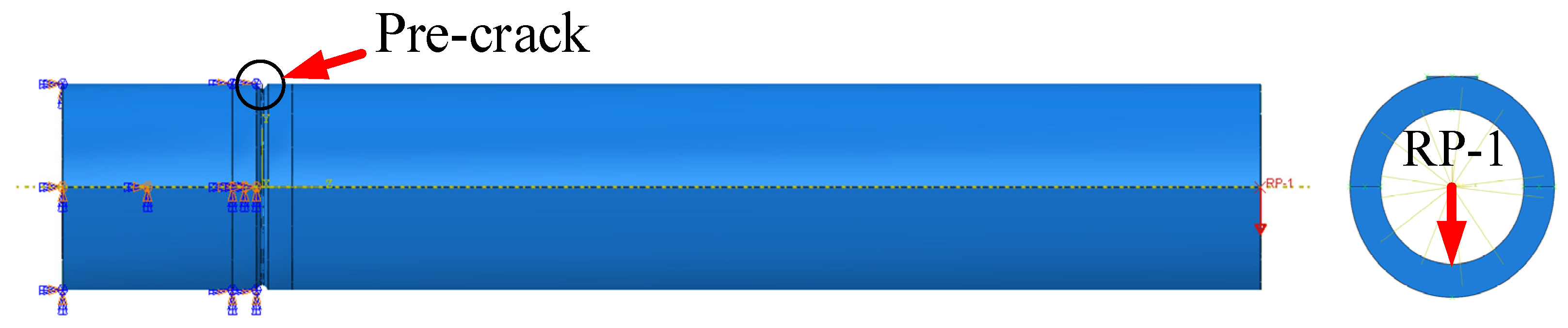
4.1. Establishment of Eccentric Wheel Loading Finite Element Model
4.2. Stress Variation of Tubing under Different Rotation Angles of Eccentric Wheel
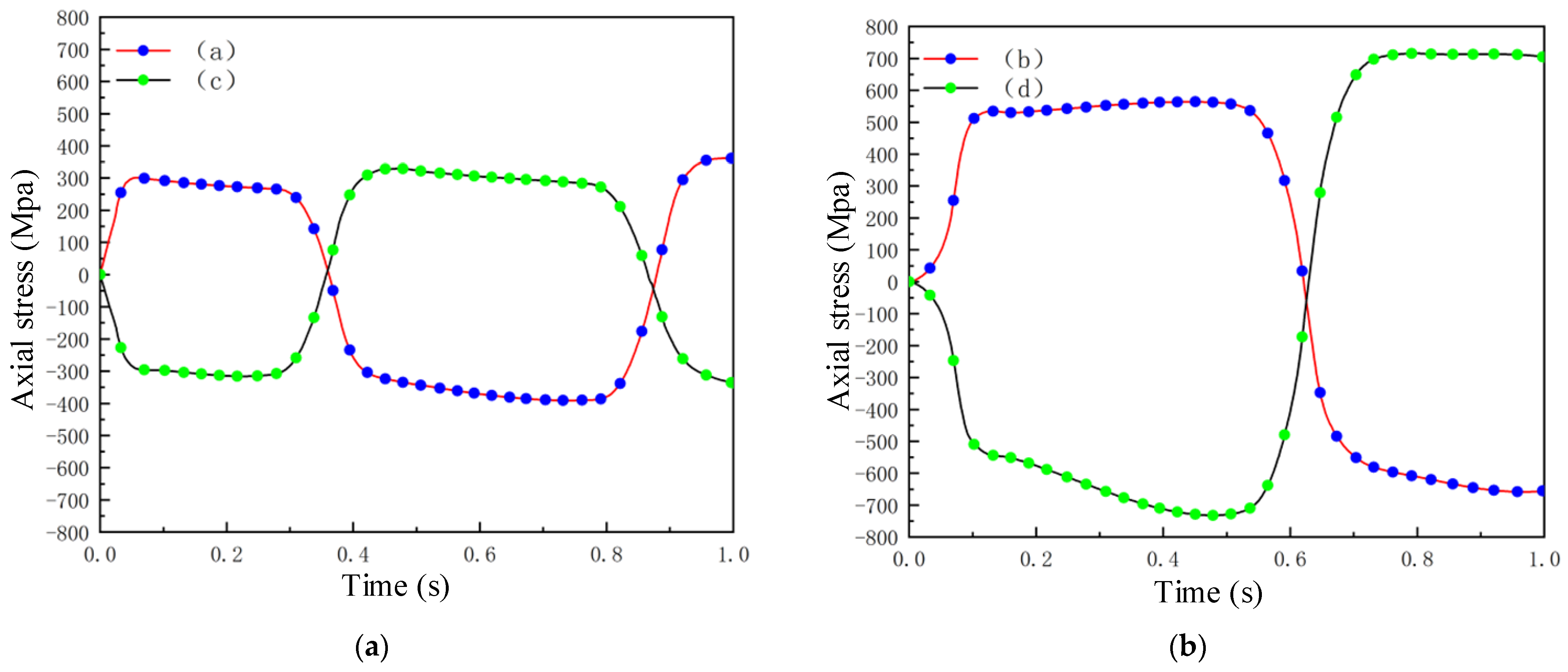
4.3. Axial Stress Variation of Tubing V-Groove Section at Different Positions during Fatigue Loading
5. Tubing Fatigue Precision Fracture Separation Finite Element Simulation
5.1. Tubing Fatigue Fracture Precision Separation Finite Element Model
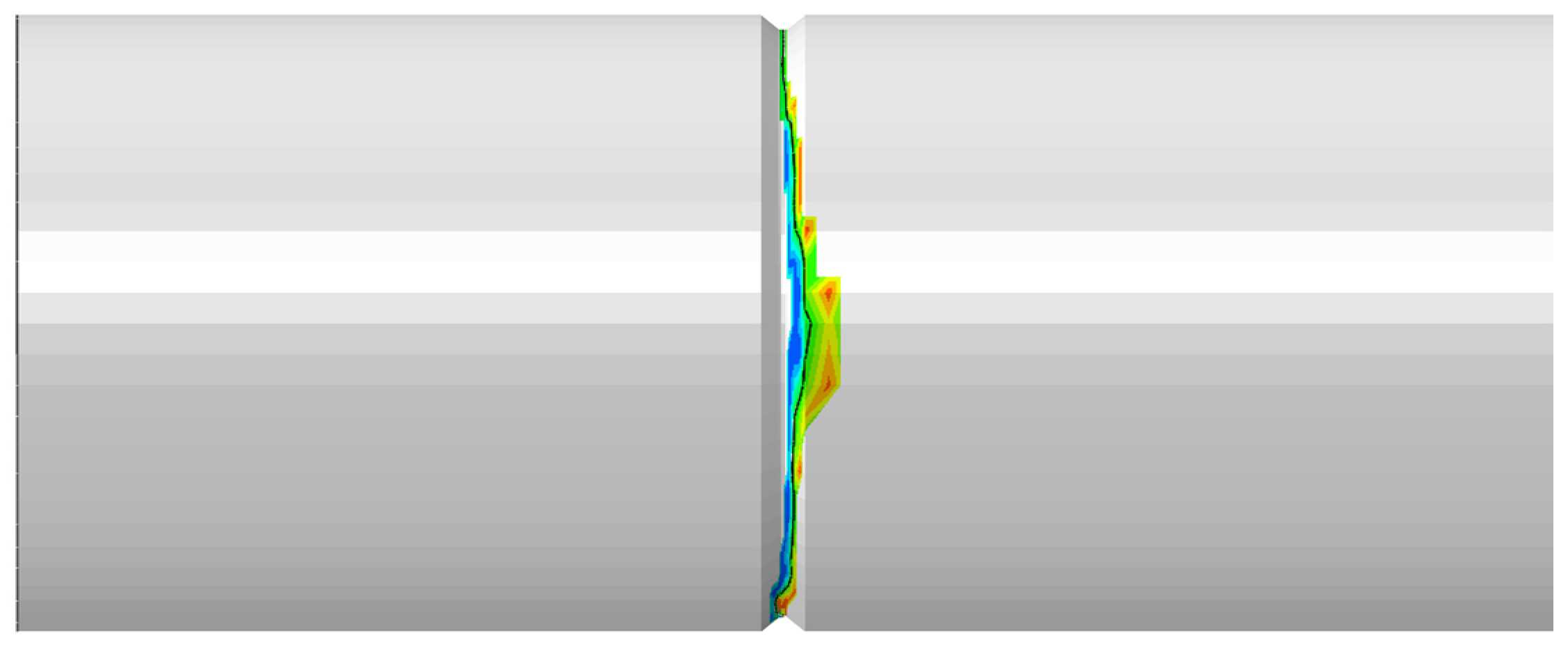
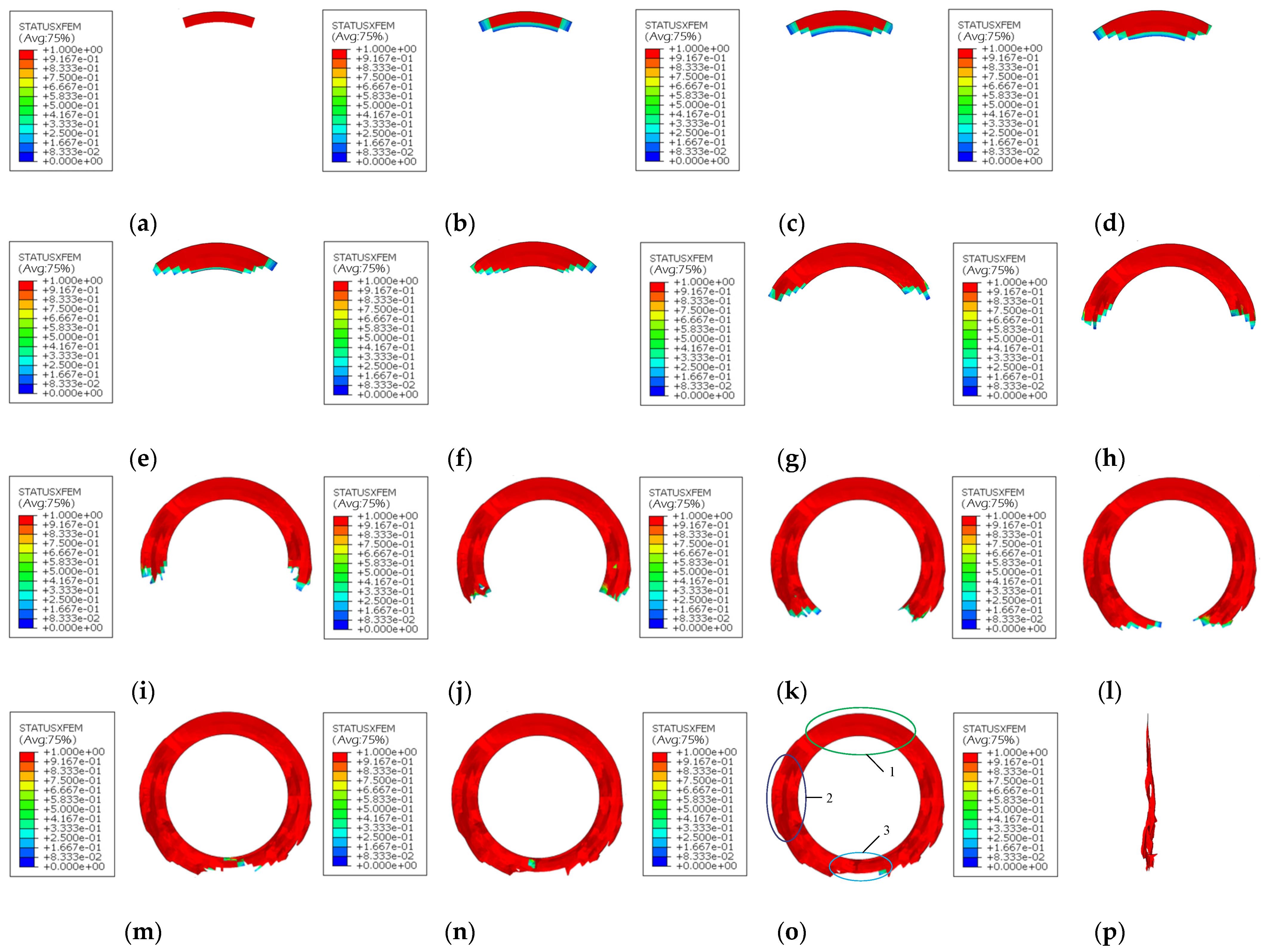
5.2. Crack Propagation Process of Tubing Fatigue Fracture Precision Separation
6. Conclusions
- (1)
- Through the quasi-static tensile experiment, the mechanical properties of 304 stainless steel tubing section sample are studied. The true stress–true strain curve of 304 stainless steel tube was obtained. Through theoretical derivation and nonlinear fitting, the Johnson–Cook constitutive model of 304 stainless steel tube separation at room temperature was constructed, which laid a foundation for accurately simulating the precise separation process of tubes.
- (2)
- The finite element model of eccentric loading was established to simulate the stress change of the tube under different rotation angles of the eccentric. During the rotation of the eccentric from 0° to 90°, the stress concentration position of the V-groove section of the tube changes continuously, the values of the maximum axial tensile stress and compressive stress continue to increase, and in the process of expansion, the axial stress continues to gradually expand from the outer ring of the V-groove to the inner ring when the eccentric rotates from 135° to 225°. During the process, the value of the maximum axial tensile stress of the tube does not change much, but the axial stress value of the inner ring of the V-groove section of the tube continues to increase. When the eccentric wheel rotates to 360°, the axial direction of the V-groove section of the tube increases. The maximum axial tensile stress and maximum compressive stress of the V-groove section of the tube are at the same position. The axial stress changes at the symmetrical position of the root of the V-shaped groove of the tube are also symmetrical to each other. The greater the eccentricity, the greater the axial stress.
- (3)
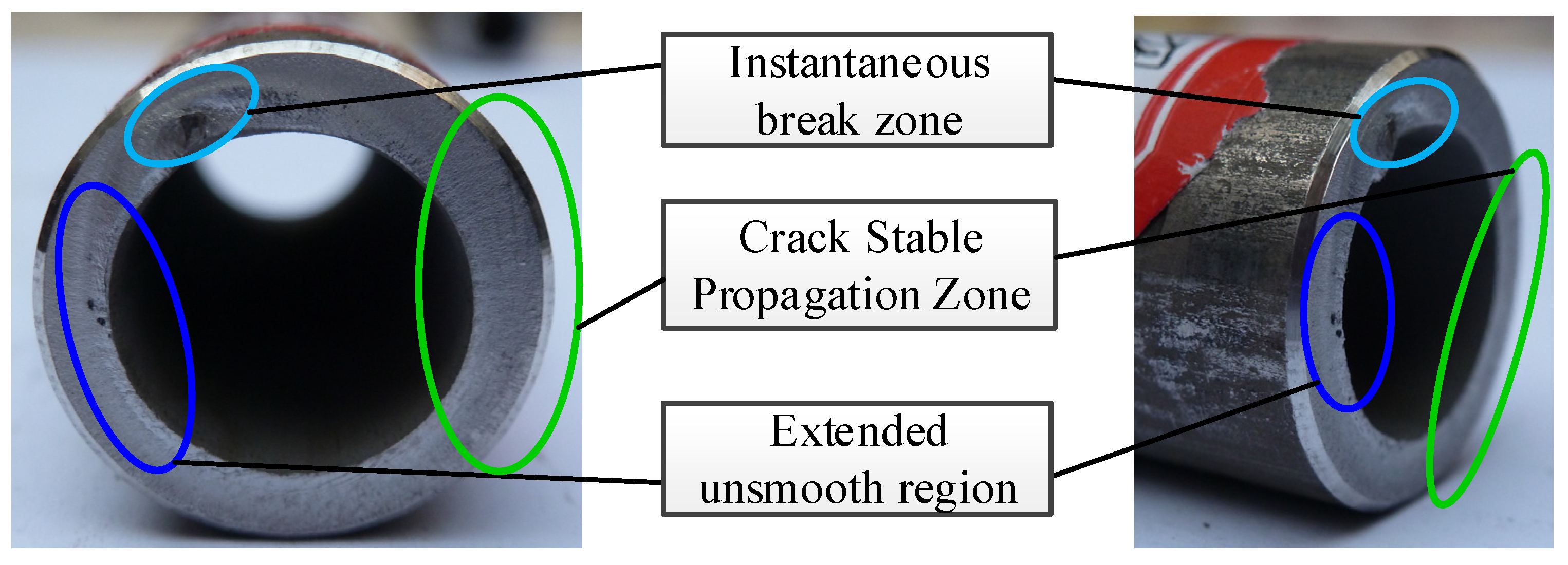
- The three-dimensional finite element dynamic simulation of crack propagation during fatigue fracture of 304 stainless steel tube is realized. When the tube is precisely separated, in the process of fatigue loading cycles from 0 to 500 cycles, the crack growth rate of the outer ring of the tube is greater than that of the inner ring. With the increase in the loading cycle, the section gradually changes from smooth to high and low, and finally, there is an obvious transient break area, which is consistent with the experimental results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shang, Y.; Xu, P.; Jiang, S.; Yao, S.; Hu, Z. Crashworthiness optimization of rectangular tube with double cone embedded clapboard in subway train. Shock. Vib. 2021, 40, 203–210. [Google Scholar]
- Xu, Y.; Xia, L.; Li, M.; Zhang, S. Research progress of pipe hydroforming technology. Forg. Stamp. Tech. 2021, 46, 29–35. [Google Scholar]
- Li, H.; Liu, H.; Lv, H.; Xie, W.; Lu, Y. Domestic research progress and development trend of high pressure forming in pipes. Chin. Mech. Eng. 2006, 17, 54–59. [Google Scholar]
- Zhu, J.; Zhang, R.; Lu, A.; Dang, C. Simulation and experimental research on internal incremental forming of thin-walled pipes. Chin. J. Plast. Eng. 2021, 28, 79–85. [Google Scholar]
- He, P.; Chen, Y.; Gao, H.; Hua, C. Development and application of pipe hydroforming in automobile energy saving and emission reduction. Forg. Equip. Manuf. Tech. 2019, 54, 84–88. [Google Scholar]
- Wang, P.; Jin, J.; Wan, G.; Zhang, C.; Zhao, X.; Wang, Z. Research progress in plastic joining technology of lightweight plates and pipes. Aeron. Manuf. Tech. 2020, 63, 22–33. [Google Scholar]
- Zhong, B.; Zhao, S.; Zhao, R.; Liao, J. Numerical and experimental investigation on the influence of main-motor rotational-frequency in fine-cropping. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 514–524. [Google Scholar] [CrossRef]
- Nojavan, S.; Schesser, D.; Yang, Q.D. A two-dimensional in situ fatigue cohesive zone model for crack propagation in composites under cyclic loading. Int. J. Fatigue 2016, 82, 449–461. [Google Scholar] [CrossRef]
- Hanina, E.; Partom, Y.; Havazelet, D.; Sadot, O. Study of onset of thermoplastic instability by modeling shear band formation in torsion of thin-walled steel tube. Int. J. Impact. End. 2017, 106, 103–109. [Google Scholar] [CrossRef]
- Zhao, S.; Jing, F.; Zhao, R.; Li, X.; Chen, C. Overview of metal tube blanking technology. Forg. Equip. Manuf. Tech. 2015, 50, 11–14. [Google Scholar]
- Zhao, S.; Ren, Y.; Yang, C.; Dong, Y.; Wang, Y.; Wanh, W. Cnollable precision separation technology for low-stress fatigue cracks. Chin. J. Plast. Eng. 2020, 27, 1–8. [Google Scholar]
- Chen, J.; Wang, Y.; Yu, D.; Zhang, Z. Brittle Precision Cropping of Metal Materials. J. Mater. Process. Technol. 1992, 32, 415–424. [Google Scholar]
- Xie, Y.; Jia, L. The application of metal pipe cutting technology. Metal. Proc. 2015, 10, 26–27. [Google Scholar]
- Li, B.; Fu, B.; Wei, P. Research on the influencing factors of bar shearing quality based on DEFORM-3D hydraulic shearing. Mech. Eng. 2020, 3, 40–42, 44. [Google Scholar]
- Ren, Y.; Dong, Y.; Liu, B.; Zhao, S.; Yang, R. Research on low stress high temperature precision shear separation process of metal bars. Heavy Mach. 2021, 05, 37–41. [Google Scholar]
- Zhu, L.; Chen, M.; Wang, W.; Du, F.; Dong, G. Forming performance analysis of AA6061 extruded pipe based on three-dimensional forming limit stress diagram. Chin. Mech. Eng. 2019, 30, 1367–1377. [Google Scholar]
- Tian, J.; Wang, L.; Li, R.; Wang, J. Analysis of high temperature tensile test of XM-12 stainless steel samples. Forg. Stamp. Tech. 2022, 1, 65–67. [Google Scholar]
- Deng, Y.; Zhang, Y.; Wu, H.; Zeng, X. Dynamic mechanical properties of 6061-T651 aluminum alloy and modification of J-C constitutive model. Chin. J. Mech. Eng 2020, 56, 75–81. [Google Scholar]
- Yu, P.; Zhao, J.; Guo, W. Three-dimensional damage tolerance design: Off-plane constraint theory and fatigue fracture criterion. Chin. J. Mech. Eng 2021, 57, 87–105. [Google Scholar]
- Fu, Y.; Liao, Y.; Lu, D.; Liu, J.; Chen, Z.; Wei, S. XFEM study of high cycle fatigue growth of 304 stainless steel unilateral cracks. J. Iron Steel Res. Int. 2018, 53, 63–68, 86. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Ni | Cr |
|---|---|---|---|---|---|---|---|
| Content/% | 0.07 | 0.74 | 1.50 | 0.035 | 0.03 | 7.85 | 18.53 |
| Material | Reference Strain Rate | A (MPa) | B (MPa) | n | C |
|---|---|---|---|---|---|
| 304 stainless steel | 0.001 s−1 | 245 | 460 | 0.35 | 0.0038 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, R.; Pan, R.; Gao, W.; Zhang, D.; Xiao, X.; Zhao, P.; Zhu, X. Finite Element Analysis of Crack Propagation in Precise Separation Process of Tubing Eccentric Loading Fatigue Fracture. Appl. Sci. 2022, 12, 5111. https://0-doi-org.brum.beds.ac.uk/10.3390/app12105111
Zhao R, Pan R, Gao W, Zhang D, Xiao X, Zhao P, Zhu X. Finite Element Analysis of Crack Propagation in Precise Separation Process of Tubing Eccentric Loading Fatigue Fracture. Applied Sciences. 2022; 12(10):5111. https://0-doi-org.brum.beds.ac.uk/10.3390/app12105111
Chicago/Turabian StyleZhao, Renfeng, Runze Pan, Weicheng Gao, Dongya Zhang, Xudong Xiao, Pengkang Zhao, and Xiaohuan Zhu. 2022. "Finite Element Analysis of Crack Propagation in Precise Separation Process of Tubing Eccentric Loading Fatigue Fracture" Applied Sciences 12, no. 10: 5111. https://0-doi-org.brum.beds.ac.uk/10.3390/app12105111