1. Introduction
The leather trade can be an economic problem for developing countries that produce a good type of product from animal leather, such as footwear, luggage, and clothing. However, its production has a terribly high environmental footprint [
1]. In addition, considering the enormous quantity and low biodegradability of the chemical products present in the productive cycle of tannery work, the wastewater from said process represents a great environmental and technological inconvenience [
2]. In [
3], the authors mentioned that the Electrocoagulation (EC) is often considered as an alternate treatment methodology with several advantages such as easy instrumentality, simple operation and automation, a brief retention time, low sludge production, and no chemical necessities.
Other studies have stated that Electrocoagulation mixtures and alternative technologies have been designed to treat high concentration organic waste material such as the textile trade and mixed industries [
4,
5]. In [
6], mentioned that the use of EC as the only treatment process could face serious practical limitations, especially if the wastewater is highly contaminated. Therefore, there is a need for an efficient and relatively inexpensive treatment process. Due to this, the use of a post- or pre-treatment process with the EC will improve its performance, as mentioned by several studies that have described more profitable combined treatment systems [
6,
7].
The authors of [
8] published a review that includes EC combined with other treatment processes such as: electrocoagulation–ozone, electrocoagulation–adsorption, electrocoagulation–ultrasound, and electrocoagulation–pulses. In his work, the authors also mention about the performance of these combined systems.
According to [
9] Electrocoagulation (EC) is used in chemical science water treatment techniques where anode electrodes (aluminum, Al, or iron, Fe) area unit are dissolved in place, which promote coagulation and succeeding removals of pollutants and also the concurrent reduction of turbidity from water and wastewater. EC relies on the physical–chemical method of destabilization of mixture systems below the action of a right away current [
10].
The electrodes dissolve according to Equations (
1) and (
2) to provide coagulant metal ions (Al
or Fe
/Fe
) into the water, and these instantaneously carries rapid hydrolysis.
When the anode potential is sufficiently high, secondary reactions may occur, especially oxygen evolution, according to Equation (
3)
Simultaneously with the anode reaction, water molecules H
O break down at the cathode, producing hydrogen gas H
2 and OH
ions, according to Equation (
4).
The electrical energy applied to the anode dissolves the aluminum into the solution which then reacts with the hydroxyl ion from the cathode to form aluminum hydroxy. The most significant advantage of electrocoagulation is avoiding any addition of chemical substances thus reducing the likelihood of secondary pollution; the dosing of coagulator depends on the cell potential (or current density) applied [
11]. Other advantages are the simple equipment, so requiring less maintenance and straightforward automation of the method [
12].
Standard treatments for cloudiness removal have many disadvantages, such as the use of enormous amounts of chemicals and generating large amounts of sludge that causes disposal issues and therefore the loss of water. Then in [
13] mentioned that the combination of ultrasound technique with different processes such as electrocoagulation, electro-Fenton, and electrooxidation could be important to achieve effective decomposition of organic contaminants in wastewater. Independently in [
14] mentioned the integrated sonoelectro-Fenton (SEF) method could be a novel methodology for the removal of paracetamol (PCT) waste material from liquid solutions through synthesized iron ore (Fe
O
) nanoparticles.
The novelty of our study was the design of the electrocoagulation cell with perforated plates installed vertically, improving the mixture of ozone with the residual water and the ions generated by the electrodes. In this way, reducing areas of stagnation in the electrocoagulation cell that produce passivation of the electrodes, causing a decrease in the efficiency of the process.
The objective of this study was to examine the treatment of wastewater from the tanning industry, through the electrocoagulation process, the impact of the factors electrical potential, feed flow, initial concentration of turbidity, pH, and ozone flow on the percentage reduction of turbidity and energy consumption, based on the Taguchi methodology.
2. Materials and Methods
2.1. Effluent Sample Collection
The samples were collected from the operations corresponding to the riparian zone (pre-soaking, main soaking, peeling, descaling, and purging or delivery), from the tannery located in the district of Ate Vitarte, Lima (Peru). Each sample was collected and then homogenized and allowed to stand for 3 h. These samples came from a process of transformation of sheep skins preserved with salt, with hair destruction technology.
A part of the sample was sent to a specialized laboratory, applying the corresponding monitoring protocols to know the physicochemical characteristics, as illustrated in
Table 1.
2.2. Analytical Methods
The turbidity was measured by Ezodo model TUB-430, turbidimeter, to determine the pH, conductivity and total dissolved solids, the Multiparameter equipment (pH, EC, TDS, T C), HANNA brand was used. To determine the voltage and current intensity, the Digital Hook Multimeter (amps, voltage, temperature, etc.) was used.
2.3. Design of Experiment
The optimization of wastewater turbidity removal using Aluminum electrodes was performed using the Taguchi Design. Five important factors such as voltage, feed flow, effluent concentration, pH, and ozone flow were used as independent variables where their combined effects were examined, while the percentage of turbidity removal was the dependent variable.
This was performed to determine the best conditions for the optimum removal of turbidity from the wastewater. The experimental design involves varying the independent variable at three different levels (−1, 0, +1). The experimental range and levels of the independent variables are presented in
Table 2. In this work, a set of 27 experiments with two replicates, the mean shown in
Table 3. Where the levels of the applied electrical potential were acquired from the work developed by [
15] and to select the pH range the research work provided by [
16] was taken.
The interactive effects of the independent (process) variables on the dependent variable (response) were examined using the analysis of variance (ANOVA) as shown in
Table 4.
2.4. Electrocoagulation Reactor
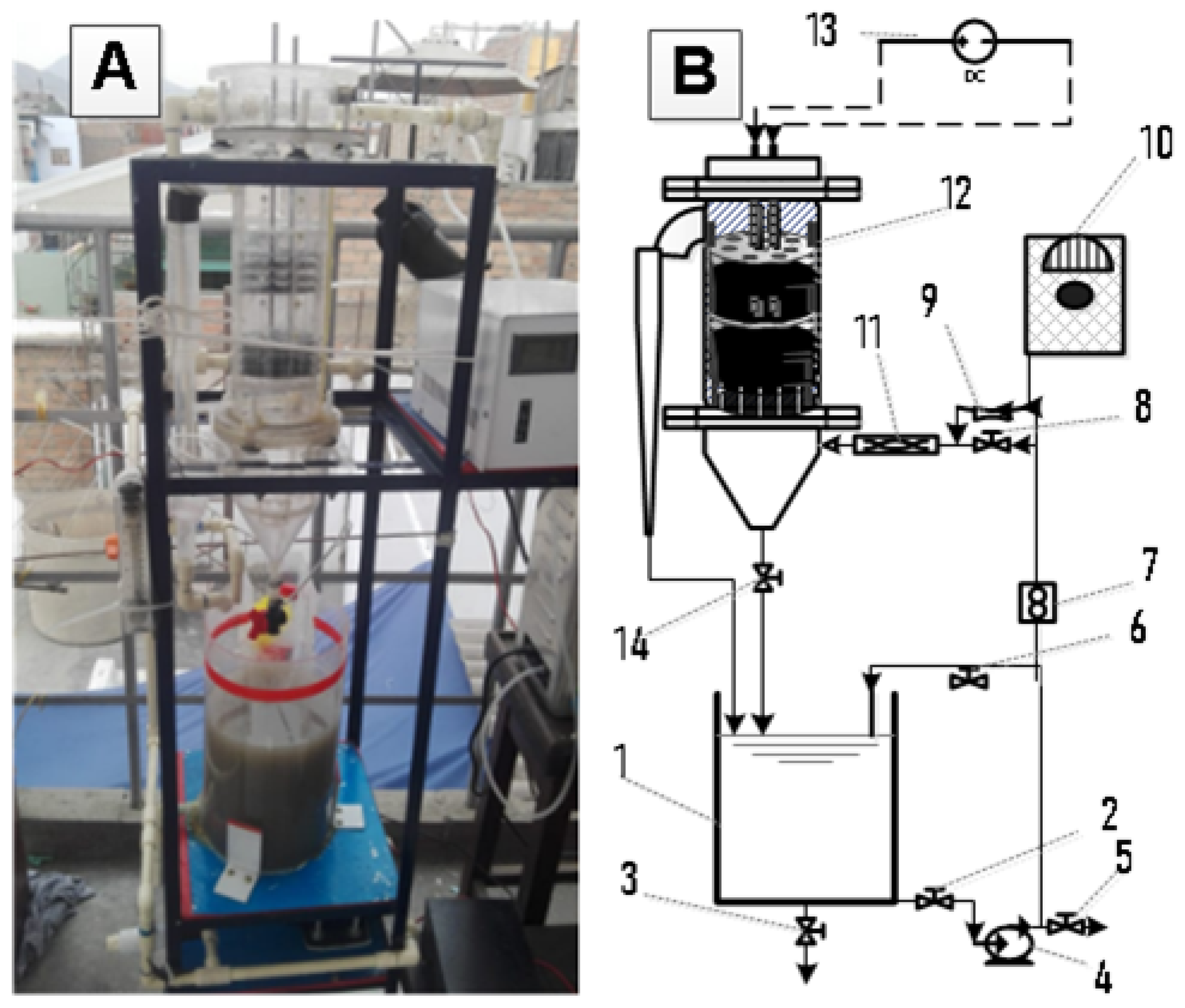
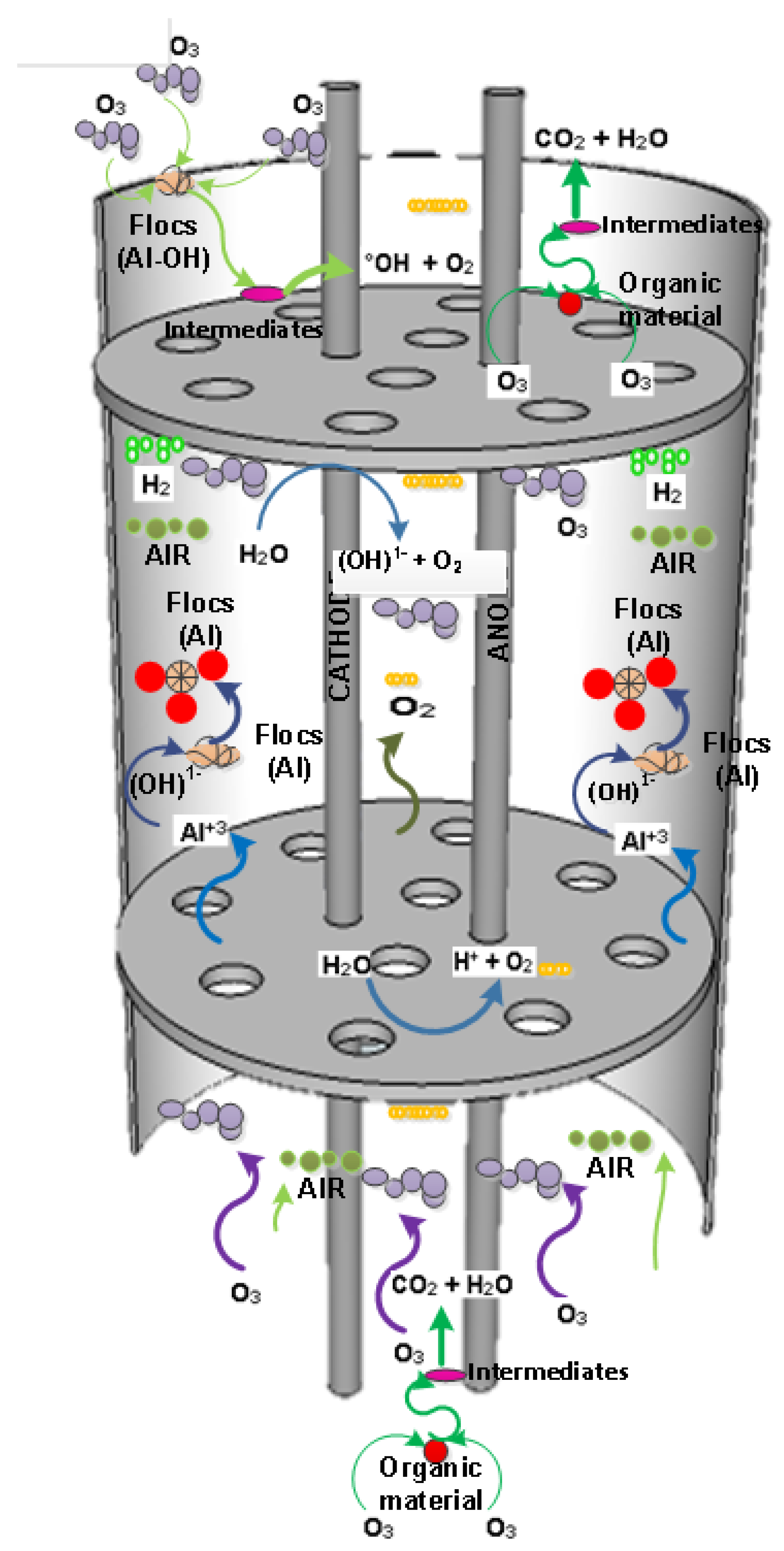
The EC experiments were performed by a batch process using a 7 L capacity of a cylindrical reactor, the configuration (
Figure 1) of the electrochemical reactor has a cylindrical shape, aluminum electrodes were used both for the anode and for the circular cathode (Perforated plates), we work with a configuration of parallel monopolar electrodes, with a separation of 1 cm as mentioned in [
17,
18,
19], and the specific area of each electrode was 0.014 cm
. Each electrode was 10 cm (diameter) with 10 holes of 10 mm diameter each, by 0.3 cm (thickness), the number of electrodes used were four. The EC cell was configured for the vertical water flow of the feed water that was delivered by a peristaltic pump. Accessory (ACC) power supply was connected (0–15 volts). Before installation in the EC unit, each plate was weighed to allow the calculation of the mass consumed after the tests. Each experiment was continued for 60 min, which was considered enough to achieve a stable operation. Ozone was coupled to the system by means of venturi, the ozone generating equipment has a capacity of (0 to 3 g O
/h).
All experiments were performed at room temperature (nominally 20 C). After the seating time elapsed, the samples were removed from a depth of 2 cm using a syringe and measured using the turbidity meter. The electrodes were cleaned in a solution of low concentration hydrochloric acid (0.04 M) and another caustic soda solution (0.08 M) to remove the remains stuck on the surface of the electrodes; they were finally washed with distilled water for reuse. The arrangement of the electrodes consisted of two cathodes that were interspersed with two anodes connected by stainless steel rods to other arranged and then the samples were periodically taken every 10 min for the measurement of turbidity. The power was supplied to the electrodes with a Direct Current (DC) power supply.
An improvement over other reported works [
15,
20,
21] is the configuration of the experimental equipment used. In this investigation, an electrocoagulation cell with perforated circular electrodes has been built. This design allows for improved mixing, longer residence time for the effluent and ozone. therefore the mechanisms used in this hybrid process are improved such as sedimentation [
15,
22]. A disadvantage compared to other configurations of electrocoagulation cells is the maintenance of the electrodes, which is relatively easy.
2.5. The Main Calculations of Electrocoagulation Process
The reduction rate of turbidity, expressed in percentage “
T” (%), was calculated using Equation (
5).
where
and
represent initial and final turbidity, respectively. Electrical energy consumption is a very important economical parameter in the electrocoagulation process. The electrical energy consumption was calculated using the following Equation (
6) [
23].
is the energy consumption (kWh/m)
U is the applied voltage (V)
is the treated volume of the sample (L).
The integral represents the intensity value multiplied with time in seconds.
The amount of dissolved electrode was calculated theoretically using Faraday’s law [
24], through the following Equation (
7).
m is the aluminum mass (g) in the electrolytic cell
I is the intensity of the current (A)
t is the electrocoagulation time (s), M is the molecular weight of the anode (g/mol)
z is The chemical equivalence, F is the faraday constant (96,500 c/mol)
( = 26,982 g/mol)
n is the valence of the ions of the electrode material ().
4. Discussion
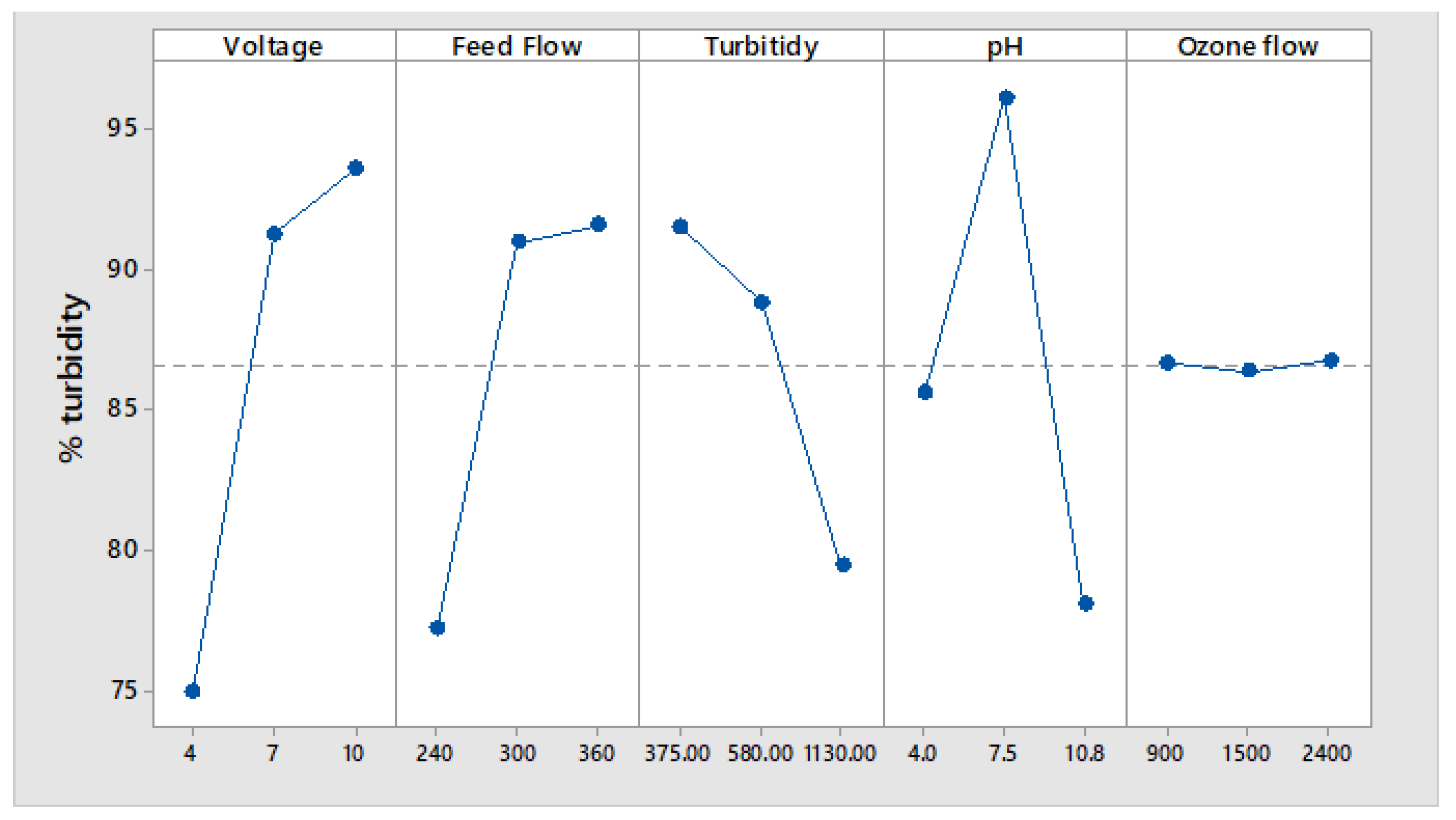
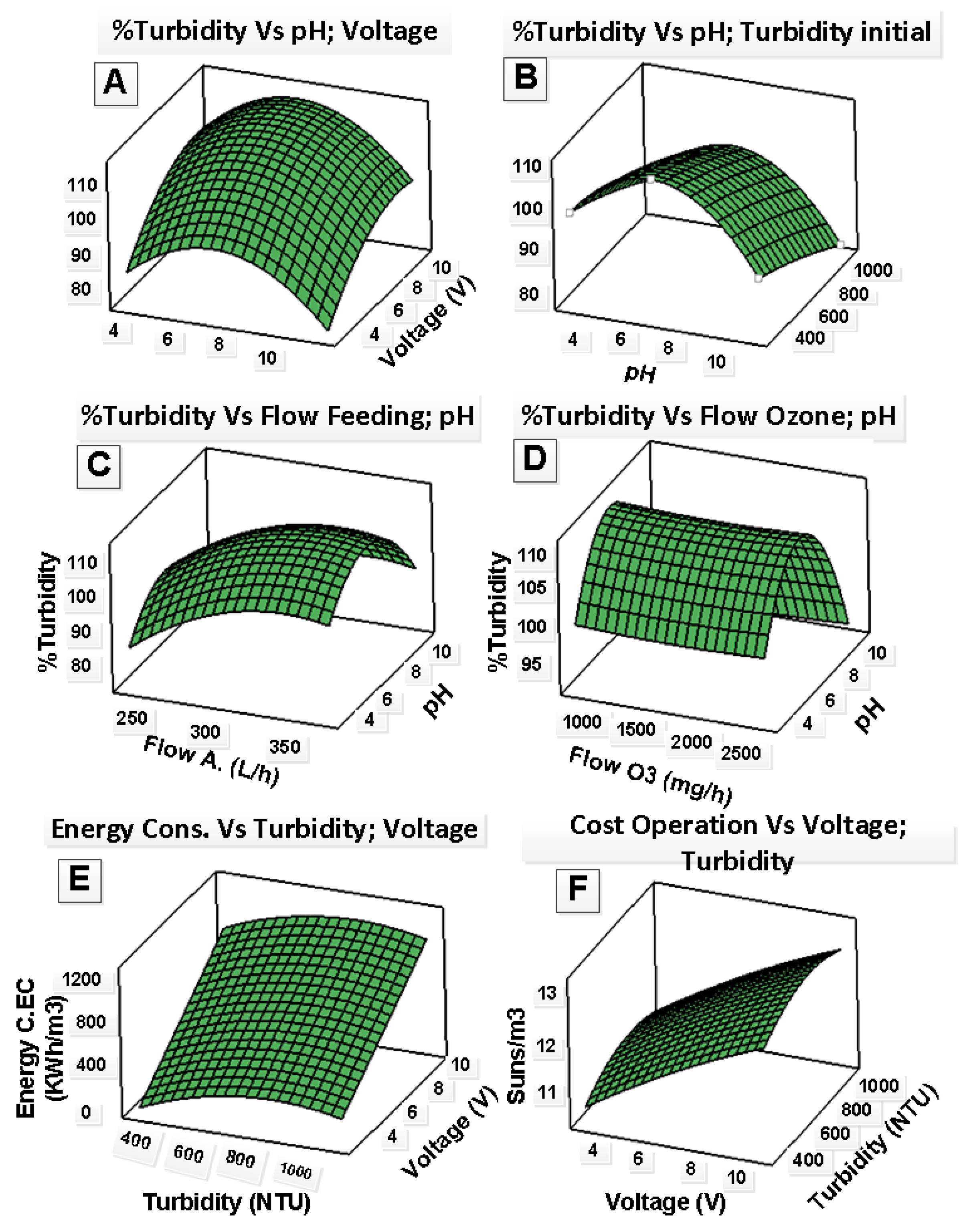
When evaluating the five operational parameters against the reduction of turbidity according to
Figure 2, it is shown that the factor with the greatest influence is the voltage, corroborating it in
Table 4 of ANOVA due to its greater contribution with respect to the other parameters. By increasing the potential values from 4 to 10 volts as seen in
Figure 5A, it was possible to increase the percentage of turbidity reduction reaching 56.83% and 100%, a growing effect in the elimination of turbidity. This originated effect is analogous to those reported in [
37], where they worked at 6, 8.5 and 10 volts, for one hour of treatment on grey water, reaching a reduction of 68%, 73%, and 86% respectively.
On the other hand, the effect on removal is due to the increase in particle size as a function of time, studied by [
38], where he reported that in a synthetic sample of kaolinite, the size formed is affected as the voltage and time are increased, allowing the generation of a higher sedimentation rate of the particles.
This ascending effect of the voltage on the turbidity can also be seen in the report presented by [
39], they worked in the range of 2.9 to 11.7 mA/cm
, for a time of 14 min on water. residues from car washes, achieving close to a 96% reduction in turbidity. On the other hand, the work presented by [
15], also reported the influence of the applied potential on turbidity, where they evaluated 4 voltage levels for a period of 15 min such as: 2, 5, 10, and 15 V, achieving a reduction 83% for voltage 2 and 92% for 15 volts; therefore, as stated [
40], the applied voltage is an influential and important parameter. As a main step, it ensures the production of Al
ion coagulants as a result of electrolytic oxidation of the electrode.
Table 7 shows the results.
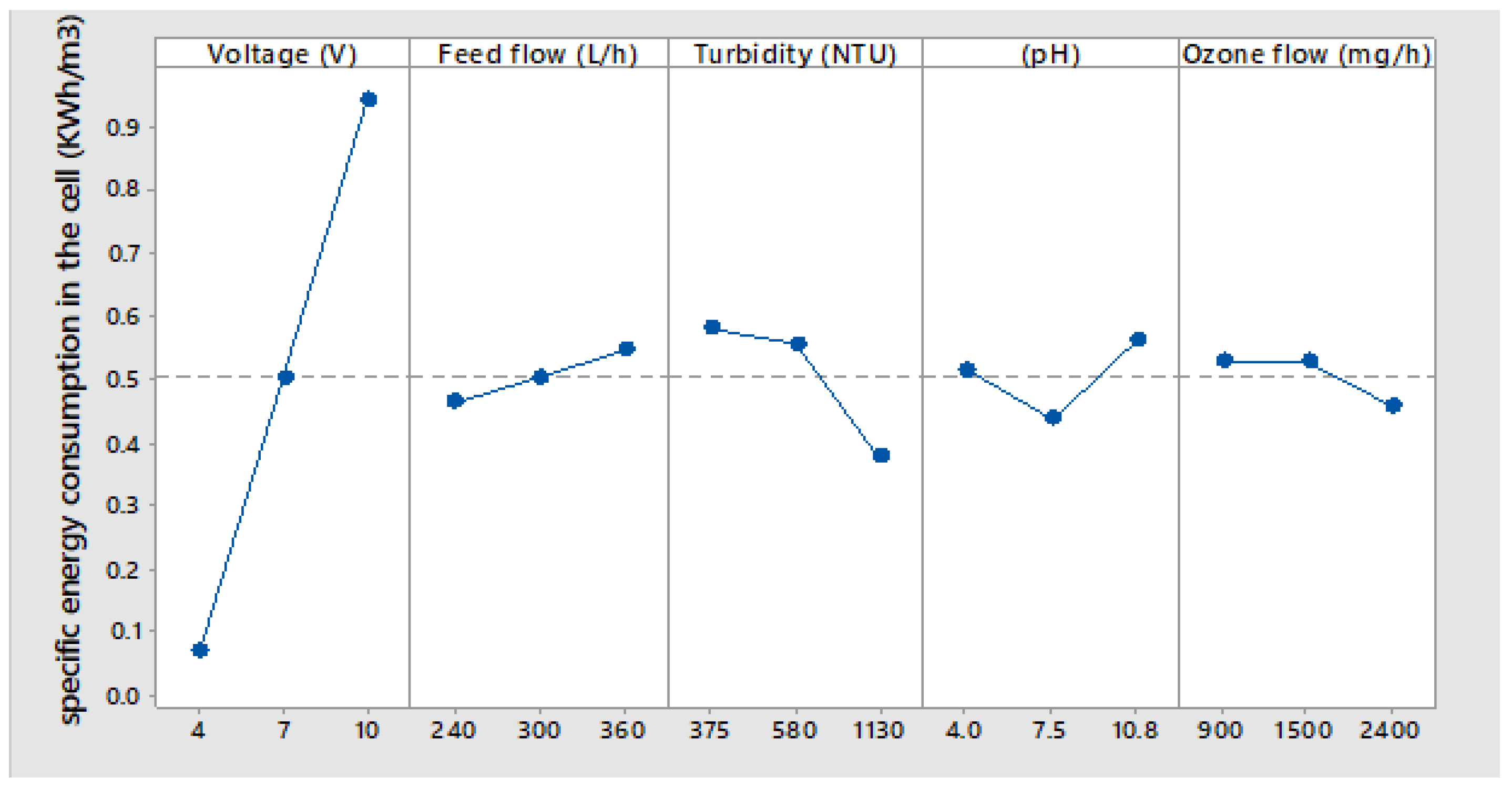
From
Table 3 we generate
Figure 7 which shows the effect of the process parameters with respect to energy consumption in kWh/m
. From said figure we observe that the average energy consumption in the 27 experiments was 0.5 kWh/m
.
In addition, the factor with the greatest influence was the electrical potential applied to the electrocoagulation cell, as indicated by the diagram, the lowest energy consumption (0.069) was obtained with the electrical potential at 4 volts and the highest energy consumption (0.94) was obtained at an electrical potential of 10 volts. Likewise, it is observed that turbidity has a significant influence on energy consumption at the high level, 0.376 kWh/m is consumed, whose value is below the average.
In the study carried out by [
15], about the reduction of turbidity and chromium content in tannery wastewater by electrocoagulation process using aluminum electrodes at an electrical potential of 10 volts, pH of 6.1, and a time of 90 min. The authors obtained an energy consumption of 1.5 kWh/m
, which is quite close to that obtained in our present study.
5. Conclusions
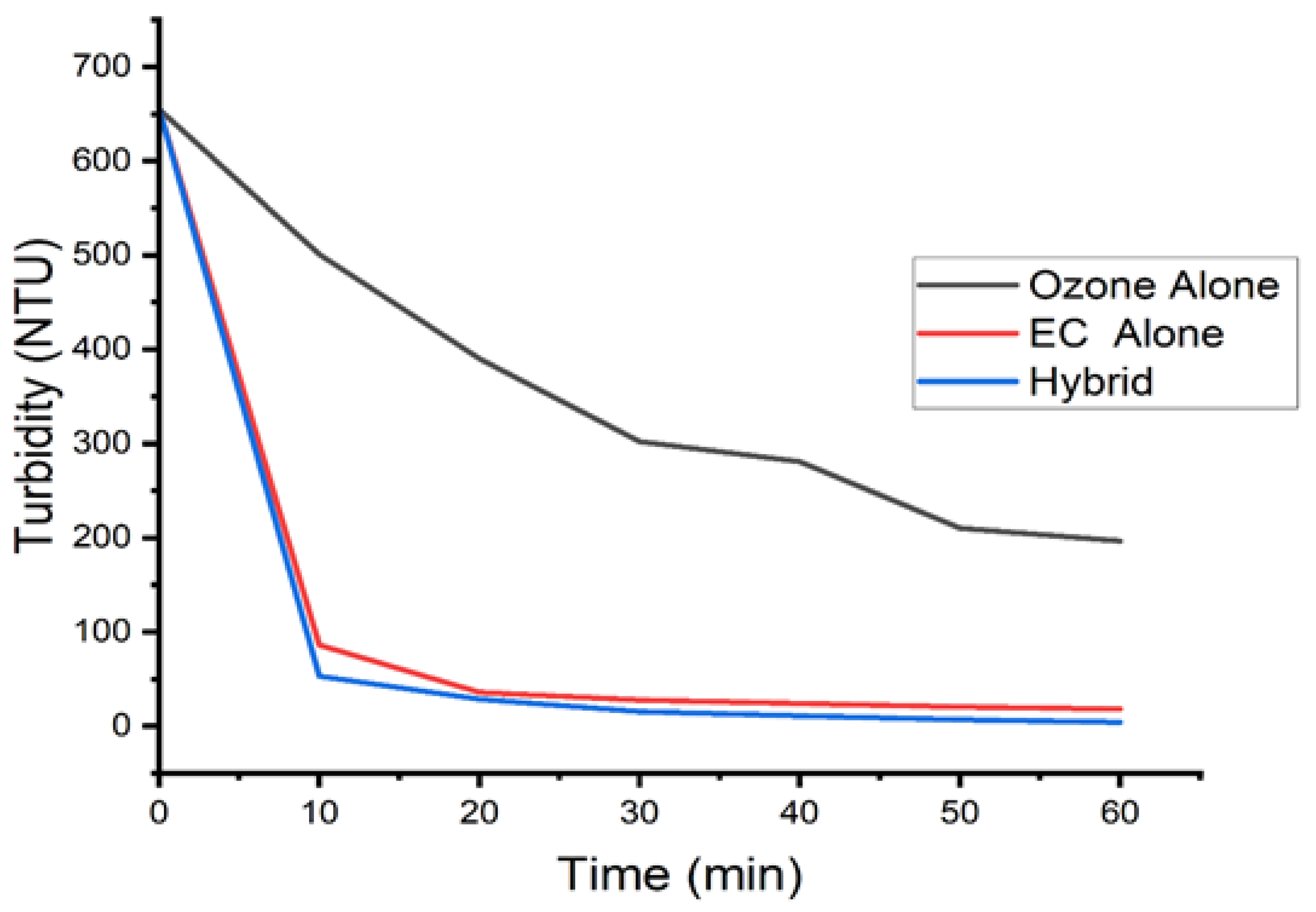
The coupled process of electrocoagulation with ozone was successfully tested in the treatment of wastewater from a tannery from the riparian zone. Parameters such as applied voltage potential, feed flow, initial turbidity concentration, pH, and ozone flux were studied on the percentage of turbidity reduction and energy consumption in the electrocoagulation cell. It was found that parameters have the greatest influence on turbidity reduction and the effects separately of each process such as ozone, electrocoagulation and ozone-assisted electrocoagulation on turbidity.
The result showed that the factor that has the greatest influence on reducing turbidity is voltage. The present study showed that the coupled electrocoagulation and ozone system reduced more turbidity than the processes alone. The optimal conditions for the removal of turbidity, Chemical Oxygen Demand (COD) and Biochemical Oxygen Demand (BOD) were obtained at 10 volts, 7.5 pH, 360 L/h of wastewater recirculation flow, 2400 mg/h of ozone flow, and 1130 NTU of initial turbidity of the sample in 60 min of treatment. Finally, under these conditions, a removal of 99.75% of turbidity, 33.2% of COD, and 39.36% of BOD was achieved. Likewise, the degree of biodegradability of the organic load obtained increased from 0.467 to 0.553.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}