
Polyunsaturated Fatty Acid Fractionation from Crude Palm Oil (CPO)

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Tools
2.2. Solvent Extraction Stage
2.3. Iodine Number Analysis
2.4. Oxidation Stability Test
2.5. GC-MS Analysis
3. Results
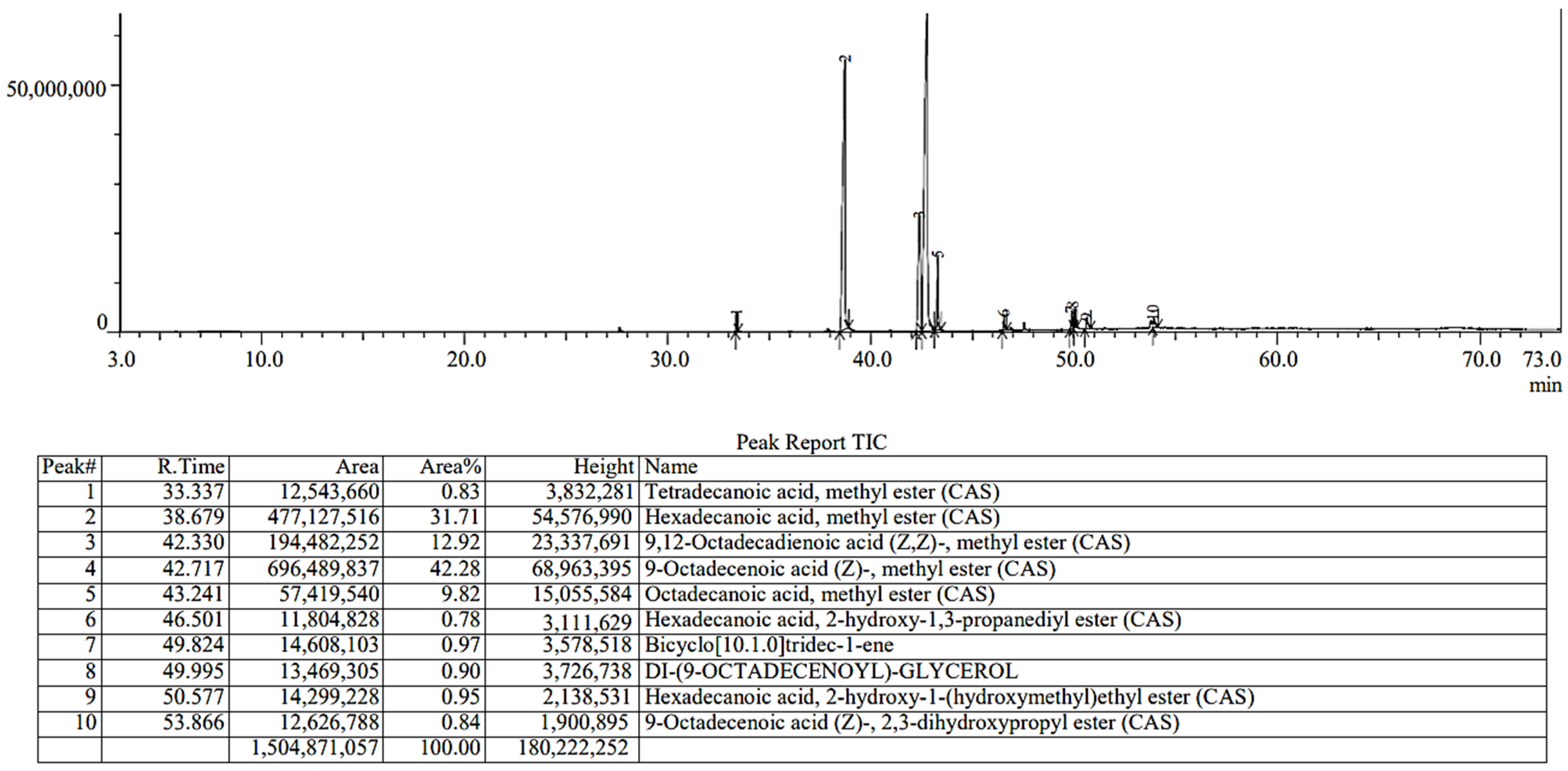
3.1. Composition of Raw Materials through Analysis of Gas Chromatography—Mass Spectroscopy (GC-MS)
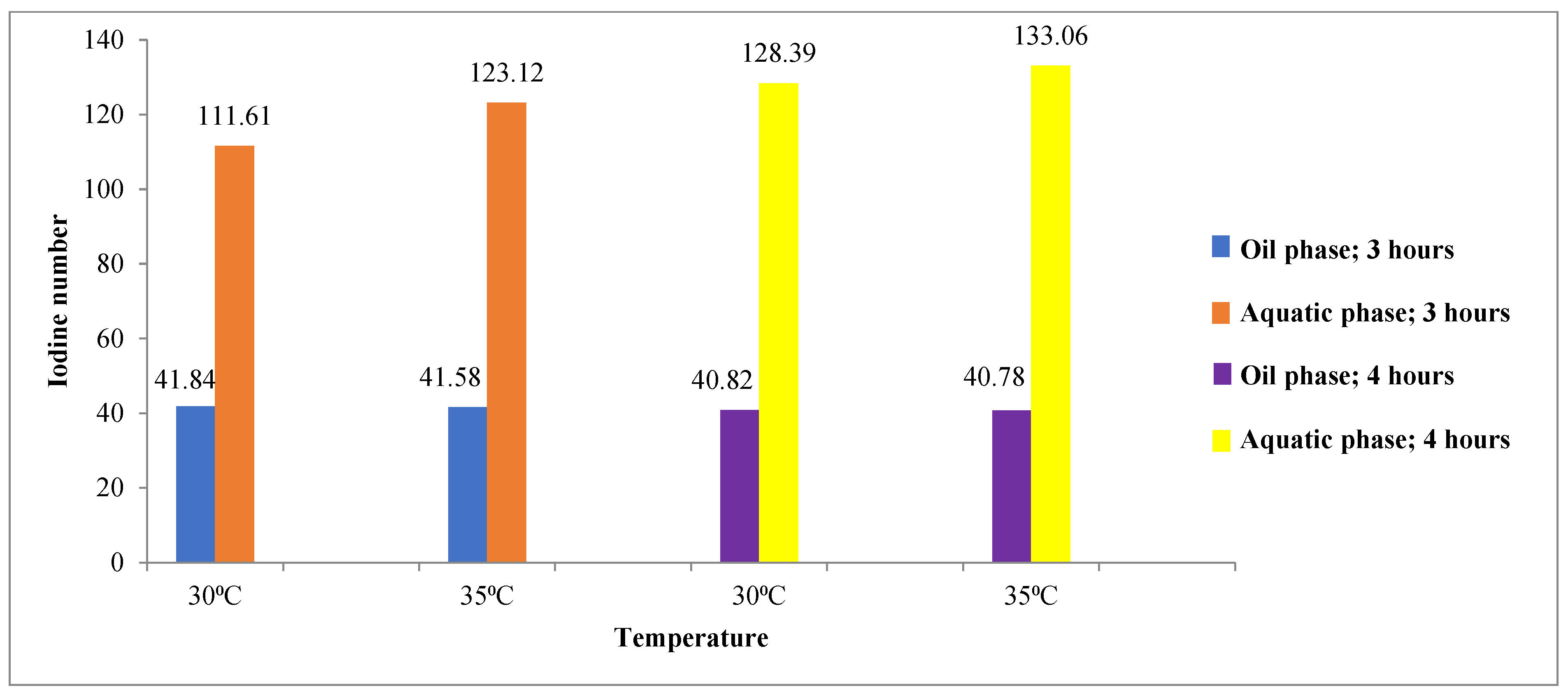
3.2. Iodine Number Test Results
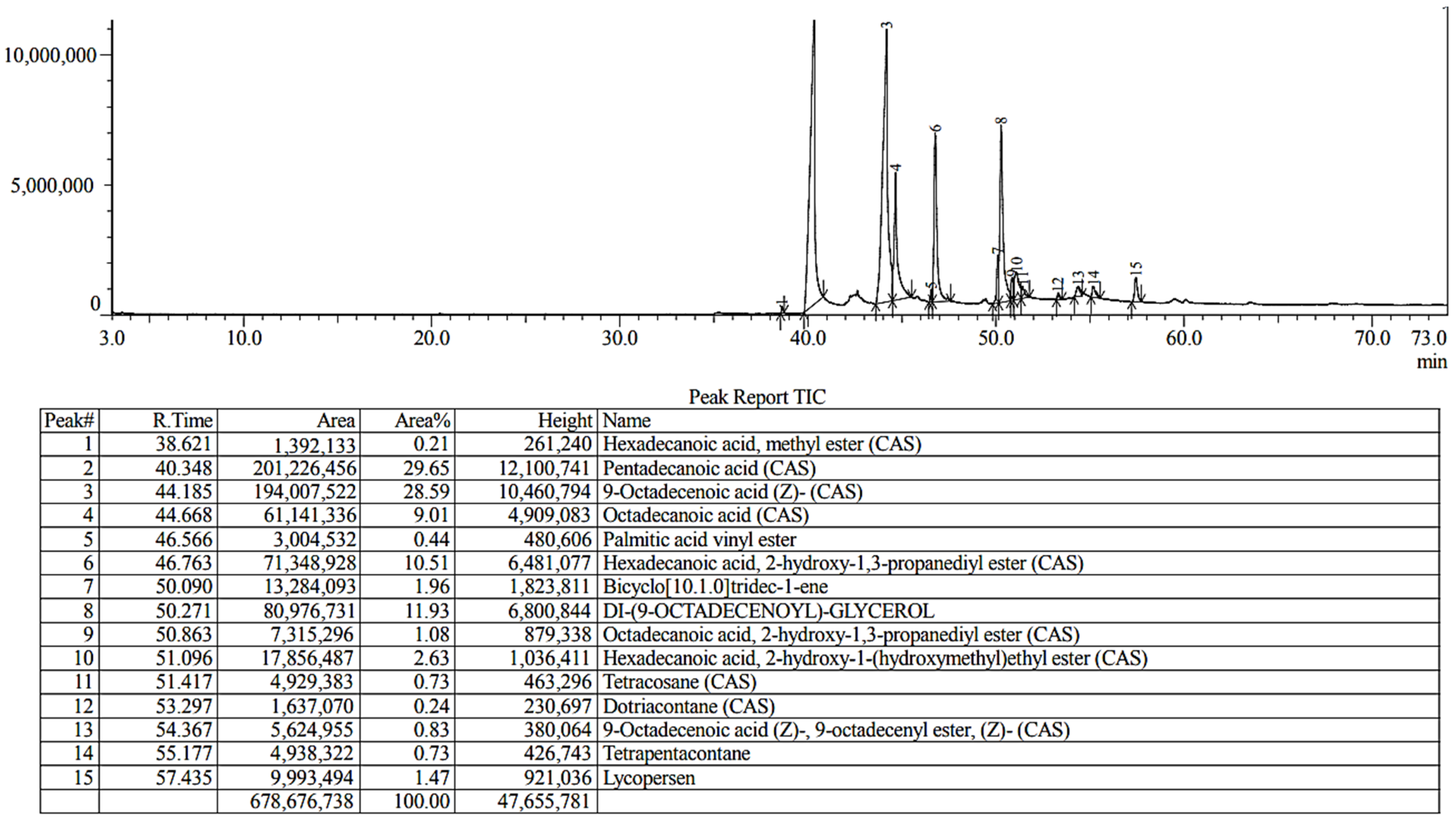
3.3. Product Composition through GC-MS Analysis
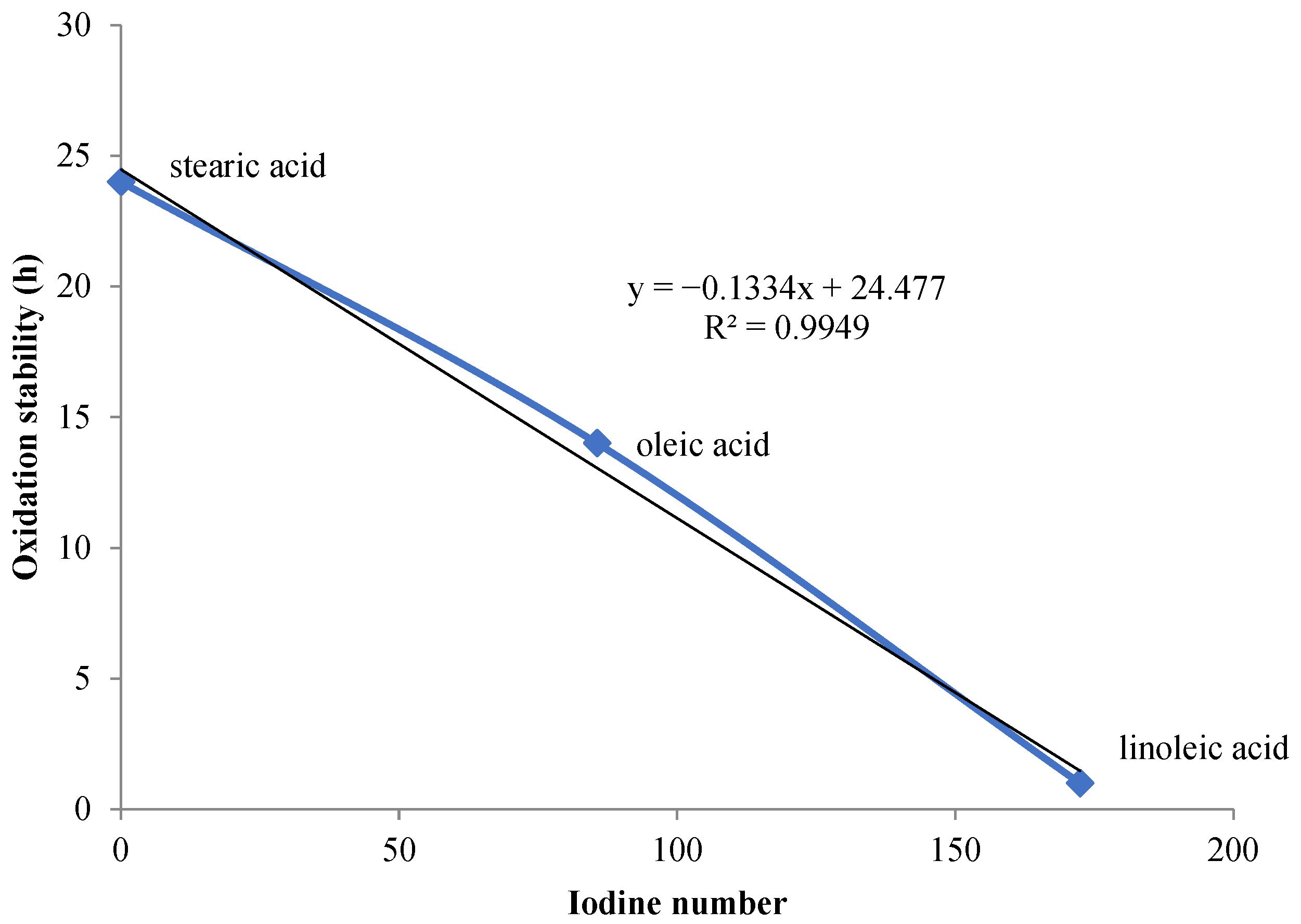
3.4. Effect of Iodine Number on Oxidation Stability
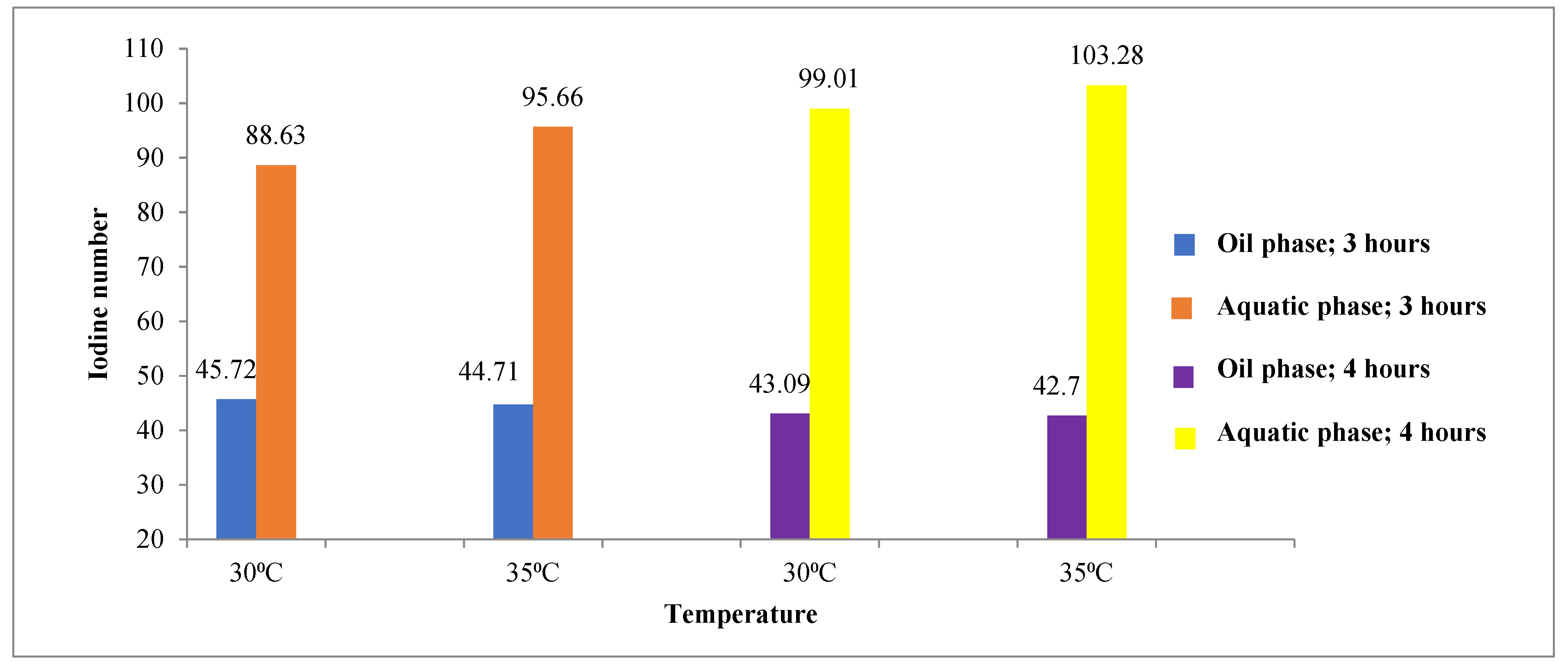
3.4.1. Effect of Temperature
3.4.2. The Effect of the CPO: Solvent Ratio
3.4.3. Effect of Time
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Statistik, B.P. Statistik Kopi Indonesia Tahun 2017; BPS Indonesia: Central Jakarta, Indonesia, 2017. [Google Scholar]
- Hasibuan, H.A. Kajian mutu dan karakteristik minyak sawit indonesia serta produk fraksinasinya. J. Stand. 2012, 14, 13. [Google Scholar] [CrossRef] [Green Version]
- Setyopratomo, P. Produksi asam lemak dari minyak kelapa sawit dengan proses hidrolisis. J. Tek. Kim. 2013, 7, 26–31. [Google Scholar]
- Soerawidjaja, S.H. Workshop on Higher Blending of Biodiesel for Automotive Utilization in ASEAN; Japan International Cooperation Agency: Tokyo, Japan, 2015. [Google Scholar]
- Giriwono, P.E. Gabungan Pengusaha Kelapa Sawit Indonesia. Available online: https://gapki.id/news/2144/sawit-minyak-nabati-paling-sehat (accessed on 11 October 2021).
- Helwani, Z.; Ramli, M.; Rusyana, A.; Marlina, M.; Fatra, W.; Idroes, G.M.; Suhendra, R.; Ashwie, V.; Mahlia, T.M.I.; Idroes, R. Alternative Briquette Material Made from Palm Stem Biomass Mediated by Glycerol Crude of Biodiesel Byproducts as a Natural Adhesive. Processes 2020, 8, 777. [Google Scholar] [CrossRef]
- Helwani, Z.; Fatra, W.; Fernando, A.Q.; Idroes, G.M.; Idroes, R. Torrefaction of Empty Fruit Bunches: Evaluation of Fuel Characteristics Using Response Surface Methodology. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 845, p. 012019. [Google Scholar] [CrossRef]
- Helwani, Z.; Ramli, M.; Saputra, E.; Putra, Y.L.; Simbolon, D.F.; Othman, M.R.; Idroes, R. Composite Catalyst of Palm Mill Fly Ash-Supported Calcium Oxide Obtained from Eggshells for Transesterification of Off-Grade Palm Oil. Catalysts 2020, 10, 724. [Google Scholar] [CrossRef]
- Helwani, Z.; Ramli, M.; Saputra, E.; Bahruddin, B.; Yolanda, D.; Fatra, W.; Idroes, G.M.; Muslem, M.; Mahlia, T.M.I.; Idroes, R. Impregnation of CaO from Eggshell Waste with Magnetite as a Solid Catalyst (Fe3O4/CaO) for Transesterification of Palm Oil Off-Grade. Catalysts 2020, 10, 164. [Google Scholar] [CrossRef] [Green Version]
- Sia, C.B.; Kansedo, J.; Tan, Y.H.; Lee, K.T. Evaluation on biodiesel cold flow properties, oxidative stability and enhancement strategies: A review. Biocatal. Agric. Biotechnol. 2020, 24, 101514. [Google Scholar] [CrossRef]
- Setyawardhani, D.A.; Distantina, S.; Henfiana, H.; Dewi, A.S. Pembuatan biodiesel dari asam lemak jenuh minyak biji karet. In Proceedings of the Prosiding Seminar Rekayasa Kimia dan Proses, Semarang, Indonesia, 15 October 2010. [Google Scholar]
- Chang, H.-Y.; Gladstone, S. Separation of oleic acid and linoleic acid by solvent extraction. J. Am. Oil Chem. Soc. 1965, 42, 346–347. [Google Scholar] [CrossRef]
- Ketaren, S. Pengantar Teknologi Minyak Dan Lemak Pangan; UI-Press: Jakarta, Indonesia, 1986. [Google Scholar]
- Mamuaja, C.F. LIPIDA; Unsrat Press: Manado, Indonesia, 2017; pp. 1–122. [Google Scholar]
- Chandra, A.; Novalia, N. Studi Awal Ekstraksi Batch Daun Stevia Rebaudiana Bertoni Dengan Variabel Jenis Pelarut Dan Temperatur. Available online: http://journal.unpar.ac.id/index.php/rekayasa/article/view/1226 (accessed on 11 October 2021).
- Teramoto, M.; Matsuyama, H.; Ohnishi, N.; Uwagawa, S.; Nakai, K. Extraction of ethyl and methyl esters of polyunsaturated fatty acids with aqueous silver nitrate solutions. Ind. Eng. Chem. Res. 1994, 33, 341–345. [Google Scholar] [CrossRef]
- Hoerr, C.W. Separation of Oleic Acid from Stearic and Palmitic Acids. U.S. Patent US2705723A, 5 April 1955. [Google Scholar]
- Mujtaba, M.A.; Muk Cho, H.; Masjuki, H.H.; Kalam, M.A.; Ong, H.C.; Gul, M.; Harith, M.H.; Yusoff, M.N.A.M. Critical review on sesame seed oil and its methyl ester on cold flow and oxidation stability. Energy Rep. 2020, 6, 40–54. [Google Scholar] [CrossRef]
- Sorate, K.A.; Bhale, P.V. Biodiesel properties and automotive system compatibility issues. Renew. Sustain. Energy Rev. 2015, 41, 777–798. [Google Scholar] [CrossRef]
- Giakoumis, E.G. A statistical investigation of biodiesel physical and chemical properties, and their correlation with the degree of unsaturation. Renew. Energy 2013, 50, 858–878. [Google Scholar] [CrossRef]
- Moser, B.R. Biodiesel production, properties, and feedstocks. Vitr. Cell. Dev. Biol. Plant 2009, 45, 229–266. [Google Scholar] [CrossRef]
- Dunn, R.O. Effect of antioxidants on the oxidative stability of methyl soyate (biodiesel). Fuel Process. Technol. 2005, 86, 1071–1085. [Google Scholar] [CrossRef]
- Goto, S.; Oguma, M.; Chollacoop, N.; Dowling, L.; Sheedy, D.; Zhang, W. EAS-ERIA Biodiesel Fuel Trade Handbook: 2010; ERIA: Jakarta, Indonesia, 2010; pp. 6–15. [Google Scholar]
- Nasir, S.; Fitriyanti, F.; Kamila, H. Ekstraksi Dedak Padi Menjadi Minyak Mentah Dedak Padi (Rice-Bran Oil) dengan Menggunakan Pelarut n-Hexane dan Ethanol. J. Rekayasa Sriwij. 2009, 18, 37–44. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | CPO/Solvent Ratio | Temp (°C) | Time (h) | Iodine Number in Oil Phase (SFA and MUFA) (g I2/100 g) | Iodine Number in the Aquatic Phase (PUFA and MUFA) (g I2/100 g) |
|---|---|---|---|---|---|
| 1 | 1:2 | 30 | 3 | 45.722 | 88.633 |
| 2 | 1:2 | 35 | 3 | 44.716 | 95.664 |
| 3 | 1:2 | 30 | 4 | 43.097 | 99.011 |
| 4 | 1:2 | 35 | 4 | 42.708 | 103.282 |
| 5 | 1:3 | 30 | 3 | 41.845 | 111.617 |
| 6 | 1:3 | 35 | 3 | 41.582 | 123.121 |
| 7 | 1:3 | 30 | 4 | 40.828 | 128.395 |
| 8 | 1:3 | 35 | 4 | 40.788 | 133.063 |
| Compound | CPO before Fractionation (%) | CPO after Fractionation (%) |
|---|---|---|
| Miristic Acid | 0.83 | - |
| Stearic Acid | 9.82 | 9.01 |
| Oleic Acid | 42.28 | 28.59 |
| Linoleic Acid | 12.92 | - |
| Fatty Acid | Oxidation Stability (h) | Iodine Number (g I2/100 g) |
|---|---|---|
| Stearic Acid | 24 | 0 |
| Oleic Acid | 14 | 85.6 |
| Linoleic Acid | 1 | 172.4 |
| Fatty Acid | Oxidation Stability (h) |
|---|---|
| Stearic Acid | >24 |
| Linoleic Acid | 0.98 |
| CPO/Solvent Ratio | Time (h) | Temp (°C) | Oxidation Stability (h) | Iodine Value (g I2/100 g) |
|---|---|---|---|---|
| 1:2 | 3 | 30 | 18.378 | 45.722 |
| 35 | 18.512 | 44.716 | ||
| 4 | 30 | 18.728 | 43.097 | |
| 35 | 18.780 | 42.708 | ||
| 1:3 | 3 | 30 | 18.895 | 41.845 |
| 35 | 18.930 | 41.582 | ||
| 4 | 30 | 19.031 | 40.828 | |
| 35 | 19.036 | 40.788 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Helwani, Z.; Zahrina, I.; Tanius, N.; Fitri, D.A.; Tantino, P.; Muslem, M.; Othman, M.R.; Idroes, R. Polyunsaturated Fatty Acid Fractionation from Crude Palm Oil (CPO). Processes 2021, 9, 2183. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9122183
Helwani Z, Zahrina I, Tanius N, Fitri DA, Tantino P, Muslem M, Othman MR, Idroes R. Polyunsaturated Fatty Acid Fractionation from Crude Palm Oil (CPO). Processes. 2021; 9(12):2183. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9122183
Chicago/Turabian StyleHelwani, Zuchra, Ida Zahrina, Nurfatihayati Tanius, Deyana Annisya Fitri, Priska Tantino, Muslem Muslem, Mohd Roslee Othman, and Rinaldi Idroes. 2021. "Polyunsaturated Fatty Acid Fractionation from Crude Palm Oil (CPO)" Processes 9, no. 12: 2183. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9122183