A Review on the Extraction and Processing of Natural Source-Derived Proteins through Eco-Innovative Approaches



Abstract
:1. Introduction
2. Extraction of Proteins from Natural Sources
2.1. Chemical Extraction Techniques
2.1.1. Aqueous Two-Phase System (ATPS)
2.1.2. Subcritical Water Extraction (SWE)
2.2. Enzyme-Assisted Extraction
2.3. Novel Assisting Cell Disruption Techniques
2.3.1. Microwave-Assisted Extraction (MAE)
2.3.2. Ultrasound-Assisted Extraction (UAE)
2.3.3. Pulsed Electric Field and High Voltage Electrical Discharge Extraction
2.3.4. High Hydrostatic Pressure-Assisted Extraction
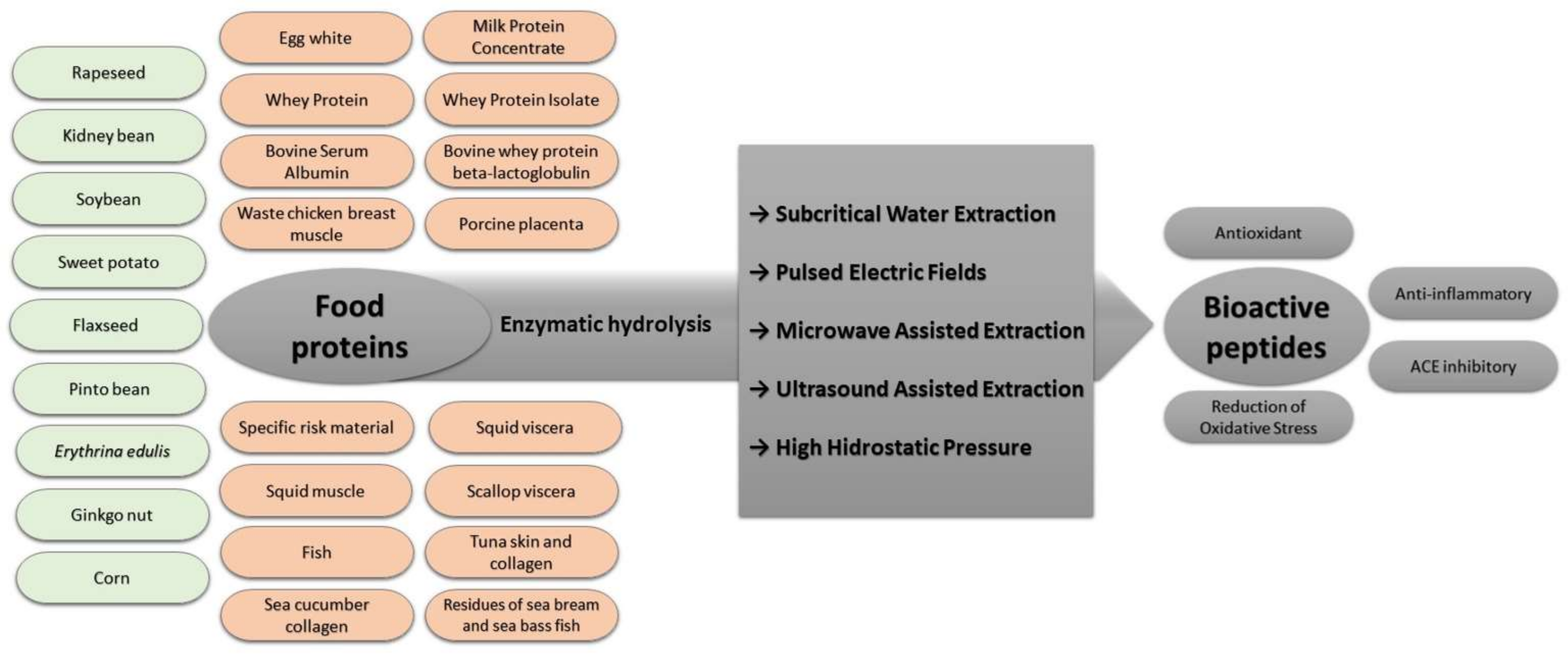
3. Release of Bioactive Peptides
4. Supercritical CO2 in Protein Extraction and Processing

{kind=link}
| Natural Source | Hydrolysis Conditions | Results | Reference |
|---|---|---|---|
| Whey protein isolate (WPI) | WPI:water ratio = 60 g/L Different temperatures and times (experimental design) | Effective and fast (˂60 min) WPI hydrolysis Generation to the highest total amino acid and lysine concentration at 300 °C for 40 min | [84] |
| Bovine seroalbumin | Seroalbumin:water ratio = 10 mg/mL Different temperatures and times | Greatest release of free amino groups and maximum amount of amino acids at 280 °C High generation of alanine and glycine | [117] |
| Hemoglobin, bovine seroalbumin, and β-casein | Protein:water ratio = 1 mg/mL Different temperatures and times | High protein sequence coverages (>80%) comparable to those obtained by trypsin digestion Favored cleavage of the Asp-X bond under mild conditions (160 °C) for three proteins Favored cleavage of the Glu-X bond under 160 °C and 207 °C (β-casein) and 207 °C (seroalbumin) | [118] |
| Scomber japonicus muscle protein | Different temperatures | Highest degree of hydrolysis at 140 °C for 5 min Highest antioxidant activity at 140 °C for 5 min and tyrosinase inhibitory activity at 200 °C for 15 min | [119] |
| Mackerel (Scomber japonicus) | Collagen:water ratio = 1:200 (w:v) Hydrolysis time = 3 min | Release of small and potent antioxidant peptides | [111] |
| Bigeye tuna skin | Bacterial collagenolytic protease-extracted collagen:solvent ratio = 1:200 (w:v) Hydrolysis time = 3 min | Efficient hydrolysis of collagen Release of small (˂425 Da) and potent antioxidant and antimicrobial peptides | [120] |
| Tuna skin collagen and skin | Sample:liquid ratio = 1:200 (collagen) and 1:50 (skin) Different temperatures Hydrolysis time = 5 min | Highest antioxidant and antimicrobial activity at 280 °C Release of low molecular weight peptides (<600 Da) and/or free amino acids associated with the bioactivity | [121] |
| Atlantic cod (Gadus morhua) frames | Different temperatures Hydrolysis time = 30 min | Release of smaller peptides at high temperatures (250 °C) Potent anti-inflammatory potential of hydrolyzates in Caco-2 cells | [122] |
| Comb penshell (Atrina pectinata) viscera | Powder:water ratio = 30 g/L Different temperatures Hydrolysis time = 15 min | Release of small (˂1000 Da) peptides at temperature higher than 200 °C Release of antioxidant and anti-hypertensive peptides | [123] |
| Green seaweed (Ulva sp.) | Algae:seawater ratio = 8% (w:w) Hydrolysis time = 40 min | Efficient protein extraction as starting material for fermentation with E. coli and S. cerevisiae | [124] |
| Algae Laver (Pyropia yezoensis) | Powder:water ratio = 1:20 (w:v) Different temperatures Hydrolysis time = 30 min | Extraction of the maximum amount of amino acids at 120 °C Extraction of potent antioxidant compounds | [125] |
| Soy protein | Powder:water ratio = 62.5 g/L Different temperatures | Highest amino group content and yield at 190 °C Influence of the temperature on color parameters Release of small peptides Inhibitory effects on murine macrophages viability | [126] |
4.1. Precipitation of Micro and Nano Protein Particles
4.2. Structural and Conformational Modifications Resulting from SC-CO2 Treatments
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Chakrabarti, S.; Guha, S.; Majumder, K. Food-derived bioactive peptides in human health: Challenges and opportunities. Nutrients 2018, 10, 1738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, M.; Tomar, M.; Potkule, J.; Verma, R.; Punia, S.; Mahapatra, A.; Belwal, T.; Dahuja, A.; Joshi, S.; Berwal, M.K.; et al. Advances in the plant protein extraction: Mechanism and recommendations. Food Hydrocoll. 2021, 115, 106595. [Google Scholar] [CrossRef]
- Lee, S.Y.; Show, P.L.; Ling, T.C.; Chang, J.S. Single-step disruption and protein recovery from Chlorella vulgaris using ultrasonication and ionic liquid buffer aqueous solutions as extractive solvents. Biochem. Eng. J. 2017, 124, 26–35. [Google Scholar] [CrossRef]
- Chen, R.; Wang, X.J.; Zhang, Y.Y.; Xing, Y.; Yang, L.; Ni, H.; Li, H.-H. Simultaneous extraction and separation of oil, proteins, and glucosinolates from Moringa oleifera seeds. Food Chem. 2019, 300, 125162. [Google Scholar] [CrossRef] [PubMed]
- Du, M.; Xie, J.; Gong, B.; Xu, X.; Tang, W.; Li, X.; Li, C.; Xie, M. Extraction physicochemical characteristics and functional properties of Mung bean protein. Food Hydrocoll. 2018, 76, 131–140. [Google Scholar] [CrossRef]
- Feyzi, S.; Varidi, M.; Zare, F.; Varidi, M.J. Fenugreek (Trigonella foenum graecum) seed protein isolate: Extraction optimization, amino acid composition, thermo and functional properties. J. Sci. Food Agric. 2015, 95, 3165–3176. [Google Scholar] [CrossRef]
- Bernardi, S.; Corso, M.; Baraldi, I.; Colla, E.; Canan, C. Obtaining concentrated rice bran protein by alkaline extraction and stirring–Optimization of conditions. Int. Food Res. J. 2018, 25, 1133–1139. [Google Scholar]
- Hou, F.; Ding, W.; Qu, W.; Oladejo, A.O.; Xiong, F.; Zhang, W.; He, R.; Ma, H. Alkali solution extraction of rice residue protein isolates: Influence of alkali concentration on protein functional, structural properties and lysinoalanine formation. Food Chem. 2017, 218, 207–215. [Google Scholar] [CrossRef]
- Shao, D.; Atungulu, G.G.; Pan, Z.; Yue, T.; Zhang, A.; Fan, Z. Characteristics of isolation and functionality of protein from tomato pomace produced with different industrial processing methods. Food Bioproc. Tech. 2014, 7, 532–541. [Google Scholar] [CrossRef]
- Mechmeche, M.; Kachouri, F.; Chouabi, M.; Ksontini, H.; Setti, K.; Hamdi, M. Optimization of extraction parameters of protein isolate from tomato seed using response surface methodology. Food Anal. Methods 2017, 10, 809–819. [Google Scholar] [CrossRef]
- Mori, K.; Goto-Yamamoto, N.; Kitayama, M.; Hashizume, K. Loss of anthocyanins in red-wine grape under high temperature. J. Exp. Bot. 2007, 58, 1935–1945. [Google Scholar] [CrossRef] [PubMed]
- Pickardt, C.; Eisner, P.; Kammerer, D.R.; Carle, R. Pilot plant preparation of light-coloured protein isolates from de-oiled sunflower (Helianthus annuus L.) press cake by mild-acidic protein extraction and polyphenol adsorption. Food Hydrocol. 2015, 44, 208–219. [Google Scholar] [CrossRef]
- Cui, Q.; Ni, X.; Zeng, L.; Tu, Z.; Li, J.; Sun, K.; Chen, X.; Li, X. Optimization of protein extraction and decoloration conditions for tea residues. Hortic. Plant J. 2017, 3, 172–176. [Google Scholar] [CrossRef]
- Abelson, J.; Simon, M. Aqueous Two-Phase Systems; Methods in Enzymology; Academic Press: New York, NY, USA, 1994; Volume 228. [Google Scholar]
- Varadavenkatesan, T.; Pai, S.; Vinayagam, R.; Pugazhendhi, A.; Selvaraj, R. Recovery of value-added products from waste water using Aqueous Two-Phase Systems–A review. Sci. Total Env. 2021, 778, 146293. [Google Scholar] [CrossRef] [PubMed]
- Saravana Pandian, P.; Sindhanai Selvan, S.; Subathira, A.; Saravanan, S. Optimization of aqueous two phase extraction of proteins from Litopenaeus vannamei waste by response surface methodology coupled multi-objective genetic algorithm. Chem. Prod. Process. Model. 2019, 15, 20190034. [Google Scholar] [CrossRef]
- Menegotto, A.L.L.; Fernandes, I.A.; Bucior, D.; Balestieri, B.P.; Colla, L.M.; Abirached, C.; Franceschi, E.; Steffens, J.; Valduga, E. Purification of protein from Arthrospira platensis using aqueous two-phase system associate with membrane separation process and evaluation of functional properties. J. Appl. Phycol. 2021. [Google Scholar] [CrossRef]
- Zhang, J.; Wen, C.; Zhang, H.; Duan, Y.; Ma, H. Recent advances in the extraction of bioactive compounds with subcriticalwater: A review. Trends Food Sci. Technol. 2020, 95, 183–195. [Google Scholar] [CrossRef]
- Mlyuka, E.; Mbifile, M.; Zhang, S.; Zheng, Z.; Chen, J. Strategic applications and the challenges of subcritical water extraction technology in food industries. Chiang Mai J. Sci. 2018, 45, 1015–1029. Available online: https://www.thaiscience.info/Journals/Article/CMJS/10989357.pdf (accessed on 6 September 2021).
- Marcet, I.; Álvarez, C.; Paredes, B.; Díaz, M. The use of subcritical water hydrolysis for the recovery of peptides and free amino acids from food processing wastes. Review of sources and main parameters. Waste Manag. 2016, 49, 364–371. [Google Scholar] [CrossRef] [PubMed]
- Lamp, A.; Kaltschmitt, M.; Lüdtke, O. Protein recovery from bioethanol stillage by liquid hot water treatment. J. Supercrit. Fluids 2020, 155, 104624. [Google Scholar] [CrossRef]
- Álvarez-Viñas, M.; Rodríguez-Seoane, P.; Flórez-Fernández, N.; Torres, M.D.; Díaz-Reinoso, B.; Moure, A.; Domínguez, H. Subcritical water for the extraction and hydrolysis of protein and other fractions in biorefineries from agro-food wastes and algae: A review. Food Bioproc. Tech. 2021, 14, 373–387. [Google Scholar] [CrossRef]
- Pojić, M.; Mišan, A.; Tiwari, B. Eco-innovative technologies for extraction of proteins for human consumption from renewable protein sources of plant origin. Trends Food Sci. Technol. 2018, 75, 93–104. [Google Scholar] [CrossRef]
- Sari, Y.W.; Bruins, M.E.; Sanders, J.P.M. Enzyme assisted protein extraction from rapeseed, soybean, and microalgae meals. Ind. Crops Prod. 2013, 43, 78–83. [Google Scholar] [CrossRef]
- Liu, J.-J.; Gasmalla, M.A.A.; Li, P.; Yang, R. Enzyme-assisted extraction processing from oilseeds: Principle, processing and application. Innov. Food Sci. Emerg. Technol. 2016, 35, 184–193. [Google Scholar] [CrossRef]
- Ochoa-Rivas, A.; Nava-Valdez, Y.; Serna-Saldívar, S.O.; Chuck-Hernández, C. Microwave and ultrasound to enhance protein extraction from peanut flour under alkaline conditions: Effects in yield and functional properties of protein isolates. Food Bioproc. Technol. 2017, 10, 543–555. [Google Scholar] [CrossRef]
- Rommi, K.; Hakala, T.K.; Holopainen, U.; Nordlund, E.; Poutanen, K.; Lantto, R. Effect of enzyme-aided cell wall disintegration on protein extractability from intact and dehulled rapeseed (Brassica rapa L. and Brassica napus L.) press cakes. J. Agric. Food Chem. 2014, 62, 7989–7997. [Google Scholar] [CrossRef] [PubMed]
- Rommi, K.; Ercili-Cura, D.; Hakala, T.K.; Nordlund, E.; Poutanen, K.; Lantto, R. Impact of total solid content and extraction pH on enzyme-aided recovery of protein from defatted rapeseed (Brassica rapa L.) press cake and physicochemical properties of the protein fractions. J. Agric. Food Chem. 2015, 63, 2997–3003. [Google Scholar] [CrossRef] [PubMed]
- Chirinos, R.; Aquino, M.; Pedreschi, R.; Campos, D. Optimized methodology for alkaline and enzyme assisted extraction of protein from Sacha Inchi (Plukenetia volubilis) kernel cake. J. Food Proc. Eng. 2016, 40, e12412. [Google Scholar] [CrossRef]
- Houde, M.; Khodaei, N.; Benkerroum, N.; Karboune, S. Barley protein concentrates: Extraction, structural and functional properties. Food Chem. 2018, 254, 367–376. [Google Scholar] [CrossRef]
- Perovic, M.N.; Zorica, D.K.J.; Mirjana, G.A. Improved recovery of protein from soy grit by enzyme-assisted alkaline extraction. J. Food Eng. 2020, 276, 109894. [Google Scholar] [CrossRef]
- Naseri, A.; Marinho, G.S.; Holdt, S.L.; Bartela, J.M.; Jacobsen, C. Enzyme-assisted extraction and characterization of protein from red seaweed Palmaria palmata. Algal Res. 2020, 47, 101849. [Google Scholar] [CrossRef]
- Akyüz, A.; Ersus, S. Optimization of enzyme assisted extraction of protein from the sugar beet (Beta vulgaris L.) leaves for alternative plant protein concentrate production. Food Chem. 2021, 335, 127673. [Google Scholar] [CrossRef]
- De Souza, T.S.P.; Dias, F.F.G.; Oliveira, J.P.S.; de Moura Bell, J.M.N.L.; Koblitz, M.G.B. Biological properties of almond proteins produced by aqueous and enzyme-assisted aqueous extraction processes from almond cake. Sci. Rep. 2020, 10, 10873. [Google Scholar] [CrossRef]
- Gil-Chávez, G.J.; Villa, J.A.; Ayala-Zavala, J.F.; Basilio Heredia, J.; Sepulveda, D.; Yahia, E.M.; González-Aguilar, G.A. Technologies for extraction and production of bioactive compounds to be used as nutraceuticals and food ingredients: An overview. Compr. Rev. Food Sci. Food Saf. 2013, 12, 5–23. [Google Scholar] [CrossRef]
- Camel, V. Microwave-assisted solvent extraction of environmental samples. Trends Anal. Chem. 2000, 19, 229–248. [Google Scholar] [CrossRef]
- Chan, C.H.; Yusoff, R.; Ngoh, G.C.; Kung, F.W.L. Microwave-assisted extractions of active ingredients from plants. J. Chromatogr. A 2011, 1218, 6213–6225. [Google Scholar] [CrossRef] [PubMed]
- Chan, C.H.; Yusoff, R.; Ngoh, G.C. Assessment of scale-up parameters of microwave-assisted extraction via the extraction of flavonoids from cocoa leaves. Chem. Eng. Technol. 2015, 38, 489–496. [Google Scholar] [CrossRef]
- Chemat, F.; Huma, Z.; Khan, M.K. Applications of ultrasound in food technology: Processing, preservation and extraction. Ultrason. Sonochem. 2011, 18, 813–835. [Google Scholar] [CrossRef]
- Phongthai, S.; Lim, S.-T.; Rawdkuen, S. Optimization of microwave-assisted extraction of rice bran protein and its hydrolysates properties. J. Cereal Sci. 2016, 70, 154–156. [Google Scholar] [CrossRef]
- Bedin, S.; Zanella, K.; Bragagnolo, N.; Taranto, O.P. Implications of microwaves on the extraction process of rice bran protein. Braz. J. Chem. Eng. 2019, 36, 1653–1665. [Google Scholar] [CrossRef] [Green Version]
- Park, J.-H.; Choe, J.-H.; Kim, H.-W.; Hwang, K.-E.; Song, D.-H.; Yeo, E.-J.; Kim, H.-Y.; Choi, Y.-S.; Lee, S.-H.; Kim, C.-J. Effects of various extraction methods on quality characteristics of duck feet gelatin. Korean J. Food Sci. An. 2013, 33, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Zhu, K.-X.; Sun, X.-H.; Zhou, H.-M. Optimization of ultrasound assisted extraction of defatted wheat germ proteins by reverse micelles. J. Cereal Sci. 2009, 50, 266–271. [Google Scholar] [CrossRef]
- Görgüç, A.; Bircan, C.; Yılmaz, F.M. Sesame bran as an unexploited by-product: Effect of enzyme and ultrasound assisted extraction on the recovery of protein and antioxidant compounds. Food Chem. 2019, 283, 637–645. [Google Scholar] [CrossRef]
- Görgüç, A.; Özer, P.; Yılmaz, F.M. Microwave-assisted enzymatic extraction of plant protein with antioxidant compounds from the food waste sesame bran: Comparative optimization study and identification of metabolomics using LC/Q-OF/MS. J. Food Process. Preserv. 2019, 44, e14304. [Google Scholar] [CrossRef]
- Leong, T.; Ashokkumar, M.; Kentish, S. The fundamentals of power ultrasound—A review. Acoust. Aust. 2011, 39, 54–63. [Google Scholar]
- Rahman, M.M.; Lamsal, B.P. Ultrasound-assisted extraction and modification of plant-based proteins: Impact on physicochemical, functional, and nutritional properties. Compr. Rev. Food Sci. Food Saf. 2020, 20, 1457–1480. [Google Scholar] [CrossRef]
- Bhargavaa, N.; Mor, R.S.; Kumar, K.; Sharanagat, V.J. Advances in application of ultrasound in food processing: A review. Ultrason. Sonochem. 2020, 70, 105293. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, W.; Zhang, L.; Tian, S.; Chen, F. Molecular and emulsifying properties of arachin and conarachin of peanut protein isolate from ultrasound-assisted extraction. LWT-Food Sci. Technol. 2020, 132, 109790. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, Y.; Xu, L.; Ma, H. An efficient ultrasound-assisted extraction method of pea protein and its effect on protein functional properties and biological activities. LWT-Food Sci. Technol. 2020, 127, 109348. [Google Scholar] [CrossRef]
- Hadidi, M.; Baradaran Khaksar, F.; Pagan, J.; Ibarz, A. Application of ultrasound-ultrafiltration-assisted alkaline isoelectric precipitation (UUAAIP) technique for producing alfalfa protein isolate for human consumption: Optimization, comparison, physicochemical, and functional properties. Food Res. Int. 2020, 130, 108907. [Google Scholar] [CrossRef] [PubMed]
- Zou, Y.; Li, P.P.; Zhang, K.; Wang, L.; Zhang, M.H.; Sun, Z.L.; Sun, C.; Geng, Z.M.; Xu, W.M.; Wang, D.Y. Effects of ultrasound-assisted alkaline extraction on the physiochemical and functional characteristics of chicken liver protein isolate. Poult. Sci. 2017, 96, 2975–2985. [Google Scholar] [CrossRef]
- Mirzapour-Kouhdasht, A.; Sabzipour, F.; Taghizadeh, M.S.; Moosavi-Nasab, M. Physicochemical, rheological, and molecular characterization of colloidal gelatin produced from Common carp by-products using microwave and ultrasound-assisted extraction. J. Texture Stud. 2019, 50, 416–425. [Google Scholar] [CrossRef]
- Pingret, D.; Fabiano-Tixier, A.S.; Chemat, F. Degradation during application of ultrasound in food processing: A review. Food Cont. 2013, 31, 593–606. [Google Scholar] [CrossRef]
- Yang, X.; Li, Y.; Li, S.; Oladejo, A.O.; Wang, Y.; Huang, S.; Zhou, C.; Ye, X.; Ma, H.; Duan, Y. Effects of ultrasound-assisted α-amylase degradation treatment with multiple modes on the extraction of rice protein. Ultrason. Sonochem. 2018, 40, 890–899. [Google Scholar] [CrossRef] [PubMed]
- Görgüç, A.; Özer, P.; Yılmaz, F.M. Simultaneous effect of vacuum and ultrasound assisted enzymatic extraction on the recovery of plant protein and bioactive compounds from sesame bran. J. Food Comp. Anal. 2020, 87, 103424. [Google Scholar] [CrossRef]
- Li, W.; Yang, H.; Coldea, T.E.; Zhao, H. Modification of structural and functional characteristics of brewer’s spent grain protein by ultrasound assisted extraction. LWT-Food Sci. Technol. 2021, 139, 110582. [Google Scholar] [CrossRef]
- Varghese, T.; Pare, A. Effect of microwave assisted extraction on yield and protein characteristics of soymilk. J. Food Eng. 2019, 262, 92–99. [Google Scholar] [CrossRef]
- Moreno-Nájera, L.C.; Ragazzo-Sánchez, J.A.; Gastón-Peña, C.R.; Calderón-Santoyo, M. Green technologies for the extraction of proteins from jackfruit leaves (Artocarpus heterophyllus Lam). Food Sci. Biotechnol. 2020, 29, 1675–1684. [Google Scholar] [CrossRef]
- Elhag, H.E.E.A.; Naila, A.; Nour, A.H.; Ajit, A.; Sulaiman, A.Z.; Aziz, B.A. Optimization of protein yields by ultrasound assisted extraction from Eurycoma longifolia roots and effect of agitation speed. J. King Saud Univ. Sci. 2019, 31, 913–930. [Google Scholar] [CrossRef]
- Wen, L.; Álvarez, C.; Zhang, Z.; Poojary, M.M.; Lund, M.N.; Sun, D.-W.; Tiwari, B.K. Optimisation and characterisation of protein extraction from coffee silverskin assisted by ultrasound or microwave techniques. Biomass Convers. Biorefin. 2020. [Google Scholar] [CrossRef]
- Zhao, Y.; Wen, C.; Feng, Y.; Zhang, J.; He, Y.; Duan, Y.; Zhang, H.; Ma, H. Effects of ultrasound-assisted extraction on the structural, functional and antioxidant properties of Dolichos lablab L. protein. Proc. Biochem. 2021, 101, 274–284. [Google Scholar] [CrossRef]
- Tu, Z.-C.; Huang, T.; Wang, H.; Sha, X.-M.; Shi, Y.; Huang, X.-Q.; Man, Z.-Z.; Li, D.-J. Physico-chemical properties of gelatin from bighead carp (Hypophthalmichthys nobilis) scales by ultrasound-assisted extraction. J. Food Sci. Technol. 2015, 52, 2166–2174. [Google Scholar] [CrossRef] [Green Version]
- Chemat, F.; Vian, M.A.; Fabiano-Tixier, A.S.; Nutrizio, M.; Jambrak, A.R.; Munekata, P.E.S.; Lorenzo, J.M.; Barba, F.J.; Binelloe, A.; Cravotto, G. A review of sustainable and intensified techniques for extraction of food and natural products. Green Chem. 2020, 22, 2325–2353. [Google Scholar] [CrossRef] [Green Version]
- Ganeva, V.; Angelova, B.; Galutzov, B.; Goltsev, V.; Zhiponova, M. Extraction of proteins and other intracellular bioactive compounds from baker’s yeasts by pulsed electric field treatment. Front. Bioeng. Biotechnol. 2020, 8, 552335. [Google Scholar] [CrossRef]
- Arshad, R.N.; Abdul-Malek, Z.; Roobab, U.; Qureshi, M.I.; Khan, N.; Ahmad, M.H.; Liu, Z.-W.; Aadil, R.M. Effective valorization of food wastes and by-products through pulsed electric field: A systematic review. J. Food Process. Eng. 2021, 44, e13629. [Google Scholar] [CrossRef]
- Martínez, J.M.; Delso, C.; Maza, M.A.; Raso, J. Utilising pulsed electric field processing to enhance extraction processes. In Reference Module in Food Science; Elsevier: New York, NY, USA, 2018. [Google Scholar] [CrossRef]
- Roselló-Soto, E.; Barba, F.J.; Parniakov, O.; Galanakis, C.M.; Lebovka, N.; Grimi, N.; Vorobiev, E. High voltage electrical discharges, pulsed electric field, and ultrasound assisted extraction of protein and phenolic compounds from olive kernel. Food Bioprocess. Technol. 2014. [Google Scholar] [CrossRef]
- Sarkis, J.R.; Boussetta, N.; Blouet, C.; Tessaro, I.C.; Marczak, L.D.F.; Vorobiev, E. Effect of pulsed electric fields and high voltage electrical discharges on polyphenol and protein extraction from sesame cake. Innov. Food Sci. Emerg. Technol. 2015, 29, 170–177. [Google Scholar] [CrossRef]
- ’t Lama, G.P.; Postma, P.R.; Fernandes, D.A.; Timmermans, R.A.H.; Vermuë, M.H.; Barbosa, M.J.; Eppink, M.H.M.; Wijffels, R.H.; Olivieri, G. Pulsed electric field for protein release of the microalgae Chlorella vulgaris and Neochloris oleoabundans. Algal Res. 2017, 24, 181–187. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, L.-J.; Jiang, W.; Qian, J.-Y. Effect of pulsed electric field on functional and structural properties of canola protein by pretreating seeds to elevate oil yield. Lebensm.-Wiss. Technol. 2017, 84, 73–81. [Google Scholar] [CrossRef]
- Liang, R.; Cheng, S.; Wang, X. Secondary structure changes induced by pulsed electric field affect antioxidant activity of pentapeptides from pine nut (Pinus koraiensis) protein. Food Chem. 2018, 254, 170–184. [Google Scholar] [CrossRef] [PubMed]
- Shouqin, Z.; Jun, X.; Changzheng, W. High hydrostatic pressure extraction of flavonoids from propolis. J. Chem. Technol. Biotechnol. Int. Res. Process Envir. Clean Technol. 2005, 80, 50–54. [Google Scholar] [CrossRef]
- Sezer, P.; Okur, I.; Oztop, M.H.; Alpas, H. Improving the physical properties of fish gelatin by high hydrostatic pressure (HHP) and ultrasonication (US). Int. J. Food Sci. Technol. 2019, 55, 1468–1476. [Google Scholar] [CrossRef]
- Suwal, S.; Perreault, V.; Marciniak, A.; Tamigneaux, E.; Deslandes, E.; Bazinet, L.; Jacques, H.; Beaulieu, L.; Doyen, A. Effects of high hydrostatic pressure and polysaccharidases on the extraction of antioxidant compounds from red macroalgae, Palmaria palmata Solieria chordalis. J. Food Eng. 2019, 52, 53–59. [Google Scholar] [CrossRef]
- Cascaes Teles, A.S.; Hidalgo Chávez, D.W.; Zarur Coelho, M.A.; Rosenthal, A.; Fortes Gottschalk, L.M.; Tonon, R.V. Combination of enzyme-assisted extraction and high hydrostatic pressure for phenolic compounds recovery from grape pomace. J. Food Eng. 2020, 288, 110128. [Google Scholar] [CrossRef]
- Bolat, B.; Ugur, A.E.; Oztop, M.H.; Alpas, H. Effects of high hydrostatic pressure assisted degreasing on the technological properties of insect powders obtained from Acheta domesticus & Tenebrio molitor. J. Food Eng. 2021, 292, 110359. [Google Scholar] [CrossRef]
- Gharibzahedi, S.M.T.; Smith, B. Effects of high hydrostatic pressure on the quality and functionality of protein isolates, concentrates, and hydrolysates derived from pulse legumes: A review. Trends Food Sci. Technol. 2021, 107, 466–479. [Google Scholar] [CrossRef]
- Marciniak, A.; Suwal, S.; Naderi, N.; Pouliot, Y.; Doyen, A. Enhancing enzymatic hydrolysis of food proteins and production of bioactive peptides using high hydrostatic pressure technology. Trends Food Sci. Technol. 2018, 80, 187–198. [Google Scholar] [CrossRef]
- Rivalain, N.; Roquain, J.; Demazeau, G. Development of high hydrostatic pressure in biosciences: Pressure effect on biological structures and potential applications in Biotechnologies. Biotechnol. Adv. 2010, 28, 659–672. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.; Al-Ruwaih, N.; Arfat, Y.A. Effect of high-pressure treatment prior to enzymatic hydrolysis on rheological, thermal, and antioxidant properties of lentil protein isolate. Legume Sci. 2019, 1, e10. [Google Scholar] [CrossRef] [Green Version]
- Tribst, A.A.L.; Ribeiro, L.R.; Cristianini, M. Comparison of the effects of high pressure homogenization and high pressure processing on the enzyme activity and antimicrobial profile of lysozyme. Innov. Food Sci. Emerg. Technol. 2017, 43, 60–67. [Google Scholar] [CrossRef]
- Ulug, S.K.; Jahandideh, F.; Wu, J. Novel technologies for the production of bioactive peptides. Trends Food Sci. Technol. 2021, 108, 27–39. [Google Scholar] [CrossRef]
- Espinoza, A.D.; Morawicki, R.O.; Hager, T. Hydrolysis of whey protein isolate using subcritical water. J. Food Sci. 2012, 71, C20–C26. [Google Scholar] [CrossRef] [PubMed]
- Hall, F.; Liceaga, A. Effect of microwave-assisted enzymatic hydrolysis of cricket (Gryllodes sigillatus) protein on ACE and DPP-IV inhibition and tropomyosin-IgG binding. J. Funct. Foods 2020, 64, 103634. [Google Scholar] [CrossRef]
- Urbizo-Reyes, U.; San Martin-González, M.F.; Garcia-Bravo, J.; López Malo Vigil, A.; Liceaga, A.M. Physicochemical characteristics of chia seed (Salvia hispanica) protein hydrolysates produced using ultrasonication followed by microwave-assisted hydrolysis. Food Hydrocoll. 2019, 97, 105187. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Y.; Lin, S.; Wei, M.; Du, F.; Ruan, G. Development of continuous microwave-assisted protein digestion with immobilized enzyme. Biochem. Biophys. Res. Commun. 2014, 445, 491–496. [Google Scholar] [CrossRef] [PubMed]
- Uluko, H.; Zhang, S.; Liu, L.; Tsakama, M.; Lu, J.; Lv, J. Effects of thermal, microwave, and ultrasound pretreatments on antioxidative capacity of enzymatic milk protein concentrate hydrolysates. J. Funct. Foods 2015, 18, 1138–1146. [Google Scholar] [CrossRef]
- Yang, F.; Hu, F.; Jiang, Q.; Xu, Y.; Xia, W. Effect of pretreatments on hydrolysis efficiency and antioxidative activity of hydrolysates produced from bighead carp (Aristichthys nobilis). J. Aquat. Food Prod. Technol. 2016, 25, 916–927. [Google Scholar] [CrossRef]
- Nguyen, E.; Jones, O.; Kim, Y.H.B.; San Martin-Gonzalez, F.; Liceaga, A.M. Impact of microwave-assisted enzymatic hydrolysis on functional and antioxidant properties of rainbow trout Oncorhynchus mykiss by-products. Fish. Sci. 2017, 83, 317–331. [Google Scholar] [CrossRef]
- Ketnawa, S.; Wickramathilaka, M.; Liceaga, A.M. Changes on antioxidant activity of microwave-treated protein hydrolysates after simulated gastrointestinal digestion: Purification and identification. Food Chem. 2018, 254, 36–46. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Lin, S.J.; Yang, Z.S.; Jin, H.X. Preparation of antioxidant peptide by microwave- assisted hydrolysis of collagen and its protective effect against H2O2-induced damage of RAW264.7 cells. Mar. Drugs 2019, 17, 642. [Google Scholar] [CrossRef] [Green Version]
- Sparr Eskilsson, C.; Björklund, E. Analytical-scale microwave-assisted extraction. J. Chromatogr. A 2000, 902, 227–250. [Google Scholar] [CrossRef]
- Jia, J.; Ma, H.; Zhao, W.; Wang, Z.; Tian, W.; Luo, L.; He, R. The use of ultrasound for enzymatic preparation of ACE-inhibitory peptides from wheat germ protein. Food Chem. 2010, 119, 336–342. [Google Scholar] [CrossRef]
- Zhu, K.-X.; Su, C.-Y.; Guo, X.-N.; Peng, W.; Zhou, H.-M. Influence of ultrasound during wheat gluten hydrolysis on the antioxidant activities of the resulting hydrolysate. Int. J. Food Sci. Technol. 2011, 46, 1053–1059. [Google Scholar] [CrossRef]
- Wali, A.; Ma, H.; Shahnawaz, M.; Hayat, K.; Xiaong, J.; Jing, L. Impact of power ultrasound on antihypertensive activity, functional properties, and thermal stability of rapeseed protein hydrolysates. J. Chem. 2017, 2017, 4373859. [Google Scholar] [CrossRef]
- Wu, Q.; Zhang, X.; Jia, J.; Kuang, C.; Yang, H. Effect of ultrasonic pretreatment on whey protein hydrolysis by alcalase: Thermodynamic parameters, physicochemical properties and bioactivities. Proc. Biochem. 2018, 67, 46–54. [Google Scholar] [CrossRef]
- Lei, B.; Majumder, K.; Shen, S.; Wu, J. Effect of sonication on thermolysin hydrolysis of ovotransferrin. Food Chem. 2011, 124, 808–815. [Google Scholar] [CrossRef]
- Piccolomini, A.; Iskandar, M.; Lands, L.; Kubow, S. High hydrostatic pressure pre-treatment of whey proteins enhances whey protein hydrolysate inhibition of oxidative stress and IL-8 secretion in intestinal epithelial cells. Food Nutr. Res. 2012, 56, 17549. [Google Scholar] [CrossRef] [Green Version]
- Boukil, A.; Suwal, S.; Chamberland, J.; Pouliot, Y.; Doyen, A. Ultrafiltration performance and recovery of bioactive peptides after fractionation of tryptic hydrolysate generated from pressure-treated B-lactoglobulin. J. Membr. Sci. 2018, 556, 42–53. [Google Scholar] [CrossRef]
- Garcia-Mora, P.; Peñas, E.; Frias, J.; Zielinski, H.; Wiczkowski, W.; Zielinska, D.; Martínez-Villaluenga, C. High-pressure-assisted enzymatic release of peptides and phenolics increases angiotensin converting enzyme I inhibitory and antioxidant activities of pinto bean hydrolysates. J. Agric. Food Chem. 2016, 64, 1730–1740. [Google Scholar] [CrossRef] [Green Version]
- Al-Ruwaih, N.; Ahmed, J.; Mulla, M.F.; Arfat, Y.A. High-pressure assisted enzymatic proteolysis of kidney beans protein isolates and characterization of hydrolysates by functional, structural, rheological and antioxidant properties. LWT- Food Sci. Technol. 2019, 100, 231–236. [Google Scholar] [CrossRef]
- Guan, H.; Diao, X.; Jiang, F.; Han, J.; Kong, B. The enzymatic hydrolysis of soy protein isolate by corolase PP under high hydrostatic pressure and its effect on bioactivity and characteristics of hydrolysates. Food Chem. 2018, 245, 89–96. [Google Scholar] [CrossRef]
- Perreault, V.; Hénaux, L.; Bazinet, L.; Doyen, A. Pretreatment of flaxseed protein isolate by high hydrostatic pressure: Impacts on protein structure, enzymatic hydrolysis and final hydrolysate antioxidant capacities. Food Chem. 2017, 221, 1805–1812. [Google Scholar] [CrossRef]
- Franco, D.; Munekata, P.E.S.; Agregán, R.; Bermúdez, R.; López-Pedrouso, M.; Pateiro, M.; Lorenzo, J.M. Application of pulsed electric fields for obtaining antioxidant extracts from fish residues. Antioxidants 2020, 9, 90. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lin, S.; Guo, Y.; Liu, J.; You, Q.; Yin, Y.; Cheng, S. Optimized enzymatic hydrolysis and pulsed electric field treatment for production of antioxidant peptides from egg white protein. Afr. J. Biotechnol. 2011, 10, 11648–11657. [Google Scholar]
- Lin, S.; Guo, Y.; You, Q.; Yin, Y.; Liu, J. Preparation of antioxidant peptide from egg white protein and improvement of its activities assisted by high-intensity pulsed electric field. J. Sci. Food Agric. 2012, 92, 1554–1561. [Google Scholar] [CrossRef] [PubMed]
- Lin, S.; Jin, Y.; Liu, M.; Yang, Y.; Zhang, M.; Guo, Y.; Jones, G.; Liu, J.; Yin, Y. Research on the preparation of antioxidant peptides derived from egg white with assisting of high intensity pulsed electric field. Food Chem. 2013, 139, 300–306. [Google Scholar] [CrossRef]
- Lin, S.; Liang, R.; Li, X.; Xing, J.; Yuan, Y. Effect of pulsed electric field (PEF) on structures and antioxidant activity of soybean source peptides-SHCMN. Food Chem. 2016, 213, 588–594. [Google Scholar] [CrossRef] [PubMed]
- Kumar, Y.; Patel, K.K.; Kumar, V. Pulsed electric field processing in food technology. Int. J. Eng. Stud. Techn. Approach 2015, 1, 6–16. [Google Scholar] [CrossRef] [Green Version]
- Asaduzzaman, A.K.M.; Getachewa, A.T.; Cho, Y.-J.; Park, J.S.; Haq, M.; Chun, B.-S. Characterization of pepsin-solubilised collagen recovered from mackerel (Scomber japonicus) bone and skin using subcritical water hydrolysis. Int. J. Biol. Macromol. 2020, 148, 1290–1297. [Google Scholar] [CrossRef]
- Wang, M.P.; Lu, W.; Yang, J.; Wang, J.M.; Yang, X.Q. Preparation and characterisation of isoflavone aglycone-rich calcium-binding soy protein hydrolysates. Int. J. Food Sci. Technol. 2017, 52, 2230–2237. [Google Scholar] [CrossRef]
- Han, J.; Kim, M.R.; Park, Y.; Hong, Y.H.; Suh, H.J. Skin permeability of porcine placenta extracts and its physiological activities. Korean J. Food Sci. Anim. Res. 2013, 33, 356–362. [Google Scholar] [CrossRef] [Green Version]
- Espinosa-Pardo, F.A.; Savoire, R.; Subra-Paternault, P.; Harscoat-Schiavo, C. Oil and protein recovery from corn germ: Extraction yield, composition and protein functionality. Food Bioprod. Process. 2020, 120, 131–142. [Google Scholar] [CrossRef]
- Li, Y.; Shi, J.; Scanlon, M.; Xue, S.J.; Lu, J. Effects of pretreatments on physicochemical and structural properties of proteins isolated from canola seeds after oil extraction by supercritical-CO2 process. LWT Food Sci. Technol. 2020, 137, 110415. [Google Scholar] [CrossRef]
- Olivera-Montenegro, L.; Best, I.; Gil-Saldarriaga, A. Effect of pretreatment by supercritical fluids on antioxidant activity of protein hydrolyzate from quinoa (Chenopodium quinoa Willd.). Food Sci. Nutr. 2021, 9, 574–582. [Google Scholar] [CrossRef]
- Koh, B.-B.; Lee, E.-J.; Ramachandraiah, K.; Hong, G.-P. Characterization of bovine serum albumin hydrolysates prepared by subcritical water processing. Food Chem. 2019, 278, 203–207. [Google Scholar] [CrossRef]
- Powell, T.; Bowra, S.; Cooper, H.J. Subcritical water processing of proteins: An alternative to enzymatic digestion. Anal. Chem. 2016, 88, 6425–6432. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.-S.; Moon, H.E.; Roh, M.K.; Ha, V.M.; Lee, B.B.; Cho, K.K.; Choi, I.S. Physiological properties of Scomber japonicus meat hydrolysate prepared by subcritical water hydrolysis. J. Env. Biol. 2016, 37, 57–63. [Google Scholar]
- Haq, M.; Ho, T.C.; Ahmed, R.; Getachew, A.T.; Cho, Y.-J.; Park, J.-S.; Chun, B.-S. Biofunctional properties of bacterial collagenolytic protease-extracted collagen hydrolysates obtained using catalysts-assisted subcritical water hydrolysis. J. Ind. Eng. Chem. 2020, 81, 332–339. [Google Scholar] [CrossRef]
- Ahmed, R.; Chun, B.S. Subcritical water hydrolysis for the production of bioactive peptides from tuna skin collagen. J. Supercrit. Fluids 2018, 141, 88–96. [Google Scholar] [CrossRef]
- Melgosa, R.; Marques, M.; Paiva, A.; Bernardo, A.; Fernández, N.; Sá-Nogueira, I.; Simões, P. Subcritical water extraction and hydrolysis of cod (Gadus morhua) frames to produce bioactive protein extracts. Foods 2021, 10, 1222. [Google Scholar] [CrossRef]
- Lee, H.-J.; Roy, V.C.; Ho, T.C.; Park, J.-S.; Jeong, Y.-R.; Lee, S.C.; Kim, S.-Y.; Chun, B.-S. Amino acid profiles and biopotentiality of hydrolysates obtained from comb penshell (Atrina pectinata) viscera using subcritical water hydrolysis. Mar. Drugs 2021, 19, 137. [Google Scholar] [CrossRef] [PubMed]
- Polikovsky, M.; Gillis, A.; Steinbruch, E.; Robin, A.; Epstein, M.; Kribus, A.; Golberg, A. Biorefinery for the co-production of protein, hydrochar and additional co-products from a green seaweed Ulva sp. with subcritical water hydrolysis. Energy Convers. Manag. 2020, 225, 113380. [Google Scholar] [CrossRef]
- Park, J.-S.; Jeong, Y.-R.; Chun, B.S. Physiological activities and bioactive compound from laver (Pyropia yezoensis) hydrolysates by using subcritical water hydrolysis. J. Supercrit. Fluids 2019, 148, 130–136. [Google Scholar] [CrossRef]
- Ramachandraiah, K.; Koh, B.-B.; Davaatseren, M.; Hong, G.-P. Characterization of soy protein hydrolysates produced by varying subcritical water processing temperature. Innov. Food Sci. Emerg. Technol. 2017, 43, 201–206. [Google Scholar] [CrossRef]
- Fusaro, F.; Kluge, J.; Mazzotti, M.; Muhrer, G. Compressed CO2 antisolvent precipitation of lysozyme. J. Supercrit. Fluids 2009, 49, 79–92. [Google Scholar] [CrossRef]
- Moshashaée, S.; Bisrat, M.; Forbes, R.T.; Nyqvist, H.; York, P. Supercritical fluid processing of proteins I: Lysozyme precipitation from organic solution. Eur. J. Pharm. Sci. 2000, 11, 239–245. [Google Scholar] [CrossRef]
- Yver, A.L.; Bonnaillie, L.M.; Yee, W.; McAloon, A.; Tomasula, P.M. Fractionation of whey protein isolate with supercritical carbon dioxide − Process modeling and cost estimation. Int. J. Mol. Sci. 2012, 13, 240–259. [Google Scholar] [CrossRef] [Green Version]
- Perinelli, D.R.; Bonacucina, G.; Cespi, M.; Naylor, A.; Whitaker, M.; Palmieri, G.F.; Giorgioni, G.; Casettari, L. Evaluation of P(L)LA-PEG-P(L)LA as processing aid for biodegradable particles from gas saturated solutions (PGSS) process. Int. J. Pharm. 2014, 468, 250–257. [Google Scholar] [CrossRef]
- Zhong, Q.; Jin, M.; Xiao, D.; Tian, H.; Zhang, W. Application of supercritical antisolvent technologies for the synthesis of delivery systems of bioactive food components. Food Biophys. 2008, 3, 186–190. [Google Scholar] [CrossRef]
- Kluge, J.; Fusaro, F.; Casas, N.; Mazzotti, M.; Muhrer, G. Production of PLGA micro and nanocomposites by supercritical fluid extraction of emulsions: I. encapsulation of lysozyme. J. Supercrit. Fluids 2009, 50, 327–335. [Google Scholar] [CrossRef]
- Reibe, C.; Knez, Z.; Weidner, E. A new high-pressure micronisation process for the gentle processing of high molecular mass gelatine. Food Bioprod. Proc. 2012, 90, 79–86. [Google Scholar] [CrossRef]
- Nuchuchua, O.; Every, H.A.; Hofland, G.W.; Jiskoot, W. Scalable organic solvent free supercritical fluid spray drying process for producing dry protein formulations. Eur. J. Pharm. Biopharm. 2014, 88, 919–930. [Google Scholar] [CrossRef] [PubMed]
- Bouchard, A.; Jovanovic, N.; Jiskoot, W.; Mendes, E.; Witkamp, G.-J.; Crommelin, D.J.A.; Hofland, G.W. Lysozyme particle formation during supercritical fluid drying: Particle morphology and molecular integrity. J. Supercrit. Fluids 2007, 40, 293–307. [Google Scholar] [CrossRef]
- De Marco, I.; Reverchon, E. Supercritical carbon dioxide plus ethanol mixtures for the antisolvent micronization of hydrosoluble materials. Chem. Eng. J. 2012, 187, 401–409. [Google Scholar] [CrossRef]
- Adami, R.; Osseo, L.S.; Reverchon, E. Micronization of lysozyme by supercritical assisted atomization. Biotechnol. Bioeng. 2009, 104, 1162–1170. [Google Scholar] [CrossRef]
- Wang, Q.; Guan, Y.-X.; Yao, S.-J.; Zhu, Z.-Q. Controllable preparation and formation mechanism of BSA microparticles using supercritical assisted atomization with an enhanced mixer. J. Supercrit. Fluids 2011, 56, 97–104. [Google Scholar] [CrossRef]
- Du, Z.; Guan, Y.-X.; Yao, S.-J.; Zhu, Z.-Q. Supercritical fluid assisted atomization introduced by an enhanced mixer for micronization of lysozyme: Particle morphology, size and protein stability. Int. J. Pharm. 2011, 421, 258–268. [Google Scholar] [CrossRef] [PubMed]
- Shen, Y.-B.; Cuan, Y.-X.; Yao, S.-J. Supercritical fluid assisted production of micrometric powders of the labile trypsin and chitosan/trypsin composite microparticles. Int. J. Pharm. 2015, 489, 226–236. [Google Scholar] [CrossRef]
- Trivedi, V.; Bhomia, R.; Mitchell, J.C. Myristic acid coated protein immobilised mesoporous silica particles as pH induced oral delivery system for the delivery of biomolecules. Pharm. 2019, 12, 153. [Google Scholar] [CrossRef] [Green Version]
- Gañan, N.; Bordón, M.G.; Ribotta, P.D.; González, A. Study of chia oil microencapsulation in soy protein microparticles using supercritical CO2-assisted impregnation. J. CO2 Util. 2020, 40, 101221. [Google Scholar] [CrossRef]
- Lima, J.C.; Seixas, F.A.V.; Coimbra, J.S.R.; Pimentel, T.C.; Barão, C.E.; Cardozo-Filho, L. Continuous fractionation of whey protein isolates by using supercritical carbon dioxide. J. CO2 Util. 2019, 30, 112–122. [Google Scholar] [CrossRef]
- Lima, J.C.; Bonfim-Rocha, L.; Barao, C.E.; Coimbra, J.S.R.; Cardozo-Filho, L. Techno-Economic assessment of α-Lactalbumin and β-Lactoglobulin fractionation from whey protein isolated solution using supercritical carbon dioxide in a continuous reactor. J. Taiwan Inst. Chem. Eng. 2021, 118, 87–96. [Google Scholar] [CrossRef]
- Martin, A.; Weidner, E. PGSS-drying: Mechanisms and modeling. J. Supercrit. Fluids 2010, 55, 271–281. [Google Scholar] [CrossRef]
- Seifried, B.; Temelli, F. Supercritical fluid drying of high molecular weight biopolymers for particle formation and delivery of bioactives. In Proceedings of the 10th International Symposium Supercritical Fluids (ISSF2012), San Francisco, CA, USA, 13–16 May 2012. [Google Scholar]
- Rodrigues, M.A.; Li, J.; Padrela, L.; Almeida, A.; Matos, H.A.; de Azevedo, E.G. Anti-solvent effect in the production of lysozyme nanoparticles by supercritical fluid-assisted atomization processes. J. Supercrit. Fluids. 2009, 48, 253–260. [Google Scholar] [CrossRef]
- Dickinson, E. Milk protein interfacial layers and the relationship to emulsion stability and rheology. Colloids Surf. B Biointerfaces 2001, 20, 197–210. [Google Scholar] [CrossRef]
- Liu, X.; Powers, J.R.; Swanson, B.G.; Hill, H.H.; Clark, S. Modification of whey protein concentrate hydrophobicity by high hydrostatic pressure. Innov. Food Sci. Emerg. Technol. 2005, 6, 310–317. [Google Scholar] [CrossRef]
- Xu, D.; Yuan, F.; Jiang, J.; Wang, X.; Hou, Z.; Gao, Y. Structural and conformational modification of whey proteins induced by supercritical carbon dioxide. Innov. Food Sci. Emerg. Technol. 2011, 12, 32–37. [Google Scholar] [CrossRef]
- Manoi, K.; Rizvi, S.S.H. Rheological characterization of texturized whey protein concentrate-based powders produced by reactive supercritical fluid extrusion. Food Res. Int. 2008, 41, 786–796. [Google Scholar] [CrossRef]
- Liu, X.; Gao, Y.; Xu, H.; Wang, Q.; Yang, B. Impact of high-pressure carbon dioxide combined with thermal treatment on degradation of red beet (Beta vulgaris L.) pigments. J. Agric. Food Chem. 2008, 56, 6480–6487. [Google Scholar] [CrossRef]
- Yin, C.Y.; Li, J.B.; Xu, Q.; Peng, Q.; Liu, Y.B.; Shen, X.Y. Chemical modification of cotton cellulose in supercritical carbon dioxide: Synthesis and characterization of cellulose carbamate. Carbohydr. Polym. 2007, 67, 147–154. [Google Scholar] [CrossRef]
- Zhong, Q.; Jin, M. Enhanced functionalities of whey proteins treated with supercritical carbon dioxide. J. Dairy Sci. 2008, 91, 490–499. [Google Scholar] [CrossRef] [PubMed]
- Monhemi, H.; Dolatabadi, S. Molecular dynamics simulation of high-pressure CO2 pasteurization reveals the interfacial denaturation of proteins at CO2/water interface. J. CO2 Util. 2020, 35, 256–264. [Google Scholar] [CrossRef]
- Monhemi, H.; Housaindokht, M.R. The molecular mechanism of protein denaturation in supercritical CO2: The role of exposed lysine residues is explored. J. Supercrit. Fluids 2019, 147, 222–230. [Google Scholar] [CrossRef]
- Vatansever, S.; Rao, J.; Hall, C. Effects of ethanol modified supercritical carbon dioxide extraction and particle size on the physical, chemical, and functional properties of yellow pea flour. Cereal Chem. 2020, 97, 1133–1147. [Google Scholar] [CrossRef]
- Podrepsek Yoon, A.K.; Singha, P.; Rizvi, S.S.H. Steam vs. SC–CO2–based extrusion: Comparison of physical properties of milk protein concentrate extrudates. J. Food Eng. 2021, 292, 110244. [Google Scholar] [CrossRef]
- Gopirajah, R.; Singha, P.; Javad, S. Emulsifying properties of milk protein concentrate functionalized by supercritical fluid extrusion. J. Food Proc. Preserv. 2020, 44, e14754. [Google Scholar] [CrossRef]
- Ding, L.; Zhao, Q.; Zhou, X.; Tang, C.; Chen, Y.; Cai, Z. Changes in protein structure and physicochemical properties of egg white by super critical carbon dioxide treatment. J. Food Eng. 2020, 284, 110076. [Google Scholar] [CrossRef]

| Food Protein Source | Results of the Extraction Process | Reference | ||
|---|---|---|---|---|
| Conventional Extraction | Microwave-Assisted | Ultrasound-Assisted | ||
| Rice bran | Extraction yield: 12.85% Protein content: 75.32% Extraction time: 60 min | Extraction yield: 15.68% Protein content: 79.98% Extraction time: 2 min | [41] | |
| Protein yield: 2.92% | Protein yield: 4.37% Protein content: 71.27% | [40] | ||
| Rice | Extraction yield: 38.0% Protein purity: 64.12% | Extraction yield: 65.0–86.0% (combined with α-amylase degradation) Protein purity: 77.47–92.99% Higher solubility, emulsifying activity and foaming capacity | [55] | |
| Sesame bran | Protein content: 24.5% TPC: 3.45 mg GAE/g | Protein content: 43.8 to 61.6% (91.7% by MAEE) TPC: 4.20 mg GAE/g (8.04 mg GAE/g by MAEE) Highest recovery of antioxidant compounds | [44] | |
| Protein yield: 24.5% (alkaline extraction)-79.3% (enzymatic-assisted extraction) | Protein yield: 59.8 (ultrasound-assisted)-87.9% (combined with enzymatic treatment) | [45] | ||
| Protein yield: 58.0% (vacuum-ultrasound assisted)-65.9% (vacuum-ultrasound assisted enzymatic extraction) Higher total phenolic capacity and antioxidant capacity | [56] | |||
| Peanut flour | Protein yield: 42.4% | Protein yield: 55.0% Improvement of water absorption, foam activity, emulsifying activity, and in vitro digestibility | Protein yield: 57.6% Improvement of water absorption, foam activity, emulsifying activity, and in vitro digestibility | [26] |
| Defatted peanut protein | Arachin extraction yield: 37.53% Conarachin extraction yield: 7.57% Shortening of the extraction time and temperature Improvement of emulsifying properties of arachin | [49] | ||
| Defatted wheat germ protein | Extraction yield: 24.0–37.0% | Extraction yield: 45.6% (combined with reverse micelles) | [43] | |
| Pea protein | Extraction yield: 71.6% | Extraction yield: 82.6% Shortening of extraction times and reduction of water consumption Improvement of functional properties and biological activities | [50] | |
| Alfalfa protein | Extraction yield: 14.5% (Ultrasound-ultrafiltration-assisted alkaline ioelectric precipitation) Potein content: 91.1 g/100 g Increase of solubility, water-holding and oil-binding capacities Reduction of emulsifying and foaming properties | [51] | ||
| Brewer’s spent grain protein | Extraction yield: 45.71% | Extraction yield: 86.16% Protein purity: 57.84% Enhancement of the fat absorption capacity, emulsifying and foaming properties | [57] | |
| Soy milk | Extraction yield: 3.86% (steam infusion) Protein content: 7.38% | Extraction yield: 4.83% Protein content 13.12% Improvement of characteristics of soy milk Increase of protein solubility and digestibility | [58] | |
| Soy okra | Extraction yield: 0.35% (steam infusion) Protein content: 25.0% | Extraction yield: 0.23% Protein content 18.5% | [58] | |
| Jackfruit leaves | Protein content: 8.41% | Protein content: 9.56% | Protein content: 9.63% | [59] |
| Eurycoma longifolia roots | Extraction yield: 9.76% in 38 min (heat assisted) | Extraction yield: 9.54% in 5 min | [60] | |
| Coffee silverskin | Protein yield: 24.35% (alkali extraction)-32.52% (sequential alkaline-acid extraction) | Protein yield: 43.53% | Protein yield: 14.04% | [61] |
| Dolichos lablab L. protein | Extraction yield: 40.95% | Extraction yield: 69.98% Enhancement of functional characteristics and antioxidant capacity of the protein | [62] | |
| Common carp by-products | Extraction yield: 0.82–1.27% Protein content: 87.63 to 88.19% Reverse correlation between the extraction time and the gel strength and viscosity of gelatin | Extraction yield: 19.80–27.0% Protein content: 86.15 to 90.21% Decrease of the gel strength and viscosity of gelatin | [53] | |
| Duck feet gelatin | Extraction yield: 51.83% (water bath) and 22.06% (electric pressure cooker) | Extraction yield: 17.58% Improvement of gel strength, melting point, and viscosity | [42] | |
| Bighead carp | Protein yield: 19.15–36.39% (water bath) Protein content: 84.15–88.67% | Protein yield: 30.94–46.67% Protein content: 89.17–91.85% | [63] | |
| Chicken liver protein | Extraction yield: 43.5% Protein content: 63.9% | Extraction yield: 67.6% Protein content: 61.8% Improvement of the water/oil holding capacity and emulsifying properties | [52] | |
| Protein | SC-CO2 Technique | Abbreviation | Reference |
|---|---|---|---|
| Particle formation | |||
| Lysozime | Precipitation with a Compressed fluid Antisolvent | PCA | [127] |
| Lysozime | Solution Enhanced Dispersion of Solids | SEDS | [128] |
| Whey protein isolate (WPI) | Gas Anti-Solvent | GAS | [129] |
| Bovine serum albumin (BSA) | Particles from Gas Saturated Solutions | PGSS | [130] |
| Zein | Supercritical Anti-Solvent | SAS | [131] |
| Lysozime | Supercritical Fluid Extraction of Emulsions | SFEE | [132] |
| SC-CO2-assisted drying and atomization | |||
| Gelatin | Particles from Gas Saturated Solutions for drying | PGSS drying | [133] |
| Lysozime + sugars | Particles from Gas Saturated Solutions for drying | PGSS drying | [134] |
| Lysozime | Expanded Liquid Anti-Solvent | ELAS | [135] |
| Bovine serum albumin (BSA) | Expanded Liquid Anti-Solvent | ELAS | [136] |
| Lysozime | Supercritical Assisted Atomization | SAA | [137] |
| Bovine serum albumin (BSA) | Supercritical Assisted Atomization with Hydrodynamic Cavitation Mixer | SAA-HCM | [138] |
| Lysozime | Supercritical Assisted Atomization with Hydrodynamic Cavitation Mixer | SAA-HCM | [139] |
| Trypsin and trypsin-chitosan | Supercritical Assisted Atomization with Hydrodynamic Cavitation Mixer | SAA-HCM | [140] |
| SC-CO2-assisted impregnation | |||
| Bovine haemoglobin (bHb) | Supercritical Solvent-Assisted Impregnation | SSI | [141] |
| Soy protein | Supercritical Solvent-Assisted Impregnation | SSI | [142] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Franca-Oliveira, G.; Fornari, T.; Hernández-Ledesma, B. A Review on the Extraction and Processing of Natural Source-Derived Proteins through Eco-Innovative Approaches. Processes 2021, 9, 1626. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091626
Franca-Oliveira G, Fornari T, Hernández-Ledesma B. A Review on the Extraction and Processing of Natural Source-Derived Proteins through Eco-Innovative Approaches. Processes. 2021; 9(9):1626. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091626
Chicago/Turabian StyleFranca-Oliveira, Giselle, Tiziana Fornari, and Blanca Hernández-Ledesma. 2021. "A Review on the Extraction and Processing of Natural Source-Derived Proteins through Eco-Innovative Approaches" Processes 9, no. 9: 1626. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091626